钻头各部位名称
钻头的种类规格与各部位名称
一. 鑽頭的種類 二. 鑽頭的規格 三. 鑽頭各部分名稱
第二節
一. 鑽頭的種類
麻花鑽頭 (Twist Drill) 直槽鑽頭 (Straight Fluted Drill)
鑽 頭 的 種 類 、 規 格 與 各 部 位 名 稱
油孔鑽頭 (Oil Hole Drill)
鑽尖:
鑽 頭 的 種 類 、 規 格 與 各 部 位 名 稱
第二節
一. 鑽頭的種類
柱坑鑽頭(沉頭鑽) (Sinking Drill) 錐坑鑽頭 (Counter Sink Drill)
鑽 頭 的 種 類 、 規 格 與 各 部 位 名 稱
階梯鑽頭 (Step Drill)
中心鑽頭 ( Combined Drill and Counter Sink)
第二節
二. 鑽頭的規格
公制鑽頭
鑽 頭 的 種 類 、 規 格 與 各 部 位 名 稱
第二節
二. 鑽頭的規格
英制鑽頭
鑽 頭 的 種 類 、 規 格 與 各 部 位 名 稱
第二節
三. 鑽頭各部位名稱
鑽 頭 的 種 類 、 規 格 與 各 部 位 名 稱Βιβλιοθήκη 直柄鑽頭錐柄鑽頭第二節
三. 鑽頭各部位名稱
鑽 頭 的 種 類 、 規 格 與 各 部 位 名 稱
鑽頭名稱
第二節
三. 鑽頭各部位名稱
鑽柄 直柄鑽頭
鑽 頭 的 種 類 、 規 格 與 各 部 位 名 稱
第二節
三. 鑽頭各部位名稱
鑽柄 錐柄鑽頭
鑽 頭 的 種 類 、 規 格 與 各 部 位 名 稱
第二節
三. 鑽頭各部位名稱
钻床工人培训教材

1.0麻花钻1.1麻花钻的结构麻花钻是一种形状较复杂的双刀槽孔加工工具。
1.2麻花钻的组成麻花钻按其功用的不同, 可以分为三部分:(1)钻柄(Shank);(2)钻颈(Neck);(3)钻体(Body)。
~1~钻柄: 钻头上供装夹用的部分, 并用以传递钻孔所需的动力(扭矩和轴向力)。
钻颈: 位于刀体和钻柄之间的过渡部分。
通常用作砂轮退刀用的空刀槽。
钻体: 钻头的工作部分, 由切削部分(即钻尖)和导向部分组成1.3麻花钻的名称与术语(1)前面(Face)螺旋槽靠近切削刃的那部分面。
(2)后面(Flank)在钻尖上与被加工表面相对的面。
有两个后面,每个又可分为第一后面和第二后面。
(3)钻尖(Point)或称钻锋,承担主要的切削任务。
(4)主切削刃(Cutting edge)前面与后面相交成的刃口。
普通麻花钻有两条。
(5)副切削刃前面与刃带的相交线,即刃带边缘刃。
(6)横刃(Chisel edge)两后面相交成的刃口。
(7)横刃转点(Chisel edge corner)主切削刃与横刃相交成的转角交点。
(8)外缘转点(Outer corner)主切削刃与副切削力刃的转角交点。
(9)钻芯尖(Core tip)理论上是麻花钻中心轴在钻尖处的端点,实际当中有偏差。
~2~(10)螺旋槽(Flutes)或称刃沟,钻体上螺旋形沟槽。
作用有:排屑,容屑,切削液流入的通道。
(11)刃瓣(Land)钻体上外缘未切出刃沟的部分。
(12)刃背(Body clearance)刃瓣上低于刃带的外缘表面。
作用:在钻体的外圆上减小直径,以与孔壁形成径向间隙,防止摩擦,提高加工精度,降低切削力(13)刃带(Margin)或称棱边,即钻头的副后面。
(14)后背棱后面与刃背的相交棱线。
(15)后沟棱后面与螺旋槽的相交棱线。
(16)尾根棱(Heel)或称沟背棱,刃瓣上刃背与螺旋槽的相交棱线。
(17)尾根转点(Heel corner)尾根棱、后背棱和后沟棱三棱的汇交点。
钻头每个部位的学名竟然是这样的?

