经典粉末冶金原理-中文.ppt
合集下载
粉末冶金知识PPT幻灯片课件
蒸汽处理
出货 精整
机加工
油浸
油浸
洗净
洗净
出货
出货
油浸
油浸
出货
出货
3
1.2 后处理的选用依据
• 后处理的选用:①根据客户图面要求;②根据产品的使用 要求。
• 1. 提高产品强度: • 1.1 热处理:适用于综合机械性能要求较高的产品,硬度
一般可以达到HRC25以上(Hv0.2 450以上)。产品一般是 承受较大载荷的齿轮及一些耐磨性较高的产品。 • 1.2 蒸汽处理:适用于综合机械性能要求中等的产品,硬 度一般可达到HRB70以上。此工艺在产品表面形成致密的 氧化膜保护层,耐磨性能较好。产品一般是压缩机的阀板 及电动工具类的压板。 2. 提高产品尺寸精度: 2.1 精整:适用于一些齿形精度较高或尺寸精度较高但
长,段长);密度等。
29
30
31
• 成形机台吨位越大,所 能成形的产品也越大。
32
成形模具
下冲 芯棒 上冲
中模
33
上冲
中模
模具组立 下冲
芯棒
34
其他一些模具形式
35
成形三步曲(动作状态)
• 1.充填 • 2.压制 • 3.脱模
36
将粉末充填在模腔中
成形三步曲之:充填状态
37
上冲进入中模将粉末压制成生胚 成形三步曲之:压制状态
24
• 2.22对于轴套,隔套等定位零件,SMF40和SMF50系列 (对应MPIF FC和FN系列)均可,视其功能及工作要 求选用
• 对于荷重齿轮,链轮,凸轮和棘轮,推荐选用SMF50 系列其中的镍和钼均可起到提高强度和淬透性的作用
• 对于要求耐磨和高强度的产品,可以采用温压成形工 艺,并可采用高温烧结来提高密度与强度
中南大学粉末冶金原理PPT(1)

临界点落点fallingpointrotationsmallsteelballforceactionbasicregulationmill转速慢泻落状态摩擦效果grinding转速快抛落状态摩擦撞击破碎转速快抛落状态撞击破碎colliding只一个球onlyoneball球直径比桶直径小球受到两个力作用twoforceacting离心力centrifugeforce线速度linearvelocitysmallball
• Same to American,日本Japan的汽车工业的发展带动了
粉末冶金工业发展。
• Different to China与中国不一样,the western countries
and Japan西方或日本的粉末冶金工业是由两部分构成 conbined by two part
• 制粉公司:制备各种粉末:Companies to fabricate and
(组元)or uncommon shapes.
粉末冶金发展 History and development of P/M
历史部分: 武器, 生活用具, 艺术建筑
• Weapon, life facilities, arts-construction, etc.
现代部分: 硬质合金, 高温材料, 汽车部件, 军事工程
contain oxide that induce materials brittle.
powder fabri., powder compaction, sintering and surface treatments.
• R&D of novel materials and products.
Powder Metallurgy Processing
• Same to American,日本Japan的汽车工业的发展带动了
粉末冶金工业发展。
• Different to China与中国不一样,the western countries
and Japan西方或日本的粉末冶金工业是由两部分构成 conbined by two part
• 制粉公司:制备各种粉末:Companies to fabricate and
(组元)or uncommon shapes.
粉末冶金发展 History and development of P/M
历史部分: 武器, 生活用具, 艺术建筑
• Weapon, life facilities, arts-construction, etc.
现代部分: 硬质合金, 高温材料, 汽车部件, 军事工程
contain oxide that induce materials brittle.
powder fabri., powder compaction, sintering and surface treatments.
• R&D of novel materials and products.
