SMT全自动印刷机作业指导书
印刷机作业指导书
印刷机作业指导书一、引言印刷机作业指导书旨在提供对印刷机操作的详细指导,以确保操作人员正确、安全地操作印刷机,保证印刷作业的质量和效率。
本指导书适用于各类印刷机的操作,包括平板印刷机、凹版印刷机、丝网印刷机等。
二、操作前准备1. 确保印刷机工作区域整洁有序,无杂物堆放。
2. 检查印刷机的电源和供气系统,确保其正常运行。
3. 根据印刷材料的要求,选择合适的印刷机辅助工具和耗材。
三、印刷机的操作步骤1. 打开印刷机的操作面板,按照设备说明书的要求进行启动操作。
2. 根据印刷品的尺寸和要求,调整印刷机的进纸装置,确保进纸平稳。
3. 检查印版的安装情况,确保印刷版与印刷机的印版滚筒紧密贴合。
4. 根据印刷品的要求,调整印刷机的墨辊和水辊,确保墨水和水的供给均匀稳定。
5. 根据印刷品的要求,调整印刷机的印刷速度和压力,确保印刷质量和效率。
6. 监控印刷过程中的各项参数,如墨水的使用量、印刷速度等,及时调整和修正。
7. 定期清洁印刷机的墨辊、水辊和印版滚筒,以保持印刷质量的稳定。
四、印刷机的故障排除1. 在操作过程中,如发现印刷品出现模糊、漏印等问题,应立即停机检查。
2. 检查墨辊和水辊的供墨和供水情况,确保墨水和水的供给充足。
3. 检查印版的安装情况,确保印版与印刷机的印版滚筒紧密贴合。
4. 检查印刷机的压力和速度调整,确保其与印刷品的要求相匹配。
5. 如无法解决故障,应及时联系维修人员进行维修。
五、安全注意事项1. 操作人员应熟悉印刷机的工作原理和操作方法,严禁未经培训的人员操作印刷机。
2. 在操作过程中,应戴好防护手套和护目镜,以防止意外伤害。
3. 禁止将手指或其他物体伸入印刷机的运转部件中。
4. 在清洁和维修印刷机时,应先切断电源,并确保机器完全停止运转后再进行操作。
5. 定期检查印刷机的电源线和气管,确保其正常使用。
六、总结印刷机作业指导书详细介绍了印刷机的操作步骤、故障排除和安全注意事项,对操作人员的操作技能和安全意识提出了要求。
【精编范文】smt印刷作业指导书-范文word版 (3页)

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==smt印刷作业指导书篇一:SMT印刷机作业指导书1. 开机前安全检查①检查气压,气压要达到0.55Mpa左右②检查作业平台是否有杂物2. 开机①打开电源开关②点击Enter进入到生产选择页面3. 转换方法① 用定位针将基板固定于印刷平台② 点击进入手动操作模式,将平台下降到印刷高度后调整钢网孔位置与基板焊盘位置吻合后将钢网固定. 微调到最佳位置③上刮刀,调整印刷范围④ 加锡膏印刷,印刷完毕后根据印刷效果进行适当调整⑤退回到生产选择页面,点击进入半自动印刷页面⑥批量生产.4.印刷偏移后平台微调方法①按钮一、二顺时针方向旋转基板平台向身边靠拢.反则远离身边方向移动②按钮三顺时针方向旋转基板平台向左移动.反则向右移动5.正常关机①推出到生产初始画面②关闭主电源篇二:SMT作业指导书苏州耀新机电有限公司作业指导书作业指导书篇三:SMT钢网机器印刷作业指导书SMT钢网机器印刷作业指导书南京亘兴电子科技有限公司12篇四:SMT印刷机锡膏添加作业指导书SMT印刷机锡膏添加作业指导书1. 目的整合SMT锡膏印刷规范,为SMT提供直接明了的指导,达到正确使用锡膏。
避免在使用过程中,由于操作不当破坏锡膏原有特性,对SMT生产带来不良影响。
