机械制造计算题
机械制造技术试题及答案
机械制造技术试题及答案一、选择题(每题2分,共20分)1. 机械加工中,下列哪项不是常用的加工方法?A. 车削B. 铣削C. 铸造D. 磨削2. 在机械加工中,精度最高的加工方法是?A. 车削B. 铣削C. 磨削D. 钻削3. 金属材料的硬度通常使用什么来表示?A. 抗拉强度B. 屈服强度C. 布氏硬度D. 冲击韧性4. 以下哪个不是机械加工过程中常见的误差类型?A. 系统误差B. 随机误差C. 人为误差D. 材料误差5. CNC(计算机数控)机床的控制方式是?A. 手动控制B. 半自动控制C. 全自动控制D. 遥控控制二、填空题(每空2分,共20分)6. 机械加工中的“三要素”指的是切削速度、________和________。
7. 热处理工艺中的“四把火”包括正火、________、________和________。
8. 金属材料的塑性可以通过________试验来测定。
9. 机械加工中,为了减少加工误差,通常采用________和________的方法。
10. 机器人在机械制造中的应用主要包括焊接、搬运、________和________等。
三、简答题(每题10分,共30分)11. 简述数控机床的工作原理。
12. 描述机械加工中常见的几种表面粗糙度的类型及其特点。
13. 解释什么是机械加工中的“五轴加工”,并说明其在现代制造中的重要性。
四、计算题(每题15分,共30分)14. 给定一个机械零件的图纸,要求计算其加工过程中的切削力。
已知切削速度为60m/min,切削深度为2mm,进给速度为0.2mm/r,刀具材料为高速钢,工件材料为45#钢。
15. 某机械零件需要进行热处理以提高其硬度,已知其原始硬度为HB200,要求通过热处理达到HB300。
请计算所需的加热温度和保温时间。
机械制造技术试题答案一、选择题1. 答案:C(铸造属于铸造工艺,不是机械加工方法)2. 答案:C(磨削精度最高)3. 答案:C(布氏硬度是常用的硬度表示方法)4. 答案:D(材料误差不是误差类型,而是误差来源之一)5. 答案:C(CNC机床采用全自动控制)二、填空题6. 答案:进给量、切削深度7. 答案:退火、淬火、回火8. 答案:拉伸9. 答案:标准化、自动化10. 答案:装配、喷涂三、简答题11. 答案:数控机床的工作原理是通过计算机系统接收编程指令,然后转化为机床的机械运动,实现对工件的精确加工。
机械制造装备设计计算题
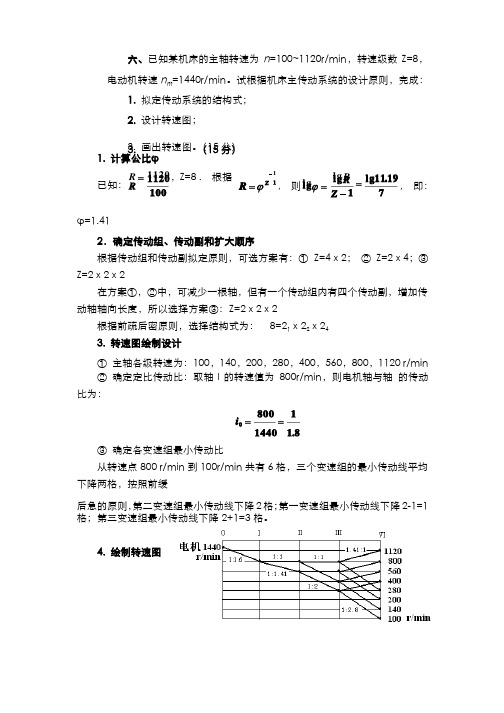
六、六、已知某机床的主轴转速为已知某机床的主轴转速为n =100~1120r/min ,转速级数Z=8,电动机转速n m =1440r/min 。
试根据机床主传动系统的设计原则,完成:1. 拟定传动系统的结构式;2. 设计转速图;3. 画出转速图。
(15分)1. 计算公比φ已知:1001120=R ,Z=8 . 根据 1-=Z R j ,则719.11lg 1lg lg =-=Z R j , 即:φ=1.412.确定传动组、传动副和扩大顺序根据传动组和传动副拟定原则,可选方案有:① Z=4ⅹ2; ② Z=2ⅹ4;③ Z=2ⅹ2ⅹ2在方案①,②中,可减少一根轴,但有一个传动组内有四个传动副,增加传动轴轴向长度,所以选择方案③:Z=2ⅹ2ⅹ2根据前疏后密原则,选择结构式为: 8=21ⅹ22ⅹ24 3. 转速图绘制设计① 主轴各级转速为:100,140,200,280,400,560,800,1120 r/min② 确定定比传动比:取轴Ⅰ的转速值为800r/min ,则电机轴与轴 的传动比为:8.1114408000==i③ 确定各变速组最小传动比从转速点800 r/min 到100r/min 共有6格,三个变速组的最小传动线平均下降两格,按照前缓后急的原则,第二变速组最小传动线下降2格;第一变速组最小传动线下降2-1=1格;第三变速组最小传动线下降2+1=3格。
4. 绘制转速图七、在如图所示零件上铣槽,要求保证尺寸014.054-和槽宽12h9。
现有三种定位方案,如图 b 、c 、d 所示,试计算三种方案的定位误差,从中选出最优方案。
解 1)分析 键宽尺寸,由铣刀的相应尺寸来保证。
槽底位置尺寸540-0.14的加工误差,在三种定位方案中不同。
方案 b 、c 产生基准位移误差Δj . y (b )、Δj .y (c )和基准不重合误差Δj . b (b )、Δj . b (c );方案 d 的定位基准与设计基准重合,Δ j . b (d )=0。
机械制造试题及答案
机械制造试题及答案一、选择题1. 机械制造中,常用的材料分类不包括以下哪一项?A. 金属材料B. 非金属材料C. 有机材料D. 复合材料答案:C2. 以下哪个不是机械加工过程中的常见工艺?A. 车削B. 铣削C. 焊接D. 铸造答案:C3. 在机械设计中,以下哪个因素通常不会影响零件的疲劳寿命?A. 材料的强度B. 工作条件C. 零件的几何形状D. 零件的颜色答案:D二、填空题1. 机械加工中,________是用来测量工件尺寸的仪器。
答案:量具2. 机械制造中,________是指在一定时间内,零件在循环应力作用下发生断裂的现象。
答案:疲劳3. 在机械设计中,________是用于减小或消除零件在加工过程中产生的内应力的方法。
答案:退火三、简答题1. 简述机械加工中的“三要素”是什么?答案:机械加工中的“三要素”指的是切削速度、进给量和切削深度。