Powder Metallurgy Processing
粉末冶金原理简介课件
化学共沉淀法
总结词
通过化学反应使金属离子共沉淀形成均匀的金属氧化物或硫化物粉末。
详细描述
化学共沉淀法是一种制备金属粉末的方法,通过化学反应使金属离子共沉淀形成 均匀的金属氧化物或硫化物粉末。在沉淀过程中,控制溶液的pH值和浓度等条 件,使不同金属离子同时沉淀,形成成分均匀的混合物粉末。
喷雾干燥法
定义
粉末烧结是一种通过加热使粉末颗粒 间发生粘结,从而将它们转化为致由烧结和压制烧结。
烧结原理与过程
原理
烧结过程中,粉末颗粒通过表面扩散、粘性流动和塑性变形等机制相互粘结, 形成连续的固体结构。
过程
烧结过程通常包括加热、保温和冷却三个阶段,其中保温阶段是粉末颗粒粘结 的主要阶段。
能源领域
粉末冶金多孔材料可用于制造 燃料电池电极、核反应堆控制 棒等能源相关领域。
医疗器械
粉末冶金材料具有生物相容性 和耐腐蚀性,适用于医疗器械 制造,如人工关节、牙科植入
物等。
粉末冶金的发展历程
01
02
03
早期发展
粉末冶金起源于古代金属 加工技术,如青铜器时代 的铜合金制造。
20世纪发展
随着科技的发展,粉末冶 金在20世纪得到了广泛研 究和应用,涉及领域不断 扩大。
05
粉末冶金材料性能
力学性能
高强度和硬度
粉末冶金材料通过细晶强 化等手段,表现出较高的 硬度和强度,能够满足各 种复杂工况的需求。
良好的耐磨性
由于粉末冶金材料的晶粒 细小且均匀,其耐磨性优 于传统铸造和锻造材料。
抗疲劳性能
由于材料的内部结构均匀 ,可以有效抵抗疲劳裂纹 的扩展,提高零件的寿命 。
特点
粉末冶金具有能够制备传统熔炼 方法难以制备的合金、材料纯度 高、材料性能可调范围广、节能 环保等优点。
粉末冶金原理简介PPT课件
.
11
一、粉末制备技术
1. 在不同状态下制备粉末的方法 1.1 在固态下制备粉末的方法 1.2 在液态下制备粉末的方法 1.3 在气态下制备粉末的方法 2.常用的粉末制备方法 2.1 机械粉碎法 2.2 雾化法 2.3 还原法 2.4 气相沉积法 2.5 液相沉淀法 2.6 电解法 3. 本章小结
3.现代粉末冶金技术的发展中共有三个重要标志: 1)克服了难熔金属(如钨、钼等)熔铸过程中产生的困难。1909 年制造电灯钨丝,推动了粉末冶金的发展;1923年粉末冶金硬质 合金的出现被誉为机械加工中的工业革命。
.
4
绪论
2)20世纪三十年代成功制取多孔含油轴承;继而粉末冶 金铁基机械零件的发展,充分发挥了粉末冶金制品少切削 甚至无切削的优点。
从金属熔盐电解制取金属和金属化合物粉末的
有熔盐电解法。
.
14
一、粉末制备技术
1.3 在气态下制备粉末的方法 (1)从金属蒸气中冷凝制取金属粉末的有蒸
气冷凝法;
(2) 从气态金属羰基物中离解制取金属、合 金粉末以及包覆粉末的有羰基物热离解法;
(3)从气态金属卤化物中气相还原制取金属、 合金粉末以及金属、合金涂层的有气相氢还原法;
杂质,而烧结一般在真空和还原气氛中进行,不怕
氧化,也不会给材料任何污染,故有可能制取高纯
度的材料。
4、粉末冶金能保证材料成分配比的正确性和
均匀性。Βιβλιοθήκη 5、粉末冶金适宜于生产同一形状而数量多的
产品,特别是齿轮等加工费用高的产品,用粉末冶
金法制造能大大降低生产成本。
.
10
绪论
➢ 粉末冶金材料和制品的发展方向
.
