弹簧标准表
弹簧公差对照表
弹簧公差对照表圆柱螺旋压簧技术标准1.弹簧的结构形式及分类:两端圈并紧并磨平,两端圈并紧不磨,两端圈不并紧。
2.极限偏差等级:弹簧特性与尺寸的极限偏差分为1、2、3三个等级,各项目的等级应根据使用需要分别独立选定。
3.永久变形:将弹簧成品用试验负荷压缩三次后,其永久变形不得大于自由高度的0.3%。
将弹簧成品用试验负荷压缩三次后,测量第二次与第三次压缩后的自由高度变化值。
4.弹簧特性:在指定高度的负荷下,弹簧变形量应在试验负荷下变形量的20-80%之间。
要求1级精度时,弹簧在指定高度负荷下的变形量应在4mm以上。
5.弹簧刚度:在特殊需要时采用,其变形量应在试验负荷下变形量30-70%之间。
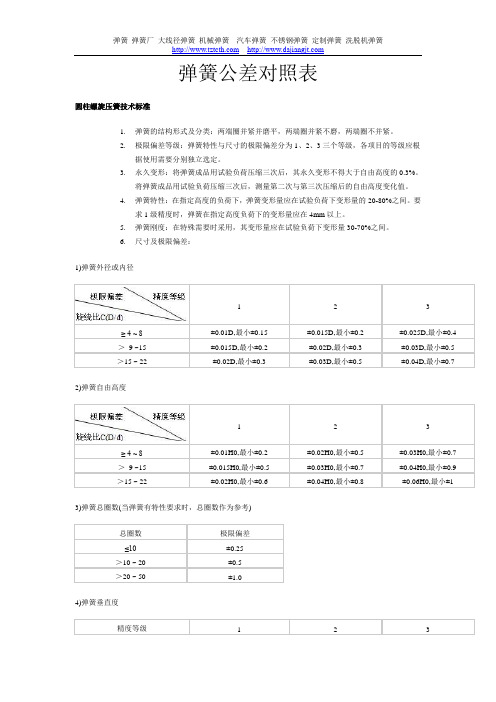
6.尺寸及极限偏差:1)弹簧外径或内径1 2 3≥ 4 ~ 8±0.01D,最小±0.15 ±0.015D,最小±0.2 ±0.025D,最小±0.4>9 ~15 ±0.015D,最小±0.2 ±0.02D,最小±0.3 ±0.03D,最小±0.5>15 ~ 22 ±0.02D,最小±0.3 ±0.03D,最小±0.5 ±0.04D,最小±0.7 2)弹簧自由高度1 2 3≥ 4 ~ 8±0.01H0,最小±0.2 ±0.02H0,最小±0.5 ±0.03H0,最小±0.7>9 ~15 ±0.015H0,最小±0.5 ±0.03H0,最小±0.7 ±0.04H0,最小±0.9>15 ~ 22 ±0.02H0,最小±0.6 ±0.04H0,最小±0.8 ±0.06H0,最小±1 3)弹簧总圈数(当弹簧有特性要求时,总圈数作为参考)总圈数极限偏差≤10±0.25>10 ~ 20 ±0.5>20 ~ 50 ±1.04)弹簧垂直度精度等级 1 2 3垂直度0.02H0(1°26′)0.05H0(2°52′)0.08H0(4°34′) 5)指定高度时的负荷P的极限偏差1 2 3≥ 3 ~ 10±0.05P ±0.10P ±0.15P>10 ±0.04P ±0.08P ±0.12P6)弹簧刚度P′的极限偏差1 2 3≥ 3 ~ 10±0.05P′±0.10P′±0.15P′>10 ±0.04P′±0.08P′±0.12P′7)节距:等节距的弹簧在压缩到全变形量的80%时,其正常节距圈不得接触。
弹簧标准

其时我们弹簧厂好多做的是非标弹簧,根本用不上国标,客户需要什么弹簧你按客户要求来做,建议你去888弹簧网上去了解.弹簧处理工艺:整定处理:又称“立定处理”。
将热处理后的压缩弹簧压缩到工作极限载荷下的高度或压并高度(拉伸弹簧拉伸到工作极限载荷下的长度,扭转弹簧扭转到工作极限扭转角),一次或多次短暂压缩(拉伸、扭转)以达到稳定弹簧几何尺寸为主要目的的一种工艺方法。
加温整定处理:又称“加温立定处理”。
在高于弹簧工作温度条件下的立定处理。
强压处理:将压缩弹簧压缩至弹簧材料表层产生有益的与工作应力反向的残余应力,以达到提高弹簧承载能力和稳定几何尺寸的一种工艺方法。
(另一种是加温强压处理,这类弹簧主要适用在温控器及过载保护器中)强拉处理:将拉伸弹簧拉伸至弹簧材料表面产生有益的与工作应力反向的残余应力,以提高弹簧承载能力和稳定其几何尺寸的一种工艺方法。
