摩托车检验标准及依据
两轮摩托车产品检验规程
缺陷
电镀件表面应平滑,不允许有划伤,鼓泡,剥落,
8
镀层外观
目视
锈蚀,毛刺等缺陷,镀锌颜色均匀、协调
塑料件表面平整,不允许有变形,缺料,飞边,
9 塑料件外观
目视
矩齿边,裂纹等缺陷
焊缝应平整,均匀,不得有漏焊,虚焊,气孔,
10
焊接外观
目视
焊瘤,咬边,烧穿等缺陷
安装紧固到位不松动、不明显歪斜
无污垢、皱褶、破损、弹性良好,轮廓清晰丰满,
a)同一样车中有 2 项(不含 2 项)以上 B 类不合格。 b)2 辆样车中均出现同一 B 类项目不合格。 4.2.5 定期确认检验不合格时,允许进行调整后重新对该项目及其相关项目进行检测,重新检测的 项目及其相关项目任何一项不合格则判断该项目不合格。
4.3 型式检验
4.3.1 有下列情况之一时,应进行型式检验: a)新产品或产品转厂生产的试制定型鉴定;
发动机与车架连接紧固到位、不松动、紧固力矩 目视、目测
符合工艺要求
外观无明显色差、无油污、无碰划伤、无裂纹、
破损、缺陷,左右标志(贴)清晰、完整、正确 目视
左后盖与左前盖间隙≤2mm,不与链盒干涉
14
发动机
发动机无渗油、漏油、漏气等现象
各通气胶管走向正确、长度适中,不得有挤压、 目视
破损和堵塞现象
机油量在油尺上下刻线之间(冷机状态下,主支
架支撑时)目视、目测 Nhomakorabea火花塞帽与火花塞连接到位、不松脱
安装到位、牢固、不松动,无破损、变形、挤压
15
空滤器
目视
及漏气等缺陷
检查 频次 100%
100%
重要 度 A
A
分工
调试 检验
摩托车32项强检标准及主要技术性能要求

摩托车强制性认证(32项强检)标准及主要技术性能要求1、摩托车32项强检涉及的标准:1)GB 4599-2007 汽车用灯丝灯泡前照灯2)GB 7258-2012 机动车运行安全技术要求3)GB 15084-2006 机动车辆后视镜的性能和安装要求(三轮车用)4)GB 15365-2008 摩托车操纵件、指示器及信号装置的图形符号5)GB 15744-2008 摩托车燃油消耗量限值及测量方法6)GB 16486-2008 轻便摩托车燃油消耗量限值及测量方法7)GB 5948-1998 摩托车白炽丝光源前照灯配光性能8)GB 14023-2011 车辆、机动船和由火花点火发动机驱动的装置的无线电骚扰特性的限值和测试方法9)GB 14621-2011 摩托车和轻便摩托车排气污染物排放限值及测量方法(怠速法)10)GB 14622-2007 摩托车排气污染物排放限值及测量方法(工况法)11)GB 18176-2007 轻便摩托车排气污染物限值及测量方法(工况法)12)GB 19758-2005 摩托车和轻便摩托车排气烟度排放限值及测量方法13)GB 20998-2007 摩托车和轻便摩托车燃油蒸发污染物排放限值及测量方法14)GB 16169-2005 摩托车和轻便摩托车加速行驶噪声限值及测量方法15)GB 4569-2005 摩托车和轻便摩托车定置噪声限值及测量方法16)GB/T 5382-2008 摩托车和轻便摩托车制动力要求及试验方法(代替GB 17355-1998制动力部分、GB/T5382.2-1996)17)GB 20073-2006 摩托车和轻便摩托车制动性能要求及试验方法(代替GB/T 5382.1-1996《摩托车和轻便摩托车制动性能试验方法制动距离》和GB 17355-1998中制动距离限值(4.1)部分)18)GB 15742-2001 机动车用喇叭的性能要求及试验方法19)GB 17352-2010 摩托车和轻便摩托车后视镜及其安装要求20)GB 17353-1998 摩托车和轻便摩托车转向锁止防盗装置21)GB 11564-2008 机动车回复反射器22)GB 17510-2008 摩托车光信号装置配光性能23)GB 18100.1~.3-2010 两轮摩托车及轻便摩托车照明及光信号装置的安装规定24)GB/T 18411-2001 道路车辆产品标牌25)GB 16735-2004 道路车辆车辆识别代号(VIN)26)GB 16737-2004 道路车辆世界制造厂识别代号(WMI)27)GB 19152-2003 