2. 范围适合本公司用于SMT印刷机锡膏的添加和使用。
3. 定义锡膏:由粉末状焊粉合金、焊剂和一些起粘性作用及其他作用的添加剂混合制成具有一定粘度和良好触变性的焊料膏。
4. 权责4.1生产部根据作业规程进行锡膏添加作业4.2工程部负责制订锡膏添加作业指导书4.3品质部负责监督生产人员其作业、以确保其产品品质5. 内容5.1回温锡膏回温条件为:在室温条件下,回温4小时后才可使用,特殊情况最少回温不能低于3小时,最多不超过10小时。
注意未经充足回温的锡膏千万不要打开瓶盖。
印刷机作业指导书
印刷机作业指导书一、引言印刷机作业指导书旨在为印刷机操作人员提供详细的操作步骤和注意事项,以确保印刷机的正常运行和印刷品的质量。
本指导书适合于所有类型的印刷机,包括平板印刷机、凹印机、丝网印刷机等。
二、操作前准备1. 确保印刷机周围环境整洁,无杂物和易燃物品。
2. 检查印刷机的电源接线是否坚固,电源开关是否处于关闭状态。
3. 检查印刷机各部位的紧固螺丝,确保无松动。
4. 检查印刷机的油墨、纸张和其他耗材的存储情况,确保充足。
三、操作步骤1. 打开印刷机的电源开关,并确保电源指示灯亮起。
2. 按照印刷品的要求,调整印刷机的工作参数,包括印刷速度、印刷压力、油墨粘度等。
3. 将待印刷的纸张放置在印刷机的进纸装置中,并调整进纸装置的位置和张力,确保纸张能够顺利进入印刷机。
4. 打开印刷机的墨斗,将油墨均匀地涂抹在印刷机的印版上。
5. 调整印版的位置和压力,确保印版与纸张之间的接触密切而不产生偏移或者漏印。
6. 启动印刷机,并观察印刷过程中的各项指标,如印刷速度、油墨的涂布均匀度、纸张的进纸情况等。
7. 在印刷过程中,及时调整印刷机的参数,以保证印刷品的质量。
8. 当印刷任务完成后,关闭印刷机的电源开关,并进行必要的清洁和维护工作。
四、注意事项1. 操作印刷机时,应穿戴好工作服和防护手套,以避免意外伤害。
2. 在操作印刷机之前,应子细阅读印刷机的操作手册,并熟悉各个部位的名称和功能。
3. 在印刷机运行时,不得随意触摸印刷机的运动部件,以免造成伤害。
4. 在更换油墨或者纸张时,应先住手印刷机的运行,并等待印刷机彻底住手后再进行操作。
5. 定期对印刷机进行保养和维护,包括清洁印刷机的各个部位、更换磨损的零部件等。
6. 如遇到印刷机故障或者异常情况,应即将住手印刷机的运行,并寻求专业技术人员的匡助。
五、总结印刷机作业指导书详细介绍了印刷机的操作步骤和注意事项,操作人员应按照指导书的要求进行操作,以确保印刷机的正常运行和印刷品的质量。
全自动印刷机作业指导书
文件编号:ZX/ZY7501-30 受控状态:发布日期:2010年6月1日版本号:实施日期:20010年6月10日发布号:送板机及全自动印刷机作业指导书编制:审核:批准:江苏中讯数码电子有限公司ZX/ZY7501-30 江 苏 中 讯 数 码 电 子 有 限 公 司送板机及全自动印刷机操作规程1.目的明确送板机使用方法及印刷机印刷要求,确保印刷质量。
2.适用范围贴片车间印刷机钢网红胶、锡胶印刷。
3.操作流程操作流程图3.1检查及详细操作过程3.1.1检查电源线是否接通,(看机器红黄绿指示灯亮黄灯)气压应达到0.5MPa ,将气表下的气筒按住,将气筒内的水放出。
3.1.2检查送板机框架安放状态3.1.3调整送板机送板轨道3.1.4制定送板程序33.1.5编辑印刷方式和速度3.1.6搬入基板调整钢网,在挡销位置调整好后,按自动。
