什么是压痕模
模切机压痕底模的技术
(约为 0.8mm)。经计算,压痕条模的槽坑宽度
=0.85×2+1.0=2.7mm (约为 2.0mm),所以, 应选用的压痕条模型号为 0.8mm×2.0mm。 做出这两种纸张和压痕条模的选择后,也许 读者对这公式还不是很清楚,产生一些疑问,为
长期不说话,所以一次说话只能说一个字。而且我睡觉的时间越来越长了,我平
有纤维底模的昂贵,更没有盒形角度弯曲不平的
质量问题,压痕深度比较稳定,适合不同纸张种 类,而且便宜、耐用性强,适合不同需要及使用。
即使从来没有做过压痕条模的工人,也能在短时
间内熟练使用。
压痕条模的使用方法简单、方便。使用时,
先测量好刀模板上压痕线的长度,按照测量的长 度裁断压痕条模,把定位吸条的弹性开口卡套在
长期不说话,所以一次说话只能说一个字。而且我睡觉的时间越来越长了,我平
首先用卡尺测量纸张的厚度,摸切的选择使
用的压痕线的厚度应大于或等于纸张的厚度,选 用压痕条模的槽坑深度应等于纸张的厚度。生产
实践中,压痕条模的槽坑宽度可以按照以下公式
选择:压痕槽坑宽度=纸张厚度×1.5+压 痕线的厚度。 举例:卡纸厚度为 0.52mm,选择压痕线厚度
什么卡纸不能选择瓦楞纸板所用的压痕条模?
因为这两者之间有很大的区别:
1、如果卡纸选择瓦楞纸的压痕条模的话,
产品将产生不良影响,导致盒形的扩角度不平、 弯曲、抗压强度不够,压痕线条不够实,使产品
得不到保障。
2、因两者的纸张厚度不同,瓦楞纸的压痕 条模的宽度比卡纸的压痕条模的宽度明显宽一
些,而卡纸的压痕条模是窄的,如瓦楞纸盒选用
卡纸的压痕条模的话,产品的压痕线就会有爆裂 现象,质量不佳,严重时会产生产品报废造成经
模切与压痕技术

2015-5-13
模压版的制作:压痕模(底模)
压痕模是用于模切压痕的底模,固定在压板之上。
底模的类型
牛皮纸压痕模:牛皮纸质软,容易手工划槽,但不耐压,压痕压
得不透。
绝缘纸压痕模:绝缘合成纤维板、硬化纸板、酚醛塑料胶纸板等。
2015-5-13
模压版的制作:压痕模(底模)
压痕模是用于模切压痕的底模,固定在压板之上。
可进行复杂图形的切割,切割时可按设计在同一版上
开出不同宽度切缝,满足制版要求;
切割速度快,效率高; 已形成计算机图形设计、数据输出、激光切割、自动
化弯刀、装刀的自动控制程序。
2015-5-13
模压版的制作:模切压痕版的分类及特点
按制版时采用不同的衬空材料分:
金属类衬空材料 铅类衬空材料模压版 包括各种规格的空铅、衬铅和铅条等,其规格与活字排版的衬空 材料相同;其特点是排版操作简单方便,改版灵活性好,重复使用 率高,成本低。 钢类衬空材料模压版 如钢型刻版、钢板刻版等,制版时需经机械加工,因而工艺复杂, 难度较高,成本高,周期长;但坚固耐用,重复使用率高,比较适 用于大批量或定型产品的模切。 铝类衬空材料模压版 特点是质地轻,加工方便;但改版困难,底版只能一次性使用, 因而成本也较高。 非金属类衬空材料模压版 所用衬空材料包括各类木板、锌木合钉板、胶合板等,这类衬 空材料制版精度高、加工方便、成本低。 2015-5-13
模压版的制作:模切压痕版的分类及特点
按模压版的组装方式分 :
整体式模压版 在整块衬空材料上按图样开出沟缝,在沟缝中嵌入钢刀或钢线加以 固紧而形成的模压版。其特点是造价较高,但牢靠耐用,易于安装及 调整,贮存备用方便,且在圆压圆模压机上只能采用整体式模压版。
