激光切割机验收报告
数控激光切割机验收标准三篇
数控激光切割机验收标准三篇篇一:数控激光切割机验收标准前言1、本验收标准参照如下等标准制定1.GB/Z18462-20XX激光加工机械金属切割的性能规范与标准检查程序2.GB/T3505-20XX产品几何技术规范表面结构轮廓法表面结构的术语、定义及参数3.JB/T5102-1999坐标式气割机(等同于ISO8206-1991坐标式气割机重复精度与工作性能检验)2、本标准仅适用于XX集团有限公司生产的龙门式激光切割机、台式激光切割机的精度验收。
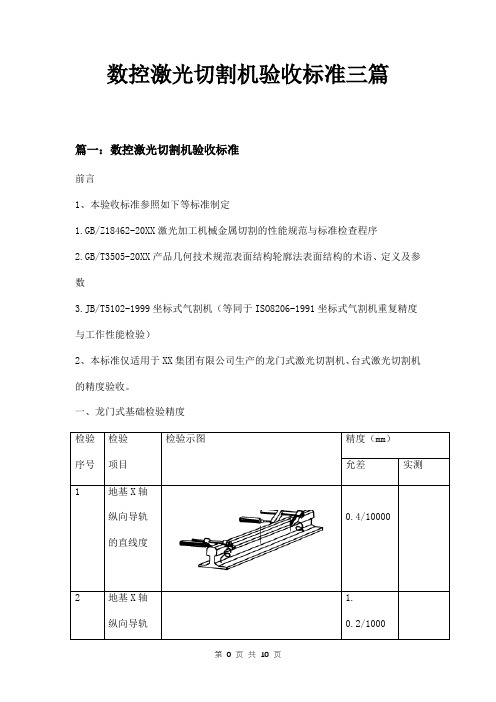
一、龙门式基础检验精度检验序号检验项目检验示图精度(mm)允差实测1 地基X轴纵向导轨的直线度0.4/100002 地基X轴纵向导轨1.0.2/1000床身的平面度 2. 50000mm 长度内±2二、 台式机精度检验 1.床身检验精度 检验 序号 检验 项目 检验示图 精度(mm ) 允差实测1床身X 轴 纵向导轨 的直线度0.04/1000全长0.082床身X 轴 纵向导轨 的平面度0.04/10002.、几何精度验收 检验 序号 检验 项目检验示图精度(mm ) 允差实测四、工件精度验收篇二:激光切割机验收标准一、技术文件及资料:1、与采购设备相符的设备安装图、电气原理图、电气接线图,机械结构图、使用说明书、合格证、装箱单、、易损件清单、系统软件备份(可以提供电子版情况下提供电子版,如若不可则提供2份纸质文档)。
2、传动系统主要构件清单(成对高精密轴承、高精密直线滚珠导轨、高精密减速机及齿轮、高精密齿条)型号、价格以及相关参数;3、气动系统主要构件清单(减压阀、节流阀、单向阀、压力开关、气缸、电磁阀、电控比例阀)的品牌、型号、价格;二、实物验收1、比对装箱单,确认设备配件及随机附件数量;2、安装尺寸、位置要求:以我方议定的设备安装图为准;3、龙门式激光切割机基础精度检验1)X轴纵向导轨的直线度工具或方法:直线度测量仪或直尺光隙法2)X轴纵向导轨的平面度工具或方法:水平仪4、床身检验精度1)X轴纵向导轨的直线度工具或方法:直线度测量仪或直尺光隙法2)X轴纵向导轨的平面度工具或方法:水平仪三、使用功能验收:1、X轴最大行程≥7m、Y轴最大行程≥2m、Z轴行程100mm≤L≥190mm;测量工具:卷尺,卡尺2、切割板材厚度8mm时,切割速度≥1800mm;工具:秒表3、穿孔Q345板材厚度8mm时≤3s;工具:秒表4、最大切割厚度≤20mm;方法:使用20mm厚度板材实验5、打标宽度≥2.5mm,深度≥0.5mm,速度≥10000mm/min(打标25cm长一字);工具:游标卡尺、秒表6、超程保护装置有效性检测;方法:设备开到最大行程是否会停止7、安全性监测方法:触碰安全光电开关,设备停止;8、由工艺工程师设计一个工件加工后实测加工精度;工具:游标卡尺四、填写验收报告,资产领用单,录入ERP系统,所有文件及资料归档;五、验收完成。
设备验收报告5篇
设备验收报告一、设备名称:型数控机床验收日期:2023年3月15日验收地点:公司生产车间验收小组:由生产部、技术部、质量部等部门组成的验收小组验收依据:《设备验收标准》验收内容:1. 设备外观检查:设备外观无损伤、无锈蚀,各部件安装牢固,表面油漆完好。
2. 设备功能测试:设备各功能正常,操作方便,数控系统运行稳定。
3. 设备精度测试:设备加工精度符合设计要求,各轴定位精度、重复定位精度均在允许范围内。
4. 设备电气安全检查:设备电气线路布局合理,接线牢固,接地良好,无漏电现象。
5. 设备噪音、振动检查:设备运行过程中噪音、振动均在允许范围内。
