数控招标清单第一包第一包数控设备清单及预算
(采购管理)第三部分江西省政府采购网
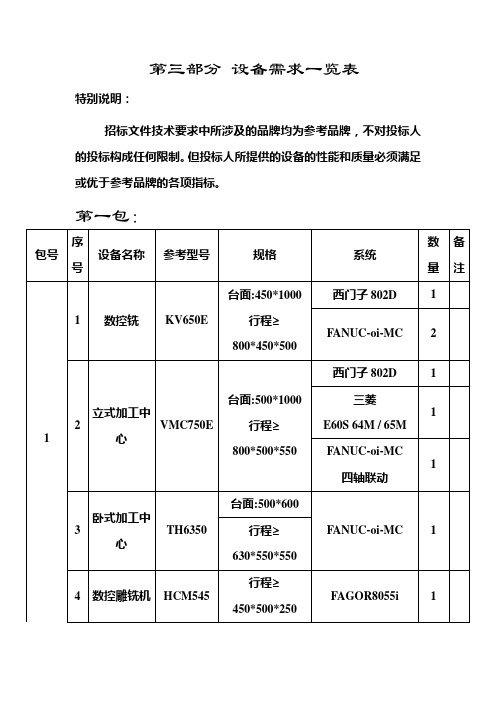
第三部分设备需求一览表特别说明:招标文件技术要求中所涉及的品牌均为参考品牌,不对投标人的投标构成任何限制。
但投标人所提供的设备的性能和质量必须满足或优于参考品牌的各项指标。
第一包:第二包:第三包第四包:第五包:第四部分项目技术规格与要求一、机床设备:质量、性能要求:投标人必须提供全新的产品,其产品符合国家有关安全、质量标准。
各种机床设备基本性能、配置要求:售后服务要求:设备保修期必须在一年以上,如有特殊情况请于投标文件中注明,保修期起始日期按设备验收合格日期计算。
供货商应提供设备报修电话及联系人,用户报修后,维修部须在24小时内派员上门现场维修,并在上门后48小时内解决问题。
保修期内,同一设备连续多次出现同一故障,生产厂家须无偿更换设备。
厂家必须提供相关的技术支持及培训。
技术服务要求:卖方派技术人员在买方现场负责机床的安装与调试,并在买方现场试切合格及培训后进行最终验收。
在买方安装现场对操作、维修人员进行技术培训。
机床终验收后,质量保证期为主机一年,服务应及时有效。
在接到用户故障信息后要求24小时内响应,上门后48小时内解决问题,最长在3个工作日排除故障。
机床保修期过后,要求能终身提供广泛优惠的技术支持。
5.机床验收标准及验收程序:(1)提供机床出厂质量保证书和出厂几何、位置、动态精度检测报告。
(2)验收标准:①工作精度按机床出厂精度检验表。
②验收试件采用非标准件。
(3)验收程序:在买方处由卖方工厂安装调试完毕,检验合格及对系统功能演示认可后加工试件,同时进行操作、维修等技术培训(培训时间不少于2周并制定培训计划和方案),验收合格后双方签字生效。
6.投标总价一次报定,包括该设备、辅助材料、安装、调试、培训、配件附件、运输等一切费用。
二、工量具:质量、性能要求:投标人必须提供全新的产品,其产品符合国家有关安全、质量标准。
三、附件:仅供参考投标单位投标时可参考以下附件进行自行通用合理配置:数控车、铣、加工中心部分刀具清单、、、、、、、、注:以上刀具型号是按成都英格公司的刀具型号列出(所有刀具、刀柄都应与机床相配套),如提供其他公司产品,请注明相应型号。
数控车准备清单及备料单
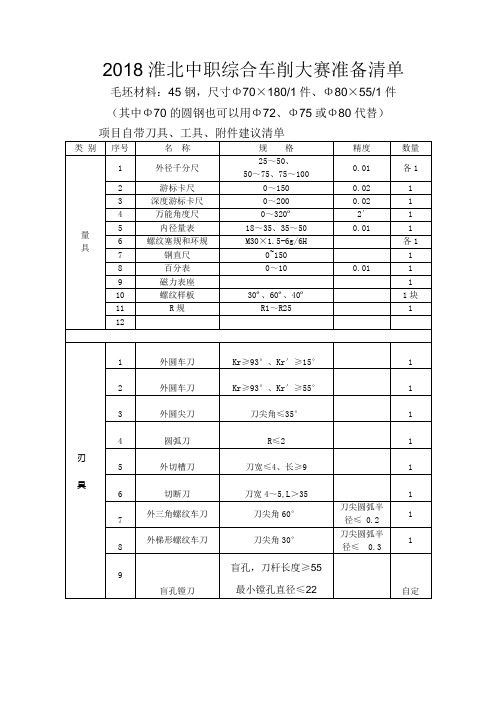
毛坯材料:45钢,尺寸Φ70×180/1件、Φ80×55/1件
(其中Φ70的圆钢也可以用Φ72、Φ75或Φ80代替)
项目自带刀具、工具、附件建议清单
类 别
序号
名 称
规 格
精度Leabharlann 数量量 具1外径千分尺
25~50、
50~75、75~100
0.01
各1
2
游标卡尺
0~150
Kr≥93°、Kr′≥15°
1
2
外圆车刀
Kr≥93°、Kr′≥55°
1
3
外圆尖刀
刀尖角≤35°
1
4
圆弧刀
R≤2
1
5
外切槽刀
刀宽≤4、长≥9
1
6
切断刀
刀宽4~5,L>35
1
7
外三角螺纹车刀
刀尖角60°
刀尖圆弧半径≤ 0.2
1
8
外梯形螺纹车刀
刀尖角30°
刀尖圆弧半径≤ 0.3
1
9
盲孔镗刀
盲孔,刀杆长度≥55
0.02
1
3
深度游标卡尺
0~200
0.02
1
4
万能角度尺
0~320º
2´
1
5
内径量表
18~35、35~50
0.01
1
6
螺纹塞规和环规
M30×1.5-6g/6H
各1
7
钢直尺
0~150
1
8
百分表
0~10
0.01
1
9
磁力表座
1
10
螺纹样板
30º、60º、40º
数控机床招标书常见格式二

数控机床招标书常见格式二招标货物一览表招标编号:二.设备名称:立式车削中心三.数量:1台四.交货日期:签约后十个月内五.设备用途及技术要求:1.基本要求:代表)和窄1.1本机床主要用于电力机车电机及内燃机车电机机座(以ZD109B 轨车电机机座的粗加工、半精加工和精加工(ZD、窄轨车机座主要加工109B内腔八面)。