13
一、粉末制备技术
粉末冶金知识讲义(ppt 48页)
5、粉末性能及测定 成分-
金属粉末、合金粉末、金属化合物粉末;
聚集状态 单颗粒、 二次颗粒; 2-1
外形-球形、多角形、树枝形 2-4;
粒度: 粗粉-150~500微米; 中粉-40~150微米, 细粉-10~40微米; 极细粉-0.5~10微米 超细粉-0.5微米以下; 纳米粉-100纳米及以下;
粉末压坯,在适当的温度和气氛中, 所发生的物理化学变化, 由粉末颗粒的聚集体→晶粒的聚集体; 颗粒之间发生粘结、强度↑,多数情况下密度也↑ 粉末有自动粘结的倾向(比表面积大,能量高), 特别是极细粉末;
烧结是制品达到所要求的性能-关键;
烧结的热力学过程 -5-1 ①烧结初期: 颗粒之间接触点或面 →晶体结合, 经过形核长大→烧结颈;即颗粒界面→晶粒界面, 烧结体不收缩,密度↑极小,强度、导电性明显↑
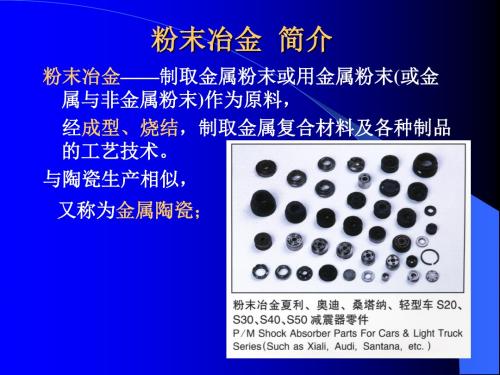
粉末冶金 简介
粉末冶金——制取金属粉末或用金属粉末(或金 属与非金属粉末)作为原料, 经成型、烧结,制取金属复合材料及各种制品 的工艺技术。
与陶瓷生产相似,
又称为金属陶瓷;
一、发展历史 公元前3000年,古埃及人用C还原氧化铁
制成海绵状的铁, 经高温锻造成致密块状的Fe, 再制出铁器; 本世纪初,电灯W丝问世(爱迪生发明), 使粉末冶金得以迅速发展;
分类和牌号 YG类(钨钴类)
—Y、G:硬、钴,其后数字代表钴含量。 牌号后面的“C”表示为粗晶粒合金,
“X”表示细晶粒合金。 YT类(钛钨类)-除WC、Co外,
还有硬度比WC更高的TiC粉末。 耐磨性高但强度和韧性低。 YW类-新发展起来的硬质合金, 含有TaC,红硬性提高。 用来切削耐热钢、不锈钢、
2、多孔材料 含油轴承:Fe粉+石墨粉+硬脂酸锌=混合、
粉末冶金原理中文PPT课件
12
一、粉末制备技术
1. 在不同状态下制备粉末的方法 1.1 在固态下制备粉末的方法
(1)从固态金属与合金中制取金属与合金粉末的方法有机 械粉碎法和电化学腐蚀法;
(2)从固态金属氧化物及盐类制取金属与合金粉末的有还 原法;
(3)从金属和非金属粉末、金属氧化物和非金属粉末制取 金属化合物粉末的有还原-化合法。
3
绪论
1.粉末冶金——是一种利用制取到的金属粉末,或金属粉末与非金 属粉末的混合物作为原料,经过粉末成形和烧结制造金属材料、 复合材料以及各类型制品的工艺过程。粉末冶金法与生产陶瓷有 相似的地方,因此也叫金属陶瓷法。
2.粉末冶金的发展 粉末冶金方法起源于公元前三千多年。埃及人制造铁的第一方 法实质上采用的就是粉末冶金方法。
3.现代粉末冶金技术的发展中共有三个重要标志: 1)克服了难熔金属(如钨、钼等)熔铸过程中产生的困难。 1909年制造电灯钨丝,推动了粉末冶金的发展;1923年粉末冶 金硬质合金的出现被誉为机械加工中的工业革命。
4
绪论
2)20世纪三十年代成功制取多孔含油轴承;继而粉末冶 金铁基机械零件的发展,充分发挥了粉末冶金制品少切削 甚至无切削的优点。
23
一、粉末制备技术 (2)影响球磨的因素
球磨机中的研磨过程取决于众多因素:筒 内装料量、装球量、球磨筒尺寸、球磨机转 速、研磨时间、球体与被研磨物料的比例 (球料比)、研磨介质以及球体直径等。
24
一、粉末制备技术
例如:球磨筒转速n=0.7-0.75n临界时,球体发生抛落; n=0.6n临界时,球体发生滚动; n<0.6n临界时,球体
6
绪论
3、坯块的烧结。烧结是粉末冶金工艺中的关键性工序。 成型后的压坯通过烧结使其得到所要求的最终物理力学性 能。烧结又分为单元系烧结和多元系烧结。对于单元系和 多元系的烧结,若烧结温度比所用的金属及合金的熔点低, 则称之为固相烧结;若烧结温度一般比其中难熔成分的熔 点低,而高于易熔成分的熔点,则称为液相烧结。除普通 烧结外,还有松装烧结、熔浸法、热压法烧结等特殊的烧 结工艺。