2. 什么是数控加工技术?它在机械制造中有什么优势?答案:数控加工技术是指利用数字程序控制机床进行加工的技术。
它的优势包括加工精度高、生产效率高、加工复杂形状的零件能力强等。
四、计算题1. 假设有一个直径为100mm的圆盘,需要通过车削加工使其直径减小到98mm。
如果切削速度为200mm/min,进给速度为0.1mm/r,请计算加工该圆盘所需的时间。
答案:首先计算切削深度,即直径差为2mm。
然后根据切削速度和进给速度计算每转的切削长度,即200mm/min ÷ 0.1mm/r = 2000mm/r。
最后计算所需转数,即2mm ÷ 2000mm/r = 0.001r。
所需时间 =0.001r × 60s/min ÷ 200mm/min = 0.0003min。
五、论述题1. 论述机械制造中的质量控制的重要性及其实现方法。
答案:机械制造中的质量控制对于保证产品的性能、可靠性和安全性至关重要。
实现质量控制的方法包括:制定严格的工艺流程、使用高精度的测量工具、实施过程监控、进行定期的质量检测和反馈等。
机械制造基础计算题解析

机械制造基础终结性考试计算题解析一、公差配合计算题有关尺寸、公差和偏差(de)术语及定义1. 尺寸:以特定单位表示线性尺寸(de)数值.2.基本尺寸(D,d ):通过它应用上、下偏差可算出极限尺寸(de)尺寸.通常由设计者给定,用D 和d 表示(大写字母表示孔、小写字母表示轴).它是根据产品(de)使用要求,根据零件(de)强度、刚度等要求,计算出(de)或通过试验和类比方法确定并经过圆整后得到(de)尺寸,一般要符合标准尺寸系列.3. 实际尺寸(Da,da ):通过测量获得(de)孔(轴)(de)尺寸.4.极限尺寸:指一个孔或轴允许(de)尺寸(de)两个极端值,也就是允许(de)尺寸变化范围(de)两个界限值.其中较大(de)称为最大极限尺寸(Dmax,dmax ),较小(de)称为最小极限尺寸(Dmin,dmin ).5.尺寸偏差(偏差):指某一尺寸(极限尺寸、实际尺寸等等)减去基本尺寸所得(de)代数差,其值可为正、负或零.·实际偏差(E a ,e a ):实际尺寸减去其基本尺寸所得(de)代数差.·极限偏差:极限尺寸减其基本尺寸所得(de)代数差.其中,最大极限尺寸减其基本尺寸所得(de)代数差称为上偏差(ES,es);最小极限尺寸减其基本尺寸所得(de)代数差称为下偏差(EI,ei).6.尺寸公差(公差Th,Ts ):最大极限尺寸减最小极限尺寸之差,或上偏差减下偏差之差.它是允许尺寸(de)变动量,公差值永远为正值.7.公差带图解:前述是利用图进行(de)有关尺寸、极限偏差及公差分析.·零线:基本尺寸所指(de)线,是偏差(de)起始线.零线上方表示正偏⎭⎬⎫-=-=d d e D D E a aa a ⎭⎬⎫-=-=-=-=d d ei D D EI d d es D D ES min min max max ,,⎭⎬⎫-=-=-=-=ei es d d EI ES D D s h min max min max T T 轴公差孔公差差,零线下方表示负偏差.·公差带:代表上,下偏差(de)两条直线所限定(de)区域.它是由公差大小和其相对零线(de)位置如基本偏差来确定.8.标准公差(IT):指国家标准GB/T —1998极限与配合制所规定任一公差,它确定了公差带(de)大小.9.基本偏差:指在极限与配合制中,确定公差带相对于零线位置(de)那个极限偏差.有关配合(de)术语及定义1. 配合:配合是指基本尺寸相同(de),相互结合(de)孔、轴公差带之间(de)关系.2.孔与轴:孔是指工件(de)圆柱形内表面,也包括非圆柱形内表面;轴是指工件(de)圆柱形外表面,也包括非圆柱形外表面.3.间隙与过盈:在孔与轴(de)配合中,孔(de)尺寸减去轴(de)尺寸所得(de)代数差,当差值为正时叫做间隙(用X 表示),当差值为负时叫做过盈(用Y 表示).4.配合(de)种类:孔、轴公差带之间(de)关系,分为三大类,即间隙配合、过盈配合和过渡配合.·间隙配合:具有间隙(包括最小间隙为零)(de)配合.)(min max max +=-=-=ei ES d D X )或0(max min min +=-=-=es EI d D X )(2/)(X min max +=+=X X av·过盈配合:具有过盈(包括最小过盈为零)(de)配合.)0(min max min 或-=-=-=ei ES d D Y )(Y max min max -=-=-=es EI d D )(2/)(Y min max -=+=Y Y av·过渡配合:具有间隙或过盈(de)配合.)(min max max +=-=-=ei ES d D X )(Y max min max -=-=-=es EI d D5.配合公差(Tf ):组成配合(de)孔、轴公差之和.·对于间隙配合Tf =| Xmax -Xmin | ·对于过盈配合 Tf =| Ymax -Ymin | ·对于过渡配合 Tf =| Xmax -Ymax |公差配合计算题示例 例1. 已知)(5)008.0(645011.0-±h JS φ,求下列各项数值(单位: mm ). (1)孔(de)尺寸公差是( B ). A. + B. + C. D. (2)轴(de)尺寸公差是( A ).A. +B. 0C.D. + (3)过渡配合(de)最大间隙X max 是( D ). A. + B. + C. + D. + (4)过渡配合(de)最大过盈Y max 是( C ). A. B. C. D. (5)过渡配合(de)公差T f 是( B ). A. B. C. D.