1.2本机床必须是全新设备(包括所有零部件、元器件和附件),能高效自动地完成立式车削中心的所有动作:车削加工、孔加工(包括复合加工、攻丝、钻、扩、铰孔等)、铣削加工、镗铣加工、各种复杂形面的加工,适合于批量生产。
1.3本机床须有足够的刚度和耐磨性,热变形小,噪音低,低速运动平稳性好,抗震性好,在环境温度5~40℃、相对湿度≤80%条件下,能连续工作22小时精度稳定。
1.4本机床主要零部件应选用优质材料制造,所选用的机械、液压、电气、电子元件是先进的、优质的、可靠的系列产品。
1.5本机床具有完善的液压装置、润滑及滤清装置、冷却除屑装置、电器、电子设备。
各部分应有可靠的安全保护、保险措施,以防止误操作或意外事故致使机器受损。
1.6本机床必须技术先进,操作简便,易于维护和维修。
2.技术要求及参数:2.1本机应符合如下的主要参数:行程:X轴(滑枕左右移动)向右≥1050MM,向左≥300MMY轴约±300(可选功能),具有Y轴功能优先考虑Z轴(动柱或定梁均可)≥1200MM(连续切削高度≥900MM,最大切削高度≥1200MM)控制轴数:3轴;同步控制抽数:3轴X、Z轴定位精度:全行程≤±0.01MMX、Z轴重复定位精度:全行程≤±0.005MMC轴(工作台分度)定位精度:≤±6"C轴重复定位精度:≤±3"C轴位置数量:360,000工作台直径:Ф1250MM工作台数量:2个工作台自动交换工作台最大承重:≥5000KG最大切削直径:≥Ф1700MM最大回转直径:≥Ф2000MM工作台至旋转主轴端面距离:≥1660MM工作台至车刀座距离:≥1550MM滑枕截面积:250×250MM或240×240MM(以加工机座内八面时与机座大头止口不干涉为原则)X、Z轴快速进给速度:10,000MM/MINX、Z轴工作进给速度:约1~3500MM/MIN主轴速度:20~1800RPM主轴锥孔:ISO50工具系统:BT50角铣头:最大功率≥10KW转速:≥1800RPM自动分度角度:30°/45°自动更换时间:≤30秒最小切削内径:≤Ф380MM工作台旋转速度:约2~256RPM工作台分度转速≥3RPM工作台分度进给速度:1~800°/MIN刀库容量:≥24把车刀位:≥8把车刀(一套)最大重量:≥50KG铣、钻刀具位≥16把最大刀具重量:≥25KG换刀方式:任选最大刀具长度:≥400MM工作台驱动功率:AC55/45主轴功率:AC15/18.53.主要结构:(卖方应在投标书中详细说明)3.1机械部分:3.1.1床身和导轨采用优质材料制造,具有良好的刚度,精度稳定,经久耐用。
数控比赛刀具、量具清单
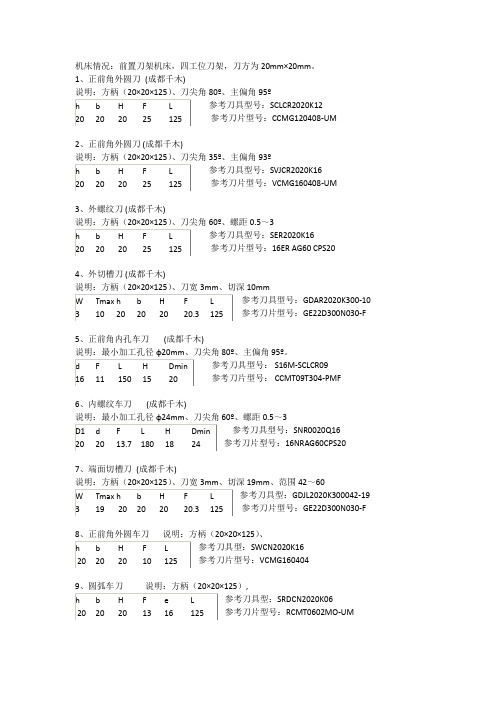
机床情况:前置刀架机床,四工位刀架,刀方为20mm×20mm。
1、正前角外圆刀(成都千木)80º、主偏角95º参考刀具型号:SCLCR2020K12参考刀片型号:CCMG120408-UM2、正前角外圆刀 (成都千木)说明:方柄(20×20×125)、刀尖角35º、主偏角93º参考刀具型号:SVJCR2020K16参考刀片型号:VCMG160408-UM3、外螺纹刀 (成都千木)说明:方柄(20×20×125)、刀尖角60º、螺距0.5~3参考刀具型号:SER2020K16参考刀片型号:16ER AG60 CPS204、外切槽刀 (成都千木)说明:方柄(20×20×125)、刀宽3mm、切深10mm参考刀具型号:GDAR2020K300-10参考刀片型号:GE22D300N030-F 5、正前角内孔车刀(成都千木)说明:最小加工孔径φ20mm、刀尖角80º、主偏角95º。
参考刀具型号: S16M-SCLCR09参考刀片型号: CCMT09T304-PMF6、内螺纹车刀(成都千木)60º、螺距0.5~3参考刀具型号:SNR0020Q16参考刀片型号:16NRAG60CPS207、端面切槽刀(成都千木)19mm、范围42~60参考刀具型:GDJL2020K300042-19参考刀片型号:GE22D300N030-F20×20×125)、参考刀具型:SWCN2020K16参考刀片型号:VCMG160404,参考刀具型:SRDCN2020K06参考刀片型号:RCMT0602MO-UM10、φ23钻头.(变径套由大赛组委会提供)11、内孔刀夹套(4工位刀架)(由大赛组委会提供)12、垫片:厚度0.5mm、1mm、1.5mm、2mm。