将网框上下和前后阀关闭,放入钢网,点击Z 轴上升,调整位置。
调整好后打开网框上下和前后阀。
然后点击Z 轴下降。
3.1.6设定MAX 点,在印刷方式和速度里有一项取相设置,可以调整是否采用钢网MAX 点3.1.7保存,退到主界面,按印刷启动键,根据机器跳出的指示框按确定生产。
3.1.8刮刀钢网拆洗4印刷准备4.1准备4.1.1将红胶从冰箱中取出,并放置在20℃空气中回温1个小时,填写红胶使用记录。
4.1.2将红胶挤于钢网上,挤出的量应适中(控制在15~20mH),用刮刀对红胶进行搅拌。
搅拌5分钟后进行使用。
4.1.3检查左刮刀与右刮刀调节速度,根据不同产品与胶量进行调节速度。
SMT 印刷岗位检查记录表》。
红胶偏移红胶漏印4.1.5不合格品清理(清理胶水应清理两遍),不合格品见上图。
a、第一遍用工业纸将板面红胶擦掉。
b、第二遍用抹布蘸取酒精将板面擦干净,检查线路板正反面无红胶痕迹。
检查线路板孔内是否有红胶(将线路板对准亮光处检查),有红胶必须用吹枪进行清理后,再用工业纸进行清理。
SMT各工位作业指导书
/
工序名称
贴片/物料更换
/
标准工时
/
工序代号
2/4
材料品号 /
品名 印刷完成PCB
板 双面胶
规格型号 /
10MM
数量 /
1卷
工装治具 全自动贴片机
镊子/剪刀
规格型号
位号 /
数量 1台 1把
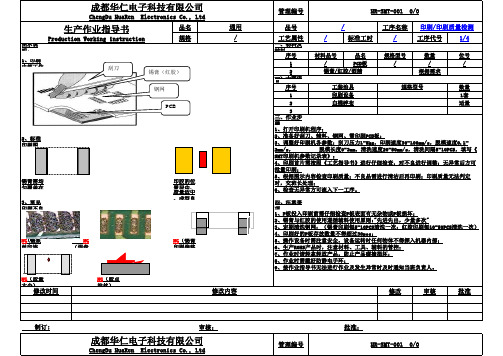
三、作业步 骤 1、打开贴片机程序;调整好设备导轨,装载贴片机程序,设备开始自动贴片; 2、当物料使用完后机器会报警料尽,对物料进行更换后继续生产; ◆备料: 每15分钟查看生产中物料的余数,当物料余数小于500左右,根据程序站别显示的元 件名称从指定的料车上取出相应的物料安装在供料器上,放置于备料车上。 ◆换料: A、机器报警料尽错误;确认报警故障是否需要更换材料; B、确认导轨号码,卸出供料器;从备料车上找到需要更换的物料,找另一个人进行 材料确认; C、把装好的材料装进卸出供料器的位置; D、换料人和确认人看装进机器的材料名称与机器上料站名称是否一致; E、根据贴片位置图对更换的材料的形状及方向确认。 ◆记录: 填写材料更换记录,换料者与确认者签名确认。
NG(位 移) 标
修改内容
二、工装治 具
序号
焊锡线 工装治具
Φ0.8-1.0
1卷
规格型号
数量
1
电焊台/热风焊台
可调恒温
各1台
2
镊子
1把
3 三、作业步 骤 1、打开AOI程序; 2、取一回流焊接完成品,批量检验前,根据工艺指导书核对PCB型号、版本、贴装器 件的型号规格、生产工艺是否符合工艺指导书要求; 3、调整好AOI导轨,将需检测产品放置于导轨上,按下“TEST”按钮,开始检测; 4、检测完成后,按下AOI键盘空格键,显示画面将显示初判不良图示; 5、AOI键盘的“Ctal”键可以向上查看初判不良,“Shift”键可以向下查看初判不 良,当确定为实质不良时,按下小键盘上的数字键(根据不良定义),确认不良现 象,将不良品使用红色箭头纸标识; 6、将不良品进行维修; 7、对维修后的底板需再次进行AOI检测; 8、将良品整齐摆放装入箱中,并在箱外贴上标识卡送至品质待检验区。(要求标识卡 填写准确完整,外箱标识与箱内实物一致)
SMT全自动印刷机作业指导书