例2. 已知)(6)(714034.0023.0018.00+++r H φ,求下列各项数值(单位: mm ). (1)孔(de)尺寸公差是( A ). A. + B. + C. D. (2)轴(de)尺寸公差是( C ). A. + B. + C. + D. (3)过盈配合(de)最小过盈Y min 是( D ).A. B. C. D.(4)过盈配合(de)最大过盈Y max 是( B ).B. C. (5)过盈配合(de)公差T f 是( C ).A. +B. +C. +D. +例3. 已知)(7)(835052.0034.0029.00+++r H φ,求下列各项数值(单位: mm ). (1)孔(de)尺寸公差是( B ). A. 0 B. + C. + D.+ (2)轴(de)尺寸公差是( A ). A. B. + C.+ D. + (3)过盈配合(de)最小过盈Y min 是( C ).A. B. C. D.(4)过盈配合(de)最大过盈Y max 是( D ). A. B. C. D.(5)过盈配合(de)公差T f 是( A ). A. + B. + C.+ D. +例4. 已知)(6)(760010.0029.0030.00--+g H φ,求下列各项数值(单位: mm ). (1)孔(de)尺寸公差是( D ). A. 0 B. + C.+ D. + (2)轴(de)尺寸公差是( A ). A. + B.+ C. + D. +(3)间隙配合(de)最大间隙X max 是( C ).A.+B.+C. +D. +(4)间隙配合(de)最小间隙X min 是( B ). A. + B. + C. + D. +(5)间隙配合(de)公差T f 是( C ). A. + B. + C. D. + 二、机床传动链(de)计算 1.机床传动(de)基本概念机床(de)传动:最常见(de)是机械传动和液压传动.机床上(de)回转运动多为机械传动.机床上常用(de)传动副:(用来传递运动和动力(de)装置)有带传动、齿轮传动、齿轮齿条传动、蜗轮蜗杆传动及螺杆传动.若已知带轮直径,齿轮齿数等具体数值,则可确定传动链中任何一轴(de)转速.传动链及其传动比传动链是指实现从首端件向末端件传递运动(de)一系列传动件(de)总和,它是由若干传动副按一定方法依次组合起来(de).图2-1 传动链图例图2-1中,运动自轴Ⅰ输入,转速为1n ,经带轮1d 、传动带和带轮2d 传至轴Ⅱ.再经圆柱齿轮1、2传到轴Ⅲ,经圆锥齿轮3、4传到轴Ⅳ,经圆柱齿轮5、6传到轴Ⅴ,最后经蜗杆k 及蜗轮7传至轴Ⅵ,并将运动输出.若已知1n ,1d ,2d ,1z ,2z ,3z ,4z ,5z ,6z ,k 及7z (de)具体数值,则可确定传动链中任何一轴(de)转速.例如求轴Ⅵ(de)转速Ⅵn ,则可按下式计算:式中:51~i i 分别为传动链中相应传动副(de)传动比; 总i 为传动链(de)总传动比; ε 为滑动系数,约为; 71~z z 为齿轮齿数; k 为蜗杆线(头)数. 机床(de)传动系统76543212115432111z k z z z z z z d d n i i i i i n i n n Ⅵ⋅⋅⋅⋅⋅⋅=⋅⋅⋅⋅⋅=⋅=ε总参考教材图9-4(de)C6132型卧式车床(de)传动系统图,它是反映机床全部运动传递关系(de)示意图.图中:罗马数字表示传动轴(de)编号,阿拉伯数字表示齿轮齿数或带轮直径,字母M 表示离合器等.教材图9-4 C6132车床传动系统图(1)主运动传动链 C6132车床(de)主运动传动链(de)两末端件是电动机和主轴,主运动传动链为:主轴Ⅵ电动机-⎪⎭⎪⎬⎫⎪⎩⎪⎨⎧------⎪⎪⎪⎭⎪⎪⎪⎬⎫⎪⎪⎪⎩⎪⎪⎪⎨⎧--⎪⎭⎪⎬⎫⎪⎩⎪⎨⎧-I -5817Ⅴ6327Ⅳ200176Ⅲ452239283234Ⅱ341922331M φφ(1440r/min)主轴可获得2×3×2=12级转速,其反转是通过电动机反转实现(de). (2)进给运动传动链 进给运动传动链是使刀架实现纵向或横向运动(de)传动链.传动链(de)两末端件主轴和刀架,其进给运动传动链为主轴Ⅵ-⎪⎭⎪⎬⎫⎪⎩⎪⎨⎧⋅553535555555-Ⅷ-5829-Ⅸ-d cb a ⋅-Ⅺ- (变向机构) (交换齿轮)⎪⎪⎪⎪⎪⎭⎪⎪⎪⎪⎪⎬⎫⎪⎪⎪⎪⎪⎩⎪⎪⎪⎪⎪⎨⎧52264830362724212427-Ⅻ-⎪⎪⎪⎪⎭⎪⎪⎪⎪⎬⎫⎪⎪⎪⎪⎩⎪⎪⎪⎪⎨⎧⋅⋅⋅⋅52265226522639392652522626523939-ⅩⅢ-3939-ⅪⅤ-光杠-452-ⅩⅥ (增倍机构)-⎪⎩⎪⎨⎧-=---==-----刀架(横向进给))横进给丝杠刀架(纵向进给)),齿轮、齿条右左4P (13474738M 214(ⅩⅧ5525M ⅩⅦ6024m z 2.传动链计算示例分析传动系统图(de)一般方法是:首先找出运动链所联系(de)两个末端件,然后按运动传动(或联系)顺序,依次分析各传动轴之间(de)传动结构和运动(de)传递关系.分析传动结构时,特别注意齿轮、离合器等传动件与传动轴之间(de)连接关系(如固定、空套或滑移).例1.分析图示钻床(de)主运动传动系统.(1)钻床(de)主运动传动系统传动链(de)两个端件是( A ).A. 