全方位解剖钻头钻头的名称专业名称①螺旋角γ:不同型号角度不同,一般10°~40°。
②刃带:主要起导向和挤压的作用。
③刀背:介于刃带与槽之间的部位,但比刃带低,减小且切削力(摩擦力)。
④排屑槽表面:有时是前刀面,切屑流经的面。
⑤钻尖角:刃带与切削刃的交点。
钻头的角度⑥主切削刃:两个主切削刃的夹角为顶角б,真正的切削部位。
⑦后刀面:形成后角α的面。
⑧横刃:连接两个切削楔的部分,它承担50%的切削力(轴向)。
⑨刀背间隙:减少钻头和工件之间的摩擦力。
⑩排屑槽:较大空间,利于排屑。
孔口缺口和毛刺问题?通过减小钻尖角使钻尖顶住工件的宽度和高度进行改善。
较小的钻尖角118°1、径向分力,径向稳定性差。
2、轴向力小。
3、非延展性材料,减小崩碎。
较大的钻尖角135°~140°1、轴向分离大,径向稳定性好。
2、更大的进给能力。
3、软粘性材料,减小飞边。
4、孔的圆度,直径公差和直线度更好。
周边倒角式钻尖1、减小崩碎。
2、具有大钻尖角钻头的优点。
钻头应用问题/措施钻尖磨损原因:1.工件在钻头钻入力作用下工件会向下移动,钻头钻通后弹回。
2.机床刚性不足。
3.钻头材料不够结实。
4.钻头跳动太大。
5.夹持刚性不够,钻头滑动。
措施:1.降低切削速度2.增加进给量3.调整冷却方向(内冷)4.增加一倒角5.检查并调整好钻头的同轴度6.检查后角是否合理崩刃、破损原因:1.钻头的安装振摆,在一个切削刃上的冲击过大造成的。
2.工件的夹紧刚性低,在钻孔切出时发生。
3.进给量过大。
4.切削速度过高。
措施:1.安装振摆调整为0.02mm以下,使钻头的两个刃在平衡的条件下进行钻削加工。
2.降低进给量,减小钻头切出时的冲击。
3.如果是可转位钻头,更换刀片材质。
积屑瘤原因:1.切削材料与工件材料之间的化学反应引起的(含碳量较高的低碳钢)措施:1.改善润滑剂,增加油或添加剂含量。
2.提高切削速度,降低进给率减少接触时间。
刀具部位名称
2
CLA in mm
3
Generation angle
4
Run out angle
后角 以毫米计算 铲磨角度 退出角度
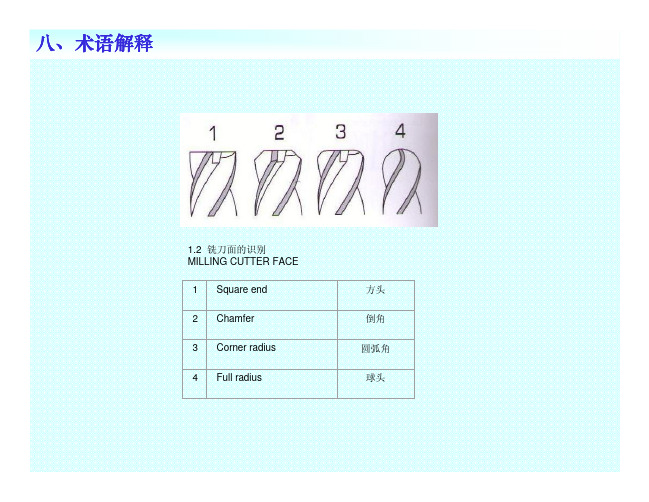
八、术语解释
5.1 刀具的外廓形 PROFILE TOOL
1
See end mill
2
See drill
见端铣刀 见钻头
八、术语解释
5.2 刀具的外廓形 PROFILE TOOL
磨削长度 砂轮退出角度
八、术语解释
1.10 铣刀根部 MILLING CUTTER HEEL
1 Tooth depth 2 Tooth width 3 Generation angle
齿深 齿宽 铲磨角度
4 Run out depth
铲磨深度
八、术语解释
1.11 铣刀端齿(铣刀端面) MILLING CUTTER END FACE
4
Flute depth
5
Rake angle
6
Measure depth
螺旋角度 槽长
砂轮间隙角
槽深 前角 测量深度
八、术语解释
2.2 铰刀的外廓形 REAMERS PERIPHERY