验收结论:该设备符合设计要求,各项性能指标均达到预期目标,具备投产条件。
建议尽快办理相关手续,投入使用。
二、设备名称:型注塑机验收日期:2023年4月10日验收地点:公司生产车间验收小组:由生产部、技术部、质量部等部门组成的验收小组验收依据:《设备验收标准》验收内容:1. 设备外观检查:设备外观无损伤、无锈蚀,各部件安装牢固,表面油漆完好。
2. 设备功能测试:设备各功能正常,操作方便,液压系统运行稳定。
3. 设备精度测试:设备加工精度符合设计要求,注塑压力、速度等参数均在允许范围内。
4. 设备电气安全检查:设备电气线路布局合理,接线牢固,接地良好,无漏电现象。
5. 设备噪音、振动检查:设备运行过程中噪音、振动均在允许范围内。
验收结论:该设备符合设计要求,各项性能指标均达到预期目标,具备投产条件。
建议尽快办理相关手续,投入使用。
三、设备名称:型激光切割机验收日期:2023年5月8日验收地点:公司生产车间验收小组:由生产部、技术部、质量部等部门组成的验收小组验收依据:《设备验收标准》验收内容:1. 设备外观检查:设备外观无损伤、无锈蚀,各部件安装牢固,表面油漆完好。
2. 设备功能测试:设备各功能正常,操作方便,激光器运行稳定。
3. 设备精度测试:设备加工精度符合设计要求,切割速度、精度等参数均在允许范围内。
机器设备验收报告(通用3篇)
机器设备验收报告(通用3篇)机器设备验收报告篇1一、外观检验1.对设备及外包装进行拍照记录,检查设备的外包装是否完好,有无破损、浸湿、受潮、变形等情况,对外包装箱的.表面及封装状态进行检查;2.检查设备和附件表面有无残损、锈蚀、碰伤等情况,重点检查转机叶轮有无损伤、主要构配件和主要工作面;3.若发现包装有破损,设备和附件有损伤、锈蚀、使用过的迹象等问题,应作详细记录,并重点拍照留据,及时向供应商办理退换、索赔手续。
二、数量检验1.数量检查时应以供货和装箱单为依据,检查主机、附件等设备规格、型号、配置及数量,并逐件清查核对;2.认真检查随机资料是否齐全,如、产品检验合格证书、保修单等;3.要注意检查设备的序列号和出厂编号,必要时可以进行网上核对;4.认真作好开箱清点记录,写明地点、时间、参加人员、箱号、品名、应到和实到数量,如发现短缺、错发等问题,要及时作好记录并保留相关材料。
三、填写验收记录表1.箱验收结束后,发现任何一项不符合合同文件的要求,须得到供货方代表的认可(签字、盖章)。
2.写设备开箱检验记录表、序列号和出厂编号、场照片作为设备验收文件的一部分。
机器设备验收报告篇2______单位 __年十月一、外观检验1.对设备及外包装进行拍照记录,检查设备的外包装是否完好,有无破损、浸湿、受潮、变形等情况,对外包装箱的表面及封装状态进行检查;2.检查设备和附件表面有无残损、锈蚀、碰伤等情况,重点检查转机叶轮有无损伤、主要构配件和主要工作面;3.若发现包装有破损,设备和附件有损伤、锈蚀、使用过的迹象等问题,应作详细记录,并重点拍照留据,及时向供应商办理退换、索赔手续。
二、数量检验1.数量检查时应以供货合同和装箱单为依据,检查主机、附件等设备规格、型号、配置及数量,并逐件清查核对;2.认真检查随机资料是否齐全,如说明书、产品检验合格证书、保修单等;3.要注意检查设备的序列号和出厂编号,必要时可以进行网上核对;4.认真作好开箱清点记录,写明地点、时间、参加人员、箱号、品名、应到和实到数量,如发现短缺、错发等问题,要及时作好记录并保留相关材料。
济南金威刻科技发展有限公司新建激光切割机生产车间项目竣工环境保护验收报告

