贝尔辙叉型号
道岔基本尺寸表
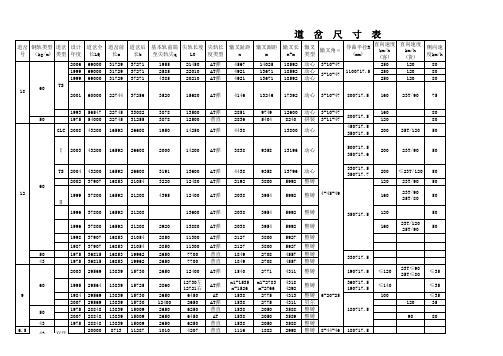
道岔 钢轨类型 道岔 设计 号 (kg/m) 类型 年度
2006
1999
1999
18
60
TS 2001
道岔全 长LQ 69000 69000 69000
60000
道岔前 长a
31729 31729 31729
22744
道岔后 长b
37271 37271 37271
37256
基本轨前端 尖轨长度 尖轨长 至尖轨尖q L0 度类型
50
1975 54000 22745 31255
GLC 2008 43200 16592 26608
3878 3878
1950
13500 12500
14250
AT弹 普直
AT弹
2851 2836
4438
9749 5404
12600 8240
动心 3-10-47 拼装 3-11-47
800717.5
160 120
3588 整铸 3589 整铸
43
1975 28848 13839 15009
2650
6250 普直 1538
2050 3588 整铸
180717.5
120
35
90
80
6.5
43 双开
20000 8713 11287
1010
4207 普直 1116
1882 2998 整铸 8-44-46 180717.5
砼 临颍-小商桥 砼 商丘北东闸、疏解区 砼
砼
郑州、郑州南、郑州东、西站、铁炉、欢河、马 寨、疏解区、商丘南、801线路所
木 商丘南 木 疏解区、北东闸
GLC(06)01
砼 新郑、薛店
辙叉的介绍

谢谢
单位名称:中运智能机械集团
由于心轨和翼轨同时浇铸,整体性和稳定性好。
• 钢轨组合式辙叉 用钢轨及其他零件经刨切拼装而成,由长心轨、短心轨、翼
轨、间隔铁、辙叉垫板及其他零件组成。它取材容易,无特殊工艺要求,加 工制造方便,但零件多,养护工作量大,已很少使用。
• 辙叉规格
• 辙叉按钢轨型号区分有:8kg/m、12kg/m、15kg/m、18kg/m、22kg/m、24kg/m、30kg/m、38kg/m、 43kg/m等型号。按辙岔号数区分有:2号、3号、4号、5号、6号、7号、8号、9号、10号等。按类型 可分为:低合金钢整铸和钢轨拼制两种。Zy08
辙叉的介绍zy08
TH-40S细石混凝土泵
单位名称:中运智能机械集团
• 辙叉介绍
• 辙叉使车轮由一股钢轨越过另一股钢轨的设备,由叉心、 翼轨和联结零件组成。按平面形式分,有直线辙叉和曲线 辙叉两类;按构造类型分,有固定辙叉和活动辙叉两类。
• 直线式固定辙叉分两种,即整用高锰钢浇铸的整体辙叉。高锰钢是一种锰、碳含量均较高 的合金钢,具有较高的强度、良好的冲击韧性,经热处理后,在冲击 荷载作用下,会很快产生硬化,使表面 具有良好的耐磨性能,同时,
lui贝氏体组合辙叉焊修参考工艺imt

贝氏体组合辙叉焊修参考工艺怀化工务段退休工程师肖国富特别声明:本文脱稿于2007年,上传于2012,仅供同行研究参考,不能作为技术依据。
第一节简要说明及安全注意事项贝尔组合辙叉(以下简称贝尔叉),由高强度耐磨损的奥氏体-贝氏体钢制造的心轨,以及由U75V(PD3)高碳钢轨钢制造的翼轨等装配组合制成,其心轨的碳含量较低,约0.35 %,其翼轨的碳含量较高,达0.7~0.78 %,焊接性较差。
贝尔叉在使用后,不可避免地会出现磨损、剥离、掉块等各种伤损,需要焊补。
焊补贝尔叉时,必须分别根据心轨和翼轨,正确地分别选用焊接材料和分别严格遵守焊接工艺规程。
如果焊接材料选用不当,或是焊接工艺掌握不当,极易使贝尔叉焊补处产生气孔、夹渣、脆化、裂纹、甚至折断等缺陷。
焊补贝尔叉时除了应遵守“第一部分高锰钢辙叉”的安全注意事项外,还有要注意在无缝线路上作业时,武汉局要求最低环境温度不宜低于15℃。
第二节准备工作(一)现场焊补设备工具除了应具备有“第一部分高锰钢辙叉”的现场焊补设备工具外,还应有:1、翼轨加热设备一套(用H01-20大号焊矩改制加热枪2支、液化气罐1个,配液化气减压阀1 套、氧气瓶1个,配氧气减压阀、氧气表1 套或铝热焊加热设备);2、500℃电子测温仪一个;3、磁粉探伤仪一台或着色探伤剂一组(消耗品);(二)焊条的选择1、贝尔叉的心轨是用奥贝体材料制造,焊条必须选用贝尔叉心轨专用的TYD927焊条。