一、粉末制备技术
1. 在不同状态下制备粉末的方法 1.1 在固态下制备粉末的方法
(1)从固态金属与合金中制取金属与合金粉末的方法有机 械粉碎法和电化学腐蚀法;
(2)从固态金属氧化物及盐类制取金属与合金粉末的有还 原法;
(3)从金属和非金属粉末、金属氧化物和非金属粉末制取 金属化合物粉末的有还原-化合法。
3
绪论
1.粉末冶金——是一种利用制取到的金属粉末,或金属粉末与非金 属粉末的混合物作为原料,经过粉末成形和烧结制造金属材料、 复合材料以及各类型制品的工艺过程。粉末冶金法与生产陶瓷有 相似的地方,因此也叫金属陶瓷法。
2.粉末冶金的发展 粉末冶金方法起源于公元前三千多年。埃及人制造铁的第一方 法实质上采用的就是粉末冶金方法。
3.现代粉末冶金技术的发展中共有三个重要标志: 1)克服了难熔金属(如钨、钼等)熔铸过程中产生的困难。 1909年制造电灯钨丝,推动了粉末冶金的发展;1923年粉末冶 金硬质合金的出现被誉为机械加工中的工业革命。
4
绪论
2)20世纪三十年代成功制取多孔含油轴承;继而粉末冶 金铁基机械零件的发展,充分发挥了粉末冶金制品少切削 甚至无切削的优点。
23
一、粉末制备技术 (2)影响球磨的因素
球磨机中的研磨过程取决于众多因素:筒 内装料量、装球量、球磨筒尺寸、球磨机转 速、研磨时间、球体与被研磨物料的比例 (球料比)、研磨介质以及球体直径等。
24
一、粉末制备技术
例如:球磨筒转速n=0.7-0.75n临界时,球体发生抛落; n=0.6n临界时,球体发生滚动; n<0.6n临界时,球体
6
绪论
3、坯块的烧结。烧结是粉末冶金工艺中的关键性工序。 成型后的压坯通过烧结使其得到所要求的最终物理力学性 能。烧结又分为单元系烧结和多元系烧结。对于单元系和 多元系的烧结,若烧结温度比所用的金属及合金的熔点低, 则称之为固相烧结;若烧结温度一般比其中难熔成分的熔 点低,而高于易熔成分的熔点,则称为液相烧结。除普通 烧结外,还有松装烧结、熔浸法、热压法烧结等特殊的烧 结工艺。
粉末冶金原理PPT课件 雾化法

3 2 4 4 球化 (r1 r2 ) 4v Ti Tg d m H 凝固 (C p ) m ln 6he Tm Tg Tm Tg
500
400
300
700 350 0
200
100
0 100
200
300
400
500
颗粒粒度,μ 铜液滴破碎的临界速度与颗粒粒度的关系
7.雾化中成球的条件
• τ球化≤ τ凝固
• • • • • • • • • • • • r1- 球化后的颗粒半径 r2-球化前的液滴半径 μ-金属液体粘度 σ-金属液体表面张力 V-颗粒体积 pm-金属密度 he-对流传热系数 (Cp)m-金属热容 Ti-液滴凝固时温度 Tg-气体温度 Tm-金属熔点 △H-金属比熔化潜热
m 1 M K (1 ) dm A g W dp
1/ 2
5.气体雾化喷嘴结构
环孔喷嘴结构
旋涡环缝喷嘴结构
喷嘴出口形状
• 1直线型
进 口 出 口
2收缩型
进 口 出 口
3拉瓦尔型
ν 进 口
临界
出 口
v1 v2
r1 2 v2 v1 ( ) r2
1.气雾化制铜粉工艺
• 工艺条件 过热度100-150℃, 漏包烘烤至600℃, 液流直径4-6mm,气体压力0.5-0.7MPa,干式集粉 器,水冷夹套. • 2.气体雾化制取铁粉工艺 • RZ法 即高碳铁雾化然后脱碳获得铁粉 • 高碳铁水温度1300-1350℃,含碳量3.2-3.6%,漏包 烘烤至600℃,液流直径6-8mm,气体压力0.60.7MPa,干式集粉器,水冷夹套. • 脱碳靠自身还原,进行温度950-1000℃,在还原气 氛下进行.