电动机和主轴B.皮带轮和主轴C. 电动机和皮带轮D.电动机和Ⅲ轴(2)传动路线表达式正确(de)是( D ).A. 电动机(1440r/min )—Ⅰ—170140—Ⅱ—5527—Ⅲ—4834—Ⅳ—⎥⎥⎥⎥⎥⎥⎥⎦⎤⎢⎢⎢⎢⎢⎢⎢⎣⎡346550356817—Ⅴ(主轴)B. 电动机(1440r/min )—Ⅰ—170140—Ⅱ—5527—Ⅲ—4834—Ⅳ—6817—Ⅴ(主轴)C. 电动机(1440r/min )—Ⅰ—170140—Ⅱ—⎥⎥⎥⎥⎥⎥⎥⎦⎤⎢⎢⎢⎢⎢⎢⎢⎣⎡483455276121—Ⅲ—4834—Ⅳ—6817—Ⅴ(主轴)D. 电动机(1440r/min )—Ⅰ—170140—Ⅱ—⎥⎥⎥⎥⎥⎥⎥⎦⎤⎢⎢⎢⎢⎢⎢⎢⎣⎡483455276121—Ⅲ—4834—Ⅳ—⎥⎥⎥⎥⎥⎥⎥⎦⎤⎢⎢⎢⎢⎢⎢⎢⎣⎡346550356817—Ⅴ(主轴)(3)钻床(de)主运动传动系统传动链(de)转速级数是( C ). A. 3级 级 级 D. 18级 (4)传动链主轴(de)最高转速是( B ).A. 1110 r/min min r/min D. 1860 r/min(5)传动链主轴(de)最低转速是( A ).A. 71 r/min min r/min D. 110 r/min例2.分析图示(de)主运动传动系统(图中M 1为齿轮式离合器).(1)机床(de)主运动传动系统传动链(de)两个端件是( B ).A. 皮带轮和主轴B.电动机和主轴C. 电动机和皮带轮D.电动机和Ⅲ轴(2)传动路线表达式正确(de)是( A ).A. 电机(1430r ·min )-15090-Ⅰ-⎪⎪⎪⎭⎪⎪⎪⎬⎫⎪⎪⎪⎩⎪⎪⎪⎨⎧223632264217-Ⅱ-⎪⎪⎪⎭⎪⎪⎪⎬⎫⎪⎪⎪⎩⎪⎪⎪⎨⎧264230384522-Ⅲ-200178-Ⅳ-⎪⎭⎪⎬⎫⎪⎩⎪⎨⎧--158176327M V -Ⅵ(主轴)B. 电机(1430r ·min )-15090-Ⅰ-⎪⎪⎪⎭⎪⎪⎪⎬⎫⎪⎪⎪⎩⎪⎪⎪⎨⎧223632264217-Ⅱ-⎪⎪⎪⎭⎪⎪⎪⎬⎫⎪⎪⎪⎩⎪⎪⎪⎨⎧264230384522-Ⅲ-200178-Ⅳ-M 1-Ⅵ(主轴)C. 电机(1430r ·min )-15090-Ⅰ-⎪⎪⎪⎭⎪⎪⎪⎬⎫⎪⎪⎪⎩⎪⎪⎪⎨⎧223632264217-Ⅱ-⎪⎪⎪⎭⎪⎪⎪⎬⎫⎪⎪⎪⎩⎪⎪⎪⎨⎧264230384522-Ⅲ-200178-Ⅳ-6327-Ⅴ-6327-Ⅵ(主轴)D. 电机(1430r ·min )-15090-Ⅰ-2236-Ⅱ-4522-Ⅲ-200178-Ⅳ-6327-Ⅴ-6327-Ⅵ(主轴)(3)机床(de)主运动传动系统传动链(de)转速级数是( D ). A. 3级 级 级 D. 18级 (4)传动链主轴(de)当前转速是( B ).A. r/min r/min D. r/min(5)传动链主轴(de)最低转速是( A ).A. min r/min D. r/min例3. 分析图示万能升降台铣床(de)主运动传动链.(1)铣床(de)主运动传动系统传动链(de)两个端件是( B ).A. 皮带轮和主轴B.电动机和主轴C. 电动机和皮带轮D.电动机和Ⅲ轴(2)传动路线表达式正确(de)是( C ).A. 电机Ⅰ(1440r ·min )-5426-Ⅱ-⎪⎪⎪⎭⎪⎪⎪⎬⎫⎪⎪⎪⎩⎪⎪⎪⎨⎧332236193916-Ⅲ-4718-Ⅳ-⎪⎪⎭⎪⎪⎬⎫⎪⎪⎩⎪⎪⎨⎧38827119-Ⅴ(主轴)B. 电机Ⅰ(1440r ·min )-5426-Ⅱ-3916-Ⅲ-⎪⎪⎪⎭⎪⎪⎪⎬⎫⎪⎪⎪⎩⎪⎪⎪⎨⎧263937284718-Ⅳ-⎪⎪⎭⎪⎪⎬⎫⎪⎪⎩⎪⎪⎨⎧38827119-Ⅴ(主轴)C. 电机Ⅰ(1440r ·min )-5426-Ⅱ-⎪⎪⎪⎭⎪⎪⎪⎬⎫⎪⎪⎪⎩⎪⎪⎪⎨⎧332236193916-Ⅲ-⎪⎪⎪⎭⎪⎪⎪⎬⎫⎪⎪⎪⎩⎪⎪⎪⎨⎧263937284718-Ⅳ-⎪⎪⎭⎪⎪⎬⎫⎪⎪⎩⎪⎪⎨⎧38827119-Ⅴ(主轴)D.电机Ⅰ(1440r ·min )-5426-Ⅱ-⎪⎪⎪⎭⎪⎪⎪⎬⎫⎪⎪⎪⎩⎪⎪⎪⎨⎧332236193916-Ⅲ-⎪⎪⎪⎭⎪⎪⎪⎬⎫⎪⎪⎪⎩⎪⎪⎪⎨⎧263937284718-Ⅳ-7119-Ⅴ(主轴)(3)铣床(de)主运动传动系统传动链(de)转速级数是( D ). A. 3级 级 级 D. 18级 (4)传动链主轴(de)最高转速是( D ).A. r/min r/min D. r/min(5)传动链主轴(de)最低转速是( A ).A. r/min D. r/min例4.分析图示(de)主运动传动系统.(1)机床(de)主运动传动系统传动链(de)两个端件是( A ).A. 电动机和主轴B. 皮带轮和主轴C. 电动机和皮带轮D.电动机和Ⅲ轴(2)传动路线表达式正确(de)是( D ).A. 电机(1440r/min )-210100-Ⅰ-5533-Ⅱ-⎪⎪⎭⎪⎪⎬⎫⎪⎪⎩⎪⎪⎨⎧45436325-Ⅲ-⎪⎪⎭⎪⎪⎬⎫⎪⎪⎩⎪⎪⎨⎧43678723-Ⅳ(主轴) B. 电机(1440r/min )-210100-Ⅰ-⎪⎪⎭⎪⎪⎬⎫⎪⎪⎩⎪⎪⎨⎧45435533-Ⅱ-⎪⎪⎭⎪⎪⎬⎫⎪⎪⎩⎪⎪⎨⎧45436325-Ⅲ-4367-Ⅳ(主轴) C. 电机(1440r/min )-210100-Ⅰ-⎪⎪⎭⎪⎪⎬⎫⎪⎪⎩⎪⎪⎨⎧45435533-Ⅱ-4543-Ⅲ-⎪⎪⎭⎪⎪⎬⎫⎪⎪⎩⎪⎪⎨⎧43678723-Ⅳ(主轴)D. 