2、贝尔叉的翼轨是U75V(PD3)钢轨制造,焊条应按TB/T1631-2002《钢轨电弧焊补技术条件》和铁道部运输局运基线路[2003]384号通知的要求,选用型号为EDPCrMoV-A2-15 即TYD360焊条。
(三)焊条的准备1、施焊前,应将焊条放入烘箱中,用350℃~400℃的温度,烘焙1h~2h,然后将温度调到约100℃,以备工厂车间内随时取用。
表3-1:电流规范表焊条直径(mm) TYD927焊条焊补心轨(A)用TYD360焊条焊补翼轨(A)工厂及线上焊叉工厂及线上焊叉Φ3.290~120 100~130Φ4120~160 130~1602、现场焊时,应将烘箱中烘焙好的电焊条装入焊条干燥保温筒内,在24h以内使用完,否则应重新烘焙。
道岔参数大全

顺号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 道岔 钢轨 号数 类型 9 6 6 6.5 6.5 7 9 9 9 9 9 9 9 9 9 9 9 9 9 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 12 18 43 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 50 图号 专线4112 专线5816 专线7508 专线5819 专线7541 专线(90)8668 CZ2209 设计 年度 辙叉角度 导曲线半 道岔全 径 长 180000 180000 180000 180000 180000 180000 180000 180000 180000 180000 180000 180000 180000 180000 220000 180000 180000 180000 180000 350000 350000 350000 350000 350000 330000 350000 350000 350000 380000 350000 350000 350000 330000 330000 330000 1120000 28848 17457 44794 20204 50242 24150 28848 28848 72678 75378 77178 86178 28848 28848 30050 72678 75378 86178 77178 37907 93706 93706 97306 99706 36815 37907 37907 37907 42132 93706 97306 99706 93706 97306 99706 64200 32843 31357 2850 2850 2850 2850 2650 2650 2650 2650 3185 16853 16853 16853 16853 19962 21054 21054 21054 16853 21054 2650 2650 2650 2650 3220 3220 3220 3220 3220 3220 2650 2850 2850 3220 13839 13839 15009 15009 13839 13839 15009 15009 8913 11291 前长 13839 7437 后长 15009 10020 尖轨前基 辙叉趾 本轨长度 距 2650 1300 1300 1210 2000 1225 2650 2650 2650 2650 2650 2650 2650 2650 1538 1220 1154 1119 1119 1172 1538 1538 1538 1538 1538 1538 1538 1538 1538 1538 1538 1538 1538 2192 2192 2192 2192 2192 2192 1849 2127 2127 2192 2127 2127 2127 2127 2127 2127 2127 2127 2127 3220 辙叉跟 距 2050 1321 2074 1882 1882 