每台机床各4片。
数控招标清单第一包第一包数控设备清单及预算

第一包数控设备清单数控车床招标货物技术要求及交货要求下面列示的招标货物技术要求及交货要求是本次数控车床招标项目具体评标标准;一、设备名称:数控车床Ⅰ二、数量:3台三、工作环境及条件除技术规格另有规定外,数控车床能在以下环境里长期稳定地工作;电压:220V/380V±10%,单相/三相;频率:50Hz±1%;环境温度:-2℃ -- 40℃相对湿度:≤80%压缩空气压力: 6 -- 8bar四、主要技术参数及规格要求1、加工范围:床身上最大工件回转直径≥Ф360mm拖板上最大工件回转直径≥Ф210mm最大工件长度≥ 750mm最大车削长度≥ 550mm2、机床主轴控制: 采用交流变频器和交流变频电机控制;主轴转速范围变频,无级 50~2500rpm主轴通孔直径Ф52mm主轴锥孔莫氏6号或莫氏5号主轴电机功率≥ KW3 机床进给驱动控制: 采用交流伺服驱动单元与交流伺服电机驱动;进给快移速度Max Z向≥ 10000 mm/minX向≥ 6000 mm/min进给电机扭矩功率 Z向≥ 6 NmX向≥ Nm4 机床精度:机床的定位精度及重复定位精度按国家数控卧式车床精度专业标准的相关项目进行检测;精度值应满足标准要求;定位精度 Z向≤0.04 mmX向≤0.03mm重复定位精度 Z向≤0.016 mmX向≤ 0.012 mm5机床刀架控制: 刀架采用与机床相配套的电动刀架;刀架刀位数≥ 4刀架转位的定位精度≤±0.01mm车刀刀杆最大尺寸宽×高≥20×20mm6 尾座:尾架套筒锥孔莫氏 4号尾架套筒最大移动距离≥ 100mm7 机床附件:机床半防护装置 1个照明装置 1个冷却装置 1个手动润滑装置 1个调整垫铁 6个卡盘 1个通用工具及专用工具若干 1套随机文件应包括机床使用说明书,合格证,装箱单等1套8 其它:机床电源及总功率 3P/50Hz/380V/7KVA9、控制系统或其它更高水平的FANUC系统数控系统b.数字交流主轴单元c.三轴联动-232接口,DNC接口f.手摇脉冲发生器梯形图显示h.电气箱热交换器i.机床操作和维修工具等附件j 可以实现计算机设置常规故障,如刀架故障、主轴故障、进给故障 k 具有独立的故障设置软件,完成设置故障、评分等功能10、技术资料a.数控系统操作手册b.数控系统维修手册c.伺服系统说明书d.机床操作手册e.机床维修手册f.电气原理图、逻辑控制图g.备品、备件手册h.易损件清单i.精度检验单五、安装调试与和验收1、卖方负责设备的免费安装和调试,并应在规定的期限内调试完毕;2、设备验收设备运达后的检查卖方提供的设备须通过有关部门的验证检查,如开箱后确认货物错发漏发,丢失或损坏,卖方应承担全部责任;验收验收在用户现场进行,买方对设备按照验收标准和合同条款进行;六、技术培训售报服务1、在验收期间,由买方对用户操作人员、编程人员、维修人员进行免费培训,并保证受训人员能够独立操作;2、从设备最终验收合格之日起,整机包修一年,控制系统包修两年;包修期满后,卖方仍应提供优质服务;在接到用户要求服务的信息后,4小时内答复,12小时到用户进行服务;3、包修期满后卖方依然能提供广泛而优惠的技术支持及备件供应;七、其它要求包装和运输7.1.1 制造厂商应按海洋和陆地运输的标准,将机床装入并固定在集装箱内;适用于长途运输、防潮、防锈、防震、防粗暴装卸、适用于海运和陆运,适合于整体装运;产品的包装需确保产品到达之后各项功能完好无损;7.1.2 包装材料必须符合中华人民共和国有关动植物检疫的规定一、设备名称:数控车床Ⅱ二、数量:2台三、工作环境及条件除技术规格另有规定外,数控车床能在以下环境里长期稳定地工作;电压:220V/380V±10%,单相/三相;频率:50Hz±1%;环境温度:-2℃ -- 40℃相对湿度:≤80%压缩空气压力: 6 -- 8bar四、主要技术参数及规格要求1、加工范围:床身上最大工件回转直径≥Ф360mm拖板上最大工件回转直径≥Ф210mm最大工件长度≥ 750mm最大车削长度≥ 