建设项目竣工环境保护验收报告项目名称:新建激光切割机生产车间项目建设单位:济南金威刻科技发展有限公司济南金威刻科技发展有限公司二○一八年十一月目录一、前言 (1)二、验收检测依据 (2)三、建设项目工程概况 (3)3.1工程基本情况 (3)3.2工艺流程简述 (8)3.2.1、项目生产工艺流程 (8)3.3工程内容 (9)3.3.1主要建设内容及规模 (9)3.3.2项目主要设备 (10)3.3.3项目主要原辅材料情况表 (11)3.3.4项目工程变动情况 (13)四、主要污染物排放情况及环境保护设施 (14)4.1废水及环境保护设施 (14)4.2废气及环境保护设施 (14)4.3噪声及环境保护设施 (14)4.4固体废弃物及环境保护设施 (14)五、环评影响评价主要结论与建议及审批部门审批 (16)5.1环评主要结论和建议 (16)5.1.1主要结论 (16)5.1.2建议 (16)5.2环境影响批复要求 (17)5.2.1废水 (17)5.2.2噪声 (17)5.2.3固废 (17)六、验收执行标准 (18)6.1废水控制标准 (18)6.2噪声控制标准 (18)6.3无组织废气 (18)6.3固体废弃物参照标准 (19)6.4总量控制标准 (19)七、验收检测内容 (20)7.1验收检测期间工况分析 (20)7.2噪声检测内容 (20)7.3废水检测内容 (20)八、质量控制和质量保证 (21)8.1噪声监测 (21)8.1.1监测分析方法 (21)8.1.2质量控制 (21)8.2废水检测 (21)8.2.1监测分析方法 (21)8.2.2质量控制 (21)8.3废气检测 (22)8.3.1检测分析方法 (22)8.1.2质量控制 (22)九、验收监测结果与分析评价 (23)9.1噪声检测 (23)9.1.1噪声监测结果 (23)9.1.2分析评价: (24)9.2废水检测结果 (24)9.2.1废水监测结果见表 (24)9.2.2分析评价: (25)9.3废气检测 (25)9.3.1无组织废气检测结果 (25)9.4固体废弃物处置情况调查 (27)十、环境管理检查结果 (28)10.1环保审批手续及“三同时”执行情况 (28)10.2环境管理规章制度的建立及执行情况 (28)10.3环保机构设置、人员情况 (28)10.4环境保护档案管理情况检查 (28)10.5环保治理设施的完成、运行、维护情况检查 (28)10.6废水综合利用情况 (28)10.7废气综合利用情况 (28)10.8固体废物综合利用情况 (29)10.9环评批复落实情况对照表 (30)十一、结论 (32)11.1.废水 (32)11.2.厂界噪声 (32)11.3.废气 (32)11.3.固体废物 (32)一、前言根据《中华人民共和国环境影响评价法》和中华人民共和国国务院682 号令《建设项目环境保护管理条例》中有关规定,济南金威刻科技发展有限公司于2014年4月委托山东海美侬项目咨询有限公司编制完成了《济南金威刻科技发展有限公司新建激光切割机生产间项目环境影响报告表》,2014年4月28日济南市环境保护局对本项目环评进行了审批,以济环建审【2014】J31号文件对本项目提出审批意见。
激光切割机验收标准

激光切割机验收标准一、技术文件及资料:1、与采购设备相符的设备安装图、电气原理图、电气接线图,机械结构图、使用说明书、合格证、装箱单、、易损件清单、系统软件备份(可以提供电子版情况下提供电子版,如若不可则提供2份纸质文档)。