SMT全自动印刷机作业指导书SMT全自动印刷机作业指导书(ISO9001-2015)1.0目的为提供机器操作标准,促使操作人员能准确的规范的操作,进而提高工作效率,并能确保设备与操作者安全2.0范围SMT部IS-SE-IPM全自动印刷机3.0开机前检查:3.1确认气压值0.45Mpa±0.05Mpa.3.2检查设备是否完好接地;3.3检查机內有无异物。
3.3检查‘EMERGENCYSTOP’紧急开关是否弹起;3.4检查面板电源开关是否处于(OFF)状态;4.0开机:4.1以上检查项目OK后,将墙上电源开关拨到(ON)状态;4.2把机器上的总电源开关(MAINSWITCH)至ON;4.3待WINDOWSXP系统启动后机器应用程序至主画面;4.4点击初始化,待机器归零完毕。
5.0操作步骤5.1点击打开文件选择生产程序(确认是否与工艺程序名一致);5.2单击机器软件画面的‘自动运行’,确认PCB设置的宽度与实际的PCB宽度是否匹配,进出板方向是否正确,机器的印锡参数与清洗参数是否与工艺要求一致等;5.3依次点击设置机械/钢网设定中心为准钢网止动器下标记钢网,确认OKMARK 点的位置后按下‘CLAMP’键固定钢网;5.4按照刮刀方向安装刮刀,安装刮刀时要注意刮刀不能安装反并且安装到位.否则钢网和刮刀会损坏,区分前后刮刀,根据螺丝间距的不同装在不同位置上,不能相互交换。
5.6加入适量的锡膏点击主画面的自动运行,然后点击控制面板上的START开始印刷,在印第一块板前由跟线技术人员确认刮刀是否装好,钢网是否锁紧。
作业员在确认PCB型号和版本正确后,按工艺要求的方向将其放在机器进板轨道上,开始印刷。
5.7在印刷过程中,每隔半小时检查刮刀前的锡膏滚动直径是否小于15mm,每次添加的原则是:少量多次,同时铲回刮刀两边的锡膏,放置到刮刀滚动位置,以免两边的锡膏停置时间过长出现变质。
在添加锡膏时必须将机器退出自动印刷状态,锡膏加好后,必须保持机器安全门关闭,以免锡膏内助焊剂挥发过快,影响其印刷质量。
印刷机作业指导书
印刷机作业指导书一、引言印刷机作业指导书是为了提供印刷机操作人员正确操作印刷机的指导,确保印刷作业的质量和效率。
本指导书将详细介绍印刷机的操作步骤、注意事项和常见问题解决方法,旨在帮助操作人员顺利完成印刷任务。
二、操作步骤1. 准备工作在开始操作印刷机之前,操作人员需要进行以下准备工作:- 确保印刷机处于正常工作状态,各部件齐全并安装正确。
- 检查印刷材料是否符合要求,如纸张尺寸、颜色、质量等。
- 检查墨盒和油墨的剩余量,如不足需及时更换。
2. 打开电源将印刷机的电源开关置于“ON”位置,等待印刷机进行自检并启动。
3. 设置印刷参数根据印刷任务的要求,设置印刷机的参数,包括但不限于:- 印刷速度:根据印刷材料和要求的印刷质量,调整印刷机的速度。
- 印刷颜色:根据印刷设计要求,选择正确的墨盒和油墨颜色。
- 印刷位置:根据印刷图案和纸张尺寸,调整印刷机的位置。
4. 载入印刷材料将准备好的印刷材料放置在印刷机的进纸口,并根据需要调整进纸位置和对齐方式。
5. 开始印刷确认所有设置正确后,按下印刷机的启动按钮,印刷机将开始进行印刷作业。
6. 监控印刷过程在印刷过程中,操作人员需要密切关注印刷机的运行情况,包括但不限于:- 印刷速度:确保印刷速度稳定,并根据需要进行调整。
- 印刷质量:检查印刷效果是否符合要求,如有问题及时停机检修。
- 纸张供给:确保纸张供给顺畅,避免卡纸或漏纸等问题。