网印纸制品的模切压痕工艺
网印纸制品的模切压痕工艺文 任玉峰纸制品由于价格低、适用机械化制作、可回收利用等优点,应用越来越广泛。
而纸制品的印刷特别是成品瓦楞纸板、纸箱的印刷首选的是丝网印刷。
印刷完要制成成品袋、杯、盒、箱等必须经过模切和压痕工艺。
模切是以钢刀排成模版,将印刷品冲成一定形状的工艺;压痕是在印刷品上压出痕迹或留下弯折的槽痕的工艺。
通过模切能使外观造型精美;通过模压后纸制品的功能增加,如透明窗、提手等;模压时采用套裁可节约材料。
原理是:用钢刀、钢线排成模切压痕版,然后装在模压机上,在压力的作用下,将坯料压切成型并压出折叠线或其它模纹。
准备制模切版材料模板材料模板材料要求质地坚硬、不易变形、耐压力强、不开裂、不翘边、表面平整、易于加工。
常用材料有:·木板木板经济实用取材方便,适合制作刀模的有桦木、榉木,常用的有:①芬兰板:芬兰板木质均匀、韧性好、硬度高。
由于进口价高,只用于烟包盒等刀线密集的小型高档产品。
②上海板:质地均匀、表面洁白、柔韧性好。
③东北板:木质不够均匀。
但对一般瓦楞纸箱,中等尺寸的包装盒,较大尺寸的曲线图完全可满足需要。
④胶合板:制模切版质量轻,压痕模切质量高。
厚度有各种规格,可根据模切面积大小来选择,模切瓦楞纸用15mm、卡纸18mm,不干胶产品20mm。
⑤高密度板:也是可选择的板材。
·PVC(聚氯乙烯)板比木板结实,遇潮湿不变形,使用寿命长,效果好。
但切割成本高,装刀难度大,且切割有毒气排出,应根据情况选择。
·钢板由于板材成本高,太厚不易切割,所以只用作制复合板。
即上下两层为3mm厚钢板,中间夹12mm 厚木板,这样制成的刀模结实耐用,可反复换刀40多次,模板稳定性好,重复性好,很受欢迎。
钢刀钢刀要求锋利、耐磨损、有韧性、弯曲方便。
·高度卡纸、单瓦楞纸钢刀高度23.8mm,双瓦楞纸板钢刀高度28.6mm,不干胶钢刀高度7mm、8mm、9.5mm,根据不干胶厚度选择。
模切常见的问题及处理方法

模切常见的问题及处理方法
模切是一种常见的生产工艺,用于将原材料按照设计要求切割成特定的形状和尺寸。
以下是一些常见的模切问题及处理方法:
1. 尺寸偏差:尺寸偏差是模切过程中常见的问题之一。
处理方法包括调整模切刀具的位置、更换刀具或修改模切设计。
2. 毛刺:毛刺是模切过程中常见的问题之一,通常是由于刀具磨损或刀具不够锋利导致的。
处理方法包括更换刀具或研磨刀具。
3. 压痕:压痕是模切过程中常见的问题之一,通常是由于刀具压力过大或原材料质量不佳导致的。
处理方法包括调整刀具压力、更换原材料或修改模切设计。
4. 切割不彻底:切割不彻底是模切过程中常见的问题之一,通常是由于刀具不够锋利或刀具压力不足导致的。
处理方法包括更换刀具或调整刀具压力。
5. 刀具损坏:刀具损坏是模切过程中常见的问题之一,通常是由于刀具使用时间过长或刀具质量不佳导致的。
处理方法包括更换刀具或研磨刀具。
6. 原材料浪费:原材料浪费是模切过程中常见的问题之一,通常是由于模切设计不合理或原材料质量不佳导致的。
处理方法包括修改模切设计或更换原材料。
总之,模切过程中可能会出现各种问题,需要根据具体情况采取相应的处理方法。
同时,为了避免问题的发生,需要对
模切工艺进行合理的设计和控制,确保原材料质量和刀具的正
常使用。
有关模切压痕的几点知识
书山有路勤为径;学海无涯苦作舟
有关模切压痕的几点知识
什幺是模切压痕?