电机(1440r/min )-210100-Ⅰ-⎪⎪⎭⎪⎪⎬⎫⎪⎪⎩⎪⎪⎨⎧45435533-Ⅱ-⎪⎪⎭⎪⎪⎬⎫⎪⎪⎩⎪⎪⎨⎧45436325-Ⅲ-⎪⎪⎭⎪⎪⎬⎫⎪⎪⎩⎪⎪⎨⎧43678723-Ⅳ(主轴) (3)机床(de)主运动传动系统传动链(de)转速级数是( C ). A. 3级 级 级 D. 18级 (4)传动链主轴(de)最高转速是( B ).A. 1110 r/min r/min D. r/min(5)传动链主轴(de)最低转速是( C ).A. r/min r/min D. r/min三、尺寸链(de)计算题 1.尺寸链(de)基本概念尺寸链:在机器装配或零件加工过程中,由相互连接(de)尺寸形成封闭(de)尺寸组,称为尺寸链.在零件(de)加工过程中,由有关工序尺寸组成(de)尺寸链称为工艺尺寸链.在装配过程中形成(de)尺寸链叫装配尺寸链.图3-1 装配尺寸链在尺寸链中,每一个尺寸称为尺寸链(de)环,根据其作用不同,尺寸链中(de)环又可分为:封闭环:尺寸链中在装配过程或加工过程后自然形成(de)一环,称为封闭环.一个尺寸链中,封闭环只能有一个,用A0表示.组成环:尺寸链中除封闭环以外(de)其他环就是组成环.根据组成环对封闭环(de)影响,组成环又分:增环:在尺寸链中,当其余组成环不变时,将某一环增大(或减小),封闭环也随之增大(或减小),该环称之为增环,用→i A 表示.减环:在尺寸链中,当其余组成环不变时,将某一环增大(或减小),封闭环反而随之减小(或增大),该环就为减环,用←j A 表示.分析确定增环及减环方法1:用增环及减环(de)定义确定.方法2:用“箭头法”确定:先从任一环起画单向箭头,一个接一个(de)画,包括封闭环,直到最后一个形成闭合回路,然后按箭头(de)方向判断,凡是与封闭环箭头同向(de)为减环,反向(de)为增环.(小窍门) 2.求解尺寸链(de)步骤①建立尺寸链(客观存在)②确定封闭环是求解尺寸链(de)关键(间接获得(de)尺寸) ③确定组成环(de)增减性(单箭头法)④进行尺寸链(de)计算(正计算、反计算和中间计算)⑤计算公式∑∑=-+=-=m i n m j j i A A A 111∑∑-+==-=11min 1max max 0n i j j mi i A A A∑∑-+==-=11max 1min min 0n i j j mi i A A A∑∑-+==-=1110n i j jM mi iM MA A A∑∑-+==-=1110n i j j m i i I E S E ES∑∑-+==-=1110n i j j mi i S E I E EI∑-==110n i i T T3.尺寸链计算例题例1. 如图所示,在外圆、端面、内孔加工后,钻10φ孔.试计算以B 面定位钻10φ孔(de)工序尺寸L 及其偏差.解:(1)根据尺寸链图,可以确定封闭环和增、减环如下( A ).A. 19.0025+为封闭环,01.060-为增环,L 为减环. B. 01.060-为封闭环,19.0025+为增环,L 为减环. C. L 为封闭环,01.060-为增环,19.0025+为减环. D. 19.0025+为封闭环,L 为增环,01.060-为减环.(2)根据封闭环(de)基本尺寸公式,可以求得L(de)基本尺寸为( B ).A. L=60+25=85(mm )B. L=60-25=35(mm )(3)根据上偏差(de)计算公式,可以求得L(de)上偏差为( A ).A. L S E= - -0 = -(mm )B. L S E=++0=+(mm )C. L S E=+()=+(mm ) D. L S E=0-()=+(mm )(4)根据下偏差(de)计算公式,可以求得L(de)下偏差为( D ).A. L I E=- -0 = -(mm )B. L I E==(mm )C. L I E=0-()=+(mm ) D. L I E= 0- = -(mm )(5)根据上面求(de)基本尺寸和上、下偏差(de)值,可以确定工序尺寸L 及其偏差为( C ).A. L=10.019.085--(mm )B. L=19.01.035++(mm ) C. L=10.019.035--(mm ) D. L=1.019.035+-(mm )例2. 在铣床上加工如图所示套筒零件(de)表面B,以C 面定位,表面D 、E均已加工完毕,要求保证尺寸2.0010+mm,试求工序尺寸A 及其偏差.解:(1)根据尺寸链图,可以确定封闭环和增、减环如下( B ).A. A 为封闭环,2.0010+、06.0030+为增环,06.060±为减环B. 2.0010+为封闭环,A 、06.0030+为增环,06.060±为减环 C. 06.060±为封闭环,2.0010+、06.0030+为增环,A 为减环 D. 06.0030+为封闭环,A 、2.0010+为增环,06.060±为减环(2)根据封闭环(de)基本尺寸公式,可以求得A(de)基本尺寸为( A ).A. A = 60 + 10-30 = 40(mm )B. A=60+30-10=80(mm )(3)根据上偏差(de)计算公式,可以求得A(de)上偏差为( C ).A. A S E=+(mm ) B. A S E=+(mm )C. A S E= -- = (mm )D. A S E=(mm )(4)根据下偏差(de)计算公式,可以求得A(de)下偏差为( B ).A. A I E=+=(mm )B. A I E=0-0+=(mm ) C. A I E=+=(mm ) D. A I E =(mm )(5)根据上面求(de)基本尺寸和上、下偏差(de)值,可以确定工序尺寸A 及其偏差为( D ).A. A =20.006.040++(mm )B. A =20.014.040++(mm )C. A =14.006.040++ (mm)D. A = 08.006.040++(mm )例3. 