550mm2、机床主轴控制: 采用交流变频器和交流变频电机控制;主轴转速范围变频,无级50~2500rpm主轴通孔直径Ф52mm主轴锥孔莫氏6号或莫氏5号主轴电机功率≥ KW3 机床进给驱动控制: 采用交流伺服驱动单元与交流伺服电机驱动;进给快移速度Max Z向≥ 10000 mm/minX向≥ 6000 mm/min进给电机扭矩功率 Z向≥ 6 NmX向≥ Nm4 机床精度:机床的定位精度及重复定位精度按国家数控卧式车床精度专业标准的相关项目进行检测;精度值应满足标准要求;定位精度 Z向≤0.04 mmX向≤0.03mm重复定位精度 Z向≤0.016 mmX向≤ 0.012 mm5机床刀架控制: 刀架采用与机床相配套的电动刀架;刀架刀位数≥ 6刀架转位的定位精度≤±0.01mm车刀刀杆最大尺寸宽×高≥20×20mm6 尾座:尾架套筒锥孔莫氏 4号尾架套筒最大移动距离≥ 100mm7 机床附件:机床半防护装置 1个照明装置 1个冷却装置 1个手动润滑装置 1个调整垫铁 6个卡盘 1个通用工具及专用工具若干 1套随机文件应包括机床使用说明书,合格证,装箱单等1套8 其它:机床电源及总功率 3P/50Hz/380V/7KVA 9、控制系统或其它更高水平的FANUC系统数控系统b.数字交流主轴单元c.三轴联动-232接口,DNC接口f.手摇脉冲发生器梯形图显示h.电气箱热交换器i.机床操作和维修工具等附件10、技术资料a.数控系统操作手册b.数控系统维修手册c.伺服系统说明书d.机床操作手册e.机床维修手册f.电气原理图、逻辑控制图g.备品、备件手册h.易损件清单i.精度检验单五、安装调试与和验收1、卖方负责设备的免费安装和调试,并应在规定的期限内调试完毕;2、设备验收设备运达后的检查卖方提供的设备须通过有关部门的验证检查,如开箱后确认货物错发漏发,丢失或损坏,卖方应承担全部责任;验收验收在用户现场进行,买方对设备按照验收标准和合同条款进行;六、技术培训售报服务1、在验收期间,由买方对用户操作人员、编程人员、维修人员进行免费培训,并保证受训人员能够独立操作;2、从设备最终验收合格之日起,整机包修一年,控制系统包修两年;包修期满后,卖方仍应提供优质服务;在接到用户要求服务的信息后,4小时内答复,12小时到用户进行服务;3、包修期满后卖方依然能提供广泛而优惠的技术支持及备件供应;七、其它要求包装和运输7.1.1 制造厂商应按海洋和陆地运输的标准,将机床装入并固定在集装箱内;适用于长途运输、防潮、防锈、防震、防粗暴装卸、适用于海运和陆运,适合于整体装运;产品的包装需确保产品到达之后各项功能完好无损;7.1.2 包装材料必须符合中华人民共和国有关动植物检疫的规定附件一.特殊附件单独报价a. 钻夹套 MT4 1套b. 活动顶尖 MT4 4套c. 中心架拨盘跟刀架各一套 3套附件二.数控车床数控系统基本功能要求1. 数控系统配置与功能的要求控制轴数:2联动轴数:2最小设定单位:0.001毫米最大编程尺寸:≥8位最小设定单位:≥0.001毫米程序数据断电保护与存贮功能,用户程序可断电储存容量≥512KB半闭环控制,数控系统具有位置检测反馈信号输入接口进给轴驱动系统:数字交流伺服驱动装置主轴系统:变频器+变频主轴电机进给修调、快速修调和主轴转速修调三种控制功能,修调范围达到10-150%;自动加减速控制方式:S型加减速度控制系统参数备份与恢复功能8.4英寸以上单色或彩色液晶显示器,显示屏亮度手动和自动调节功能图形显示:彩色实体图形实时动态显示刀具轨迹和零件形状空运行、模拟加工和图形化程序校验功能实时加工参数显示功能:机床坐标系、工件坐标系、实时跟踪误差、实时剩余进给量、指令位置、实际位置实时显示等汉字菜单编辑功能包括后台编辑功能蓝图编程功能在线帮助功能:提供编程帮助和图例断点保存与恢复功能从指定的任意行运行加工功能程序跳段功能故障监控、诊断与报警功能历史故障记忆功能间隙及螺距误差补偿功能,补偿点数300点跟踪误差允差设定与报警功能工作状态显示灯:每个模态键上应有状态指示灯,使用户操作直观明了;手动/自动/单步/MDI等多种运行方式行程极限的软件、硬件限位功能2种以上对刀操作:可自动计算工件坐标值;主轴编码器电子手轮DNC接口通讯功能具有扩展软驱、硬盘的接口,可装载和存储大量加工程序具有系统软件可持续升级的能力,可提供二次开发工具软件包数控系统生产厂家通过ISO9000质量体系认证;近2年内,通过国家技术监督局质量抽查;2. 