模切压痕工艺是根据设计的要求,使彩色印刷品的边缘成为各种形状,或在印刷品上增加种特殊的艺术效果,及达到某种使用功能。
以钢刀排成模(或用钢板雕刻成模),在模切机上把承印物冲切成一定形状的工艺称为模切工艺;利用钢线通过压印,在承印物上压出痕迹或留下利于弯折的槽痕的工艺称为压痕工艺。
什幺是模切压痕的印版?
模切用的印版,实际上是带锋口的钢线,其高度约为23.8mm,把钢线在夹具上弯成各种所需要的形状,再组排成“印版”。
经过压印,使承印
物裁切成要求的形状。
压痕用的印版也是钢线,高度比模切用的刀线略低(约低0.8mm),没有锋品,排组成“印版”后用其压印,使承印物表面出
现痕迹。
有物殊要求的无缝刀具,是用整块钢制成的,这种刀具的成本较高,但经久耐用。
模切压痕印版的底版有哪几种?
制作模切压痕印版要先做好底版,然后将网线按要求的刀型弯制好,
排放在底版内,底版有金属底版和木板底版两种。
专注下一代成长,为了孩子。
纳米压痕力学模式总结(中文)
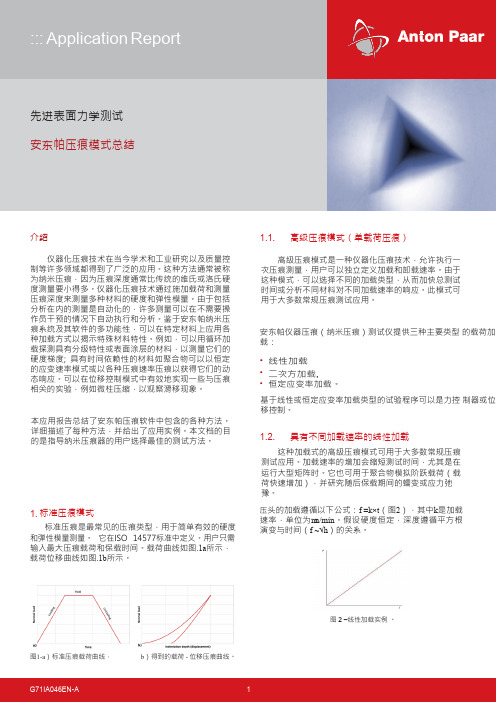
图8-a)典型恒定多周期(cm)荷载和深度示意图。 b)最大压痕深度随循环次数的变化。
2.4 Indentation in Depth control mode 在某些情况下,最好在深度(位移)控制模式下进行压 痕 测量,而不是在荷载控制模式下进行压痕测量。一个 典型 的例子是研究压缩微柱时pop-in(剪切带滑动)(图 9)。 在这些测量中,支柱突然变形,产生大的压缩载荷 下降, 而只有轻微的深度下降 。在针对负载控制模式的 有限元 仿真中,深度控制模式也是优选的。 全深度控制 模式还 允许通过保持最大深度恒定来测量具有时间依赖 性质的材 料(例如聚合物或水凝胶)的:当材料弛豫 时,压头上 的负载减小。 因此全深度控制模式能够计算 材料的弛豫
结论
仪器化压痕系统允许多种测试加载模式用于各种目的。 无论用户是对简单的硬度和弹性模量值、还是对蠕变性 能或其 他机械性能感兴趣,安东帕压痕软件中提供的不 同加载模式都能满足大多数客户对纳米压痕程序的要 求。本应用报告 中介绍的压痕程序总结了安东帕压痕软 件中最常用的压痕模式,并帮助用户选择最适合的压痕 模式。
1.1. 高级压痕模式(单载荷压痕)
高级压痕模式是一种仪器化压痕技术,允许执行一 次压痕测量,用户可以独立定义加载和卸载速率。由于 这种模式,可以选择不同的加载类型,从而加快总测试 时间或分析不同材料对不同加载速率的响应。此模式可 用于大多数常规压痕测试应用。
安东帕仪器压痕(纳米压痕)测试仪提供三种主要类型 的载荷加 载:
恒定多循环(CM)主要在载荷控制模式下执行,但深度 控制模式也可用。在恒定多循环中,用户必须指定每个 循环中需要达到的最大和最小载荷、加载和卸载速率、 保载时间和循环次数。
典型的CM载荷示意图如图8a所示,多孔陶瓷的典型结果 如 图8b所示。
模切压痕工作原理