1 Wheel clearance angle
2 Cutting length 3 Clearance angle 4 Land width 5 Leading land 6 Run out angle
Rake angle
前角
2
Flute depth
槽深
3
Measuring depth
测量长度
4
Flute lengthcutting edge
a
切削刃的槽长
机加工培训资料
17
合金低碳钢(0.12~0.25C)
175~225
21
合金中碳钢(0.25~0.65C)
175~225
15~18
马氏体时效钢
275~325
17
不锈钢(奥氏体)
135~185
17
不锈钢(铁素体)
135~185
20
不锈钢(马氏体)
135~185
20
不锈钢(沉淀硬体)
150~200
15
工具钢
钻头直径:应根据工艺尺寸赖取值,尽可能一次钻出所要求的孔,当机床性能不能信任时,才采用其他的钻孔方式,需要扩孔时,一般孔钻的直径取孔径的50%-70%。合理修磨与刃磨,能够有效的降低进给力,也能扩大钻孔的直径范围
后附《钻削用量参考表》
钻削用量参考表---高速钢钻头
钻孔的进给量(mm/r)
钻头直径do(mm)
最适于高硬度材加工・高精度加工或高进给切削
后角大,切削性能提高能够抑制切削发热,与被切削材料的摩擦小,不过切削刃的强度较差
最适于切削抵抗小的铝系 銅・塑料的切削
前面:刀具切入材料,和将切屑排起的面。
前面
前角:前面与切屑卷起的夹角。这个角度越大,切削越锋利。
前角
切削刃
前面・前角
钻削加工—钻头切削基础
刃带磨损
原因1:导向套或钻模尺寸过大
措施1:修改导向套或钻模的尺寸
刃带的粘结屑
原因1:刃口摩擦力大或切削液供给不足,使刀具发热过大
措施1:钻头端刃参数重新修磨增大切削液流量或更换合适的切削液
原因2:被加工材料过软,排屑困难
措施2:修改钻头的设计参数
断屑不利缠屑
原因1:钻头的断屑性不适合被加工材料
钻削加工钻削加工
3)前角 是指在正交平面内测量 的前刀面与基面的夹角。
4)后角 是指在假定工作平面内 测量的切削平面与主后刀面之间的 夹角。
5)横刃斜角 是指横刃与主切削 刃在钻头端平面内投影之间的夹角。 麻花钻的横刃斜角为50º~55º。
3、麻花钻刃磨的基本要求
1)根据工件材料刃磨出正确的顶角。 2)两条主切削刃的长度应相等,与轴线的夹 角也应相等,且成直线。 3)磨出恰当的后角,以确定正确的横刃斜角。 4)刃磨时注意冷却。
4. 钻头的装夹
1)直柄钻头
2)锥柄钻头
5. 工件的装夹
对孔径较小的小型工件,用平口虎钳装 夹;当孔径较大时,应采用压板、螺栓和V形 块等装夹。
6. 钻孔要点
在对单件或小批量工件进行钻孔之前,应 用样冲打出冲点,找正孔中心与钻头的相对位 置后钻削;如果生产批量较大或孔的位置精度 要求较高时,需用钻模来保证。对于较深的孔, 钻孔时要经常退出钻头,并进行冷却润滑。
7. 钻削的工艺特点
(1)钻削为粗加工,一般用来加工要求不 高的孔或高精度孔的预加工。
刀与孔壁的摩擦。