粉末冶金原理烧结ppt课件
二、烧结的热力学问题
粉末有自动粘结或成团的倾向 粉末烧结使系统自由能减少的过程 烧结系统自由能降低是烧结过程的原动力。烧结
后系统自由能降低包括下述几个方面: (1)由于颗粒结合面(烧结颈)的增大和颗粒表
面平直化,粉末体的总比表面积和总表面自由能 减小; (2)烧结体内孔隙的总体积和总表面积减小; (3)粉末颗粒内晶格畸变部分消除。
借助于建立物理、几何或化学模型, 进行烧结过程的计算机模拟(蒙特-卡 洛模拟)
粉末烧结过程模拟
多相粉末烧结
液相烧结
三、烧结技术的发展
● 外力的引入(加压同时烧结): ➢ HP、HIP、超高压烧结(纳米晶材料)等 ➢ 气压烧结
●快速烧结技术
1 电固结工艺 2 快速热等静压(quick-HIP) 3 微波烧结技术 4 激光烧结 5 等离子体烧结 6 电火花烧结
按烧结过程有无液相出现
固相烧结:
单元系固相烧结:单相(纯金属、化合物、固溶体)粉末 的烧结:烧结过程无化学反应、无新相形成、无物质聚集 状态的改变。 多元系固相烧结:
两种或两种以上组元粉末的烧结过程,包括反应烧结等。
无限固溶系:Cu-Ni、Cu-Au、Ag-Au等 有限固溶系:Fe-C、Fe-Ni、Fe-Cu、W-Ni等 互不固溶系:Ag-W、Cu-W、Cu-C等
烧结颈长大
3.封闭孔隙球化和缩小阶段 当烧结体密度达到90%以后, 多数孔隙被完全分隔,闭
孔数量大的增加,孔隙形状趋近球形并不断缩小。在这个 阶段,整个烧结体仍可缓慢收缩,但主要是靠小孔的消失 和孔隙数量的减少来实现。这一阶段可以延续很长时间, 但是仍残留少量的隔离小孔隙不能消除。也就是一般不能 达到完全致密。
对烧结定义的理解-1:
● 粉末也可以烧结(不一定要成形) 松装烧结,制造过滤材料(不锈钢,青铜,黄铜,钛等)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
精选
一、粉末制备技术
1.2 在液态下制备粉末的方法
(1)从液态金属与合金中制取金属与合金粉末 的有雾化法;
(2)从金属盐溶液置换和还原制取金属、合金 以及包覆粉末的有置换法、溶液氢还原法;
从金属熔盐中沉淀制取金属粉末的有熔盐沉淀 法;
从辅助金属浴中析出制取金属化合物粉末的有 金属浴法;
(3)从金属盐溶液电解制取金属与合金粉末的 有水溶液电解法;
精选
绪论
4、产品的后序处理。烧结后的处理,可以根据产 品要求的不同,采取多种方式。如精整、浸油、机 加于粉末冶金材料烧结后的加工, 取得较理想的效果。
精选
绪论
粉末冶金工艺的优点
1、绝大多数难熔金属及其化合物、氧化物弥散强 化合金、多孔材料、陶瓷材料和硬质合金等只能用粉 末冶金方法来制造。
质量的结构零部件发展。 ➢ 2、制造具有均匀显微组织结构的、加工困难而完全致密
的高性能硬质合金。 ➢ 3、用增强致密化过程来制造一般含有混合相组成的特殊
合金。 ➢ 4、制造非均匀材料、非晶态、微晶或者亚稳合金。 ➢ 5、加工独特的和非一般形态或成分的复合零部件。
精选
一、粉末制备技术
1. 在不同状态下制备粉末的方法 1.1 在固态下制备粉末的方法 1.2 在液态下制备粉末的方法 1.3 在气态下制备粉末的方法 2.常用的粉末制备方法 2.1 机械粉碎法 2.2 雾化法 2.3 还原法 2.4 气相沉积法 2.5 液相沉淀法 2.6 电解法 3. 本章小结
