最新6西格玛概述
六西格玛管理概论

六西格玛管理概论
六西格玛管理是一种综合的管理理论,于1985年由威廉·克罗
姆·西格玛 (W. Edwards Deming) 提出,该理论旨在帮助企业通过改进
程序来提高生产效率、减少成本,获得更大的利润。
六西格玛管理可以看
做是一组质量管理的六个关键方面,它们源自顾客对产品和服务质量的要求。
第一个是质量计划,即确定产品需求并制定相应的质量标准和质量控
制程序。
第二个是供应商管理,让供应商工作有效和高效地,提供优质、
有效的零部件和服务。
第三个是测量控制,包括产品检测、检验、测试,
及时发现产品质量问题。
第四个是过程控制,追踪并记录工艺过程以及基
于实验设计和范围控制的过程变量,以及对关键过程变量的改进,以达到
客户的期望。
第五个是员工培训,确保员工拥有良好的技能和必要的知识,以加强产品和服务质量。
第六个是管理体系,确保质量管理系统的完整性、实施性和有效性。
什么是六西格玛管理
六西格玛的含义六西格玛管理,作为一套以实现产品零缺陷为目标的科学管理体系,正逐渐成为企业管理的重要工具。
那么,究竟什么是六西格玛管理呢?关于6σ“σ”是一个希腊字母,中文读作“西格玛”,英文读作”sigma”。
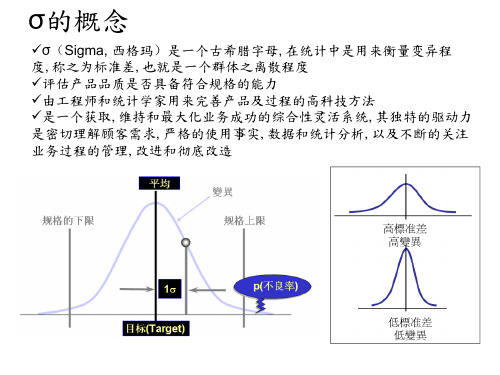
在统计学中,常常用它来指代标准差。
通俗来说,就是表示数据的波动程度。
因此,“6σ”就是表示6个标准差。
那么6个标准差代表什么呢?这里要引入一个“正态分布”的概念,英文为”Norm distribution”, 也叫“标准分布”。
从这个叫法可以看出,它是自然界中最为常见的一种分布形式。
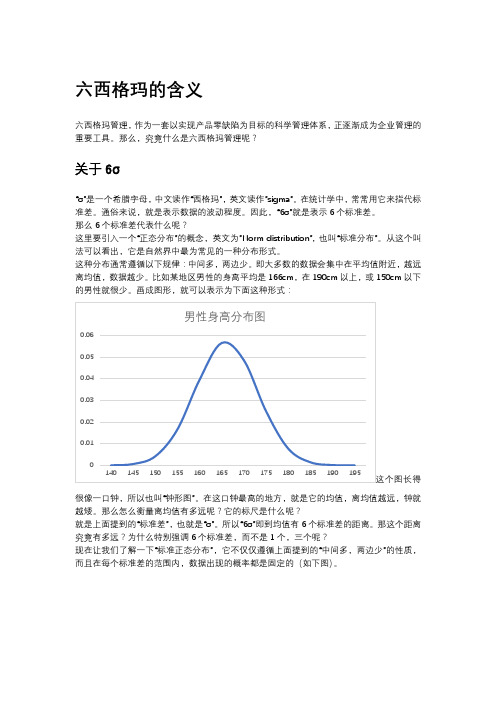
这种分布通常遵循以下规律:中间多,两边少。
即大多数的数据会集中在平均值附近,越远离均值,数据越少。
比如某地区男性的身高平均是166cm,在190cm以上,或150cm以下的男性就很少。
画成图形,就可以表示为下面这种形式:很像一口钟,所以也叫“钟形图”。
在这口钟最高的地方,就是它的均值,离均值越远,钟就越矮。
那么怎么衡量离均值有多远呢?它的标尺是什么呢?就是上面提到的“标准差”,也就是“σ”。
所以“6σ”即到均值有6个标准差的距离。
那这个距离究竟有多远?为什么特别强调6个标准差,而不是1个,三个呢?现在让我们了解一下“标准正态分布”,它不仅仅遵循上面提到的“中间多,两边少”的性质,而且在每个标准差的范围内,数据出现的概率都是固定的(如下图)。
这个图上只画出了+/-3σ距离内的概率,+/-6σ范围内的概率是99.9997%。
我们知道99.999%的黄金基本就是其纯度的极限了,那么在制造领域中,+/-6σ就意味着,99.9997%的产品是合格的。
它的百万机会缺陷率是3.4。
也就是说,在一百万次可能出现缺陷的机会中,只有3.4次会出问题。
可以说,它在统计意义上,量化了“零缺陷”的概念。
正态分布作为自然界中最常见的分布形式,为理解和应用六西格玛管理提供了重要的理论基础。
六西格玛管理与6σ现在,我们知道”6σ”就是代表零缺陷,那么六西格玛管理便是使产品实现零缺陷的一整套系统。
六西格玛概述

摘自: The GE Way Field Book
2 0
80年代 90年初 95 96 97 98
What’s 6s ?