如图所示为轴套零件,在车床上已加工好外圆、内孔及各面,现需在铣床上以左端面定位铣出右端槽,并保证尺寸mm 2.026±,试求工序尺寸A 及其偏差.解:(1)根据尺寸链图,可以确定封闭环和增、减环如下( C ).A. A 为封闭环,mm 2.026±、mm 01.050-为增环,mm 05.0010+、mm 1.020±为减环B. mm 01.050-为封闭环,A 、mm 2.026±为增环,mm 05.0010+、mm 1.020±为减环C. mm 2.026±为封闭环,A 、mm 01.050-为增环,mm 05.0010+、mm 1.020±为减环D. mm 05.0010+为封闭环,A 、mm 01.050-为增环,mm 2.026±、mm 1.020±为减环(2)根据封闭环(de)基本尺寸公式,可以求得A(de)基本尺寸为( A ).A. A = 26 + 10 + 20-50 = 6(mm )B. A=10+20+50-26=54(mm )C. A=20+50-26-10=34(mm )D. A=10+50-26-20=14(mm )(3)根据上偏差(de)计算公式,可以求得A(de)上偏差为( C ).A. A S E =++(mm )B. A S E =++()=+(mm )C. A S E = += (mm )D. A S E =+(mm )(4)根据下偏差(de)计算公式,可以求得A(de)下偏差为( A ).A. A I E = ++-= (mm )B. A I E = +(mm )C. A I E =0+=(mm )D. A I E ==(mm )(5)根据上面求(de)基本尺寸和上、下偏差(de)值,可以确定工序尺寸A 及其偏差为( B ).A. A = 10.005.014++(mm )B. A = 10.005.06++(mm )C. A = 15.005.06++(mm )D. A = 25.015.06+-(mm )例4. 在加工如图所示零件过程中,外圆、内孔及端面均已加工完毕,现以A 面定位加工Φ10孔,保证设计尺寸为25±,试计算工序尺寸及偏差.解:(1)根据尺寸链图,可以确定封闭环和增、减环如下( B ).A. A 1为封闭环,0A 、3A 为增环,2A为减环B. 0A 为封闭环,1A 、3A 为增环,2A为减环C. A 3为封闭环,0A 、1A 为增环,2A为减环D. A 2为封闭环,1A 、3A 为增环,0A为减环(2)根据封闭环(de)基本尺寸公式,可以求得A 3(de)基本尺寸为( A). A. 1203A A A A-+==25+60-50=35mmB. 2103A A A A-+==25+50-60=15mmC. 0213A A A A-+==50+60-25=85 mm(3)根据上偏差(de)计算公式,可以求得A 3(de)上偏差为( A ).A. 1203S E I E ES S E-+==+(-)-=-B. 2103S E I E ES S E-+==+0-0=C. 0213S E I E ES S E-+==++(-)=D. 2013S E I E ES S E -+==+(-)-0= mm(4)根据下偏差(de)计算公式,可以求得A 3(de)下偏差为( C ).A. 2103I E S E EI I E-+==+(-)=B. 2013I E S E EI I E -+==0+(-)=C. 1203I E S E EI I E -+==-+0-0=-D. 0213I E S E EI I E -+==0+0-(-)=(5)根据上面求(de)基本尺寸和上、下偏差(de)值,可以确定工序尺寸A 3及其偏差为( B ).A. 06.010.0335--=Amm B. mm A 05.010.0335--=C. mm A 10.010.0335+-=D. mm A 10.005.0335++=。
机械制造技术计算题复习题目

8.如图所示:已知外加力FQ=50N,工件与斜楔、夹具体与斜楔之 间的摩擦角为ψ1=ψ2=5°43ˊ,tan15°43ˊ=0.2814,摩擦系 数f1=f2=0.1,求垂直方向上的夹紧力FW 的值?判断当FQ去出后 此斜楔机构有无自锁性?(已知斜楔升角a=100)
b)
c)
d)
• 3、简述右图中单件对向联 动夹紧装置的夹紧与放松 工作过程?
• 4.如下图所示的定位方式铣削 连杆的两侧面,计算加工尺寸 1200+0.3mm的定位误差。 +0.021 (已知 φ 20 H 7 = φ 20 0 )
g6
− 0.007 − 0.021
5.如下图所示,在工件上铣台阶面,保证工序尺寸A,采用V形 块定位,试计算其定位误差
• 6、如图所示,用单角度铣刀铣削斜面,求加工尺寸 39±0.04mm的定位误差,并判断定位方案是否合格?
7.加工图3所示一轴及其键槽,图纸要求轴径为,键槽深度尺寸 为,有关的加工过程如下: • 1)半精车外圆至; • 2)铣键槽至尺寸A1; • 3)热处理; • 4)磨外圆至,加工完毕。 • 求工序尺寸A1=?
