SMT维修日报表
SMT生产日报表

实结存差数备注Fra bibliotek出勤状况
应到
人
H 请假
人
H 加班
实到
人
H 旷工
异常记 录及处 理记 录:
人
H 备注
人
H
说明:
1、生产效 率=产出数 /标准产能 *实用工时 *100%
拉长:
审核:
2、稼动率 =实用工时 /投入工时 *100% 3、本表中 计时单位 为“H”
核准:
SMT生产日报表
线别: 序号
客户
机型
订单
批量
班别: 标准产能 投入工时 损失工时 实用工时 产出数
日期: 不良数 生产效率 稼动率 良率
累计产出
备注
机型 不良数 假焊
连锡
不良统计
少件
侧立
立碑
偏位
其他
机型
抛料统计 料号 抛料数
损失工时明细 抛料率 损失原因 损失工时 确认人
产线结存 机型 前班结存 本班产出 本班转出 累计转出 应结存
SMT不良维修日报表模板及综合分类分析
SMT不良维修日报表模板及综合分类分析一、概述SMT(表面贴装技术)在电子制造业中起着至关重要的作用。
然而,由于各种原因,SMT过程中产生的不良品需要进行维修。
为了有效监控和管理SMT不良维修情况,本文提供了SMT不良维修日报表模板,并进行了综合分类分析。
二、SMT不良维修日报表模板以下是SMT不良维修日报表模板的内容:日期:____________(填写维修日报表填报日期)维修员:____________(填写维修人员姓名)维修项目:____________(填写维修项目,例如:贴片机维修/回流焊炉维修等)维修时间:____________(填写维修开始和结束时间)维修数量:____________(填写维修的产品数量)不良原因分类及数量:1. ____________(填写不良原因分类1):____________(填写该分类不良数量)2. ____________(填写不良原因分类2):____________(填写该分类不良数量)3. ____________(填写不良原因分类3):____________(填写该分类不良数量)……三、综合分类分析根据日报表收集的数据,进行综合分类分析可以帮助我们更好地了解SMT不良维修情况,并采取相应的改进措施。
1. 不良原因分类通过对不良原因的分类,我们可以清晰地了解哪些方面的问题导致了不良品的产生。
一般而言,SMT不良原因可以分为以下几类:- 设备故障:包括贴片机故障、回流焊炉故障等设备问题导致的不良品产生。
- 操作失误:包括操作人员疏忽、不熟悉操作要求等因素导致的不良品产生。
- 材料问题:包括贴片元件质量不良、焊接材料质量不良等原因导致的不良品产生。
- 工艺参数:包括焊接温度、焊接时间等工艺参数设置不当导致的不良品产生。
2. 不良数量统计通过统计每个不良原因分类的数量,我们可以发现不同类别的不良品产生情况。
这可以帮助我们确定哪些不良原因更为突出,需要重点解决。
修模日报表
26
6/23
6/25 43#
罗长平
900001131A 920001281A 920001211A 900001131A 900001181A 920001221A
胶箱底板
人型头部固定板 大象脚部固定块 人型左/右肩固定块 人型头部固定板 大象头部固定板 人型右肘固定块
热流道堵塞
优必选 优必选
6#披锋、7#拖伤 1#、8#断针
920001211A 人型左/右肩固定块 优必选 左肩产品披锋
15 6
25
6/18
6/22 33# 黄厚望
罗长平
900001131A 人型头部固定板
优必选 产品断针、披锋
拉杆螺牙损坏,更换拉杆 前模降面0.02mm后晒纹改善
重新线割镶件、放电
供应商协助清理热流道 滑块压变形、烧焊、放电、配模
16 6
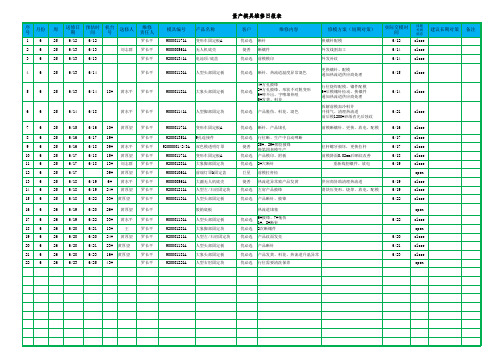
序 号
月份
周
送修日 期
预估时 间
机台 号
送修人
维修 责任人
1
6
25
6/12
6/12
罗长平
2
6
25
6/13
6/13
刘志群 罗长平
3
6
25
6/13
6/13
罗长平
量产模具维修日报表
模具编号
900001171A 900000561A 920001341A
产品名称
变形车固定板A 无人机底壳 电池顶/底盖
客户
维修内容
920001281A 大象脚部固定块
优必选 2#穴断针
12 6
25
6/17
39# 黄厚望 罗长平
900001061A 前端灯罩&固定盖
SMT IPQC 每日巡检报表

13
维修 维修的产品是否进行外观全检。
14
点检 各岗位的设备工治具点检记录是否如实进行并做好相关记录
15
BOM 产线使用的BOM和工单是否一致
16
ECN 是否有ECN变更
17
物料存放
物料和生产过程中的板子是否按要求进行存放,是否按要求做静电防护,是否要叠板堆板 等不良现来自,良品和不良品是否有区分标识。
18 首件检查 每次转线后的首件是否按表格进行进认,并做好相关记录。
19 过程抽检 每2小时印刷,炉前,炉后进行2大块板以上的抽检
20 成品抽检 成品入库按照AQL抽检,物料标识清楚,检验合格后在物料标签上盖QC Pass章。
其他 注:判定 OK :"√" NG:"X" 不涉及:“/”
IPQC:
审核:
表单编号:DG-GW-QC-40 A1
SMT IPQC 每日巡检报表
型号:
工单号:
日期: 年 月 日
序号
项目
巡检内容
8:00~10:00 10:00~12:00 13:30~15:30 15:30~17:30 18:00~20:30 异常确认人
1 作业环境 SMT温湿度是否在正常范围内,是否及时点检
2 作业人员 作业人员是否经过培训后上岗,并有上岗证, 是否按要求穿戴静电防护。
8
钢网 钢网是否使用正确,无凹凸变形,使用前是否清洁干净。
9
炉温 炉温是否在正常范围内
10
过炉 过炉是时是否按SOP作业
11
AOI 生产出来的产品是否都经过AOI进行检验,是否有漏检错检问题。
12
后焊
后焊的物料是否核对线上使用的物料是否正确,焊接是否按SOP作业,烙铁温度是否正确, 是否按要求点检。
18 SMT生产日报表

日期:
A班( )B班( )组别: A( ) B( )制表:审核:
线别
出勤时间
机型
单号
单片
点数
贴装时间
时段产能(目标/实际)
生产总数(枚)
效率
贴装总数(点)
抛料率
调机时间
待机时间
1节
2节
3节
4节
5节
6节
设
备
状
态
调机开始时间
程序转换\故障情况
故障原因
耗时
责任人
调机开始时间
程序转换/故障情况
故障原因
耗时
责任人
项目
时间
项目
时间
特记事项
备注
外
因
停电时间
生产/效率状况:Βιβλιοθήκη 品质状况5S状况停气时间
其他时间
计
划
换线时间
待料时间
品
质
首件时间
异常停机时间
总时间
1)贴装时间+调机时间+待机时间=出勤时间;2)效率=贴装总数(点)/(出勤时间-待机时间)*55000*100%