2、传动系统主要构件清单(成对高精密轴承、高精密直线滚珠导轨、高精密减速机及齿轮、高精密齿条)型号、价格以及相关参数;3、气动系统主要构件清单(减压阀、节流阀、单向阀、压力开关、气缸、电磁阀、电控比例阀)的品牌、型号、价格;二、实物验收1、比对装箱单,确认设备配件及随机附件数量;2、安装尺寸、位置要求:以我方议定的设备安装图为准;3、龙门式激光切割机基础精度检验1)X轴纵向导轨的直线度工具或方法:直线度测量仪或直尺光隙法2)X轴纵向导轨的平面度工具或方法:水平仪4、床身检验精度1)X轴纵向导轨的直线度工具或方法:直线度测量仪或直尺光隙法2)X轴纵向导轨的平面度工具或方法:水平仪三、使用功能验收:1、X轴最大行程≥7m、Y轴最大行程≥2m、Z轴行程100mm≤L≥190mm;测量工具:卷尺,卡尺2、切割板材厚度8mm时,切割速度≥1800mm;工具:秒表3、穿孔Q345板材厚度8mm时≤3s;工具:秒表4、最大切割厚度≤20mm;方法:使用20mm厚度板材实验5、打标宽度≥2.5mm,深度≥0.5mm,速度≥10000mm/min(打标25cm长一字);工具:游标卡尺、秒表6、超程保护装置有效性检测;方法:设备开到最大行程是否会停止7、安全性监测方法:触碰安全光电开关,设备停止;8、由工艺工程师设计一个工件加工后实测加工精度;工具:游标卡尺四、填写验收报告,资产领用单,录入ERP系统,所有文件及资料归档;五、验收完成。
激光切割机加工实验报告

激光切割机加工实验报告
激光切割机是一种快速、高精度、高效率的特种加工设备,具有金属、木材、塑料或
其他材料的加工能力,广泛应用于钣金储料、机械制造、汽车制造、橱柜装修等行业。
本
次实验使用的激光切割机设备型号为XX-G8020型,其具有最大加工are可达800×800mm,最大切割厚度达到15mm。
一、实验步骤
1、首先,将材料放入激光切割机的加工区域,检查工件是否正确定位;
2、接着,根据实际加工需求,确定加工起点、轨迹及停止点,将需要加工的路径输
入到相应软件中,然后上传到控制机控制器,完成数控编程程序;
3、最后,通过操作界面,按加工实际要求对刀具、参数等进行设置,并开启激光切
割机,完成加工工作。
二、实验结果
1、实验中采用的激光切割机加工能力和性能良好,可以满足加工任务的需求;
2、数控程序的编写更节省了时间,使操作更方便;
3、实验结果表明,激光切割加工有着良好的效率、精度和表面质量,可以满足钣金
制造,汽车制造等行业的加工要求。
三、结论
激光切割机是一种全自动设备,具有速度快、精度高、周边环境占用小等特点,是当
今工厂制造业中重要的加工设备之一。
本次实验,可以看出激光切割机加工性能优越,能
够满足设备的加工要求,在实际的工厂生产中有着重要的应用价值。
数控激光切割机验收标准(_试行)

数控激光切割机
精度验收标准
(试行)
济南二机床集团有限公司
2010年9月编制
前言
一、本验收标准参照如下等标准制定
1.GB/Z 18462-2001 激光加工机械金属切割的性能规范与标准检查程序
2.GB/T 3505-2000 产品几何技术规范表面结构轮廓法表面结构的术语、定
义及参数
3.JB/T 5102-1999 坐标式气割机(等同于ISO 8206-1991 坐标式气割机重复精
度与工作性能检验)
二、本标准仅适用于济南二机床集团有限公司生产的龙门式激光切割机、台式激
光切割机的精度验收。
目录
一、龙门式基础精度验收 (3)
二、台式机精度验收
1. 床身精度验收 (4)
2. 几何精度验收 (6)
三、定位精度验收 (7)
四、工件精度验收 (8)
一、龙门式基础检验精度
检验序号检验
项目
检验示图
精度(mm)
允差实测
1 地基X轴
纵向导轨
的直线度
0.4/10000
2 地基X轴
纵向导轨
的平面度
1.
0.2/1000
2.