轻便摩托车前照灯配光性能28)GB 19482-2004 摩托车和轻便摩托车燃油箱安全性能要求和试验方法29)GB 20074-2006 摩托车和轻便摩托车外部凸出物30)GB 20075-2006 摩托车乘员扶手31)GB/T 20076-2006 摩托车和轻便摩托车发动机最大扭矩和最大净功率测量方法32)GB/T 5373-2006 摩托车和轻便摩托车尺寸和质量参数的测定方法33)GB/T 5378-2008 摩托车和轻便摩托车道路试验方法34)QC/T 60-2009 摩托车整车性能台架试验方法2、28项强检项目及主要技术性能要求见表114 14摩托车操纵件指示器与信号装置图形符号应按GB 15365-2008要求设置并符合其规定a.红色表示危险; b.黄色表示注意; c.绿色表示安全.蓝色仅用于前照灯开关和远光闪烁警告。
摩托车发动机零部件金相检验标准

JB/T6720-1993
4Cr10Si2Mo
小头淬硬层长度:排量<125mL:6.5-9.5mm;排量≥125mL:9.5-12mL;
氮化层深≥0.008mm;
排气门
JB/T6720-1993
5Cr21Mn9Ni4N
小头焊深:≥1.1-2.1mm;排量≥125mL的有锥焊:≥0.5mm;氮化层深≥0.008mm
孔隙率2.4—10.2%,
气门导管
JB/T2798-1999
烧结铜钢
应符合JB/T 2798-1999中的规定:珠光体(P)≥605%;渗碳体(K)≤3 %,且不得有大块状、网状渗碳体;游离石墨(G)分布均匀,且局部不得连成网状;孔隙石墨及杂物长度≤0.04。
孔隙率:7.2 %
零件名称
金相标准
材料牌号
磷铸铁、磷钒铸铁气缸套应符合Q/YXJ1-2009中磷铸铁金相检验标准的规定;硼铸铁气缸套应符合Q/YXJ2—2009检验标准的规定。
离合器从动齿轮
JB/T2798-1999
烧结铜镍钢、SMF4030
齿跟淬硬层深:0.5-1.2mm
淬火表面:高碳回火马氏体+残余奥氏体+碳化物。
未淬火组织应符合JB/T2798-1999的规定:其中珠光体P>60%,渗碳体K<3%,
20CrMo
渗碳层深度:0.2-0.4mm;马氏体和残余奥氏体1-4级;心部铁素体1-4级(铁素体含量≤50%)
紧固件螺栓,
螺柱,螺钉
GB/T13320-1991
35 CrMo、45#钢、35#钢
回火索氏体:1-3级;杆部表面贫脱碳≤0.10mm;螺纹部分贫脱碳≤0.05mm;不允许有全脱碳;且杆部表面硬度与心部硬度之差≤3HRC
摩托车标准
摩托车标准GB 4569—2005 摩托车和轻便摩托车定置噪声限值及测量方法GB 16169—2000、GB/T4569—2000GB 14621—2011 摩托车和轻便摩托车排气污染物排放限值及测量方法(双怠速法)GB 14621—2002GB 14622—2007 摩托车污染物排放限值及测量方法(工况法,中国第Ⅲ阶段)GB 14622—2002GB 15365—2008 摩托车和轻便摩托车操纵件、指示器及信号装置的图形符号GB 15365—1994GB 15744—2008 摩托车燃油消耗量限值及测量方法部分代替GB/T15744—1995、GB/T16486—1996GB 16169—2005 摩托车和轻便摩托车加速行驶噪声限值及测量方法GB 16169—2000、GB/T4569—2000GB 16486—2008 轻便摩托车燃油消耗量限值及测量方法部分代替GB/T15744—1995、GB/T16486—1996GB 17352—2010 摩托车和轻便摩托车后视镜的性能和安装要求GB 17352—1998GB 17353—2014 摩托车和轻便摩托车防盗装置GB 17353—1998GB 18176—2007 轻便摩托车污染物排放限值及测量方法(工况法,中国第Ⅲ阶段)GB 18176—2002GB 19482—2004 摩托车和轻便摩托车燃油箱安全性能要求和试验方法GB 19758—2005 摩托车和轻便摩托车排气烟度排放限值及测量方法GB 20073—2006 摩托车和轻便摩托车制动性能要求及试验方法GB/T 5382.1—1996、部分代替GB 17355—1998GB 20074—2006 