杂质,而烧结一般在真空和还原气氛中进行,不怕
氧化,也不会给材料任何污染,故有可能制取高纯
度的材料。
4、粉末冶金能保证材料成分配比的正确性和 均匀性。
5、粉末冶金适宜于生产同一形状而数量多的 产品,特别是齿轮等加工费用高的产品,用粉末冶 金法制造能大大降低生产成本。
精选
绪论
➢ 粉末冶金材料和制品的发展方向 ➢ 1、具有代表性的铁基合金,将向大体积的精密制品,高
精选
绪论
粉末冶金工艺的基本工序 1、原料粉末的制备。现有的制粉方法大体可分为两类:
机械法和物理化学法。其中机械法又可分为:机械粉碎和 雾化法;物理化学法又分为:电化腐蚀法、还原法、化合 法、还原-化合法、气相沉积法、液相沉积法以及电解法。 其中应用最为广泛的是还原法、雾化法和电解法。
2、将粉末压制成型为所需形状的坯块。成型的目的是制 得一定形状和尺寸的压坯,并使其具有一定的密度和强度。 成型的方法基本上分为加压成型和无压成型。加压成型中 应用最多的是模压成型,还有挤压成型、爆炸成型等。
精选
绪论
3、坯块的烧结。烧结是粉末冶金工艺中的关键性工序。 成型后的压坯通过烧结使其得到所要求的最终物理力学性 能。烧结又分为单元系烧结和多元系烧结。对于单元系和 多元系的烧结,若烧结温度比所用的金属及合金的熔点低, 则称之为固相烧结;若烧结温度一般比其中难熔成分的熔 点低,而高于易熔成分的熔点,则称为液相烧结。除普通 烧结外,还有松装烧结、熔浸法、热压法烧结等特殊的烧 结工艺。
从气态金属卤化物中沉积制取金属化合物 粉末以及涂层的有化学气相沉积法。
精选
一、粉末制备技术
从实质过程看,现有制粉方法大体可归纳为 两大类,即机械法和物理化学法。
从金属熔盐电解制取金属和金属化合物粉末的
有熔盐电解法。
精选
一、粉末制备技术
1.3 在气态下制备粉末的方法 (1)从金属蒸气中冷凝制取金属粉末的有蒸
气冷凝法;
(2) 从气态金属羰基物中离解制取金属、合 金粉末以及包覆粉末的有羰基物热离解法;
(3)从气态金属卤化物中气相还原制取金属、 合金粉末以及金属、合金涂层的有气相氢还原法;
2、由于粉末冶金方法能压制成最终尺寸的压坯, 而不需要或很少需要后续的机械加工,故能大大节约 金属用量,降低产品成本。用粉末冶金方法制造产品 时,金属的损耗只有1-5%,而用一般熔铸方法生产时, 金属的损耗可能会达到80%。
精选
3、由于粉末冶金工艺在材料生产过程中并不
熔化材料,也就不怕混入由坩埚和脱氧剂等带来的
精选
绪论
1.粉末冶金——是一种利用制取到的金属粉末,或金属粉末与非金 属粉末的混合物作为原料,经过粉末成形和烧结制造金属材料、 复合材料以及各类型制品的工艺过程。粉末冶金法与生产陶瓷有 相似的地方,因此也叫金属陶瓷法。
2.粉末冶金的发展 粉末冶金方法起源于公元前三千多年。埃及人制造铁的第一方 法实质上采用的就是粉末冶金方法。
精选
一、粉末制备技术
1. 在不同状态下制备粉末的方法 1.1 在固态下制备粉末的方法
(1)从固态金属与合金中制取金属与合金粉末的方法有 机械粉碎法和电化学腐蚀法;
(2)从固态金属氧化物及盐类制取金属与合金粉末的有 还原法;
(3)从金属和非金属粉末、金属氧化物和非金属粉末制 取金属化合物粉末的有还原-化合法。
粉末冶金原理
郭圣达
E-mail: enga@
江西理工大学 工程研究院
精选
参考书目
1.黄培云主编:粉末冶金原理,冶金工业 出版社
2.王盘鑫主编:粉末冶金学,冶金工业出 版社
