小型机加工厂sop模板
SOP标准作业指导书格式
•
4)树立良好的生产形象,取得客户信赖与满意;
•
5)实现生产管理规范化、生产流程条理化、标准化、
形象化 、简单化;
•
6)是企业最基本﹑最有效的管理工具和技术资料。
• 举例 • 麦当劳作业手册
大家都熟悉的麦当劳,它有 许多分店,但是口味却是一样 的美味? 他们的工作标准有560页!我 想这也许是他们的秘密吧。
SOP(标准作业指导书)
目录
• 1、SOP的定义 • 2、SOP的作用 • 3、SOP编写流程 • 4、SOP包含的内容 • 5、SOP 的编写要点 • 6、总结
1、SOP的定义
• 1、定义 • 所谓SOP,是 Standard Operation Procedure三个单
词中首字母的大写 ,即标准作业程序。 • (1)是以文件的形式描述作业员在生产作业过程中的
Review ):关键工序控制点回顾,关键工序 是对产品质量起重要、关键作用的工序,通过 建立关键工序控制点并实施严格的质量控制, 以提高产品质量的过程控制能力。
返回
3、 SOP编写流程(7)
7、适时更新 • 当工艺要求、设备状况等发生改变,一些
操作方法的改进时,要对SOP进行评审和 更新 • 定期回顾
5.1SOP的编写要条理化、规范化、形象化(3)
规范化要求
统一使用精确的行动动词
例如有几个动词都可以用来描述旋开关到一个定位: “旋开”,“定位”,或“调节”等
选择一个动词并统一使用它(所有SOP)
名称固定化:红色制动开关----红色制动按钮 词语要简单、固定
5.1SOP的编写要条理化、规范化、形象化(4)
5.1SOP的编写要条理化、规范化、形象化(2)
SOP 范本

客 户泰 威品名SHARP 51"料号LANGKC755WJM材质文件编号版本A0工程站冲压工程别1/2工程内容连续模成型冲床吨位闭合高度\模具编号\页数1/21、在冲压进行中,禁止身体的任何部位进入模具内。
2、模具模柄、上下模板固定螺丝、各入子及镶块出现异常状况要及时汇报主管。
3、设备出现异常状况及时汇报主管。
4、每打30-50PCS产品需加冲压油1次;产品自检频率是30-50PCS。
修订者安全事项修订记录作业指导书(SOP )管控事项操作步骤SECC 1.6T*360W*C 1、划伤、压伤、毛边、毛刺、2、外观及尺寸具休要求参考SIP作业人数2 人(1人操机/1人收料)160T2、栈板 核准: 审核: 制作:1.每天开机前要对模具活动部位加适量润滑油;2.模具每工作4小时要对模具活动部位及模腔加适量润滑油,清理模腔内废料等;3.机种完成后要对模具内废料清理,模具活动部位及入适量润滑油修订日期备注:图示说明1、有PE课专业技术人员架模、调试、调试OK后,将该工程首件产品经品保确认OK后,方可正式生产2、操作人员戴好手套,从材料架上取下材料,将其放于模腔内,定位准确。
3、双手同时按下操作钮,进行冲压(下料,冲孔)。
4、每冲压完后,从模具中拿取产品,放于栈板上,移至下一工程作业。
5、在生产首件产品时一定要参照工程件样品。
修订内容使用设备及工具标准产能 800 (PCS/hr)1、160T冲床昆山电子羽电业制品有限公司1.整平送料2.连续冲压3.冲压成品:1)、4PCS 卡钩2)、2PCS 铆柱孔3)、4PCS 冲孔4.半成品暂储表单编号:LS-版本:A1。
SOP模板(WI模板)案例

版本文件名称:DIP生产专用指导书V1.0机种名称:加工工艺流程图③编 制②审 核①批 准次数日期变更记事承认制作归档日期Y 修理N修理NY重插NY元件成型Y开始QC 确认插件炉前外观波峰焊 QC 检 验补焊 003QC 检 验入库主要工序:插件波峰焊补焊清洗外观测试包装第 1 页,共 7 页INSTRUCTION MANUAL第 2 页,共 7 页INSTRUCTION MANUAL第 3 页,共 7 页第 4 页,共 7 页第 5 页,共 7 页参考图INSTRUCTION CONFIRMATION AND NOTICE作 业 内 容确 认 及 注 意 事 项1、取上一工位流下来的主板进行目检。