1914 2050 2050 2050 2050 2050 2050 2050 2050 2054 2050 2050 2050 2050 3800 3800 3800 3800 3800 3800 2708 3800 3800 3800 3800 3800 3800 3800 3800 3800 3800 3800 3800 5771.5 长心轨 短心轨 岔跟尖 轨 尖轨长度 6250 4500 AT曲 4500 AT曲 4207 AT直 4207 AT直 5300 AT曲 6450 AT直 6450 AT直 6450 AT直 6450 AT直 6450 AT直 6450 AT直 6450 AT直 6450 5310 AT曲 6450 AT直 6450 AT直 6450 AT直 6450 AT直 12480 AT弹 12480 AT弹 13080 AT弹 13080 AT弹 13080 AT弹 13080 AT弹 7700 AT直 11300 AT弹 11300 AT弹 13080 AT弹 7450 AT曲 11300 AT曲 11300 AT曲 11300 AT曲 11300 AT曲 7700 AT直 7700 AT直 7700 AT直 7700 AT直 21414 AT弹 120 80 80 120 80 50 45 120 55 120 120 120 120 120 120 80 80 80 80 55 50 50 50 50 50 30 30 90 90 90 90 90 90 80 80 80 80 80 80 30 30 30 30 30 30 35 35 尖轨 直向过岔速度 侧向过岔速度 类型 客车 货车 轴重 单开 对称 5m间距交叉渡线 对称 5m间距交叉渡线 三开对称 单开 单开 5m间距交叉渡线 5.3m间距交叉渡线 5.5m间距交叉渡线 6.5m间距交叉渡线 单开 单开 复式交分 5m间距交叉渡线 5.3m间距交叉渡线 6.5m间距交叉渡线 5.5m间距交叉渡线 单开 5m间距交叉渡线 5m间距交叉渡线 5.3m间距交叉渡线 5.5m间距交叉渡线 6.5m间距交叉渡线 单开 单开 单开 单开 复式交分 5m间距交叉渡线 5.3m间距交叉渡线 6.5m间距交叉渡线 5.5m间距交叉渡线 5m间距交叉渡线 5.3m间距交叉渡线 5.5m间距交叉渡线 6.5m间距交叉渡线 单开 1981 6°20′25″ 1987 9°27′44″ 1987 9°27′44″ 1989 8°44′46.18″ 1991 8°44′46.18″ 1983 8°07′48″ 2004 6°20′25″
轨道第四章 道岔

当车轮沿翼轨向叉心方向滚动时,由于车轮踏面是锥形的 ,车轮逐渐下降,当车轮离开翼轨完全滚到心轨后,又恢复到 原来的高度,因此,产生了垂直不平顺。为了消除垂直不平顺 ,并防止心轨在其前端断面过分削弱部分承受车轮荷载,采用 了提高翼轨顶面和降低心轨前端顶面的做法,将翼轨顶面做成 1:20的横坡,使翼轨和心轨顶面之间保持必要的相对高差。 对高锰钢整铸辙叉,规定叉心顶面35mm及其以上部分承受 全部车轮压力,而在20mm及其以下部分则完全不受压力。因此 ,将翼轨顶面从辙叉咽喉到叉心顶宽35mm一段以堆焊法加高。 为防止车轮撞击心轨尖端,应使该处叉心顶面低于翼轨顶面 35mm,如图7—13所示。 对钢轨组合式辙叉,规定叉心顶面40mm及其以上部分承受 全部车轮压力,而在30mm及其以下部分则完全不受压力。由于 在工厂制作时堆焊翼轨有困难,因此,采用降低心轨顶面,如 图7—14所示的办法,保持必要的相对高差。
第四章 道岔
第一节 道岔的类型
道岔是机车车辆从一股轨道转入或越过另一股轨道时必 不可少的线路设备,是铁路轨道的一个重要组成部分。由于 道岔具有数量多、构造复杂、使用寿命短、限制列车速度、 行车安全性低、养护维修投入大等特点,与曲线、接头并称 为轨道的三大薄弱环节。 道岔基本形式有三种:即线路的连接、交叉、连接与交 叉的组合。常用的线路连接有各种类型的单式道岔和复式道 岔;交叉有直交叉和菱形交叉;连接与交叉的组合有交分道 岔和交叉渡线等,如图7—l所示.