q 一个统计学的概念 a statistical term q 一项提高质量的行动 an action to improve quality q 一种提高企业竞争力的战略 a strategy to enhance competition q 一种企业文化 a culture
六西格玛的一般性定义
(Dr. Harry, 六西格玛 创始人)
经营战略
通过Process的质的提高, 追求顾客满足
统计性尺度
为了解我们的位置与认识方向的统计性尺度
六西格玛
-6σ -3σ 1/2 spec
+3σ +6σ
经营哲学
革新的思考方式, 工作方式的变化
六西格玛的统计意义
σ是标准偏差 目标 规格界限 不良可能性
六西格玛不是单纯的改善品质, 而是使企业的利润极大化… Mikel Harry, PH.D
为了企业的持续性创出竞争优势应该怎么办?
¨ 在急变的经营环境的变化中企业为持续的创出竞争优势,需要运用并确保作为效率性实行 作用的工作程序的优秀性,为此需推进经营革新.
经营环境的变化
根据技术革新的 出现
产品领先
¨ 在所有业务 Process中减少散布 散布是我们应该消灭的敌人!
- Mikel J. Harry -
σ
¡ 西格玛 ¡ 古代希腊罗马字母 ¡ 以统计性意义的标准偏差 ¡ 测定散布大小的尺度
The Nature of Six Sigma Quality Mikel J. Harry
经营角度的六西格玛
6西格玛讲解
计算量测误差在公差中所占之比例,量测系统相对于规格之表现
一般而言,P/T比值在10%以下较为适当。若P/T比值大于30%,则需对 量测系统做一诊断,找出问题并加以改善
2023年8月5日星期六
© 2014 All Rights Reserved
32
区别分类数(NDC)
NDC =
1.41×σpart-to-part σMS
17
抽样
通常数据的收集都是采用抽样方式进行,不太可能收集全母体的量测 数据
抽样的理由: -收集所有数据往往不切实际或开支太大 -有时收集数据是一个破坏性的过程 -可靠的结论常常可以用相对较少量的数据得出
2023年8月5日星期六
© 2014 All Rights Reserved
18
抽样类型
抽样分过程抽样和母体抽样 --过程抽样:有助于理解过程的情形
发生的情况
一个过程中所有反复发生的活动都会有变动,输入,过程,和输 出的量测结果也是变动的,这种变动成为变异
变异除了来自于制程产品外,还有可能由量测系统所造成,必须 先进行量测系统的分析才能确保数据为有效
2023年8月5日星期六
© 2014 All Rights Reserved
21
MSA 量测系统分析
© 2014 All Rights Reserved
25
偏差
真值(True value) 指理论上正确的数值,一般很难取得。 通常以参考值(Reference value)取代
偏差 指量测值之平均值和参考值之间的差距量,偏差大代表准确性不好
参考值
仪器(1)
仪器(2)
平均值
平均值
仪器(1)的准确性比仪器(2) 好
6σ管理简介
6西格玛(6σ)管理简介下面简单介绍一下当今世界级企业追求卓越的一种先进的质量管理方法——6西格玛(6σ)管理。
6西格玛管理——是在提高顾客满意程度的同时降低经营成本和周期的过程革新方法,它是通过核心业务能力的提高而提升企业赢利能力的管理方式,也是在新的经济环境下企业获得竞争力和持续发展能力的经营策略。
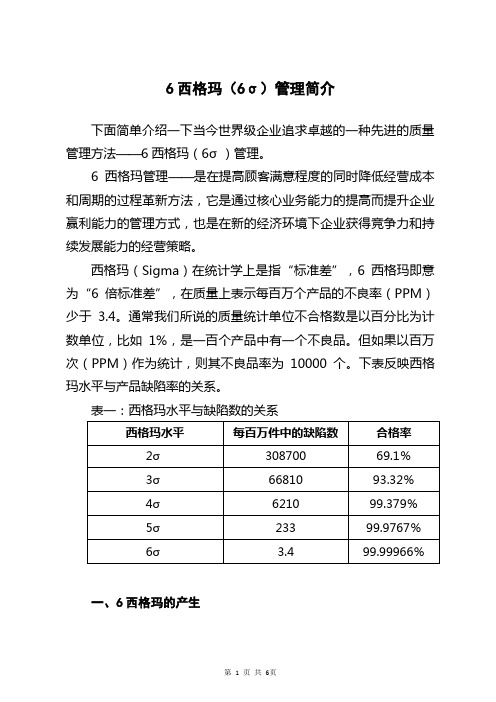
西格玛(Sigma)在统计学上是指“标准差”,6西格玛即意为“6倍标准差”,在质量上表示每百万个产品的不良率(PPM)少于3.4。
通常我们所说的质量统计单位不合格数是以百分比为计数单位,比如1%,是一百个产品中有一个不良品。
但如果以百万次(PPM)作为统计,则其不良品率为10000个。
下表反映西格玛水平与产品缺陷率的关系。
一、6西格玛的产生在20世纪70年代末,正在鼎盛时期的摩托罗拉公司,他们发现日本同类产品的质量优于摩托罗拉。
比如:1985年摩托罗拉通讯部门的质量水平为4西格玛水平,而日本已达到5西格玛水平。
为此,为了弥补与日本的质量差距,摩托罗拉首先提出6西格玛质量(Six Sigma Quality)他们首先于1986年在通讯部门启动6西格玛管理,提出了如下目标:①到1989年改善产品和服务质量10倍;②到1991年至少改进100倍;③到1992年达到6西格玛水平。
经过10年的实施,他们达到了6西格玛水平。
并于1988年获得美国首家波多尔奇国家质量管理奖。
如下表是他们实施后取得的业绩。
表二:摩托罗拉公司通过6西格玛管理所获得的收益而世界500强头号企业——美国通用电气公司(GE)也从1996年开始导入6西格玛管理,到2000年虽未达到6西格玛水平,但也取得辉煌的业绩。
如下表目前国际500强大企业中据不完全统计已超过60%实施6西格玛管理,这证明6西格玛管理已为企业带来巨大的收益。
二、6西格玛管理带来的效益由于6西格玛管理是一种灵活的综合性系统方法,通过使用6西格玛方法,对顾客需求的理解,对事实、数据的规范使用,统计分析,以及对管理的不断改进,再发明业务流程,不断创新,因此使企业组织得到改进,并获取收益,其表现在:▲减少成本;▲提高生产力;▲缺陷率降低;▲增加市场份额;▲顾客满意度提高;▲减少周期循环时间;▲减少错误;▲改变企业文化;▲改进产品/服务。
六西格玛概述

我们希望能够成为客户的最佳供应商
9
六西格玛改进的意义
➢ 消除潜在的隐形成本,提升获利能力。
10
六西格玛方法论
➢ 六西格玛方法论是可以应用于从生产加工到商贸服务的各个流程。
11
六西格玛方法论
➢ 六西格玛方法论是一种自上而下,有企业最高管理者领导并驱动的革新方法
最高管理者
- 六西格玛活动推进的主体 - 对六西格玛活动作出承诺并承担责任
✓ 如何评价改进的效果?--- 确定需要改进的衡量指标来改进整个流程。
✓ 我需要哪些人的协助?--- 根据项目范围,选择适当的项目成员。
✓ 完成这个项目需要多长时间?--- 设定项目的起始时间点。
17
DMAIC流程介绍
➢ 测量阶段的主要内容:
D-定义
M-测量
✓ 我们如何获得过程数据?--- 制定针对过程数据的收集计划。
定义
测量
Y
过程能力
OK ?
N
分析
重新设计
修改和设计方案
Y
?
N
改进
N
过程能力
OK?
Y
控制
Define 定义
Measure 测量
Analyze 分析
Improve 改进
Control 控制
The focus of 6s
Y= f (X)
突破性的改善结果,必须以事实和数 据为依据,基于严格的,结构严谨的 方法论为导向。
16
DMAIC流程介绍
➢ 定义阶段的主要内容:
D-定义
M-测量
✓ 定义谁是客户?他们对产品或服务有什么要求和期望?他们质量的关键点(CTQ)是什么? A-分析 I-改进
✓ 初步的描述问题:什么时间?什么地点?发生了什么?发生的程度如何(与期望的差距)? C-控制
六西格玛管理方法简介

六西格玛简介1、六西格玛的由来六西格玛(6σ)概念于1986年由摩托罗拉公司的比尔·史密斯提出,此概念属于品质管理范畴,西格玛(∑,σ)指统计学中的标准差。
旨在生产过程中降低产品及流程的缺陷次数,防止产品变异,提升品质。
20世纪90年代发展起来的6σ(西格玛)管理是在总结了全面质量管理的成功经验,提炼了其中流程管理技巧的精华和最行之有效的方法,成为一种提高企业业绩与竞争力的管理模式。
该管理法在摩托罗拉、通用、戴尔、惠普、西门子、索尼、东芝行众多跨国企业的实践证明是卓有成效的。
它是一个衡量业务流程能力的标准,它是一套业务流程不断优化的方法,它是一种卓越的管理哲学.2、六西格玛质量管理方法6σ管理法是一种统计评估法,核心是追求零缺陷生产,防范产品责任风险,降低成本,提高生产率和市场占有率,提高顾客满意度和忠诚度。
6σ管理既着眼于产品、服务质量,又关注过程的改进。
“σ”是希腊文的一个字母,在统计学上用来表示标准偏差值,用以描述总体中的个体离均值的偏离程度,测量出的σ表征着诸如单位缺陷、百万缺陷或错误的概率牲,σ值越大,缺陷或错误就越少。
6σ是一个目标,这个质量水平意味的是所有的过程和结果中,99.99966% 是无缺陷的,也就是说,做100万件事情,其中只有3.4件是有缺陷的,这几乎趋近到人类能够达到的最为完美的境界。
6σ管理关注过程,特别是企业为市场和顾客提供价值的核心过程。
因为过程能力用σ来度量后,σ越大,过程的波动越小,过程以最低的成本损失、最短的时间周期、满足顾客要求的能力就越强。
6σ理论认为,大多数企业在3σ~4σ间运转,也就是说每百万次操作失误在6210~66800之间,这些缺陷要求经营者以销售额在15%~30%的资金进行事后的弥补或修正,而如果做到6σ,事后弥补的资金将降低到约为销售额的5%。
为了达到6σ,首先要制定标准,在管理中随时跟踪考核操作与标准的偏差,不断改进,最终达到6σ。
六西格玛管理法简介

六西格玛管理法简介1. 什么是六西格玛管理法?六西格玛管理法(Six Sigma)是一种可以帮助组织提高业务流程的管理方法。
六西格玛的目标是通过减少过程的变异性,从而达到一个高水平的质量控制。
2. 六西格玛的原理六西格玛的方法基于统计分析,通过量化数据,找到过程中存在的问题并加以改进。
它要求组织将业务流程从开始到最终的输出进行测量,然后分析并改进流程以实现高质量的结果。
3. 六西格玛的目标六西格玛的目标是将每个业务流程的错误率控制在每百万个机会中不超过6个。
这个目标也被称为“3.4缺陷率”,意味着在每个百万个机会中,只能有不超过3.4个缺陷。