精选
目录
一、粉末的制备技术 二、粉末的性能及其测定 三、粉末成形 四、烧结 五、粉末冶金材料和制品 六、粉末冶金的安全知识 七、粉末制备、成形、烧结新技术
3)向更高级的新材料、新工艺发展。四十年代,出现金 属陶瓷、弥散强化等材料,六十年代末至七十年代初,粉 末高速钢、粉末高温合金相继出现;还有利用粉末冶金锻 造及热等静压等技术已能制造高强度的零件。以硬质合金 来说,新型硬质合金已经逐步替代传统合金,如梯度结构 硬质合金、超细/纳米晶、双晶结构、粗晶结构硬质合金 等。
3.现代粉末冶金技术的发展中共有三个重要标志: 1)克服了难熔金属(如钨、钼等)熔铸过程中产生的困难。1909 年制造电灯钨丝,推动了粉末冶金的发展;1923年粉末冶金硬质 合金的出现被誉为机械加工中的工业革命。
精选
绪论
2)20世纪三十年代成功制取多孔含油轴承;继而粉末冶 金铁基机械零件的发展,充分发挥了粉末冶金制品少切削 甚至无切削的优点。
一、粉末制备技术
1.2 在液态下制备粉末的方法
(1)从液态金属与合金中制取金属与合金粉末 的有雾化法;
(2)从金属盐溶液置换和还原制取金属、合金 以及包覆粉末的有置换法、溶液氢还原法;
从金属熔盐中沉淀制取金属粉末的有熔盐沉淀 法;
从辅助金属浴中析出制取金属化合物粉末的有 金属浴法;
(3)从金属盐溶液电解制取金属与合金粉末的 有水溶液电解法;
精选
绪论
4、产品的后序处理。烧结后的处理,可以根据产 品要求的不同,采取多种方式。如精整、浸油、机 加于粉末冶金材料烧结后的加工, 取得较理想的效果。
精选
绪论
粉末冶金工艺的优点
1、绝大多数难熔金属及其化合物、氧化物弥散强 化合金、多孔材料、陶瓷材料和硬质合金等只能用粉 末冶金方法来制造。
质量的结构零部件发展。 ➢ 2、制造具有均匀显微组织结构的、加工困难而完全致密
的高性能硬质合金。 ➢ 3、用增强致密化过程来制造一般含有混合相组成的特殊
合金。 ➢ 4、制造非均匀材料、非晶态、微晶或者亚稳合金。 ➢ 5、加工独特的和非一般形态或成分的复合零部件。
精选
一、粉末制备技术
1. 在不同状态下制备粉末的方法 1.1 在固态下制备粉末的方法 1.2 在液态下制备粉末的方法 1.3 在气态下制备粉末的方法 2.常用的粉末制备方法 2.1 机械粉碎法 2.2 雾化法 2.3 还原法 2.4 气相沉积法 2.5 液相沉淀法 2.6 电解法 3. 本章小结
杂质,而烧结一般在真空和还原气氛中进行,不怕
氧化,也不会给材料任何污染,故有可能制取高纯
度的材料。
4、粉末冶金能保证材料成分配比的正确性和 均匀性。
5、粉末冶金适宜于生产同一形状而数量多的 产品,特别是齿轮等加工费用高的产品,用粉末冶 金法制造能大大降低生产成本。
精选
绪论
➢ 粉末冶金材料和制品的发展方向 ➢ 1、具有代表性的铁基合金,将向大体积的精密制品,高
精选
绪论
粉末冶金工艺的基本工序 1、原料粉末的制备。现有的制粉方法大体可分为两类:
机械法和物理化学法。其中机械法又可分为:机械粉碎和 雾化法;物理化学法又分为:电化腐蚀法、还原法、化合 法、还原-化合法、气相沉积法、液相沉积法以及电解法。 其中应用最为广泛的是还原法、雾化法和电解法。
2、将粉末压制成型为所需形状的坯块。成型的目的是制 得一定形状和尺寸的压坯,并使其具有一定的密度和强度。 成型的方法基本上分为加压成型和无压成型。加压成型中 应用最多的是模压成型,还有挤压成型、爆炸成型等。