当用普通断面钢轨制作尖轨时,为了减少尖轨轨底的刨 切量,将尖轨较基本轨抬高6mm,如图7—6所示。这时尖轨 尖端较基本轨顶面低23mm,可以避免具有最大垂直磨耗的车 轮轮缘爬上尖轨。尖轨顶宽20mm以下部分完全由基本轨受力 。在尖轨整断面往后的垂直刨切终点处,尖轨顶面高出基本 轨顶面6mm,尖轨顶宽50mm以上部分完全由尖轨受力。
贝氏体组合辙叉焊修参考工艺

贝氏体组合辙叉焊修参考工艺怀化工务段退休工程师肖国富特别声明:本文脱稿于2007年,上传于2012,仅供同行研究参考,不能作为技术依据。
第一节简要说明及安全注意事项贝尔组合辙叉(以下简称贝尔叉),由高强度耐磨损的奥氏体-贝氏体钢制造的心轨,以及由U75V(PD3)高碳钢轨钢制造的翼轨等装配组合制成,其心轨的碳含量较低,约0.35 %,其翼轨的碳含量较高,达0.7~0.78 %,焊接性较差。
贝尔叉在使用后,不可避免地会出现磨损、剥离、掉块等各种伤损,需要焊补。
焊补贝尔叉时,必须分别根据心轨和翼轨,正确地分别选用焊接材料和分别严格遵守焊接工艺规程。
如果焊接材料选用不当,或是焊接工艺掌握不当,极易使贝尔叉焊补处产生气孔、夹渣、脆化、裂纹、甚至折断等缺陷。
焊补贝尔叉时除了应遵守“第一部分高锰钢辙叉”的安全注意事项外,还有要注意在无缝线路上作业时,武汉局要求最低环境温度不宜低于15℃。
第二节准备工作(一)现场焊补设备工具除了应具备有“第一部分高锰钢辙叉”的现场焊补设备工具外,还应有:1、翼轨加热设备一套(用H01-20大号焊矩改制加热枪2支、液化气罐1个,配液化气减压阀1 套、氧气瓶1个,配氧气减压阀、氧气表1 套或铝热焊加热设备);2、500℃电子测温仪一个;3、磁粉探伤仪一台或着色探伤剂一组(消耗品);(二)焊条的选择1、贝尔叉的心轨是用奥贝体材料制造,焊条必须选用贝尔叉心轨专用的TYD927焊条。
2、贝尔叉的翼轨是U75V(PD3)钢轨制造,焊条应按TB/T1631-2002《钢轨电弧焊补技术条件》和铁道部运输局运基线路[2003]384号通知的要求,选用型号为EDPCrMoV-A2-15 即TYD360焊条。
(三)焊条的准备1、施焊前,应将焊条放入烘箱中,用350℃~400℃的温度,烘焙1h~2h,然后将温度调到约100℃,以备工厂车间内随时取用。
表3-1:电流规范表焊条直径(mm) TYD927焊条焊补心轨(A)用TYD360焊条焊补翼轨(A)工厂及线上焊叉工厂及线上焊叉Φ3.290~120 100~130Φ4120~160 130~1602、现场焊时,应将烘箱中烘焙好的电焊条装入焊条干燥保温筒内,在24h以内使用完,否则应重新烘焙。
贝尔辙叉型号
新苏教版三年级数学下册第七单元检测卷(A ) 姓名 得分一、填一填(每空1分,共35分)1、用分数表示每幅图里的涂色部分和空白部分。
2、有12个苹果,如果平均分成2份,每份是这些苹果的,是( )个苹果。
3、 左图中,每个 点是这些 的 ;画线分一分,这 的是( )个,写成算式是( )。
4、3个是( ),( )个是,里有( )个。
5、1小时的是( )分钟;1小时的是( )分钟。
6、一堆小棒18根,这堆小棒的是( )根。
如果把( ) 涂色占( ) ( ) 空白占( ) ( ) 涂色占( ) ( )空白占( ) ( ) 涂色占( ) ( )空白占( ) ( )( ) ( )( ) ( )( )18根小棒平均分成6份,其中5份占这堆小棒的 ,是( )根。
7、在 里填上“>”、“<”或“=”。
27×35 9007千米 2000米+5千米8、9、7分米= 米 3角= 元 2厘米= 分米10、四本新华字典一共厚1分米,一本的厚度是 分米11、4天是一个星期的 ,5个月是一年的 。
12、妈妈买了9支铅笔,给小东5支,小立4支,小冬拿了这些铅笔的 ,小立拿了这些铅笔的 。
二、选择正确答案的序号填在( )里(每题3分,共21分)1、将一张长方形的纸对折3次,其中1份是这张纸的( )。
A 、B 、C 、2、12个苹果的是( )个苹果;12个苹果的是( )个苹果。
A 、3B 、4C 、93、场地上来了5只母鸡和2只公鸡,公鸡占这群鸡的( )( ) ( )( ) ( )( ) ( )( )( )( ) ( )( ) ( )( ) ( )( ) ( )( ) ( )( )( )( )();后来跑掉了一只公鸡,这时公鸡占这群鸡的()。