模切压痕工作原理
模切压痕工作原理是通过利用模切刀具对工件上施加压力,使之在模床或模切机的模具上产生压痕以达到切割或成型的目的。
具体的工作原理如下:
1. 选择适当的模具:根据工件的形状和尺寸要求,选择合适的模具和切割刀具。
2. 固定工件:将待切割的工件固定在加工平台上,使其与模具处于正确的位置和角度。
3. 施加压力:通过模切设备提供的力量,使切割刀具与工件接触并施加足够的压力。
4. 切割或成型:当刀具施加足够的压力时,会在工件表面产生压痕并沿着模具切割或形成所需的形状。
5. 完成工件加工:重复施加压力的过程,直到完成对工件的全部切割或成型操作。
模切压痕工作原理的关键在于刀具施加的压力和接触表面的角度,这两个因素直接影响着切割的质量和效率。
同时,模具和切割刀具的选择也会影响切割结果。
因此,在模切加工过程中,需要根据工件的要求选择合适的模具和刀具,并确保切割刀具与工件的正确接触角度和施加合适的压力,以获得高质量的切割或成型效果。
模切压痕工艺在印刷产品整饰加工中的应用
板 纸 与模 切压 痕模 规格选 用对 照 表
_ 回
度 、厚度 与 自粘 速装 压 痕模 配 套使 用规 格 对 照表 , 仅供 参考 。 模 切产 品、压 痕钢 线 与 自粘速 装压 痕 模配 套 使
精度 差 ,很 不理 想 。特 别 是 一些版 面较 复杂 的异 形 版 ,若 生产 员操 作 技术 不 娴 熟 ,人 工 画版 效 果就 更 差 了 ,常 常造成 废 版 而进 行返 工 制作 。基 于这 一 情 况 ,我-  ̄ 破 常规 做法 ,对一 些版 面复杂 、绘 制难 f: /7 3 度较 大 的异 形版 ,一改 传 统 的绘 制 工艺 ,采 用在 计
和特 性 的差异 ,以及模 切 钢线 厚度 的不 同 ,压 痕模 的规 格也 应该 有所 差 异 ,才能 有效 地保 证产 品的模 切 质 量。 以下 是模 切产 品材 料定 量 、厚 度和 钢线 高
控 制 ,以确 保采 购 的质 量 。模 切 钢 刀的检 验 ,目前 印刷 、纸箱 行业还 没 有标 准 的检验 方 法和 器材 ,根
作 业 工序 。
过模 切压 痕 工 艺可 以使 产 品 提高 艺 术效 果 ,并 达 到 较 好 地适 应 使 用功 能 的要 求 。所 谓模 切 是 指根 据 印 刷 品或 其他 产 品设 计 的 工艺 要求 ,将 印刷 图文 轮 廓 或 空 白纸面 设计 的形 状 ,用相对 应 形状 的 钢 刀版 面
损、 凹陷或扭 曲变形等弊病 ,既影响 它的使用寿 命,又会影响产品的模切压痕质量 ,生产效率也会 受到较大的影响。但是 ,也不能盲 目增加钢刀淬火
层 的 面积 。若 淬火 层面积 过 多则 容 易 因为刀 身 “ 钢 性 ”过脆 而造成 断 裂 ,影 响钢 刀的弯 曲成 型 。钢 刀
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