弹簧常用符号和单位:A——弹簧材料截面面积(mm²);当量弯曲刚度(N/mm);系数a——距形截面材料垂直于弹簧轴线的边长(mm);系数B——平板的弯曲刚度(N/mm);系数b——高径比;距形截面材料平行于弹簧轴线的边长(mm);系数C——螺旋弹簧旋绕比;碟簧直径比;系数D——弹簧中径(mm)D1——弹簧内径(mm)D2——弹簧外径(mm)d——弹簧材料直径(mm)E——弹簧模量(MPa)F——弹簧的载荷(N)F'——弹簧的刚度Fj——弹簧的工作极限载荷(N)Fo——圆柱拉伸弹簧的初拉力(N)Fr——弹簧的径向载荷(N)F'r——弹簧的径向刚度(N/mm)Fs——弹簧的试验载荷(N)f——弹簧的变形量(mm)fj——工作极限载荷Fj下的变形量(mm)fr——弹簧的静变形量(mm)fs——试验载荷Fs下弹簧的变形量(mm);线性静变形量(mm)fo——拉伸弹簧对应于处拉力Fo的假设变形量(mm);膜片的中心变形量(mm)G——材料的切变模量(MPa)g——重力加速度,g=9800mm/s²H——弹簧的工作高(长)度(mm)Ho——弹簧的自由高(长)度(mm)Hs——弹簧试验载荷下的高(长)度(mm)h——碟形弹簧的内载锥高度(mm)I——惯性矩(mm4)Ip——极惯性矩(mm4)K——曲度系数;系数Kt——温度修正系数ρ——材料的密度(kg/mm³)σ——弹簧工作时的正应力(Mpa)σb——材料抗拉强度(Mpa)σj——材料的工作极限应力(Mpa)σs——材料的抗拉屈服点(Mpa)τ——弹簧工作时的切应力(Mpa)k——系数L——弹簧材料的展开长度(mm)l——弹簧材料有效工作圈展开长度(mm);板弹簧的自由弦长(mm)M——弯曲力矩(N•mm)m——作用于弹簧上物体的质量(kg)ms——弹簧的质量(kg)N——变载荷循环次数n——弹簧的工作圈数nz——弹簧的支承圈数n1——弹簧的总圈数pˊ——弹簧单圈的刚度(N/mm)R——弹簧圈的中半径(mm)R1——弹簧圈的内半径(mm)R2——弹簧圈的外半径(mm)r——阻尼系数S——安全系数T——扭矩;转矩(N•mm)Tˊ——扭转刚度(N•mm /(º))t——弹簧的节矩tc——钢索节距(mm)U——变形能(N•mm);(N•mm•rad)V——弹簧的体积(mm³)v——冲击体的速度(mm/s)Zm——抗弯截面系数(mm³)Zt——抗扭截面系数(mm³)α——螺旋角(º);系数β——钢索拧角(º);圆锥半角(º);系数δ——弹簧圈的轴向间隙(mm)δr——组合弹簧圈的径向间隙(mm)ζ——系数η——系数θ——扭杆单位长度的扭转角(rad)κ——系数μ——泊松比;长度系数ν——弹簧的自振频率(Hz)Vr——弹簧所受变载荷的激励频率(Hz)τb——材料的抗剪强度(Mpa)τj——弹簧的工作极限切应力(Mpa)τo——材料的脉动扭转疲劳极限(Mpa)τs——材料的抗扭屈服点(Mpa)τ-1——材料的对称循环扭转疲劳极限(Mpa)υ——扭转变形角(º);(rad)常用线材的基础知道及常识:在工作中,我们常常会碰到一些常用线材,但是,因为工艺或客户的特殊要求,我们常常会使用不同国家制造的线材,但是因为各国的语言不同,所以对标识形成了困难,于是国际社会统一了一个标识方法,那就是用分子式表示:就像碳用C表示一样。
弹簧常用材料力学性能、标准及特点

标准号标准名称牌号直径规格(mm)剪切模量G (MPa )推荐硬度HRC推荐使用温度 ℃性 能25~80B 级:0.08~13.040Mn ~70MnC 级:0.08~13.0D 级:0.08~6.060~80G1组:0.08~6.0T8MnA ~T9A G2组:0.08~6.060Mn ~70MnF 组:2.0~5.065Mn70A 类、B 类2.0~12.0A 类、B 类、C 类2.0~14.060Si2MnA65Si2MnWA 70SI2MnA GB/T2271GB/T5218GB/T5219GB/T5220GB/T5221GB/T4357GB/T4358GB/T4359GB/T4360GB/T4361GB/T4362弹簧常用材料力学性能、标准及特点(摘自GB/T1239.6-92)45~5079000-40~250高温时强度性能稳定,用于较高温度下的高应力弹簧。