3. 铰削 手工铰孔时,用铰杆转动铰刀,并轻压进给,铰 刀不能倒转,否则铰刀与孔壁之间易挤住切屑,造成 孔壁划伤或刀刃崩裂。手工铰孔的切削速度低,切削 力小,产生的热量少,不受机床振动的影响,铰出的 孔的精度较高,但生产率较低,多用于单件小批量生 产;在钻床上铰孔时,为使铰刀轴线与孔轴线重合, 铰刀常采用浮动夹头与主轴连接,以消除机床主轴回 转误差对加工带来的影响。切削速度应较钻孔时低, 而进给量应较大。 为提高铰刀使 用寿命,减少振动 和噪声,铰孔时应 采用切削液。铰削
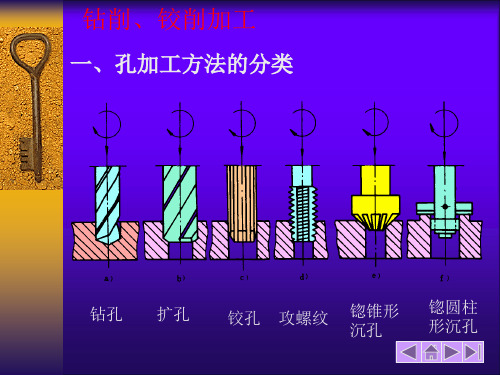
第5章 钻孔作业

5 打孔作業講座時間:1H打孔也就是用钻头在机械零件上穿圆形的孔。
在机械零件上通常需要打孔以便使用螺栓固定,或者用于挑扣。
总之需要打孔的地方非常多。
一般是使用钻床使钻头回转进行加工。
作为使之回转的动力源以下三种。
①用手转动手柄②使用压缩空气转动叶轮③用电力转动电机。
这三种方式中,多在工厂使用的是电钻。
1. 钻床1.1 电气钻头(电气BOOR )电钻的构造如图5-1所示。
基本结构是小型电机安装在轻合金盒子中,通电后使电机回转从而带动钻头转动。
电源开关安装在手柄部位,用右手握住手柄及拉钩,按下拉钩后通电。
钻头的回转数是固定的。
电钻取下电源后,移动方便,可在任何地方进行加工。
但是,其本身体积较小,不能完成直径较大的打孔作业。
使用电钻时,用右手握紧手柄 ,左手支撑本体下部,使电钻回转并能稳定的进行打孔作业。
如果太大力按住工件,可能引起因电钻的振动使工件面打滑、电钻断裂。
正确的做法是电钻钻入工件一部分后再加力。
如果此时加力太大,握住的手柄部分会左右振动,电钻很有可能会折断。
打孔时对准轴心直线作业非常重要。
电钻有如图5-1所示单手操作的小型轻量型电钻,也有与轴相对成丁字形的。
此类电钻需双手紧握手柄按压钻头,本体大,所需按压力也大,因此可以完成直径较大的打孔作业。
一般来说,单手操作的电钻钻头直径8mm 以下的较为常见,最大可以达到13mm 。
(木工用除外)双手操作的电钻,最大可以完成20mm的打孔作业,一般来说12~15mm比较多。
1.2 台式钻床安装在作业台上使用的小型钻床是立式钻床的一种。
电机的回转是通过皮带带动主轴转动。
钻头安装在主轴端面的钻卡上。
转数的变换通过皮带箱中的皮带的变换来进行。
通常有普通高速、中速、低速三种。
(参照图5-2)工件固定在工作台上,通过手柄操作压下钻头进行加工。
工作台可以在支撑柱上任意位置固定。
根据工件的高低,钻头的长短调整。
小型机械的电机马力为1/4马力(200W )的居多,不能加工直径较大的物品。
常用钻头钻具套管体积表
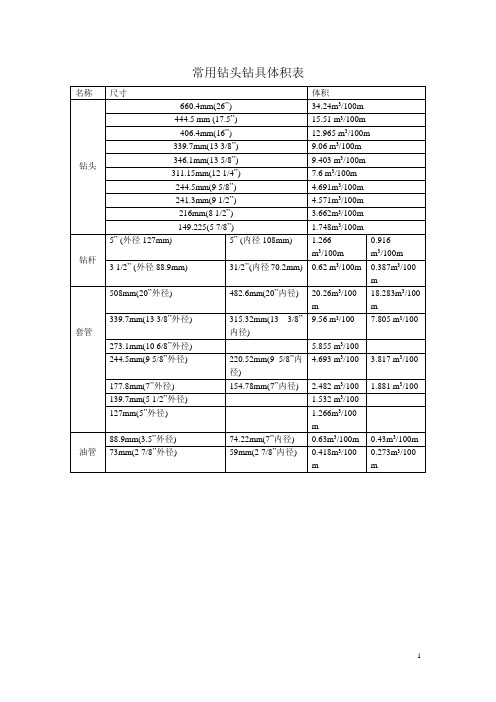