50000mm
长度内±2
二、台式机精度检验
1.床身检验精度
2.、几何精度验收。
徐州海博数控切割机检验报告
徐州海博数控切割机检验报告自查报告。
报告名称,徐州海博数控切割机检验报告。
报告人,XXX 公司质检部。
报告时间,2022年10月15日。
报告内容:
根据公司质量管理要求,我部对徐州海博数控切割机进行了全
面的检验,现将检验结果报告如下:
1. 外观检查,经过仔细观察,发现切割机外观无明显划痕、变
形或损坏,符合外观要求。
2. 功能检查,对切割机的各项功能进行了测试,包括切割精度、切割速度、自动化程度等,测试结果显示切割机功能正常,符合技
术要求。
3. 安全性检查,对切割机的安全保护装置进行了检查,确保切割过程中操作人员的安全,检查结果符合安全标准。
4. 质量检查,对切割机切割出的产品进行了质量检查,检测产品的尺寸精度、表面光洁度等指标,检测结果符合产品质量要求。
结论,经过全面的检验,徐州海博数控切割机在外观、功能、安全性和质量方面均符合要求,可以投入生产使用。
报告人,XXX 公司质检部。
日期,2022年10月15日。
以上为自查报告,欢迎相关部门对报告内容进行审阅和补充。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
用 1.3T 碳钢板验证工作台交换情况
四角分别放零件,验证切割范围 2000mm*4000mm
多次切割不同厚度及材料零部件,查看电脑给定 的参数是否统一
验收结果
11 用弯曲板试割,验证自动选边及跟踪功能
精度检验:板厚 20mm 碳钢板(具体图形见附件) 加工精度:按图纸要求割对尺寸,长度误差:不 大于+/-0.2mm,圆直径误差不大于+/-0.1mm,工 件端面斜度≤0.5 度
割管机检验:管直径 135mm*1000mm 割孔:直径 50mm 加工精度:+/-0.2mm
验证 Z 轴行程 120mm
切管装置(查看软件是否
8
最优,排列是否最优)
CNCKAD(以色列)
导轨:台湾 HIWIN
传动系统(验证是否为相 斜齿条:瑞士 GUDEL
9
应进口件)
减速机、齿轮:德国
伺服电机与驱动:西门子
验收结果
10 切割头(是否为德国进口)
德国 PRECITEC
设备主管签字: 日 期:
设备能源部长签字: 日 期:
合同编号:
激光切割机验收报告
共页 第页
机床配置验收清单
序号
项目
型号
1
主机
G4020HD
数控系统配置(查 CPU、
2
内存、各种接口、硬盘及
PA8000LW(德国)
操作系统、显示器等)
3
激光器
CST4200
4
冷水机
CST4200
5
除尘风机
4-72-4A
6
冷冻干燥机
IDFA8E-23
7
稳压电源
100KVA
调试安装人员签字: 结构车间主任签字:
日 期:
日 期:
质检部部长签字: 日 期:
研究所长签字: 日 期:
注:此单经双方签字后,即认同合同
合同编号:
激光切割机验收报告
共页 第页
整机验收清单
序号 1
2
3
4 5 6 7 8 9 10
内容
精度检验:板厚 6mm 碳钢板(具体图形见附件) 加工精度:按图纸要求割对尺寸,长度误差:不 大于+/-0.2mm,圆直径误差不大于+/-0.1mm,工 件端面斜度≤0.5 度 精度检验:板厚 10mm 不锈钢(具体图形见附件) 加工精度:按图纸要求割对尺寸,长度误差:不 大于+/-0.2mm,圆直径误差不大于+/-0.1mm,工 件端面斜度≤0.5 度
设备主管签字: 日 期:
调试安装人员签字: 结构车间主任签字:
ቤተ መጻሕፍቲ ባይዱ日 期:
日 期:
设备能源部长签字: 日 期:
质检部部长签字: 日 期:
研究所长签字: 日 期:
注:此单经双方签字后,即认同合同
合同编号:
激光切割机验收报告
共页 第页
调试安装人员签字: 结构车间主任签字:
日 期:
日 期:
质检部部长签字: 日 期:
研究所长签字: 日 期:
注:此单经双方签字后,即认同合同
合同编号:
激光切割机验收报告
共页 第页
技术资料交接清单(有"√"无"×")
序号
项目
型号
验收结果
1
2
3
4
5
6
7
8 设备主管签字:
日 期: 设备能源部长签字:
日 期: