钻头规格表
钻头直径规格表
钻头规格是什么钻头是一种可以旋转并在头端具有切削能力的工具。
它通常由碳钢SK或高速钢skh2,skh3等材料经过铣削或轧制,淬火,回火和热处理后制成。
它用于在金属或其他材料上钻孔。
它可用于钻床,车床,铣床,电动手钻和其他工具。
这是钻头规格:钻头的钻头规格:钻头的钻头规格:钻头的钻头规格:钻头的规格:钻头的规格钻头的规格:钻头的规格钻头的规格对于钻头:规格:钻头的规格钻头:规格:钻头的规格:规格:钻头的规格:规格:钻头的规格:规格:钻头的规格用于位的比特:规范:规范:用于比特的比特规范:规范:规范:用于比特比特的规范:规范:规范:规范:比特规范:规范:规范:Φ1.0,Φ1.5,Φ2.5,Φ2.5,Φ2.5,Φ1.0,Φ3.3,Φ3.5,Φ3.5,Φ3.5,Φ3.5,Φ4.5,Φ9.0,Φ9.2,Φ9.5,Φ10.0,Φ10.2,Φ10.5,Φ11.0,Φ12.0 ,Φ12.5,Φ13.0,Φ13.5Φ14。
钻头直径规格:1.钻头有许多规格和标准。
例如,一些水管的钻孔相对较大,而电线的钻孔则小得多,因此钻头的直径也不同。
2.大约有1毫米,2毫米,3毫米,4毫米,5毫米,6毫米,7毫米,8毫米,9毫米,9.8毫米等。
每1毫米的距离累积有0.1毫米。
例如,从1mm到2mm的钻头的尺寸承载0.1mm,并且存在较大的钻头,其通常不用于石油钻探。
除了石油勘探。
演习的类型是什么根据结构分类,可以分为:整体钻头:顶部,主体和手柄由相同的材料制成。
端部焊接头:钻头的顶部由硬质合金焊接。
根据钻钉的分类,它们可以分为:直柄钻头:钻头直径小于13.0 mm,使用直柄。
锥柄钻头:钻头的手柄是锥形的,通常锥度是莫氏锥度。
按用途分类,可分为:中心钻:通常用于在钻削之前钻出中心点。
前端的圆锥面为60°75°和90°等,以便在车床操作过程中用尾架支撑,应使用60°中心钻与车床尾架的顶部中心匹配。
钻头直径规格表

钻头:在钻井过程中钻头是破碎岩石的主要工具,井眼是由钻头破碎岩石而形成的。
一个井眼形成得好坏,所用时间的长短,除与所钻地层岩石的特性和钻头本身的性能有关外,更与钻头和地层之间的相互匹配程度有关。
钻头的合理选型对提高钻进速度、降低钻井综合成本起着重要作用。
钻头是进行石油钻井工作的重要工具之一,钻头是否适应岩石性质及其质量的好坏,在选用钻井工艺方面起着非常重要的作用,特别是对钻井质量、钻探速度、钻井成本方面产生着巨大的影响,PDC 钻头是当今石油和天然气勘探开发行业广泛使用的一种破颜工具,它有效地提高了机械钻具,缩短了钻井周期。
钻头直径规格表:钻头是一种旋转而头端有切削能力的工具。
一般以碳钢SK,或高速钢SKH2,SKH3等材料经铣制或滚制再经淬火,回火热处理后磨制而成,用于金属或其它材料上之钻孔加工,它的使用范围极广,可运用于钻床、车床、铣床、手电钻等工具机上使用。
下面介绍一下钻头规格:麻花钻头规格:Φ1.0、Φ1.5、Φ2.0、Φ2.5、Φ3.0、Φ3.2、Φ3.3、Φ3.5、Φ3.8、Φ4.0、Φ4.2、Φ4.5、Φ4.8、Φ5.0、Φ5.2、Φ5.5、Φ5.8、Φ6.0Φ、6.2、Φ6.5、Φ6.8、Φ7.0、Φ7.2、Φ7.5、Φ7.8、Φ8.0、Φ8.2、Φ8.5、Φ8.8、Φ9.0、Φ9.2、Φ9.5、Φ10.0、Φ10.2、Φ10.5、Φ11.0、Φ12.0、Φ12.5、Φ13.0、Φ13.5、Φ14。
钻头直径规格:1、钻头是有很多规格标准的,像一些水管通过的钻孔相对来说要大些,而电线所需的钻孔要小得多,因此钻头直径也是有差别的。
2、钻头直径规格大致有1mm、2mm、3mm、4mm、5mm、6mm、7mm、8mm、9mm、9.8mm等,每相距1mm,其中都有0.1mm的累加的,比如直径从1mm到2mm的钻头规格按0.1mm 进位,.还有更大的,用于石油钻探的,一般用不到。
除非石油勘探。