1、作业人员需做好防静电措施;2、使用斜口钳过长的引脚,引脚要求标准:从引脚顶端2、不良现象记录《生产状况记录表》。
到PCB表面高度在1.5±0.5mm。
3、洗板水不要碰到基板塑胶元件。
3、用无尘布(或专用静电毛刷)沾少量洗板水,重点清4、重点不良迹象及时反馈给随线线长及相关品管洁维修过程中产生的锡珠、锡渣等残留;工艺人员。
4、清洗完成后,检验PCB表面不得有发白、助焊剂残留,5、在清洗时,需注意保护接口器件,防止清洗液飞溅到无锡渣、锡珠等;接口内造成接触不良。
5、将锂电池装在电池座上,如图所示电池的正极朝上;6、主板轻拿轻放,不得叠板,确保基板无碰伤与6、完成后对本工位进行自检,合格品流入下一工位。
损坏。
7、注意:不要对排针,按键,连接器等容易造成功能失效的器件和位置进行清洗;NO元件编号元件规格回路名称个数JIGS QTY TESTER QTY OTHERS(EXPENDABLES)QTY使用工具量测量仪器量其它(消耗品)量5APEOVE CONFIRM CHARGE4批准审核编制321次数日期变更记事承认批准第 6 页,共 7 页参考图INSTRUCTION CONFIRMATION AND NOTICE作 业 内 容确 认 及 注 意 事 项1、检查主板上是否贴有条码标签及QC标签,位置应与要1、作业人员需做好防静电措施;求一致;注意各条码标签外观应整洁平整,不得有脏污破2、不良现象记录《生产状况记录表》。
企业sop标准化操作流程范例

企业sop标准化操作流程范例1. SOP范例:产品生产制造部分1.1 SOP目的确保生产过程中的操作标准化,提升产品质量,降低生产成本,保证生产效率。
1.2 SOP适用范围本SOP适用于生产部门所有生产工序,包括原料采购、生产设备操作、产品制造、成品检验和包装等全过程。
1.3 SOP实施方案1.3.1 生产计划a) 每月初由生产计划部门根据订单情况和库存量确定生产计划;b) 生产计划提交给生产部门,由生产部门安排具体生产进度和计划,并将生产计划告知相关部门。
1.3.2 原料采购a) 生产部门提供原材料清单给采购部门;b) 采购部门根据生产部门需求,进行原材料采购,注意原材料的质量和数量是否符合要求;c) 采购部门将采购清单和入库清单提交给质检部门进行质量验收。
1.3.3 生产制造a) 按照生产计划,生产部门将原材料进行生产制造,确保生产过程中操作规范;b) 生产过程中,严格按照工艺流程进行操作,确保产品的一致性和质量;c) 生产过程中遇到问题及时向上级汇报,确保问题得到及时解决。
1.3.4 成品检验a) 生产部门生产完成后,将成品送至质检部门进行成品检验;b) 质检部门按照标准进行检验,对合格产品进行包装,对不合格产品及时进行处理。
1.3.5 包装和发货a) 包装部门按照标准进行包装,确保产品的完整性和美观度;b) 包装完成后,交由仓储部门进行入库;c) 仓储部门对产品进行存储,并安排发货。
1.4 SOP责任部门生产部门负责实施本SOP的各项操作,生产计划、原料采购、生产制造、成品检验、包装和发货各责任部门之间互相协作,确保SOP操作的实施和执行。
1.5 SOP效果评估每月生产部门需对SOP的执行情况进行自查和评估,发现问题及时进行整改,确保SOP 的执行效果和质量。
2. SOP范例:质量管理部分2.1 SOP目的确保产品质量符合国家标准和企业内部质量要求,提供消费者优质的产品。
2.2 SOP适用范围本SOP适用于所有生产工序中的质量控制方面,包括原料质量控制、生产过程控制、产品成品检验等。
设备sop标准生产流程模板