A 、B 、C 、D 、4、一堆砖的比这堆砖的()A、多B、少C、一样多5、左图中和的的个数分别占图形总个数的()。
A、和B、和C、和D、和6、10厘米的和10厘米的的长度相比较。
常用道岔的类型
常用道岔的类型建国初期我国重视道岔类型的统一,形成统一标准前有53型(以年代命名类型)、55型、57型道岔,真正形成铁道部标准的是62型,后来是75型、92型、以及1996年形成的提速道岔。
按行业不同,道岔类型还有工矿企业特殊类型道岔地下铁路道岔、城市轨道交通道岔、出口各类道岔等。
目前我国使用最多的是75型、92型和提速道岔(以下简称3种类型道岔),现将这3种类型道岔的产生、结构特征及其品种介绍如下。
1 3种类型道岔的产生1.1 75型道岔从70年代初开始设计,1975年先后以铁道部标准定型了43、50 kg/m钢轨9、1 2号4种单开道岔(TB399-75等14个),道岔通用件(TB413—75等30个),道岔制造技术条件(TB412—75),高锰钢辙叉制造技术条件(TB447—74)。
1977年5月泰安会议对43、50kg/m两种轨型9、12号的对称道岔、复式交分道岔、交叉渡线道岔及工矿企业用小号码(6、7号)系列道岔进行定型审查。
1979年由铁三院主持完成了渡线与交分道岔组合图集的设计及审查。
7O年代末期,我国生产的道岔几乎全部是75型道岔。
75型道岔满足了我国各部门铁路道岔品种的需求,道岔品种空前增多,标准化程度高。
直到现在,75型道岔仍是一类不可取代的道岔类型。
8O年代初,随着50AT轨的试验成功与应用,首先将75型50~ 1 2、9号两种道岔引入50AT尖轨,修改相应的垫板及跟端结构,这两种道岔(专线4103、4105)后来被称为过渡型,这两种道岔在线路上也应用不少。
1981年初,随着60 kg/m钢轨的上道,当时没有相应轨型的道岔,在这种急需的情况下,设计并制造了60-12号单开道岔(图号为专线4102),这种道岔尖轨为60 kg/m 普通钢轨带补强板,7.7m长,高锰钢辙叉趾、跟端为贯通式,尖轨跟端、垫板、轨撑连接零件等都沿用75型的结构形式,后来这种道岔也被称为过渡型。
由于这种道岔的尖轨、锰叉结构上的不足,以及道岔设计制造水平的提高、60AT轨的应用,被后来的6o—l 2号单开道岔(专线4128)代替,但由于后者转辙设备迟迟供应不上,不能大量上道,致使过渡型道岔上道5 000多组,至今线路上还有一定数量的这种道岔。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
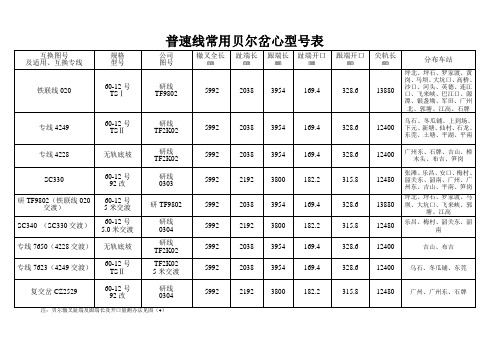
普速线常用贝尔岔心型号表
区别:
1)研线TF9802(适用于铁联线020)与研线TF2K02(适用于专线4249)趾端长、跟端长、辙叉趾端及跟端开口相同(见图1)。
2)研线0303(适用于SC330)与研线TF9802(适用于铁联线020)及研线TF2K02(适用于专线4249)最大区别在于趾端长、跟端长、辙叉趾端及跟端开口不相同,研线0303(适用于SC330)趾端长n=2192mm、跟端长m=3800mm、辙叉趾端开口182.2±2mm、跟端开口315.8±2mm;研线TF9802(适用于铁联线020)及研线TF2K02(适用于专线4249)趾端长n=2038mm、跟端长m=3954mm、辙叉趾端开口169.4±2mm、跟端开口328.6±2mm;
研线0303(适用于SC330)心轨尖端平台较研线TF9802(适用于铁联线020)及研线TF2K02(适用于专线4249)长150mm。
(见图1、2)(见图1:TF9802及TF2K02)(见图2)SC330
尖端前平台长150mm
(见图3)SC330
3)专线4228与专线4249、铁联线020岔心(不含垫板)可以通用。
4)交叉渡线专线7650的边角岔心是单开专线4228,交叉渡线专线7623的边角岔心是单开专线4249。
原则上专线7650与专线7623边角岔心(不含垫板)可以通用。
(图4)。