7. 完成印刷当印刷任务完成后,按下印刷机的停止按钮,将印刷机停机并等待其完全停止运行。
三、注意事项1. 安全操作- 操作人员应熟悉印刷机的安全操作规程,并佩戴相关的个人防护装备,如手套、护目镜等。
- 禁止将手指或其他物体伸入印刷机的运动部件,以避免意外伤害。
- 在清洁和维护印刷机时,务必先将电源断开,并等待印刷机完全停机。
2. 定期维护- 定期对印刷机进行维护保养,清理印刷机内部的灰尘、油墨残留物等。
- 检查印刷机的各个部件是否正常运转,如发现异常及时修理或更换。
SMT MPM125全自动印刷机操作作业指导书
始業點檢記錄
( □要
□不要 )
□ 指套 □ 手套
承認 用量
□ 静电环
1-7. 选择相应的生产程序,布置好顶针,装入钢网,添加锡膏进行生产
<2> 關机部分
2-1. 生產完成后,按"停止"鍵,机器停止運行.
2-2. 點擊"初始化"鍵,机器自動回原點.
2-3. 回原點完成后,关闭软件,系统自动进入关机状态
2-4. 將机器主電源開關打至"OFF"狀態.
物料位置
2.注意事項
1. 機器啟動后,進行软件自检時,請不要操作機器. 2. 機器回原點前,請確認機器的傳輸帶上無雜物 3. 當機器發生異常時,請壓下紅色的"EMERGEMCY STOP"開關,並立即通知工程技術人員. 4. 机器在运行过程中禁止将身体任何部位伸入机器内.
客戶 品名
工序名稱
流程序號 工序時間 需用輔料
圖示:
通用 通用
客戶編號 本廠編號
MPM 125 操作指導
無 無
需用儀器 需用工具
文件編號
NO: 變
更
紧急停止24伏电源Fra bibliotek关變更內容
作 業指
版本
A/1 變更人
頁次 確認
導書
1/1 承認
作成
確認
序號
物料編號
品名規格
1.作業內容
作業內容.注意事項
<1> 開机部分
1-1. 將机器背后電源主開關打至"ON"狀態
1-2. 压下24伏电源按钮,开启设备所有通电部件
1-3. 打开印刷机主机箱,启动印刷机系统
1-4. 等待系统启动后,直接按回车进入系统,软件自动打开
GKG作业指导书
SS 电子塑胶厂
SMT GKG 全自动印刷机作业指书
一、操作步骤:
1、启动机器
(1)旋转MAIN SWITCH至I此时WINDOWS系统启动
(2)使用鼠标双击“GKG快捷图标”出现“欢迎使用GKG全自动印刷机”“机器正在等待归零”对话框单击“开始归零”
(3)机器各轴归零完成单击“退出”出现菜单列表,单击“返回”
(4)上好刮刀,单击右上角“开始”图标出现对话框“是否添加锡膏”单击“是”添加适量锡膏,此时出现“取出运输轨道上的PCB”单击“确定”放进PCB开始印刷
2、关闭机器
(1)在机器运行模式界面单击“停止”出现“需要停止生产吗?”对话框单击“是”
(2)卸下刮刀并清洁干净
(3)单击列表菜单“退出”出现“请确认是否退出GLX5系统”单击“是”再次出现“退出GKG程式的同时将退出WINDOWS系统是否继续”单击“是”此时WINDOWS在关机. 等待黑屏后把MAIN SWITCH旋转至O
二、注意事项
(1)每三十分钟检查锡膏是否要添加并将刮刀范围外的锡膏刮入印刷范围内保持其新鲜度;
(2)生产当中锡膏存量小于刮刀高度的1/3时添加,锡膏新旧比例按1:1搅拌使用,锡膏总量不大于刮刀高度的2/3;
(3)长时间不用的锡膏要及时收集放置;
(4)每印刷5片PCB请清洁钢网底
(5)未经允许严禁更改机器资料
欢迎您的下载,
资料仅供参考!