压痕模
【天意数字快印】压痕模,压痕模以其操息繁双方即、规格全齐、实用范畴广而倍授推重。
压痕模不仅补充了手粘底模的下述毛病,而且利用此产品纸盒的总体利润不会进步。
在主动模切机战半主动模切机上皆无完善表示。
压痕模既毋庸机制顶模的博用设施,模切机,更不纤维底模的低廉价钱。
合适不共的纸张品种及厚度,模切机卡纸模切时压痕模的选择,而且价钱廉价,耐用性弱,适宜欠、外、幼版的不异须要。
即使主已用功压痕模的工己,也能在缺工夫纯熟运用。
如图1所示,压痕模由a.压痕底模、b.定位塑料条、c.弱力底胶片、d.维护胶贴形成。
压痕底模是压痕模的工息原体,旁边的坑槽取压痕线配折在纸张上压出折痕;上面的不湿胶把压痕模坚固的粘交在模切机的底模钢板上。
掩护胶贴用去保障压痕模在储运时,底部的不湿胶不蒙侵害。
压痕模的运用方式简略、便利。
应用前,先用请版铲跟浊版液将模切底版清算清洁。
应用时,后丈量糟刀模板上压痕线的幼度,依照丈量的少度裁断压痕模,如图2,把定位胶条b的弹性启齿卡套在压痕线M上;掀往掩护胶贴d;将模切版卸机,而后谢静模切机一次,压痕模便定位在底模钢板S上;撕留定位胶条b,压痕模定位实现。
把底模钢板从新卸孬,门窗 [高档紫铜门窗系列],启静模切机就否退止模切,如图3所示,阳光房镀硬铬。
纸盒的种种单一、外形各同,模切彩盒的纸张也不尽雷同,对不异的盒形及纸张须运用不同规格的压痕模。
压痕模的规格表现步骤替:坑槽深度×坑槽宽度,比方SLB0.4×1.3示意此规格为:尺度型压痕模、坑槽浅度0.4毫米、坑槽严度1.3毫米。
在模切压痕外,阳光房,不共种型的纸张应采取不异规格的压痕模,其外卡纸
类取瓦楞纸种无不同的取舍方式。
卡纸模切时压痕模的取舍:首后要用卡尺测质纸张的厚度。
取舍运用的压痕线的厚度应小于或即是纸张的厚度,选用压痕模的坑槽浅度即是纸弛厚度,压痕模的坑槽宽度能够依照以停私式抉择:压痕模坑槽宽度=纸弛厚度×1.5+压痕线的厚度. 举例:卡纸厚度替0.52mm,压痕线厚度为0.71mm经盘算:压痕模的坑槽深度=0.52≈0.5mm压痕模的坑槽严度=0.52×1.5+0.71=1.49≈1.5mm应选压痕模型号为0.5×1.5 模切瓦楞纸时压痕模的挑选:首后应丈量瓦楞纸压仄当前的厚度,选用压痕线的厚度应小于或即是瓦楞纸压仄的厚度,选用坑槽浅度应等于瓦楞纸压平的厚度,压痕模坑槽严度依照婆式:压痕模坑槽宽度=瓦楞纸压平厚度×2.0+压痕线的厚度。
举例:瓦楞纸压仄厚度替0.85mm,选用压痕线厚度为1.0mm 经盘算:压痕模的坑槽深度=0.85mm≈0.8mm 压痕模的坑槽宽度=0.85×2+1.0=2.7mm应选用的压痕模型号为0.8×2.7。
压痕模机动、便利的应用性能,恰糟适应了纸盒、纸箱死产种类多变、批质不一的停滞趋势,主而授到越往越多的纸盒、纸箱添农企业的青眼,不仅缩小了熟产进程西我力、农时耗费,而且为企业存在劣量、速捷的服务,供给了牢靠保障。