钻头直径规格表
钻头直径规格表:钻头是一种旋转而头端有切削能力的工具。
一般以碳钢SK,或高速钢SKH2,SKH3等材料经铣制或滚制再经淬火,回火热处理后磨制而成,用于金属或其它材料上之钻孔加工,它的使用范围极广,可运用于钻床、车床、铣床、手电钻等工具机上使用。
下面介绍一下钻头规格:麻花钻头规格:Φ1.0、Φ1.5、Φ2.0、Φ2.5、Φ3.0、Φ3.2、Φ3.3、Φ3.5、Φ3.8、Φ4.0、Φ4.2、Φ4.5、Φ4.8、Φ5.0、Φ5.2、Φ5.5、Φ5.8、Φ6.0Φ、6.2、Φ6.5、Φ6.8、Φ7.0、Φ7.2、Φ7.5、Φ7.8、Φ8.0、Φ8.2、Φ8.5、Φ8.8、Φ9.0、Φ9.2、Φ9.5、Φ10.0、Φ10.2、Φ10.5、Φ11.0、Φ12.0、Φ12.5、Φ13.0、Φ13.5、Φ14。
钻头直径规格:1、钻头是有很多规格标准的,像一些水管通过的钻孔相对来说要大些,而电线所需的钻孔要小得多,因此钻头直径也是有差别的。
2、钻头直径规格大致有1mm、2mm、3mm、4mm、5mm、6mm、7mm、8mm、9mm、9.8mm等,每相距1mm,其中都有0.1mm的累加的,比如直径从1mm到2mm的钻头规格按0.1mm 进位,.还有更大的,用于石油钻探的,一般用不到。
除非石油勘探。
依构造分类可分为:整体式钻头:钻顶、钻身、钻柄由同一材料整体制造而成。
端焊式钻头:钻顶部位由碳化物焊接而成。
依钻枘分类可分为:直柄钻头:钻头直径于Φ13.0mm以下,皆采用直柄。
锥柄钻头:钻头柄为锥度状,一般其锥度均采用莫氏锥度。
依用途分类可分为:中心钻头:一般用于钻孔前打中心点用,前端锥面有60°,75°,90°等,车床作业时为了用尾座支,持应该用60°中心钻与车床尾座顶心60°相配合。
麻花钻头:为工业制造上使用最广泛的一种钻头,我们一般使用的就是麻花钻头。
超硬钻头:钻身之前端或全部以超硬合金刀具材料制成,使用于加工材料之钻孔加工。
麻花钻头型号及尺寸规格表
麻花钻头型号及尺寸规格表
一、产品概述
麻花钻头是一种常用的钻孔工具,其特点是可以在较短的时间内完成
大直径孔洞的钻孔作业。
本文将详细介绍麻花钻头的型号及尺寸规格表。
二、麻花钻头型号及尺寸规格表
1. 钻头直径
麻花钻头的钻头直径一般在5mm-60mm之间,可根据客户需求定制。
2. 钻头长度
麻花钻头的长度一般在100mm-2000mm之间,可根据客户需求定制。
3. 针尖角度
麻花钻头的针尖角度一般为118度,也有部分产品为135度。
4. 针尖形状
麻花钻头的针尖形状有两种,分别为平口和锥口。
其中平口适用于硬
质材料,锥口适用于软质材料。
5. 刃长比
刃长比是指刃长与总长度之比。
麻花钻头的刃长比一般为1:3-1:5之间。
6. 切削角度
切削角度是指刀片与轴线间夹角的大小。
麻花钻头的切削角度一般为
30度-40度之间。
7. 钻头材质
麻花钻头的材质一般为高速钢、硬质合金等。
8. 钻头长度系列
麻花钻头的长度系列有短、标准、长三种,分别适用于不同的工作场合。
9. 钻头锥度
麻花钻头的锥度一般为1:10,也有部分产品为1:5或1:20。
10. 钻孔深度
麻花钻头的钻孔深度一般为2倍直径至5倍直径之间,也可根据客户
需求定制。
三、总结
本文详细介绍了麻花钻头型号及尺寸规格表,包括钻头直径、长度、
针尖角度、针尖形状、刃长比、切削角度、材质、长度系列、锥度和钻孔深度等方面。
希望能对大家选购麻花钻头提供帮助。
钻孔参数表

3.3 4.2
5 6.7
8.5
10.2
14 17.5 20.8 26.2 31.7 37.2 42.6
12
15
17
20
25
M10× 1.25
25
M12× 1.25
30 M16×1.5
40 M20×1.5 M24×1.5
M30×1.5
1/4″ 2/8″ 1/2″ 3/4″
8.7
10.7
14.5 18.5 22.5 28.5
Ф10顶杆 孔
Ф42
9.8
Ф52
10.5
M12螺纹 底孔
Ф62
11
Ф12顶杆
11.8 孔/浇口
套孔
12
13
15
M16螺纹 底孔
Ф16顶杆
ቤተ መጻሕፍቲ ባይዱ
15.8 孔/浇口
套孔
15.875
M20螺纹
底孔
Ф19.7 浇口套孔
常用普通螺纹钻底孔用钻头直径尺寸及孔深度
常用普通螺纹钻孔参数表
普通螺纹 底孔直径 底孔深度 细螺纹
规格 Ф1 Ф1.5 Ф2 Ф2.5 Ф3 Ф3.3 Ф3.8 Ф4 Ф4.2
Ф4.8 Ф5 Ф5.5
Ф5.8 Ф6 Ф6.7 Ф6.8 Ф7 Ф7.8
可钻深度 柄部规格 备注
NC车间常用普通钻头规格表
规格 可钻深度 柄部规格 备注 规格
点浇口 Ф8
7
Ф21
点浇口 Ф8.5
点浇口/ 顶杆孔 M3螺纹 底孔 Ф3顶杆 孔 M4螺纹 底孔 Ф4顶杆 孔
Ф8.8 Ф9 Ф9.8 Ф10 Ф10.2 Ф11
M5螺纹 底孔
Ф11.8
Ф5顶杆 孔 M6螺纹 底孔
钻头与丝攻标准对照表
钻头与丝攻标准对照表
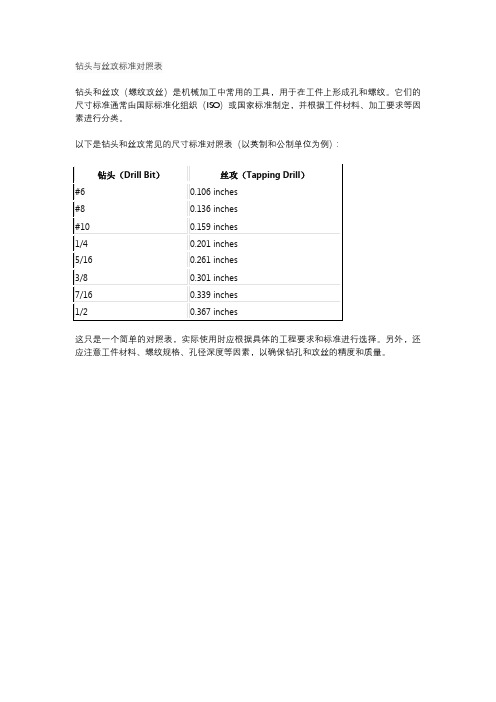
钻头和丝攻(螺纹攻丝)是机械加工中常用的工具,用于在工件上形成孔和螺纹。
它们的尺寸标准通常由国际标准化组织(ISO)或国家标准制定,并根据工件材料、加工要求等因素进行分类。
以下是钻头和丝攻常见的尺寸标准对照表(以英制和公制单位为例):
这只是一个简单的对照表,实际使用时应根据具体的工程要求和标准进行选择。
另外,还应注意工件材料、螺纹规格、孔径深度等因素,以确保钻孔和攻丝的精度和质量。
直柄沉头钻头规格表-附根据螺纹尺寸推荐的钻头直径

附:美制螺纹参数对照表美制外螺纹(2A)常用规格极限尺寸表(粗牙)公称尺寸和每英寸牙数螺纹系列代号大径极限中径极限小径max螺胚直径最小最大最小最大最小最大8-32UNC 0.1571 0.1631 0.1399 0.1428 0.12483.58 3.61(0.164-32) 3.9903 4.1427 3.5535 3.6271 3.169910-24 0.1818 0.1890 0.1586 0.1619 0.13794.07 4.10 (0.190-24) 4.6177 4.8006 4.0284 4.1123 3.502712-24 0.2078 0.2150 0.1845 0.1879 0.16394.72 4.75 (0.216-24)5.2781 5.4610 4.6863 4.7727 4.16311/4-20 0.2408 0.2489 0.2127 0.2164 0.18765.45 5.48 (0.250-20)6.1163 6.3221 5.4026 5.4966 4.76505/16-18 0.3026 0.3113 0.2712 0.2752 0.24316.94 6.98 (0.3175-18)7.6860 7.9070 6.8885 6.9901 6.17473/8-16 0.3643 0.3737 0.3287 0.3331 0.29708.40 8.44 (0.375-16) 9.2532 9.4920 8.3490 8.4607 7.54387/16-14 0.4258 0.4361 0.3850 0.3897 0.34859.83 9.87 (0.4375-14) 10.8153 11.0769 9.7790 9.8984 8.85191/2-13 0.4876 0.4985 0.4435 0.4485 0.404111.34 11.38 (0.50-13) 12.3850 12.6619 11.2649 11.3919 10.26419/16-12 0.5495 0.5609 0.5016 0.5068 0.458712.80 12.84 (0.5625-12) 13.9573 14.2469 