• 2、填表:如下图所示,钻孔,保证工序尺寸A。采用a)~d) 、填表: 四种方案,试分别进行定位误差分析并将答案写在表格中 (已知圆柱外圆d-△d)。
类别 a)
△jb
△jw
△dw
0 0.5 ∆d 0 0.5 ∆d0.707 ∆d 0.707 ∆d 0 0.707 ∆d
0.707∆d 0.207 ∆d 0 1.207 ∆d
如下图所示在工件上铣台阶面保证工序尺寸a采用v形块定位试计算其定位误差?6如图所示用单角度铣刀铣削斜面求加工尺寸39004mm的定位误差并判断定位方案是否合格
机械制造技术基础试题及答案
机械制造技术基础试题及答案一、单项选择题1. 机械加工中,精度最高的加工方法是()。
A. 车削B. 铣削C. 磨削D. 钻削答案:C2. 下列哪项不是机械加工过程中常见的误差来源?()。
A. 刀具磨损B. 材料硬度C. 操作者技能D. 机床精度答案:B3. 在金属切削加工中,进给量过大会导致()。
A. 加工表面粗糙度增加B. 切削温度降低C. 加工效率提高D. 刀具耐用度增加答案:A4. 金属材料的热处理不包括以下哪一项?()。
A. 退火B. 正火C. 淬火D. 塑性变形答案:D5. 下列哪项不是数控机床的优点?()。
A. 加工精度高B. 生产效率高C. 适应性强D. 操作复杂答案:D二、多项选择题6. 下列哪些因素会影响切削液的选择?()A. 刀具材料B. 工件材料C. 切削速度D. 机床类型答案:A B C7. 在机械加工中,哪些因素会导致刀具磨损?()A. 切削速度B. 工件硬度C. 刀具材料D. 冷却液的使用答案:A B C8. 机械加工中,为了提高生产率可以采取哪些措施?()A. 增加切削速度B. 增加进给量C. 使用更耐用的刀具D. 多轴加工答案:A B D三、判断题9. 所有的金属加工都必须使用切削液。
()答案:错误10. 机械加工中的“三要素”指的是切削速度、进给量和背吃刀量。
()答案:正确四、简答题11. 简述数控机床相对于传统机床的优势。
答:数控机床相较于传统机床具有以下优势:加工精度高,可以减少人为误差;生产效率更高,因为它可以自动连续加工;适应性强,能够适应复杂的工件加工需求;操作简便,减少了对操作者技能的依赖。
12. 描述热处理在机械制造中的作用。
答:热处理在机械制造中的作用主要包括:改变金属材料的内部结构,提高其硬度和耐磨性;消除内应力,防止工件变形和开裂;改善材料的切削性能,使其更易于加工。
五、计算题13. 已知一车床加工某轴类零件,切削速度为60m/min,进给量为0.2mm/转,求每分钟的金属去除率(MRR)。
机械制造技术考试试题

机械制造技术考试试题一、填空题1、机械制造工艺系统由_____、_____、_____和_____四要素组成。
2、刀具磨损的主要形式有_____、_____和_____。
3、切削用量三要素是指_____、_____和_____。
4、工艺基准按用途不同可分为_____、_____、_____和_____。
5、获得零件形状精度的方法有_____、_____和_____。
6、机械加工工艺过程是指用_____的方法逐步改变毛坯的_____、_____和_____,使之成为合格零件的过程。
7、定位基准分为_____和_____两大类。
8、零件的加工精度包括_____精度、_____精度和_____精度。
9、常见的机械加工工艺文件有_____和_____。
10、轴类零件的常用定位基准是_____和_____。
二、选择题1、车削细长轴时,为了减小工件的弯曲变形,宜采用()。
A 较大的主偏角B 较小的主偏角C 较大的前角D 较小的前角2、在下列刀具材料中,硬度最高的是()。
A 高速钢B 硬质合金C 陶瓷D 立方氮化硼3、在外圆磨床上磨削外圆时,其主运动是()。
A 砂轮的旋转运动B 工件的旋转运动C 砂轮的横向进给运动D 工件的纵向进给运动4、采用工序集中原则的优点是()。
A 便于采用高效率的专用设备B 减少设备数量和占地面积C 减少工件装夹次数D 以上都是5、基准重合原则是指使用被加工表面的()作为精基准。
A 设计基准B 工序基准C 定位基准D 测量基准6、对于箱体类零件上精度要求较高的孔系加工,通常采用()。
A 钻削B 镗削C 拉削D 磨削7、零件在加工过程中使用的基准称为()。
A 设计基准B 工艺基准C 定位基准D 测量基准8、加工精度最高的孔加工方法是()。
A 钻孔B 扩孔C 铰孔D 镗孔9、划分加工阶段的目的是()。
A 保证加工质量B 合理使用设备C 便于安排热处理工序D 以上都是10、粗基准一般()。
(完整word版)《机械制造技术基础》计算题

标注如图1所示端面车刀的γ0、α0、α0'、γκ、γκ'、λs(>0︒)六个角度,并画图标注切削层参数a p 、a w 、a c 和进给量f (10分)。
图1 端面车刀1. 图2所示为滚切直齿圆柱齿轮的传动原理图。
试分析直齿圆柱齿轮的母线、导线分别是什么线?分别用什么方法形成?分别需要几个成形运动(用图中符号表示)?列出全部传动链,并分别说明是内联系还是外联系(10分)。
图2 滚切直齿圆柱齿轮传动原理图答:母线:渐开线,由展成法形成,需要一个复合的表面成型运动,可分解为滚刀旋转运动11B 和工件旋转运动12B ;导线:直线,由相切法形成,需要两个独立的成形运动,即滚刀旋转运动和滚刀沿工件的轴向运动2A 。
展成运动传动链:滚刀----4----5---x u ----6-----7-----工件,滚刀旋转运动11B 和工件旋转运动12B 之间保持严格的相对运动关系,属于内联系传动链;主运动传动链:电动机-----1----2----v u ------3----4----滚刀,与动力源直接相连,属于外联系传动链;进给运动传动链:工件-----7-----8-----f u -----9-----10------刀架升降丝杠,工作台为间接动力源,属于外联系传动链。
3. 零件部分设计要求如图3所示,上工序已加工出002.020-Φ,005.035-Φ,本工序以如图4所示的定位方式,用调整法来铣削平面。
试确定工序尺寸及其偏差。
(10分),图3图4解:在本题中有三个设计尺寸和一个加工余量。
可以建立三个设计尺寸链和一个余量尺寸链(在此题中可以不建)。
在本题中包含三个工序尺寸,20φ端工序尺寸A ,35φ端工序尺寸B ,完工尺寸H 。
建立如下图(a)、(b)、(c)尺寸链。
由尺寸链得:010.01/2/210A D mm -==,020.025/2/217.5B D mm -==,根据第三个尺寸链可得:对于H ,/2B 为减环,其余为增环则工序尺寸H 为:3/2/2103217.524.5H A D B mm =+-=+-= 极限偏差,根据公式005.035-0.035-Φ(a) (b)(c)带入式中可以求得:00(0.025)0.025ES mm =+--=+0.0100.0900.10EI mm =---=-4. 如图5所示,以外圆柱面在V 形块上定位,在插床上插内键槽,已知外径003.050-=ΦA ,内径05.0030+Φ=d ,外径A 对内径d 的同轴度允差为φ0.02mm,试计算加工尺寸H 的定位误差。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.车削一批轴的外圆,其尺寸要求为mm 05.025±φ,已知此工序的加工误差分布曲线是正态分布,其标准差σ=0.025mm ,曲线的峰值偏于公差带的左侧0.03mm 。