常用钻头钻具体积表1、常用钻具与套管内容积、排代量2、方钻杆有关数据3、平均井径的计算方法井深:H ,井段1:厚h 1,井径d 1;井段2:厚h 2,井径d 2; 井段3:厚h 3,井径d 3; . . . . . . 井段n:厚h n ,井径d n ; 平均井径:Hd h d h d h d h D nn 2233222211++++=4、钻井液在井内环空间的上返速度上返速度V:式中:Q-泵排量,m 3/s D-井眼直径,m d-钻具外径,m5、流型指数与稠度系数的计算公式流型指数n:稠度系数K:或6、NaCl 溶液的含量及密度)/()(785.022s m d D QV -=300600lg32.3ΦΦ=n )100/()510()1020(2300600ft lb K nn Φ=Φ=)()510(47849.0)1020(47849.0600600Pa K nn Φ=Φ=7、常见物质比重表8、泥浆“SI”单位换算表9、泥浆专用词汇、代号、单位对比表10、常用化合物化学符号和常用处理剂代表符号12、5″钻杆不同排量时泥浆在不同井眼中上返速度(米/秒)13、5″钻杆不同井眼起钻泥浆液面下降表(米)4、加重[降低]1m3泥浆所需重晶石(4.2/g)[或加淡水]用量表(Kg)[m3]915、加重一立方米泥浆所需石灰石粉(2.7g/cm3)用量表(Kg)16、研究泥浆性能的一些数学公式7、有机化合物官能团名称表18钻具数据19、泥浆泵排量计算公式泥浆泵排量:式中:λ——容积系数,按0.8计;S——活塞冲程,cm;n——每分钟冲数;F——缸套面积,cm2;f——拉杆截面积,cm2;m——计算系数:双缸作用泵m=30,三缸作用泵m=20。
泥浆泵的允许泵压:式中:N泵——输入泵的最大功率(马力)×泵的机械效率;)/(1000)2(slmfFnSQ⋅-⋅⋅=λ)(75.0MPaQNP泵泵压=Q——泵最大冲数时的理论排量(升/秒)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
鑽頭各部位名稱
一般鑽頭是由鑽柄、鑽身及鑽題等三個主要部份所組成。
鑽柄為夾持或帶動鑽頭的部位,由鑽頸、柄及鑽根等所組成。
鑽身由鑽槽(flute)、鑽邊(margin)、鑽身間隙及鑽腹(web)所組成。
鑽頂由靜點(chisel edge)、鑽唇(切邊)(lip)及鑽唇間隙角(lip clearance)所組成,圖1.1為鑽頭各部位名稱。
1.鑽頂角
鑽頭兩切削邊所夾之角度。
對於鑽頭中心而言,兩切邊各與中心線所夾成之角度應相同。
若兩夾角不同,
則如圖1.2所示,切削時鑽頭切邊易崩裂且鑽削時,引起搖動現象。
鑽頂角是否適當,影響鑽頭性能極大,其角度之大小視所鑽之工件材料而定。
一般鑽削軟鋼、黃銅及多數之金屬材料均採用118°,若鑽削較軟之材料則小於118°,反之較硬之工件材料則大於118°。
圖1.3為鑽頂角度對工作之影響。
如圖1.3所示,在相同直徑、材料、鑽削速度及進刀量之鑽頭,其鑽頂角度不同時,切削狀況之比較。
鑽頂角140°之鑽頭,設其屋屑邊長為W1,切屑厚度為T1。
鑽頂角80°之鑽頭,設其切屑邊長為W2,切屑厚度為T2,則由圖可知T1>T2,即鑽頂角140°所鑽削出之屑較80°者厚。
鑽屑厚者,每鑽除單位體積材料所須
之能量較鑽屑薄者為少,因此對硬金屬之切削時,應選用較大的鑽頂角較為力。
圖中可知W1<W2,因此W2有較長之磨損邊緣,每單位長度上切削力可降低。
鑽頂角80°之偶角為140°,鑽頂角140°之偶角為110°。
故鑽頂角80°之鑽頭可使切邊在偶角部有較大之磨耗抵抗,因此對軟金屬或塑膠之鑽孔加工,宜採較小之鑽頂角。
如圖1.4所示,在各種加工條件相同下,因鑽削之厚度T1>Y2>T3, 即作用於鑽頭之垂直切削力
V3>V2>V1。
因軸方向之分力(進刀力)H1>H2>H3。
故鑽頂角大於118°時,在鑽削時壓入進刀量之力量較大,而水平之切削力較小,於單位體積材料所須能量較小,故適用於較硬之工件材料的切削工作。
鑽頂角小於118°者,壓入進刀之力較小,且鑽頂角之偶角較大,故適於
軟金屬之大量切削。
圖1.5為鑽頂角與切邊形狀之關係。
若鑽頂角為118°時則其切邊成直線狀,所鑽削出來的切屑是與切邊長度一樣大,且沿著溝槽出來。
若鑽頂角小於118°時則其切邊略成凹形曲線,容易咬住工作物而崩裂。
由以上所述可知,不同之工件材其所使用鑽頭的鑽頂角亦不同,一般選用的原則如表1.1所示。
表1.1 工件材料與鑽頂角之選用
一般鋼料紫銅鑄鐵木材、電木工件材料熱處理之鋼及
落鍛品
鑽頂角125°~135°118°100°~118° 90°~110°60°
2.螺旋角
鑽槽螺旋角為形成鑽切楔入的角度,具有增鑽頭的銳利及排屑等作用。
鑽頭性能與螺旋角亦有極密切的關係,螺旋角愈小則所需之扭力矩愈大,螺旋角增大,則切削抵抗力小,容易切削,但排屑不良鑽頭強度降低,影響壽命。
有效螺旋角相當於車刀之後斜角,但有效螺旋角與鑽頭之螺旋槽和工件所構成之角度不同而與鑽頂角有關,如圖1.6所示,鑽頂角愈小則有效螺旋角亦小。
唯有適當的螺旋角才可增加鑽孔之效率,一般銅、鎂及塑膠之螺旋角為35~45度,銅合金為20~25度,而軟及中級鋼料為24~32度,表1.2為一般鑽頭之鑽槽螺旋角與工件材料之關係。
表1.2 一般鑽頭之鑽槽螺旋角
由上述可知,螺旋角將構成相當於車刀之後斜角的功用,且鑽頭之鑽頂角亦直接影響了螺旋角所產生的功用,鑽頂角愈小則有效螺旋角(斜角)亦愈小。
一般而言,鑽削軟金屬材料時,雖然鑽頂角較小,可減小有效螺旋角,但對切削作用而言,此有效螺旋角亦嫌太大。
故鑽削黃銅、青銅等軟金屬材料時,除選擇較小的鑽頂角外,亦可將鑽頭之切邊磨成一小平面,如圖1.7所示,以減小鑽頭之有效螺旋角(斜角)。
3.鑽唇間隙角
鑽頭中切邊與鑽踝面形成之角度,如圖1.8所示。
正常的鑽切操作必須有適當的鑽唇間隙,使切邊能順利進入工件產生切削作用。
一般鑽削鋼料時使用8°~12°,
若軟金屬則大於12°,反之鑽削硬材料時則小於8°。
間隙角太大,則切邊支持力降低,雖然切刄較銳利,但易使切邊鈍化或崩裂。
間隙角太小,則切邊不易切入,造成摩擦,影響鑽削工作。
一般所使用之角度如表1.3所示。
表1.3 鑽唇間隙角之選用
4.靜點
兩圓錐形面在鑽頭頂端相交的線,靜點之中心須與鑽頭軸線同心,於鑽孔時有穩定作用。
若不在同一中心,則鑽頭會產生搖動,易折斷,且所鑽之孔尺寸亦將擴大。
鑽大孔徑時,鑽頭直徑在16mm以上時,宜先鑽導孔,導孔之尺寸略大於靜點。