12.7406 12.8727 11.65105/8-11 0.6113 0.6234 0.5589 0.5644 0.511914.27 14.32 (0.625-11) 15.5270 15.8344 14.1961 14.3358 13.00233/4-10 0.7353 0.7482 0.6773 0.6832 0.625517.28 17.33 (0.750-10) 18.6766 19.0043 17.2034 17.3533 15.88777/8-9 0.8592 0.8731 0.7946 0.8009 0.736820.27 20.32 (0.875-9) 21.8237 22.1767 20.1828 20.3429 18.71471"-8 0.9830 0.9980 0.9100 0.9168 0.844623.22 23.27 (1.000-8) 24.9682 25.3492 23.1140 23.2867 21.4528美制外螺纹(2A)常用规格极限尺寸表(细牙)公称尺寸和每英寸牙数螺纹系列代号大径极限中径极限小径max螺胚直径最小最大最小最大最小最大8-36UNF 0.1577 0.1632 0.1424 0.1452 0.12913.65 3.67(0.164-36) 4.0056 4.1453 3.6170 3.6881 3.279110-32 0.1831 0.1891 0.1658 0.1688 0.15084.24 4.27 (0.190-32) 4.6507 4.8031 4.2113 4.2875 3.830312-28 0.2085 0.2150 0.1886 0.1918 0.17124.82 4.85 (0.216-28)5.2959 5.4610 4.7904 4.8717 4.34851/4-28 0.2425 0.2490 0.2225 0.2258 0.20525.69 5.71 (0.250-28)6.1595 6.3246 5.6515 5.7353 5.21215/16-24 0.3042 0.3114 0.2806 0.2843 0.26037.17 7.20 (0.3175-24) 7.7267 7.9096 7.1272 7.2212 6.61163/8-24 0.3667 0.3739 0.3430 0.3468 0.32288.75 8.78 (0.375-24) 9.3142 9.4971 8.7122 8.8087 8.19917/16-20 0.4281 0.4362 0.3995 0.4037 0.374910.19 10.23 (0.4375-20) 10.8737 11.0795 10.1473 10.2540 9.52251/2-20 0.4906 0.4987 0.4619 0.4662 0.437411.78 11.82(0.50-20) 12.4612 12.6670 11.7323 11.8415 11.11009/16-18 0.5524 0.5611 0.5205 0.5250 0.492913.27 13.31 (0.5625-18) 14.0310 14.2519 13.2207 13.3350 12.51975/8-18 0.6149 0.6236 0.5828 0.5875 0.555414.85 14.89 (0.625-18) 15.6185 15.8394 14.8031 14.9225 14.10723/4-16 0.7391 0.7485 0.7029 0.7079 0.671817.91 17.95 (0.750-16) 18.7731 19.0119 17.8537 17.9807 17.06377/8-14 0.8631 0.8734 0.8216 0.8270 0.785820.93 20.97 (0.875-14) 21.9227 22.1844 20.8686 21.0058 19.95931"-12 0.9868 0.9982 0.9382 0.9441 0.896023.90 23.95 (1.000-12) 25.0647 25.3543 23.8303 23.9801 22.75841.螺胚直径指滚丝前的尺寸,数值为依经验公式计算而得,在实践中需验证。