设备sop标准生产流程模板The standard operating procedure (SOP) for manufacturing processes is crucial for ensuring the quality and consistency of products. It is a set of step-by-step instructions that guide workers through complex tasks, ensuring that they adhere to best practices and safety protocols. SOPs are especially important in the manufacturing industry, where the slightest deviation from the standard process can lead to defects, safety hazards, and production delays.制定制造流程的标准操作规程(SOP)对于确保产品的质量和一致性至关重要。
它是一套逐步指导工人完成复杂任务的说明,确保他们遵守最佳实践和安全协议。
SOP在制造业尤为重要,因为即使是对标准流程的细微偏离,也可能导致瑕疵、安全隐患和生产延误。
First and foremost, the SOP for standard manufacturing processes should be meticulously documented with clear and detailed instructions. This documentation should be easily accessible to all employees involved in the production process. By providing a clear roadmap for completing each task, workers are less likely to make mistakes or take shortcuts that could compromise the quality of theend product. Moreover, detailed SOPs serve as valuable training tools for new employees, ensuring that they receive consistent and comprehensive instruction on how to perform each step of the manufacturing process.首先,标准制造流程的SOP应当细致记录,说明清晰而详细。
sop制作模板

sop制作模板SOP,即Standard Operating Procedure,即标准操作规程,是企业在日常管理中不可或缺的工具。
制作SOP需遵循一定的步骤和标准,这就需要一份SOP制作模板来指导我们。
本文将为大家介绍如何制作一份SOP制作模板,并提供具体的模板示例。
一、确定模板的结构与内容在制作SOP制作模板前,需要先确定模板的结构与内容,以确保它包含了必要的要素,具有可操作性和适用性。
以下是一份常见的SOP制作模板结构与内容:1. 标题:SOP名称(简单明了,准确传达SOP主要内容)2. 适用范围:说明SOP适用的对象、部门或岗位(重要性在于明确SOP使用人群范围,有效避免操作误区)3. 目的:描述SOP制定的目的和意义(明确SOP目标,工作重点以及期望达成的效果)4. 定义:列出SOP中涉及到的专业术语或缩略语以及其解释(确保员工大家都能理解SOP中出现的术语和缩写)5. 责任:详细描述SOP的责任人及其职责(明确SOP实施责任人,有效保障SOP执行的严密性)6. 流程:SOP的详细流程和步骤描述(根据具体的业务,详尽的描述工作板块)7. 流程图:为SOP制作流程图(为了更好的视觉呈现SOP流程,提高操作可读性)8. 相关记录:SOP中需要记录的内容(明确哪些数据是必须记录的,做到全面记录并留证)9. 紧急情况的处置(械及急救):为突发状况提供相应处理措施(在紧急情况下,SOP的指引可以帮助人员快速、有效地处理事件)10. 相关文件:列出与SOP相关的文件名称、职责等(完整的文件清单,是SOP执行的基础)二、SOP制作模板示例下面是一份SOP制作模板的具体示例,供大家参考。