数控系统编程功能要求:直线、圆弧、螺旋线、正弦线插补功能螺纹功能公制,英制、多种螺纹切削固定循环、多头螺纹加工功能多种粗精车削加工固定循环、复合循环:内外径轮廓与凹槽粗加工固定和复合循环、端面车削固定和复合循环、闭环车削复合循环公制/英制输入功能直径/半径编程绝对值/增量值编程每分钟/每转进给功能刀具偏置和补偿功能,刀具位数:≥70把,刀具偏置存储器:≥70个刀尖圆弧半径补偿、长度补偿功能自动换刀功能倒直角、圆角功能小线段连续高速加工功能G64和准确定位功能G61恒线速切削功能坐标系可编程的零点偏置功能四重以上子程序调用功能参数编程、宏程序编程功能,支持逻辑运算、函数运算、条件判别和循环语句标准的G功能、M功能、T功能,数控编程指令与国际标准兼容,支持常用CAD/CAM系统生成的数控加工程序;。
智慧工地招标内容详细设备清单参数
智慧工地招标内容详细设备清单参数第二部分:招标内容1.招标范围:本次招标包含以下所有设备系统的安装费、调试费和物流运输费。
1.1 LED智慧工地大屏幕(户外)序号产品名称品牌规格型号单位数量备注1 特雅立、密度(点/㎡)单元板尺寸塞普1P3全彩通彩、192*192(mm) 室内全彩(长2.65米*高1.85米)=4.91平方米高清多格式信号输入,任意信号淡入淡出切换,1920*1200高清输出,可内置两张LED发送卡,USB即插即播放,支持多格式解频解码,配备无线遥控根据现场定制尺寸:2.65米*3米3 边框支架塞普 10*10全钢方柱,钢结构后面封板防水处理,角钢底座支撑。
4 辅材 HDMI线、网线等批 1平方 5定制5 套 5平方1.2 液晶拼接大屏序号产品名称品牌规格型号单位数量备注1 显示屏塞普、欧帝、德浩 55寸拼接屏双边拼缝≤3.5mm,亮度450cd/M2.分辨率≥1920×1080P;屏幕比例为16∶9;可视角度178度;对比度3000:1;内置图像拼接处理器,运用3D降噪、3D梳状滤波、3D自适应去隔行、边缘平滑自适应、3D动态图像和静态补偿等数字视频处理技术,支持图像捕捉透雾功能;支持多屏组合显示、单屏开窗、漫游、叠加功能;输入信号提供HDMI、VGA、DVI、Ypbpr、Y/C接口;处理器技术要求:数据运算能力强大,总线宽度达到10G,嵌入式CPU运算能力达到4G。
纯硬件结构、无CPU和操作系统、电源冗余备份、稳定性高,可全年持续工作,启动时间小于5秒。
双备份冗余电源,支持电源热备份,保证无故障时间;可以支持RGB、DVI、HDTV、S-Video、NTSC/PAL 格式信号输入,分辨率从640x480到1920x1200,刷新频率为85Hz。
含管理软件套 52 图形拼接处理器塞普、欧帝、德浩或其他同档次品牌型号3 控制电脑套 54 独立显卡,双显,I5配置(品牌自选)4 辅材插座、HDMI线材台批5 5 11.3 多媒体触控展示屏一体机(竖式)序号产品名称品牌规格型号单位数量备注1 多媒体触控展示屏一体机(竖式)塞普分屏播放;滚动字幕;任意定时开关机;时尚超薄款;操作简单,系统稳定。
数控设备标书模板
数控设备标书模板一、引言本标书旨在向潜在客户介绍有关数控设备的详细信息,并提供相关技术规格和商业条款。
通过本标书,我们希望能够展示我们公司在数控设备领域的专业能力和丰富经验,以满足客户的需求。
二、公司简介本部分将介绍我司的背景信息,包括公司名称、成立时间、所属行业和资质证书等。
同时也将列举过往的数控设备项目经验,以展示我们在该领域的实力和专业性。
三、产品概述1. 产品种类在这一部分,我们将简要介绍我们公司提供的数控设备种类,包括铣床、车床、钻床等。
针对每种设备,会提供关键特性和适用行业的说明。
2. 技术规格在这一子节中,我们将详细列出各种数控设备的技术规格,包括尺寸、重量、主要参数、工作精度和可选功能等。
3. 产品优势这一部分将详细阐述我们数控设备的优势,包括技术创新、性能稳定、操作简便、维护便捷等方面。