中心钻头型号规格及如何选择
中心钻头型号规格选择内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.1. 钻头是一种旋转而头端有切削能力的工具,一般以碳钢SK,或高速钢SKH2, SKH3等材料经铣制或滚制再经淬火,回火热处理后磨制而成,用于金属或其它材料上之钻孔加工,它的使用范围极广,可运用于钻床、车床、铣床,手电钻等工具机上使用。
2. 钻头种类A.依构造分类(1).整体式钻头:钻顶、钻身、钻柄由同一材料整体制造而成.(2).端焊式钻头,钻顶部位由碳化物焊接而成.B.依钻枘分类(1).直柄钻头:钻头直径于ψ13.0mm以下,皆采用直柄.(2).锥柄钻头:钻头柄为锥度状,一般其锥度均采用莫氏锥度.C.依用途分类(1).中心钻头:一般用于钻孔前打中心点用,前端锥面有60°, 75°, 90°等,车床作业时为了用尾座支,持应该用60°中心钻与车床尾座顶心60°相配合.(2).麻花钻头: 为工业制造上使用最广泛的一种钻头,我们一般使用的就是麻花钻头.(3).超硬钻头: 钻身之前端或全部以超硬合金刀具材料制成,使用于加工材料之钻孔加工.(4).油孔钻头: 钻身有两道小孔,切削剂经此小孔到达切刃部份,以带走热量及切屑,使用此钻头一般工作物旋转,而钻头静止(5).深孔钻头:最早用于枪管及石包管之钻孔加工,又称为枪管钻头。
深孔钻头为一直槽型,在一圆管中切除四分之一强的部份以产生刃口排屑(6). 钻头铰刀: 为了大量生产之需要,其前端为钻头,后端为铰刀,钻头直径与铰刀直径只差铰孔之裕留量,也有钻头于螺攻丝混合使用,故又称为混合钻头.(7). 锥度钻头: 当加工模具进料口时,可使用锥度钻头.(8). 圆柱孔钻头: 我们称其为沉头铣刀,此种钻头前端有一直径较小之部分称为道杆.(9).圆锥孔钻头: 为钻削圆锥孔之用,其前端角度有90°,60°等各种,我们使用的倒角刀就是圆锥孔钻头的一种.(10).三角钻头: 一种电钻所使用之钻头,其钻柄制成三角形之面,使夹头可确实固定钻头.钻头的保养与维护及钻孔注意事项1. 钻头使用后,应立即检查有无破损,钝化等不良情形若有应立即加以研磨、修整;2. 存放时,钻头应对号入座,则以后取用时,方便省时,节省了再寻找钻头之时间3. 钻通孔时,当钻头即将钻穿之瞬间,扭力最大,故此时需较轻压力慢进刀,以避免钻头因受力过大而扭断;4. 钻孔前必须先打中心点其目的为容纳静,点避免钻头静点触底,可导引钻头在正确的钻孔位置上;5. 钻孔时,应充分使用切削齐且注意排屑;6. 钻交交叉孔时,应先行钻大直径孔,再钻小孔径;7. 钻头钻削时,破碎或突然停止的现象,可能是进刀太快,磨利或钻孔时急冷急热之原故;8. 钻削使钻头中心裂开,可能是钻唇间隙角太小,进刀太快钻头钝化,压力太大,缺乏冷却齐,钻头或工件夹置不良所致;9. 钻削时钻头折断,可能是钻唇间隙角太小或钻削速度太高,进刀大或钻头已钝化又继续加压切削等所致;10. 钻削时切边破裂,可能是工件材料中有硬点砂眼或进刀太快,钻削速度选择不当,钻削时无加切削剂所致;11. 钻唇及切边破裂,可能是进刀太快或钻唇间隙角太小等原因 ;12. 钻削所钻出之孔径太大,可能是两切边不,等长或两钻顶半角不相等静点偏离,主轴同心度差等原因所致;13. 钻削时仅排出一条切屑,可能是两切边不等长或钻顶半角不相等的原因;14. 钻削时发出吱吱叫之声音,可能是孔不直或钻头钝化等所致;15. 钻削时切屑性质产生异常变化可能是切边已钝化解或破碎等所致。