鑽頭自鑽頂看如圖1.9所示,切邊和靜點所成之角度約為135°。
若Ø=90˚表示無間隙角,則邊不能進入工件產生切削作用,會與工件成摩擦,若壓力再加大則可能折斷鑽頭,若Ø大於135˚則表示間隙角較大,切邊雖較銳利,但易鈍化或崩裂。
鑽頭之靜點太大時,尤其鑽頭使用變短後,靜點將因鑽腹之變化而加大。
為了增加鑽孔的效率及減小鑽頭進刀之推力,則將靜點磨成下列各種形式,如圖1.10所示。
(a)圖之形式為一般常用之輪磨法,因鑽頭靜點太大,將影響鑽削工作,故將鑽頭之鑽腹磨薄,此種方式輪磨簡單,為最常被採用的一種形式,故又稱為標準磨法。
(b)圖所示之形式,此種輪磨法可保持鑽頭先端部之強度,且切屑之排出良好。
(c)圖所示之形式,此種輪磨之鑽頭,用於被切削性不好之工件材料的鑽孔工作。
(d)圖所示之形式,將鑽頭之靜點磨成蝸旋形,使鑽頭有自動尋求中心之功能,且靠近軸心處有較好的切削
作用,減低鑽削之壓力。
但磨成蝸旋形狀之形式較為困
難,需要藉工貝研磨機或特殊砂輪機。
鑽頭靜點之磨法無論採用何種方式,但磨時一定要注意其左右之平衡,否則會因研磨部之左右大小不同,而在鑽削時引起振動,使所鑽之孔徑擴大。
5.切邊
為一銳利之邊,由鑽槽及刀踵面相交而成,為鑽孔時負責主要之鑽切作用。
兩切邊與鑽頭中心軸所夾之角度應相同,且切邊長度應相等。
否則將造成單邊切削、鑽頭易鈍化、切邊易崩裂、擴大孔徑,或鑽削時擺動等等現象。
如圖1.11所示:
圖(a)為一標準鑽頭,兩切邊長度相等,且與中心軸夾角也相等,故切屑流出雙條切屑。
圖(b)中所示,切邊之夾角不相等,則只有一邊有切削作用而成單邊切削,使所鑽之孔變大,且此一切削之邊近速磨蝕,鑽頭壽命縮短,鑽削時,只有單條切屑流出。
圖(c)所示,兩切邊長度不相等,則靜點偏離中心軸,鑽頭在心軸搖動,所鑽之孔亦將擴大,切削時其切屑之狀態如圖所示,切屑流出一邊正常,而另一邊則成
斷續狀。
若鑽削鑄鐵之鑽頭,其切邊應予倒角,如圖1.12所示,以使鑽屑破裂而減輕切邊之負荷,增加鑽頭切邊之壽命。
6.鑽邊
鑽身全長沿鑽槽均有此鑽邊,使鑽頭鑽切時保持對準,而其兩對點間之距離為實際直徑。
7.鑽身間隙
鑽孔時除鑽邊與孔接觸外,其化部份不致產生摩擦,如圖1.13所示。
8.鑽腹
鑽槽間實體之部份,其愈接近鑽柄處愈厚,以增強鑽頭。
故當鑽頭用短時,因鑽腹較大,故靜點隨之加大,使用時常須加以磨薄,圖1.14為鑽頭之鑽腹。
9.鑽柄
夾持鑽頭與帶動鑽頭以從事切削工作。
柄可分為直柄與錐柄二種,使用直柄之鑽頭一般其直徑在13mm以下。
使用錐柄之鑽頭一般均採用莫氏錐度,視鑽頭直徑而有不同號數,如表1.4所示。
表1.4 錐柄鑽頭與莫氏錐度
10.鑽根
使用錐柄之鑽頭,其柄端之處如圖1.15所示。
鑽根維持鑽頭與軸孔間不致產生滑動,用以帶動鑽頭之旋轉。
11.鑽頂
鑽頂由靜點、切邊、鑽踝及鑽唇間隙角所構成鑽頂的形式,即鑽頭先端之形狀。
一般使用之鑽頭其鑽頂角度為118˚。
由於被切削材料之性質及加工形狀不同,不僅需改變鑽頂角,且因加工之需要尚要將鑽頭先端之形狀改變,以增進鑽削效率及刀貝壽命,一般常使用之鑽頂形式如圖1.16所示。