4. 六西格玛的步骤4.1 问题定义(Define)在六西格玛的方法中,首先需要明确问题并定义清晰的目标。
这个步骤确保整个团队在改进过程中拥有共同的目标。
4.2 测量(Measure)在测量阶段,需要收集和分析与问题相关的数据。
这些数据可以帮助团队了解当前流程的性能,并帮助确定改进的方向。
4.3 分析(Analyze)在分析阶段,团队将运用统计工具和技术来识别问题的根本原因。
通过分析数据,团队可以确定哪些因素对业务流程的表现产生了最大的影响。
4.4 改进(Improve)在改进阶段,团队将根据分析结果提出一系列的解决方案,并进行实施。
这些改进措施旨在减少错误率、提高效率等。
4.5 控制(Control)在控制阶段,团队将制定控制计划,在改进过程中持续监测关键指标,以确保改进措施的有效性得以长期维持。
5. 六西格玛的工具和技术在实施六西格玛的过程中,有许多工具和技术可以帮助团队分析数据、找出问题的根本原因,并提出解决方案。
一些常用的工具和技术包括:•流程图:用于可视化和理解业务流程及其各个环节之间的关系。
•甘特图:用于规划和管理项目进度,帮助团队在合理的时间内完成改进工作。
•统计分析工具:例如直方图、散点图和回归分析,用于分析数据并找到相关性。
•FMEA(失效模式与影响分析):用于识别并评估潜在的失效模式及其对过程产生的影响,以便制定预防措施。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
DPMO的练习
练习1:
练习2:
职能: 研究
职能:顾客服务
产品: 项目管理报告
产品:热线回答
缺陷: 条目不准确
缺陷:未提供完整的信息
缺陷数:4
缺陷数:134
单位: 每个条目
单位:每次电话
单位数:50
单位数:2,000
出错机会数:7
出错机会数:1
DPU=
DPU=
DPMO=
DPMO=
百万机会缺陷数的举例
产品/服务#1的客户 产品/服务#2的客户
改善后的工作流程图
第五步的改进措施 分为两类:一类 是为了降低产生 差错概率,另一 类是为了尽量缩 短运转周期。
降低产生误差概率的方 法
DPMO举例
我校对过的雇员电话号码本中一共有40,000个条目。假设共计 有3,640个缺陷是排字员造成的,而编辑也出了3,640个缺陷。
缺陷总数/单位总数=3,640/40,000=.91dpu
• 排字工须一个字母一个字母地操作,所以在按键敲打上有 44个出错机会。 (DPU1,000,000)/每个单位出错机会 =(0.0911,000,.000)/44 =2,068dpmo
走向六西格玛的六个步 骤
第一步
第二步
第三步
第四步
第五步
第六步
第一步
• 明确您提供的产品或提供的服务。(换句话说——您 是做什么的?)
在第一步时产生的信息
集团/组织 (处理系统)
产品/服务#1 产品/服务#2
第二步
• 明确享用您的产品或服务的顾客是谁,以及他们最关 注的事情。(换句话说您的工作为谁而做?)
68.26% 的个体 95.44% 的个体 99.73%的个体 99.9937%的个体 99.999943%的个体 99.9999998%的个体
六西格玛意味着在一百万个出错机会中 不多于3.4个缺陷
更好地体会差别有多么巨大
为什么99%还不够好?
缺陷种类 医生开错药方 新生儿被医护人员不慎跌落 电视不通或电视停播 做错的外科手术
6西格玛概述
为什么要测量质量?