铬硅弹簧钢丝55CrSiA0.8~6.0 高温时强度性能稳定,用于较高温度下的弹簧,如内燃机阀门弹簧等。
阀门用铬钒弹簧钢丝50CrVA0.5~12.07900045~50-40~210高温时强度性能稳定,用于较高温度下的弹簧,如内燃机阀门弹簧等。
铬钒弹簧钢丝50CrVA0.8~12.07900045~50-40~210有较强的疲劳强度,用于较高工作温度的高应力内燃机阀门弹簧或其他类似弹簧。
硅锰弹簧钢丝1.0~12.07900045~50-40~200强度高,较好的弹性、易脱碳。
用于普通机械的较大弹簧。
阀门用油淬火回火铬钒弹簧钢丝50CrVA1.0~10.0油淬火回火硅锰弹簧钢丝60Si2MnA79000-40~20079000---40~2102.0~6.079000强度高,弹性好。
易脱碳,用于叫高负荷的弹簧。
A 类和B 类用于一般用途的弹簧,B 类和C 类用于汽车悬挂弹簧。
阀门用油淬火回火铬硅弹簧钢丝55CrSi1.6~8.079000--40~250有较强的疲劳强度,用于较高工作温度的高应力内燃机阀门弹簧或其他类似弹簧。
JIS弹簧设计公差标准

日本J I S B2704~2709弹簧设计公差弹簧特性的许容差:一.冷间成形压缩线圈弹簧的寸法及弹簧的特性许容差。
项目许容差或范围(a)有指定的弹簧特性时要做为参考值.(b)没指定弹簧特性时要参考次表.自由高度:D/d: 1级 2级 3级4以上8以下±1.0% ±2.0% ±3.0%最小±0.2mm 最小±0.5mm 最小±0.7mm8以上15以下±1.5% ±3.0% ±4.0%最小±0.5mm 最小±0.7mm 最小±0.8mm15以上22以下±2.0% ±4.0% ±6.0%最小±0.6mm 最小±0.8mm 最小±1.0mm线圈直径是内径或外径的选那一方规定,其数值是按照如下表D/d: 1级 2级 3级4以上8以下±1.0% ±1.5% ±2.5%最小±0.15mm 最小±0.2mm 最小±0.4mm8以上15以下±1.5% ±2.0% ±3.0%最小±0.2mm 最小±0.3mm 最小±0.5mm15以上22以下±2.0% ±3.0% ±4.0%最小±0.3mm 最小±0.5mm 最小±0.7mm总卷数:(a)有指定的弹簧特性时要做为参考值.(b)没指定弹簧特性时要参考次表(20T以下,±1/4T).进行端面研削弹簧的线圈外侧面面的倾斜许容限度如下表:等级 1级 2级 3级线圈外侧面倾斜: 0.05H0(1.15°) 0.05H0(2.9°) 0.08H0(4.6°)注:H。
:自由高度括弧内的倾斜角度弹簧特性:指定:弹簧特性是要把指定高度时的荷重指定,但是需要弹簧定数时,也可以指定这个公差.指定长度的荷重:有效圈数 1级 2级 3级3以上10以下±5% ±10% ±15%10以上±4% ±8% ±12%指定高度时的荷重是这时的垂度是规定于试验荷重时的垂度20~80%之间.弹簧定数:D/d: 1级 2级 3级3以上10以下±5% ±10% ±15%10以上±4% ±8% ±12%弹簧定数是在於试验荷重时的垂度30~70%之间的2个荷重点,按照荷重的差和垂度的差来规定.二.冷间成形引张线圈弹簧的寸法及弹簧的特性许容差.项目许容差或范围(a) 有弹簧特性的指定时自由高度要做为参考值。
弹簧出货检验规范(含表格)