1. 标题选用简短、准确的名称,可按行业惯例或企业需求定制。
如:SOP-001设备维护操作规程2. 适用范围列明本规程适用的部位、设备等,如:适用范围:公司工厂机台维护人员;公司机台 ...3. 目的明确规程的目的,如:目的:规范机台维护流程,确保设备正常运转,减少故障发生率,提高生产效率。
SOP作业指导书样板
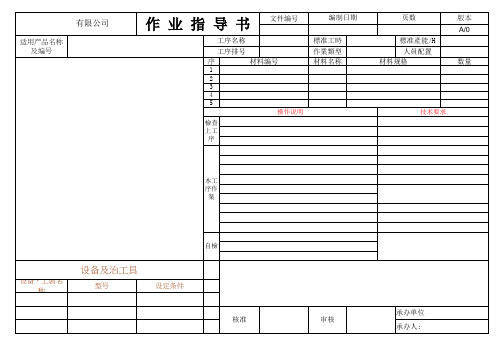
標准工時標准產能/H 作業類型人員配置
序号
材料名称
数量
12345
设备,工装名称
型号
设定条件
适用产品名称及编号
工序名称
工序排号
材料编号材料规格
操作说明
技术要求
檢查
上工序
本工序作業
自檢
设备及治工具
核准审核
承办单位:
標准工時標准產能/H 作業類型人員配置
序号
材料名称
数量
12345
设备,工装名称
型号
设定条件
适用产品名称及编号
工序名称
工序排号
操作说明
技术要求
材料编号材料规格
檢查
上工序
本工序作業
自檢
设备及治工具
核准审核
承办单位:。
SOP标准操作指导书模板
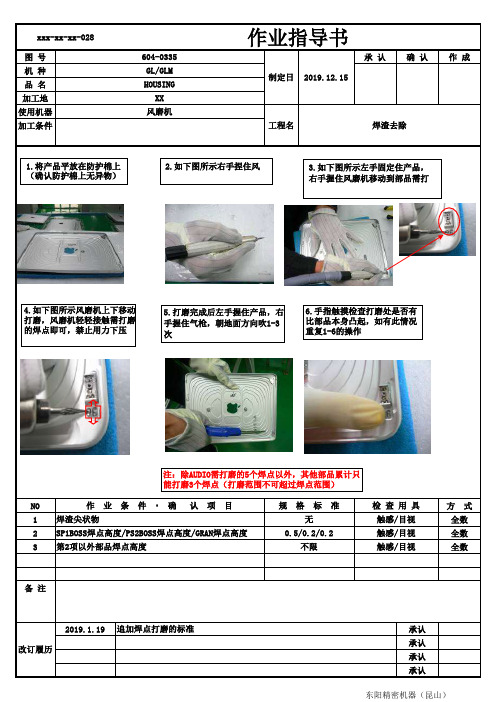
图 号承 认
确 认
作 成
机 种品 名加工地使用机器加工条件
NO 方 式1全数2全数3
全数
备 注
2019.1.19
承认承认承认承认
追加焊点打磨的标准SP1BOSS焊点高度/PS2BOSS焊点高度/GRAN焊点高度0.5/0.2/0.2
触感/目视第2项以外部品焊点高度
不限
触感/目视
规 格 标 准
检 查 用 具焊渣尖状物
无触感/目视作 业 条 件 ・ 确 认 项 目
制定日
风磨机
工程名焊渣去除
改订履历
2019.12.15
xxx-xx-xx-028作业指导书
604-0335GL/GLM HOUSING XX 1.将产品平放在防护棉上(确认防护棉上无异物)
2.如下图所示右手捏住风
3.如下图所示左手固定住产品,右手握住风磨机移动到部品需打
4.如下图所示风磨机上下移动打磨,风磨机轻轻接触需打磨的焊点即可,禁止用力下压
5.打磨完成后左手握住产品,右手握住气枪,朝地面方向吹1-3次
6.手指触摸检查打磨处是否有比部品本身凸起,如有此情况重复1-6的操作
注:除AUDIO 需打磨的5个焊点以外,其他部品累计只能打磨3个焊点(打磨范围不可超过焊点范围)
东阳精密机器(昆山)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1、下料
此处插入图片(下同) 铣床
2、铣面
CNC 3、精加 工
喷砂机 4、表面 处理
清洗池 5、清洗 装箱 修订栏 修订内容及原因
序号
序号
日期
修订人
审核
**机械制造有限公司版权所有
**机械制造有限公司制程作业指导书(SOP) 部件名称 部件图号 工序名称 步骤 工装设备 锯床 注意点 客户号 料号 图示 文件编号 版本号 检验 Q1 Q2 备注
1、下料
此处插入图片(下同) 铣床
ห้องสมุดไป่ตู้2、铣面
CNC 3、精加 工
喷砂机 4、表面 处理
清洗池 5、清洗 装箱 修订栏 修订内容及原因
序号
日期
修订人
审核
**机械制造有限公司版权所有
日期
修订人
审核
**机械制造有限公司版权所有
**机械制造有限公司制程作业指导书(SOP) 部件名称 部件图号 工序名称 步骤 工装设备 锯床 注意点 客户号 料号 图示 文件编号 版本号 检验 Q1 Q2 备注
1、下料
此处插入图片(下同) 铣床
2、铣面
CNC 3、精加 工
喷砂机 4、表面 处理
清洗池 5、清洗 装箱 修订栏 修订内容及原因