同时,我们会提供相关案例或客户评价,以凸显我们产品的可靠性和品质。
四、服务支持1. 售前服务我们将详细描述我们在售前阶段所提供的服务,包括客户需求调研、技术咨询和现场考察等,并解释我们为客户提供定制化解决方案的能力。
2. 售中服务这一部分将介绍我们在交付过程中所提供的服务,包括设备安装、培训和调试等。
我们会强调我们的专业技术团队和及时响应的服务态度。
3. 售后服务我们将详细介绍我们在售后阶段的服务内容,包括设备维护、备件供应和故障排除等。
我们的目标是确保客户可以长期正常使用我们的数控设备。
五、商业条款1. 价格和付款方式在这一部分,我们将详细说明数控设备的价格构成和付款方式,以及相关的优惠政策和付款周期等。
2. 交货及装运我们将解释产品的交货时间和装运方式,并保证我们会按时进行交货,并确保产品的安全送达客户。
3. 知识产权和保密我们将强调对知识产权和双方合作过程中的商业机密的保护,并提供相应的保密协议。
4. 售后保修我们将明确规定数控设备的保修期限和内容,并提供相关的保修政策和联系方式。
六、合作前景在本节中,我们将阐述与客户合作的前景和合作意义,以及我们将如何与客户共同实现双赢发展。
招投标主要机械设备表

良好
4
钢轮振动压路机
英格索兰
DD110
良好
6
轮胎压路机
洛阳
YL18
良好
6
冲击压路机
陕西黄工
YCT25
良好
6
平地机
徐工
PY180
良好
10
自卸汽车
斯太尔
1491-K29A
良好
5
自卸车
湖北
EQ3208G
良好
20
洒水汽车
东风
SG25100GSS
良好
2
强制式搅拌机
山东济南
JS-500
良好
4
步履式长螺旋钻机
上海
740HT-26
良好
4
砼试模
上海
150×150
良好
80
超声波检测仪
上海
良好
1
硫磺锚固抗拔仪
太原
CTS-23B
良好
3
超声波探伤仪
北京
φ300
良好
2
道碴标准筛
天津
MYD-2
良好
1
洛杉矶磨耗机
天津
良好
1
7
经纬仪
北京京恒光仪器
01CB
良好
5
水准仪
徐州
DZS3-1
良好
12
水准仪
徐州
DS3E
良好
8
水准仪
徐州
020A
良好
8
水泥标准稠凝测定仪
沈阳
0-70mm
良好
1
雷氏水泥沸煮箱
无锡
FZ-31A
Hale Waihona Puke 良好1水泥胶砂搅拌机
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
< 80%数 控 设 备 清 单附件1 :数控车床招标货物技术要求及交货要求下面列示的招标货物技术要求及交货要求是本次数控车床招标项目具体评标标准、设备名称:数控车床I 、数量:3台 三、工作环境及条件除技术规格另有规定外,数控车床能在以下环境里长期稳定地工作。
220V/380V ± 10% 单相 / 三相; 50Hz 土 1%环境温度: 相对湿度:电压: 频率: -2 °C -- 40 °C压缩空气压力: 6 -- 8bar四、主要技术参数及规格要求1、加工范围:床身上最大工件回转直径> ① 360mm拖板上最大工件回转直径> ① 210mm最大工件长度> 750mm最大车削长度> 550mm2、机床主轴控制: 采用交流变频器和交流变频电机控制。
主轴转速范围(变频, 无级)50 〜2500rpm主轴通孔直径① 52mm主轴锥孔莫氏6 号或莫氏5 号主轴电机功率> 5.5 KW3 机床进给驱动控制: 采用交流伺服驱动单元与交流伺服电机驱动。
进给快移速度(Max)(Z 向)》10000 mm/min(X 向)》6000 mm/min进给电机扭矩(功率)(Z向)》6 Nm(X 向)》4.5 Nm4 机床精度: 机床的定位精度及重复定位精度按国家《数控卧式车床精度》专业标准的相关项目进行检测。
精度值应满足标准要求。
定位精度(Z 向)w 0.04 mm(X 向)w 0.03mm重复定位精度(Z 向)w 0.016 mm(X 向)w 0.012 mm5 机床刀架控制: 刀架采用与机床相配套的电动刀架。
刀架刀位数刀架转位的定位精度±0.01mm车刀刀杆最大尺寸(宽x高)> 20x 20mm 座:尾架套筒锥孔莫氏尾架套筒最大移动距离> 100mm7 机床附件 : 机床半防护装置照明装置 1 个 冷却装置1个 手动润滑装置 1 个 调整垫铁 6个卡盘 1 个 通用工具及专用工具若干 1 套 随机文件应包括机床使用说明书,合格证,装箱单等 1 套8 其 它 :a. FANUCOi-MATE-TD 或其它更高水平的FANU 係统数控系统b. 数字交流主轴单元c. 三轴联动e. RS — 232 接口,DNC S 口f.手摇脉冲发生器g. PLC 梯形图显示 h. 电气箱热交换器 i.机床操作和维修工具等附件j 可以实现计算机设置常规故障 , 如刀架故障、主轴故障、进给故障 k 具有独立的故障设置软件,完成设置故障、评分等功能 1O 、技术资料a. 数控系统操作手册b. 数控系统维修手册c. 伺服系统说明书d. 机床操作手册e. 机床维修手册f.电气原理图、逻辑控制图g. 备品、备件手册 h. 易损件清单 i.精度检验单五、安装调试与和验收1、卖方负责设备的免费安装和调试,并应在规定的期限内调试完毕。
2、设备验收机床电源及总功率9、控制系统3P/50Hz/380V/7KVA2.1 设备运达后的检查卖方提供的设备须通过有关部门的验证检查,如开箱后确认货物错发漏发,丢失或损坏,卖方应承担全部责任;2.2 验收验收在用户现场进行,买方对设备按照验收标准和合同条款进行。
六、技术培训售报服务1、在验收期间,由买方对用户操作人员、编程人员、维修人员进行免费培训,并保证受训人员能够独立操作。
2、从设备最终验收合格之日起,整机包修一年,控制系统包修两年。
包修期满后,卖方仍应提供优质服务。
在接到用户要求服务的信息后,4 小时内答复,12 小时到用户进行服务。
3、包修期满后卖方依然能提供广泛而优惠的技术支持及备件供应。
七、其它要求7.1 包装和运输7.1.1 制造厂商应按海洋和陆地运输的标准,将机床装入并固定在集装箱内。
适用于长途运输、防潮、防锈、防震、防粗暴装卸、适用于海运和陆运,适合于整体装运。
产品的包装需确保产品到达之后各项功能完好无损。
7.1.2 包装材料必须符合中华人民共和国有关动植物检疫的规定一、设备名称:数控车床U二、数量:2 台三、工作环境及条件除技术规格另有规定外,数控车床能在以下环境里长期稳定地工作。
电压:220V/380V± 10% 单相/三相;频率:50Hz± 1%。
环境温度:-2 C -- 40 C相对湿度: < 80%压缩空气压力:6 -- 8bar四、主要技术参数及规格要求 1、 加工范围 : 床身上最大工件回转直径 拖板上最大工件回转直径 最大工件长度 最大车削长度2、 机床主轴控制 : 采用交流变频器和交流变频电机控制主轴转速范围(变频,无级)50〜2500rpm主轴通孔直径 ①52mm主轴锥孔 莫氏 6 号或莫氏 5 号 主轴电机功率> 5.5 KW3 机床进给驱动控制 : 采用交流伺服驱动单元与交流伺服电机驱动进给快移速度(Max )(Z 向)》10000 mm/min (X 向)》6000 mm/min进给电机扭矩(功率)(Z 向)》6 Nm (X 向)》4.5 Nm4 机床精度 : 机床的定位精度及重复定位精度按国家《数控卧式车床精度》专业标准的 相关项目进行检测。
精度值应满足标准要求。
定位精度(Z 向)w 0.04 mm(X 向)w 0.03mm重复定位精度(Z 向)w 0.016 mm (X 向)w 0.012 mm5 机床刀架控制 : 刀架采用与机床相配套的电动刀架。
刀架刀位数> 6刀架转位的定位精度w ±0.01mm车刀刀杆最大尺寸(宽X 高)> 20x 20mm6 尾 座 :尾架套筒锥孔莫氏 4号 尾架套筒最大移动距离> 100mm7 机床附件 :> ① 360mm> ①210mm> 750mm机床半防护装置1个照明装置1个冷却装置1个手动润滑装置1个调整垫铁6个卡盘1个通用工具及专用工具若干1套随机文件应包括机床使用说明书,合格证,装箱单等1 套8 其它:机床电源及总功率3P/50Hz/380V/7KVA 9、控制系统a. FANUCOi-MATE-TD或其它更高水平的FANU係统数控系统b. 数字交流主轴单元c. 三轴联动e. RS —232 接口,DNC S口f. 手摇脉冲发生器g. PLC 梯形图显示h. 电气箱热交换器i. 机床操作和维修工具等附件1O 、技术资料a. 数控系统操作手册b. 数控系统维修手册c. 伺服系统说明书d. 机床操作手册e. 机床维修手册f. 电气原理图、逻辑控制图g. 备品、备件手册h. 易损件清单37.1 包装和运输7.1.1制造厂商应按海洋和陆地运输的标准,将机床装入并固定在集装箱内。