弹簧出货检验规范(ISO9001-2015)1.0目的:确保产品检验的规范化﹑标准化,使产品合格.2.0范围:适用于产品入库前检查﹑出货前检查及委外加工产品验收入库检查.3.0权责:品管部IQC组4.0作业内容:4.1普通类型的弹簧检测要求4.2手机类型的弹簧检测要求4.2.1转轴弹簧:技术要求:弹簧成品符合ROHS要求,力值公差要求:±0.5KG外观:弹簧表面光滑,需电镀(盐雾测试需过8H不生锈),电镀层光亮均匀,无斑点,无发黄,无油污,无毛刺;两端需研磨,研磨两端平面需光滑和平整,垂直度重要控制,弹簧放置放水平面不歪斜。
(为防止弹簧生锈,弹簧表面无水分附着,需存放在干燥的环境里)材质要求:按客户图纸要求(转轴弹簧材质一般为琴钢线)尺寸公差要求: 线径:±0.02 mm 外(内)径: ±0.05 mm自由长:+0.1/- 0 .05mm 总圈数: +0/-0.3T寿命测试:按客户要求(五万或十万次测试弹簧不断裂)4.2.2滑轨弹簧:技术要求: 产品必须符合ROHS要求(对于三四线弹簧:弹簧压缩至极限距离时线间距需匀均,不可相互碰触;焊接位置位于两端的圆圈处,三个焊点,成十字分布,焊接牢固与否的检验方式:以3KG拉力测试无脱落为OK,焊点白亮,用显微镜检验焊点,无虚焊与漏焊;打开和关闭状况下预压力30g±10g)盐雾测试:浓度5%的盐水、测试通过48H材质要求:按客户图纸要求(滑轨弹簧材质一般为SUS301,若有垫圈和铆钉其材料为SUS303F);外观要求:弹簧表面无油污,无变形,无扭曲,平整度控制在0.15mm以下。
尺寸要求:普通尺寸:±0.15mm (三四线中心距:±0.20mm)两端需铆铆钉的尺寸:M形+/-0.03mm 扁线扭簧+0.06/-0 mm 开合力值公差要求:±20gf寿命测试:10万次后弹簧能够保证基本工作,且弹簧不断裂;测试速率30-40次来回/分钟,衰减±30%;备注: 1.委外加工产品的检验项目为外观﹑尺寸﹑混料﹑包装; 不需委外加工产品的检验项目为外观(1.2.4.6.8)﹑尺寸﹑混料﹑包装;2.客户有特列要求时按客户图纸要求检验;3. MIL-STD-105EⅠⅠ级单次抽样计划AQL=0.65抽样计划见附表1;4. 弹簧一般公差见附表2;5. 正常检验单次抽样计划表见附表3。
弹簧标准精选(最新)

弹簧标准精选(最新)G1239.1《GB/T 1239.1-2009 冷卷圆柱螺旋弹簧技术条件第1部分:拉伸弹簧》G1239.2《GB/T 1239.2-2009 冷卷圆柱螺旋弹簧技术条件第2部分:压缩弹簧》G1239.3《GB/T 1239.3-2009 冷卷圆柱螺旋弹簧技术条件第3部分:扭转弹簧》G1358《GB/T 1358-2009 圆柱螺旋弹簧尺寸系列》 G1805《GB/T1805-2001 弹簧术语》G1972《GB/T1972-2005 碟形弹簧》 G1973.1《GB/T 1973.1-2005 小型圆柱螺旋弹簧技术条件》 G1973.2《GB/T 1973.2-2005 小型圆柱螺旋拉伸弹簧尺寸及参数》 G1973.3《GB/T 1973.3-2005 小型圆柱螺旋压缩弹簧尺寸及参数》 G2088《GB/T 2088-2009 普通圆柱螺旋拉伸弹簧尺寸及参数》 G2089《GB/T 2089-2009 普通圆柱螺旋压缩弹簧尺寸及参数(两端圈并紧磨平或制扁)》32.20G2940《GB/T 2940-2005 柴油机用喷油泵、调速器、喷油器弹簧技术条件》 G5218《GB/T5218-1999 合金弹簧钢丝》G13828《GB/T 13828-2009 多股圆柱螺旋弹簧》 G16947《GB/T 16947-2009 螺旋弹簧疲劳试验规范》 G18983《GB/T18983-2003 油淬火-回火弹簧钢丝》G19844《GB/T 19844-2005 钢板弹簧》 G23934《GB/T 23934-2009 热卷圆柱螺旋压缩弹簧技术条件》 G23935《GB/T 23935-2009 圆柱螺旋弹簧设计计算》 G25750《GB/T 25750-2010 可锁定气弹簧技术条件》 G25751《GB/T 25751-2010 压缩气弹簧技术条件》 G28269《GB/T 28269-2012 座椅用蛇形弹簧技术条件》 G30817《GB/T 30817-2014 冷卷截锥螺旋弹簧技术条件》 G31214.1《GB/T 31214.1-2014 弹簧喷丸第1部分:通则》 GJ3527《GJB3527-1999 弹簧用高温合金冷拉丝材规范》GJ5259《GJB5259-2003 航空用合金弹簧钢丝规范》GJ5260《GJB5260-2003 航空用碳素弹簧钢丝规范》HB3-51《HB3-51~53-2008 碳素、合金钢丝制圆柱螺旋压缩弹簧》 HB3-54《HB3-54~55-2008 碳素、合金钢丝制圆柱螺旋拉伸弹簧》 HB3-56《HB3-56-2008 碳素、合金钢丝制圆柱螺旋压缩拉伸弹簧规范》 H240《HB/Z240-1993 琴钢丝制圆柱螺旋压缩、拉伸弹簧的设计与制造》 H358《HB/Z358-2005 航空钢弹簧制件热处理》 H8284《HB 8284-2002 弹簧按钮》 H8286《HB 8286-2002 圆形弹簧卡圈》 H8291《HB 8291-2002 压缩弹簧》 H8292《HB 8292-2002 压缩弹簧和拉伸弹簧规范》 WJ760《WJ760-1997 兵器用蝶形弹簧规范》 WJ2674《WJ 2674-2005 小口径火炮用环形弹簧规范》 J3338《JB/T 3338-2013 液压件圆柱螺旋压缩弹簧技术条件》 J6653《JB/T 6653-2013 扁形钢丝圆柱螺旋压缩弹簧》 J6654《JB/T6654-1993 平面涡卷弹簧技术条件》J6655《JB/T 6655-2013 耐热圆柱螺旋压缩弹簧技术条件》 J7366《JB/T 7366-1994 平面涡卷弹簧设计计算》J7367《JB/T 7367-2013 圆柱螺旋压缩弹簧磁粉检测方法》 J7367.1《JB/T7367.1-2000 圆柱螺旋压缩弹簧超声波探伤方法》J7757.1《《JB/T7757.1-1995 机械密封用圆柱螺旋弹簧》 J7944《JB/T 7944-2013 圆柱螺旋弹簧抽样检查》 J8064《JB/T8064.1~2-1996 气弹簧技术条件》J8584《JB/T8584-1997 橡胶-金属螺旋复合弹簧》J8628《JB/T8628.1~2-1997 冲模弹性体压缩弹簧》J9127《JB/T9127-2000 圆柱螺旋弹簧喷丸技术规范》J9129《JB/T9129-2000 60Si2MnGANG2螺旋弹簧金相检验》J10418《JB/T 10418-2004 气弹簧设计计算》 J10802《JB/T 10802-2007 弹簧喷丸强化技术规范》J11698《JB/T 11698-2013 截锥涡卷弹簧技术条件》 J11762《JB/T 11762-2013 圆柱螺旋压缩弹簧超声波检测方法》 J53394《JB/T53394-2000 碟形弹簧产品质量分等》J53396《JB/T53396-2000 液压件圆柱螺旋弹簧产品质量分等》J58700《JB/T58700-2000 