试求零件的合格率和废品率。
工艺系统经过怎样的调整可使废品率降低? 1.①画正态分布曲
线:
②
③合格率为:(0.2881+0.49931)×100%=78.741% ④不合格率为:1-78.741%=21.259%
⑤曲线的峰值偏于公差带的左侧,调整工艺系统,使得曲线的分部中心和公差带的中心重合,可以减少不合格率,调整距离为2
03
.0=0.015mm 2.如图所示键槽孔加工过程如下: 1)拉内孔至mm 025
.0075.35+φ;2) 插键槽,保证尺寸x ;3) 热处理
4) 磨内孔至mm 025
.0038+φ ,同时保证尺寸mm H 25
.0040+=。
试确定尺寸 x 的大小及公
差。
2.①画尺寸链如图所示:
②封闭环H=25.0040+,
增环R 1=0125.0019+,ES
EI x ,
减环R 2=0125.00875.17+
③875.38875.171940=⇒-+=x x
∴2375
.00125.0875.38++=ES EI x
3一带有键槽的内孔要淬火及磨削,其设计尺寸如图a 所示,内孔及键槽的加工顺序是:
z 0.80 2.00 2.10 2.20 2.30 2.40 ?(z) 0.2881 0.4772 0.4821 0.4861 0.4893 0.4918 z 2.50 2.60 2.70 2.80 3.00
3.20
?(z)
0.4938
0.4953
0.4965
0.4974
0.49865 0.49931
1.镗内孔至φ39.60+0.10; 2.插键槽至尺寸A ; 3.热处理:淬火;
4.磨内孔,同时保证内孔直径φ400+0.05 和键槽深度43.60+0.34 两个设计尺寸的要求。
现在要确定工艺过程中的工序尺寸A 及其偏差 (假定热处理后内孔没有胀缩)。
如图轴套零件在车床上已加工好外圆、内孔及各表面,现需在铣床上以端面A 定位,铣出表面C 保证尺寸20-0.2mm ,试计算铣此缺口时的工序尺寸。
已知:A 2=40+0.05 A 3=65±0.05 A ∑=20-0.2 求A (1) 尺寸链图
(2) 判断封闭环A ∑=20-0.2 (3)上下偏差与基本尺寸计算
A Σ=A+ A 2―A 3 A =45 BsA Σ= BsA+BsA 2-BxA 3 BsA=-0.1 BxA Σ= BxA+BxA 2-BsA 3 BxA=-0.15 (4)入体尺寸标注:44.9-0.05 (5)校核δ∑= δ+δ2+δ3 = 0.2
4. 镗削一批零件尺寸为mm 24
.00
80+φ的内孔,已知内孔尺寸按正态分布,均方根偏差mm 04.0=σ,分布曲线中心小于公差带中心为mm 04.0=ε,试计算: 1) 该批工件的不合格品率为多少?
2) 常值系统误差多大?随机误差的分散范围多大? 3) 出现的不合格品是否可修复?
4) 要想消除常值系统误差,刀具的调整量应为多少。
z
0.9 1
1.2
1.5 1.8
2
2.5
3.0
0.3159
0.3413 0.3849 0.4332
0.4641 0.4772
0.4938
0.5
5. 某阶梯轴的尺寸mm A 015.0100-=已加工好,今在轴径1d 上铣键槽,要求保证尺寸
H 、L 。
已知该轴小外圆直径mm d 01.0130-=φ,大外圆直径mm d 0
18.0260-=φ。
工件以大
外圆2d 表面及端面M 作为定位表面,定位元件采用V 形块(α=90°)及安装在V 形块上的挡块。
试求:
1) 工序尺寸H 、L 的定位误差。
(计算结果精确到小数点后2位) ;
2) 若想消除尺寸L 的定位误差应采取怎样的定位方案?
6.图2所示零件,外圆、内孔、端面已加工好,现加工孔φ10H8,要求保证孔轴线与外圆轴线垂直相交,误差不大0.05,以及位置
尺寸40±0.05。
试:
1)选择加工方法与加工刀具. 2)确定加工的必须限制的自由度 3)选择定位方法和定位元件,并示意画出.
4)计算所评选定位方法的定位误差.
5)画出该工序的工序简图
7加工图3所示零件,要求保证尺寸(6±
0.1)mm 。
由于该尺寸不便测量,只好通过测量尺寸L 来间接保证。
试求测量尺寸L 及其上、下偏差?
解:(1)由题意,列尺寸链为:
1.06±为封闭环。
(2)解尺寸链可得测量尺寸L 及其上下偏差:
01
.005.016--=L mm
8有一批小轴,其直径尺寸要求为mm 0035.018-φ,
加工后尺寸属正态分布,测量计算得一批工件
直径的算术平均值mm x 975.17_
=,均方根差mm 01.0=σ。
(1)试画出尺寸分布曲线与公差带间的关系图,计算合格品率及废品率并分析可修复性。
(2)求系统误差,分析其产生系统误差的原因,找出改进的措施。
(3)计算工序能力系数。
附表 ⎰-
=
z z z
d e
z 2
221
π
φ)(
1.00 1.50
2.00
2.50
3.00
0.3413
0.4332
0.4772
0.4938
0.49865
【解】:(1)画尺寸分布曲线与公差带间的关系如图所示, 作标准化变化,令
查表得:4938.05.2=)
(φ,3413.0)1(=φ 图3 零件图
偏大不合格率%62.04938.05.05.25.0=-=-=)(大φP ,这些不合格品可修复。
偏小不合格率%86.153413.05.015.0=-=-=)(
小φP ,这些不合格品不可修复。
废品率为%48.16%86.15%62.0=+=P 合格率为%52.83%86.15%62.01=--=P (2)mm x x 0075.02/035.018-17.975-=-=-=∆)(公
产生废品的原因:是对刀不准,_
x 比公差带中心尺寸小,存在系统误差0.0075mm ,车刀位置调得稍稍靠近机床主轴中心了.
改进措施:再把车刀位置调远离机床中心线一个系统误差=0.0075mm 的距离。
从而消除常值系统误差存在。
(3)工序能力系数583.001
.06035.06=⨯==
σT C p 9图示齿坯在V 型块上定位插键槽,要求保证工序尺寸mm H 2
.00
5.38+=。
已知:mm d 01.080-=φ,mm D 025
.00
35+=φ。
若不计内孔与外圆同轴度误差的影响,试求此工序的定位误差。
2)δ
定位(H )
=Td/(2sin a )+TD/2=0.0832
图a 所示在工件上加工键槽,要求保证尺寸54和对称度0.03。
现有2种定位方案,分别如图b ,c ,所示。
试分别计算2种方案的定位误差,并选择最佳方案。
图b 定位方案:对于尺寸54,
DW ∆=
对于对称度0.03,
DW ∆=
图c 定位方案: 对于尺寸54, DW ∆=
对于对称度0.03, DW ∆=。