适用于 长途运输、防潮、防锈、防震、防粗暴装卸、适用于海运和陆运, 适合于整体装运。
产品的包装需确保产品到达之后各项功能完好无损。
7.1.2附件一.特殊附件(单独报价)包装材料必须符合中华人民共和国有关动植物检疫的规定a. 钻夹套 MT4b. 活动顶尖 MT4c. 中心架 拨盘 跟刀架各一套附件二 .数控车床数控系统基本功能要求1套 4套套1. 数控系统配置与功能的要求 控制轴数: 2联动轴数: 2 最小设定单位:0.001 毫米i.精度检验单五、安装调试与和验收 1、卖方负责设备的免费安装和调试,并应在规定的期限内调试完毕。
2、设备验收2.1 设备运达后的检查 卖方提供的设备须通过有关部门的验证检查,如开箱后确认货物错发漏发,丢失或损坏,卖方应承担全部责任 ;2.2 验收 验收在用户现场进行,买方对设备按照验收标准和合同条款进行。
六、技术培训售报服务 1、在验收期间,由买方对用户操作人员、编程人员、维修人员进行免费培训,并保证 受训人员能够独立操作。
2、从设备最终验收合格之日起,整机包修一年,控制系统包修两年。
包修期满后,卖方 仍应提供优质服务。
在接到用户要求服务的信息后, 4 小时内答复, 12 小时到用户进行 服务。
3、包修期满后卖方依然能提供广泛而优惠的技术支持及备件供应。
七、其它要求最大编程尺寸:》8位最小设定单位:》0.001毫米程序数据断电保护与存贮功能,用户程序可断电储存容量》512KB半闭环控制,数控系统具有位置检测反馈信号输入接口进给轴驱动系统:数字交流伺服驱动装置主轴系统:变频器+变频主轴电机进给修调、快速修调和主轴转速修调三种控制功能,修调范围达到10-150%。
自动加减速控制方式:S 型加减速度控制系统参数备份与恢复功能8.4 英寸以上单色或彩色液晶显示器,显示屏亮度手动和自动调节功能图形显示:彩色实体图形实时动态显示刀具轨迹和零件形状空运行、模拟加工和图形化程序校验功能实时加工参数显示功能:机床坐标系、工件坐标系、实时跟踪误差、实时剩余进给量、指令位置、实际位置实时显示等汉字菜单编辑功能(包括后台编辑功能)蓝图编程功能在线帮助功能:提供编程帮助和图例断点保存与恢复功能从指定的任意行运行加工功能程序跳段功能故障监控、诊断与报警功能历史故障记忆功能间隙及螺距误差补偿功能,补偿点数300点跟踪误差允差设定与报警功能工作状态显示灯:每个模态键上应有状态指示灯,使用户操作直观明了。
手动/自动/单步/MDI等多种运行方式行程极限的软件、硬件限位功能2 种以上对刀操作:可自动计算工件坐标值。
主轴编码器电子手轮DNC接口通讯功能具有扩展软驱、硬盘的接口,可装载和存储大量加工程序具有系统软件可持续升级的能力,可提供二次开发工具软件包数控系统生产厂家通过IS09000质量体系认证。
近2年内,通过国家技术监督局质量抽查。
2. 数控系统编程功能要求:直线、圆弧、螺旋线、正弦线插补功能螺纹功能(公制,英制)、多种螺纹切削固定循环、多头螺纹加工功能多种粗精车削加工固定循环、复合循环:内外径轮廓与凹槽粗加工固定和复合循环、端面车削固定和复合循环、闭环车削复合循环公制/ 英制输入功能直径/ 半径编程绝对值/ 增量值编程每分钟/ 每转进给功能刀具偏置和补偿功能,刀具位数:》70把,刀具偏置存储器:》70个刀尖圆弧半径补偿、长度补偿功能自动换刀功能倒直角、圆角功能小线段连续高速加工功能(G64和准确定位功能(G61 恒线速切削功能坐标系可编程的零点偏置功能四重以上子程序调用功能参数编程、宏程序编程功能,支持逻辑运算、函数运算、条件判别和循环语句标准的G功能、M功能、T功能,数控编程指令与国际标准兼容,支持常用CAD/CA系统生成的数控加工程序。