致力为企业和个人提供合同协议,策划案计划书,学习资料等等
打造全网一站式需求。
印刷机作业指导书
印刷机作业指导书标题:印刷机作业指导书引言概述:印刷机作业是印刷行业中的重要环节,正确的操作和维护可以保证印刷质量和生产效率。
印刷机作业指导书是帮助操作人员正确使用印刷机的重要工具,本文将从操作前的准备、印刷机的基本操作、印刷质量控制、故障处理和日常维护等五个方面进行详细阐述。
一、操作前的准备1.1 确认印刷品种和规格:在操作印刷机之前,要确认印刷品种和规格,包括纸张尺寸、颜色要求等。
1.2 准备印刷版和油墨:根据印刷需求准备好印刷版和相应的油墨,确保印刷质量。
1.3 调整印刷机参数:根据印刷品种和规格,调整印刷机的参数,包括印刷速度、压力等。
二、印刷机的基本操作2.1 启动印刷机:按照操作手册的要求正确启动印刷机,确保设备正常运转。
2.2 调整印刷机位置:根据印刷品种和规格,调整印刷机的位置,确保印刷位置准确。
2.3 开始印刷作业:根据印刷需求开始印刷作业,注意监控印刷质量。
三、印刷质量控制3.1 定期检查印刷质量:在印刷过程中定期检查印刷质量,确保印刷效果符合要求。
3.2 调整印刷机参数:根据印刷质量情况,适时调整印刷机参数,保证印刷质量稳定。
3.3 处理印刷质量问题:如果发现印刷质量问题,及时处理并记录,以便后续改进。
四、故障处理4.1 定期维护印刷机:定期对印刷机进行维护,包括清洁、润滑等,减少故障发生的可能性。
4.2 处理常见故障:掌握常见故障处理方法,如印刷机卡纸、印刷位置偏移等,及时处理。
4.3 寻求专业帮助:如果遇到无法解决的故障,及时寻求厂家或专业人员的帮助,避免影响生产进度。
五、日常维护5.1 清洁印刷机:定期清洁印刷机各部件,保持设备清洁,延长设备寿命。
5.2 润滑印刷机:定期对印刷机各部件进行润滑维护,减少磨损,保证设备正常运转。
5.3 记录维护情况:建立维护记录,记录印刷机的维护情况,及时发现问题并解决。
结语:印刷机作业指导书是印刷行业中的重要工具,正确使用和遵循操作规范可以提高印刷质量和生产效率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SMT全自动印刷机作业指导书
(ISO9001-2015)
1.0目的
为提供机器操作标准,促使操作人员能准确的规范的操作,进而提高工作效率,并能确保设备与操作者安全
2.0范围
SMT部IS-SE-IPM全自动印刷机
3.0开机前检查:
3.1确认气压值0.45Mpa±0.05Mpa.