弹簧产品质量分等总则》J58701《JB/T58701-2000 小型圆柱螺旋弹簧产品质量分等总则》J58702《JB/T58702-2000 圆柱螺旋弹簧产品质量分等》Q2577《QB/T 2577-2002 橡胶空气弹簧》 HG3749《HG/T 3749-2004 铁道车辆用空气弹簧橡胶囊》 弹93《弹簧标准汇编》(1993~2000)(2001机械版)JB/T 3338.1-1993 液压件圆柱螺旋压缩弹簧技术条件 JB/T 3338.2-1993 液压件圆柱螺旋压缩弹簧设计计算 JB/T6653-1993 扁钢丝圆柱螺旋压缩弹簧 JB/T6654-1993 平面涡卷弹簧技术条件 JB/T6655-1993 耐高温弹簧技术条件 JB/T7366-1994 平面涡卷弹簧设计计算 JB/T7367.1-2000 圆柱螺旋压缩弹簧超声波探伤方法 JB/T7757.1-1995 机械密封用圆柱螺旋弹簧 JB/T7944-2000 圆柱螺旋弹簧抽样检查 JB/T 8064.1-1996 压缩气弹簧技术条件 JB/T 8064.2-1996 可锁定气弹簧技术条件 JB/T8584-1997 橡胶-金属螺旋复合弹簧 JB/T9127-2000 圆柱螺旋弹簧喷丸技术规范 JB/T9129-2000 60Si2MnGANG2螺旋弹簧金相检验 JB/T53394-2000 碟形弹簧 产品质量分等 JB/T53396-2000 液压件圆柱螺旋弹簧 产品质量分等 JB/T58700-2000 弹簧 产品质量分等总则 JB/T58701-2000 小型圆柱螺旋弹簧 产品质量分等总则 JB/T58702-2000 圆柱螺旋弹簧 产品质量分等 。
JIS弹簧设计公差标准

日本J I S B 2 7 0 4 ~ 2 7 0 9 弹簧设计公差弹簧特性的许容差:一.冷间成形压缩线圈弹簧的寸法及弹簧的特性许容差。
项目许容差或范围、r »—r、/ * ,t r. r 八w ,—尸一- I /、i > ( a )有指定的弹簧特性时要做为参考值( b)没指定弹簧特性时要参考次表.自由高度:D/d: 1 级 2级 3 级4以上8以下± 1.0% ± 2.0% ± 3.0%最小± 0.2mm 最小± 0.5mm 最小± 0.7mm 8以上15以下± 1.5% ± 3.0% ± 4.0%最小± 0.5mm 最小± 0.7mm 最小± 0.8mm15以上22 以下± 2.0% ± 4.0% ± 6.0%最小± 0.6mm 最小± 0.8mm 最小± 1.0mm线圈直径是内径或外径的选那一方规定, 其数值是按照如下表D/d : 1 级 2 级 3 级4以上8以下± 1.0% ± 1.5% ± 2.5%最小± 0.15mm 最小± 0.2mm 最小± 0.4mm 8以上15以下± 1.5% ± 2.0% ± 3.0%最小± 0.2mm 最小± 0.3mm 最小± 0.5mm15以上22 以下± 2.0% ± 3.0% ± 4.0%最小± 0.3mm 最小± 0.5mm 最小± 0.7mm总卷数:(a)有指定的弹簧特性时要做为参考值.(b)没指定弹簧特性时要参考次表(20T以下,土1/4T).进行端面研削弹簧的线圈外侧面面的倾斜许容限度如下表:等级 1 级 2 级 3 级线圈外侧面倾斜:0.05H0(1.15 °) 0.05H0(2.9 °) 0.08H0(4.6 °)注:H。
弹簧国家标准一览
弹簧国家标准一览中国的弹簧标准化工作始于60年代初期,至今已40多年历史,已经形成了较为完善的标准体系,目前已有弹簧国家标准22项、行业标准30项。
1999年由国家质检总局批准成立全国弹簧标准化技术委员会(SAC/TC235),弹簧标准化工作得以全面推进。