精选
绪论
3、坯块的烧结。烧结是粉末冶金工艺中的关键性工序。 成型后的压坯通过烧结使其得到所要求的最终物理力学性 能。烧结又分为单元系烧结和多元系烧结。对于单元系和 多元系的烧结,若烧结温度比所用的金属及合金的熔点低, 则称之为固相烧结;若烧结温度一般比其中难熔成分的熔 点低,而高于易熔成分的熔点,则称为液相烧结。除普通 烧结外,还有松装烧结、熔浸法、热压法烧结等特殊的烧 结工艺。
从气态金属卤化物中沉积制取金属化合物 粉末以及涂层的有化学气相沉积法。
精选
一、粉末制备技术
从实质过程看,现有制粉方法大体可归纳为 两大类,即机械法和物理化学法。
从金属熔盐电解制取金属和金属化合物粉末的
有熔盐电解法。
精选
一、粉末制备技术
1.3 在气态下制备粉末的方法 (1)从金属蒸气中冷凝制取金属粉末的有蒸
气冷凝法;
(2) 从气态金属羰基物中离解制取金属、合 金粉末以及包覆粉末的有羰基物热离解法;
(3)从气态金属卤化物中气相还原制取金属、 合金粉末以及金属、合金涂层的有气相氢还原法;
2、由于粉末冶金方法能压制成最终尺寸的压坯, 而不需要或很少需要后续的机械加工,故能大大节约 金属用量,降低产品成本。用粉末冶金方法制造产品 时,金属的损耗只有1-5%,而用一般熔铸方法生产时, 金属的损耗可能会达到80%。
精选
3、由于粉末冶金工艺在材料生产过程中并不
熔化材料,也就不怕混入由坩埚和脱氧剂等带来的
精选
绪论
1.粉末冶金——是一种利用制取到的金属粉末,或金属粉末与非金 属粉末的混合物作为原料,经过粉末成形和烧结制造金属材料、 复合材料以及各类型制品的工艺过程。粉末冶金法与生产陶瓷有 相似的地方,因此也叫金属陶瓷法。
2.粉末冶金的发展 粉末冶金方法起源于公元前三千多年。埃及人制造铁的第一方 法实质上采用的就是粉末冶金方法。
精选
一、粉末制备技术
1. 在不同状态下制备粉末的方法 1.1 在固态下制备粉末的方法
(1)从固态金属与合金中制取金属与合金粉末的方法有 机械粉碎法和电化学腐蚀法;
(2)从固态金属氧化物及盐类制取金属与合金粉末的有 还原法;
(3)从金属和非金属粉末、金属氧化物和非金属粉末制 取金属化合物粉末的有还原-化合法。
粉末冶金原理
郭圣达
E-mail: enga@
江西理工大学 工程研究院
精选
参考书目
1.黄培云主编:粉末冶金原理,冶金工业 出版社
2.王盘鑫主编:粉末冶金学,冶金工业出 版社
精选
目录
一、粉末的制备技术 二、粉末的性能及其测定 三、粉末成形 四、烧结 五、粉末冶金材料和制品 六、粉末冶金的安全知识 七、粉末制备、成形、烧结新技术
3)向更高级的新材料、新工艺发展。四十年代,出现金 属陶瓷、弥散强化等材料,六十年代末至七十年代初,粉 末高速钢、粉末高温合金相继出现;还有利用粉末冶金锻 造及热等静压等技术已能制造高强度的零件。以硬质合金 来说,新型硬质合金已经逐步替代传统合金,如梯度结构 硬质合金、超细/纳米晶、双晶结构、粗晶结构硬质合金 等。
3.现代粉末冶金技术的发展中共有三个重要标志: 1)克服了难熔金属(如钨、钼等)熔铸过程中产生的困难。1909 年制造电灯钨丝,推动了粉末冶金的发展;1923年粉末冶金硬质 合金的出现被誉为机械加工中的工业革命。
精选
绪论
2)20世纪三十年代成功制取多孔含油轴承;继而粉末冶 金铁基机械零件的发展,充分发挥了粉末冶金制品少切削 甚至无切削的优点。