3.2检查设备是否完好接地;
3.3检查机內有无异物。
3.3检查‘EMERGENCYSTOP’紧急开关是否弹起;
3.4检查面板电源开关是否处于(OFF)状态;
4.0开机:
4.1以上检查项目OK后,将墙上电源开关拨到(ON)状态;
4.2把机器上的总电源开关(MAINSWITCH)至ON;
4.3待WINDOWSXP系统启动后机器应用程序至主画面;
4.4点击初始化,待机器归零完毕。
5.0操作步骤
5.1点击打开文件选择生产程序(确认是否与工艺程序名一致);
5.2单击机器软件画面的‘自动运行’,确认PCB设置的宽度与实际的PCB宽度
是否匹配,进出板方向是否正确,机器的印锡参数与清洗参数是否与工艺要求一致等;
5.3依次点击设置机械/钢网设定中心为准钢网止动器下标记钢网,确认OKMARK 点的位置后按下‘CLAMP’键固定钢网;
5.4按照刮刀方向安装刮刀,安装刮刀时要注意刮刀不能安装反并且安装到位.否则钢网和刮刀会损坏,区分前后刮刀,根据螺丝间距的不同装在不同位置上,不能相互交换。
5.6加入适量的锡膏点击主画面的自动运行,然后点击控制面板上的START开始印刷,在印第一块板前由跟线技术人员确认刮刀是否装好,钢网是否锁紧。
作业员在确认PCB型号和版本正确后,按工艺要求的方向将其放在机器进板轨道上,开始印刷。
5.7在印刷过程中,每隔半小时检查刮刀前的锡膏滚动直径是否小于15mm,每次添加的原则是:少量多次,同时铲回刮刀两边的锡膏,放置到刮刀滚动位置,以免两边的锡膏停置时间过长出现变质。
在添加锡膏时必须将机器退出自动印刷状态,锡膏加好后,必须保持机器安全门关闭,以免锡膏内助焊剂挥发过快,影响其印刷质量。
5.8当生产主界面出现清洗纸已用完的提示时则需要更换钢网纸.更换钢网纸时需参照机器上所标识的钢网纸卷绕方向,防止卷错而卡坏机器。
5.9自动印锡机必须使用专用的工业酒精(清洁剂),机器须根据工艺要求设置自动清洗钢网次数及手工清洗要求。
5.10正常生产过程中不得随便拆下钢网,否则需要重新调试机器及对位等,当需要拆下钢网时,必须先把刮刀上的锡膏铲掉避免锡膏掉入机器内。
5.11操作员放板时要注意PCB的进板方向,尤其是双面板,避免撞坏零件和顶坏钢网。
5.12在生产过程中,如果机器发出异常情况,要立即按紧急停止键,并叫技术员或工程师来处理。
5.13如果生产过程中出现停产1小时以上不用开机时,应将锡膏从钢网中铲出存放在锡膏瓶里(严禁与未使用的新锡膏混装),且保持锡膏瓶的盖子常闭,将钢网、刮刀清洗放好。
6.0关机步骤
6.1首先点击‘循环停止’键,确认机器中没有PCB后点击关闭键将机器停止运行,关闭软件;
6.2将钢网上的锡膏收集、保存;
6.3用钢网纸沾酒精清洗网板,开口用气枪吹净,仔细检查密间距引脚(如IC)的开孔,以防堵塞,将刮刀卸下清洗,刮刀应轻拿轻放,以防变形;
6.4将机器的内外部清洁干净;
6.5把机器上的总电源开关(MAINSWITCH)至‘O’。
7.0机器重点印刷参数设置:
7.1刮刀压力:30N/c㎡
7.2刮刀速度:25mm/s-30mm/s
7.3清洁速度:25mm/s-30mm/s
7.4清洁方式:湿擦+干擦各一次,自动清洗8-30PCS后需要手动清洁一次。
8.0项目参数设置备注
8.1.空气压力:0.45Mpa±0.05Mpa。