2004年国际上成立了ISO/TC 227(弹簧),我国以成员身份参与工作,这标志着中国弹簧标准化工作进入了新的阶段,即;全面跟踪、实质性参与工作阶段。
-------------------------------------弹簧标准目录:GB/T 1239.2-1989 冷卷圆柱螺旋压缩弹簧技术条件GB/T 1239.3-1989 冷卷圆柱螺旋扭转弹簧技术条件GB/T 1239.4-1989 热卷圆柱螺旋弹簧技术条件GB/T 1239.6-1989 圆柱螺旋弹簧设计计算GB/T 1973.1-1989 小型圆柱螺旋弹簧技术条件GB/T 1973.2-1989 小型圆柱螺旋拉伸弹簧尺寸及参数GB/T 1973.3-1989 小型圆柱螺旋压缩弹簧尺寸及参数GB/T 2087-2001 圆柱螺旋拉伸弹尺寸及参数(半圆钩环型)GB/T 2088-1997 圆柱螺旋拉伸弹(圆钩环压中心型)尺寸及参数GB/T 2089-1994 圆柱螺旋压缩弹簧(两端并紧磨平或锻平型)尺寸及参数GB/T 4142-2001 圆柱螺旋拉伸弹尺寸及参数(圆钩环型)GB/T 2785-1988 内燃机气门弹簧技术条件GB/T 2940-1982 柴油机用喷油泵、调速器、喷油器弹簧技术条件GB/T 4036-1983 手表发条GB/T 4037-1983 手表游丝GB/T 1972-2005 碟形弹簧GB/T 10867-1989 弹簧减振器GB/T 13828-1992 多股圆柱螺旋弹簧GB/T 9296-1988 地弹簧GB/T 1805-2001 弹簧术语GB/T 1358-1993 圆柱螺旋弹簧尺寸系列JB/T 6655-1993 耐高温弹簧技术条件JB/T 10416-2004 汽车悬架用螺旋弹簧技术条件JB/T 10417-2004 摩托车减震弹簧技术条件JB/T 10418-2004 气弹簧设计计算JB/T 6653-1993 扁钢丝圆柱螺旋压缩弹簧JB/T 6654-1993 平面涡卷弹簧技术条件JB/T 7366-1994 平面涡卷弹簧设计计算JB/T 8584-1997 橡胶—金属螺旋复合弹簧JB/T 9129-2000 60Si2Mn钢螺旋弹簧金相检验JB/T 9127-2000 圆柱螺旋弹簧喷丸技术规范JB/T 3338.1-1993 液压件圆柱螺旋压缩弹簧技术条件JB/T 3338.2-1993 液压件圆柱螺旋压缩弹簧设计计算JB/T 8046.1-1996 压缩气弹簧JB/T 8046.2-1996 可锁定气弹簧JB/T 7367.1-2000 圆柱螺旋压缩弹簧超声波探伤方法JB/T 7757.1-1995 机械密封用圆柱螺旋弹簧JB/T 7283-1994 农业机械钢板弹簧技术条件JB/T 50022-1994 农业机械钢板弹簧产品质量分等JB/T 3383-1983 汽车钢板弹簧台架试验方法JB/T 3782-1984 汽车钢板弹簧金相检验标准JB/T 539-1984 汽车钢板弹簧销和吊耳技术条件ZB T 06001-1988 汽车钢板弹簧喷丸处理规范QCn29035-1991 汽车钢板弹簧技术条件QC/T 29103-1992 汽车钢板弹簧质量分等规定JB/T 53394-2000 碟形弹簧产品质量分等JB/T 3396-2000 液压件圆柱螺旋压缩弹簧产品质量分等JB/T 58700-2000 弹簧产品质量分等总则JB/T 58701-2000 小型圆柱螺旋弹簧产品质量分等JB/T 58702-2000 圆柱螺旋弹簧产品质量分等JB/T 7944-2000 圆柱螺旋弹簧抽样检查。