• 了解当前业绩水平——起点 • 确定改进方法和目标
没有测量就没有管理, 没有管理就没有提高
测量DPU的好处
• A. 分析目前的表现 • B. 预测产品和或服务的质量 • C. 对产品、服务、流程定出水准 • D. 计划并设计出工作流程
百万机会缺陷数(DPMO)
20,000张 每25年只有一张
每年15,000
每100年3个
每周10分钟
每100年6秒钟
每周近500例
每20年仅1例
每小时2,000件
每年35件
在制造中应用六西格玛方法的效果 是什么?
• 自1987年以来由于质量优良,MOTOROLA公 司已达到5.6个西格玛水平(20失误/百万),其 节省下来的费用已达110亿美元。
产品/服务#1 集团/组织 (处理系统) 产品/服务#2
产品/服务#1 的客户 产品/服务#2 的客户
产品/服务#1的 客户之客户
产品/服务#1的 客户之客户
产品/服务#2的 客户之客户
产品/服务#2的 客户之客户
第三步
为了提供令顾客满意的产品或服务,请明确您的需求是 什么?(换句话说,您完成工作时需要的是什么?)
过程控制流程图中所使用的标 准符号
流程中的步骤或任务 检验点或决定点 暂存或转储点
排队或等候点 由确定的任务和分任务构成的
预定好的过程或分过程
任何两线不能交叉
第五步
保证过程无差错并杜绝无用功 在第五步时产生的信息:
供应商A提供输 入的作用
供应商B提供输 入的作用
产品/服务#1 集团/组织 (处理系统) 产品/服务#2
产品/服务#1的客户 产品/服务#2的客户
改善后的工作流程图
第四步(续)
制订工作的过程:
1. 明确该过程的各个具体步骤 2. 明确各个步骤执行时的先后次序,以及每个步骤的输
入及输出 3. 明确每一步骤内完成的程序 4. 过程中的全部排队等候时间及暂存点 5. 列明一切工作进行检查的地点 6. 表明出错或工作不圆满的原因 7. 使用标准符合 8. 对全过程进行一次实地踏勘以证实该流程图的正确性
• 编辑要考虑每个条目中的每一项,他有4个出错机会。 (DPU1,000,000)/每个单位出错机会=(0.0911,000,000)/4
=22,750dpmo
百万机会缺陷数的计算
例1. 职能: 财务 产品: 财务报表 缺陷: 记录不准确 缺陷数:56个 单位: 每个条目 单位数:50,000 出错机会数:2 DPU=56/50,000或0.001 DPMO=(.0011,000,000)/2
第三步产生的信息
供应商A 提供输入的作用
供应商B 提供输入的作用
产品/服务#1 集团/组织
产品/服务#2 (处理系统)
产品/服务#1 的客户
产品/服务#2 的客户
第四步
制订工作的过程。
在第四步时产生的信息:
供应商A提供输 入的作用
供应商B提供输 入的作用
产品/服务#1 集团/组织 (处理系统) 产品/服务#2
• 百万机会缺陷数:DPMO
– Defect Per Million Opportunity
• 百万机会缺陷数(DPMO)
单位缺陷数(DPU)1,000,000 = ———————————————
一个单位中的出错机会
出错机会数举例
为什么要计算百万机会缺陷数 (DPMO)?
• 因为DPMO是对具有不 同复杂程度的产出进行 公平度量的通用尺度。
西格玛(Sigma)是什么?
• 西格玛是对质量好坏的量度:某一过程能产生完美无 缺的工作的能力。
• 西格玛特指某个产品或某项服务在运作过程中的完善 程度,是一个描述工艺程序与标准值之间偏差的数据 术语。
换言之: 在高西格玛水平上运行可以缩短运转周期并达到顾客完
全满意。
正态分布曲线
-6 -5 -4 -3 -2 -1 +1 +2 +3 +4 +5 +6
单元二 通向六西格玛质量 的六个步骤
通向六西格玛质量的六个 步骤
第一步:明确您提供的产品或服务是什么?
第二步:明确享用您的产品或服务的顾客是谁,以及他们 所关注的事情。
第三步:明确为了提供使顾客满意的产品/服务,您的需要 是什么?
第四步:制订您的工作过程。
第五步:保证过程无差错,并杜绝无用功。
第六步:测量、分析、并控制已改进的过程,保证不断地 走向完善。