摩托车和轻便摩托车外部凸出物GB 20075—2006 摩托车乘员扶手GB 20998—2007 摩托车和轻便摩托车燃油蒸发污染物排放限值及测量方法GB/T 4570—2008 摩托车和轻便摩托车耐久性试验方法GB/T 4570—1995GB/T 5359.1—2008 摩托车和轻便摩托车术语第1部分:车辆类型GB/T 5359.1—1996GB/T 5359.2—2008 摩托车和轻便摩托车术语第2部分:车辆性能GB/T 5359.2—1996GB/T 5359.3—2008 摩托车和轻便摩托车术语第3部分:两轮车和三轮车尺寸GB/T 5359.3—1996、GB/T 5359.7—1996GB/T 5359.4—2008 摩托车和轻便摩托车术语第4部分:两轮车和三轮车质量GB/T 5359.5—1996、GB/T 5359.6—1996GB/T 5363—2008 摩托车和轻便摩托车发动机台架试验方法GB/T 5363—1995GB/T 5373—2006 摩托车和轻便摩托车尺寸和质量参数的测定方法GB/T 5373—1994GB/T 5374—2008 摩托车和轻便摩托车可靠性试验方法GB/T 5374—1995GB/T 5375—2006 摩托车和轻便摩托车型号编制方法GB/T 5375—1998GB/T 5378—2008 摩托车和轻便摩托车道路试验方法GB/T 15363—1994、GB/T15364—1994、GB/T16708—1996、GB/T5376—1996、GB/T5378—1994、GB/T5381—1994、GB/T5383—1994、GB/T5384—1996、GB/T5385—1994、GB/T5386—1994、GB/T5387—1994GB/T 5382—2008 摩托车和轻便摩托车制动力要求及试验方法GB 17355—1998、GB/T5382.2—1996GB/T 15028—2008 摩托车和轻便摩托车操纵稳定性术语GB/T 15028.1—1994、GB/T15028.2—1994、GB/T15028.3—1994、GB/T15028.4—1994GB/T 15366—2008 摩托车和轻便摩托车操纵装置的型式、位置及基本GB/T 15366—1994要求GB/T 15367—2008 摩托车和轻便摩托车两轮车和三轮车零部件名称GB/T 15367—1994、GB/T5359.4—1994GB/T 18954—2003 摩托车和轻便摩托车底盘测功机的设定惯性滑行法GB/T 20076—2006 摩托车和轻便摩托车发动机最大扭矩和最大净功率测量方法GB/T 22435—2008 摩托车和轻便摩托车轻合金车轮GB/T 22436—2008 摩托车和轻便摩托车轮毂安装尺寸系列GB/T 24546—2009 摩托车重心位置的测量方法GB/T 24547—2009 轻便摩托车重心位置的测量方法GB/T 24553—2009 摩托车和轻便摩托车转向轮限位装置及最大转向角的技术要求和测定方法GB/T 29122—2012 摩托车和轻便摩托车防篡改QC/T 60—2009 摩托车和轻便摩托车整车性能台架试验方法QC/T 60—1993QC/T 61—1993QC/T 61—2008 摩托车和轻便摩托车发动机强化试验技术要求及试验方法QC/T 62—2007 摩托车和轻便摩托车减震器QC/T 62—1993、QC/T63—1993QC/T 64—2013 摩托车和轻便摩托车化油器QC/T 64—1993QC/T 65—1993 (2009) 摩托车化油器试验方法QC/T 66—1993 (2009) 摩托车离合器技术条件QC/T 68—2013 摩托车和轻便摩托车用磁电机技术条件QC/T 68—1993、QC/T69—1993QC/T 70—1993 (2009) 摩托车发动机噪声限值及测量方法QC/T 71—2009 摩托车和轻便摩托车轮辋QC/T 71—1993QC/T 224—2007 摩托车和轻便摩托车发动机通用技术条件QC/T 224—1997QC/T 225—2013 摩托车和轻便摩托车用起动电机技术条件QC/T 225—1997QC/T 226—1997 (2009) 摩托车和轻便摩托车制动蹄总成技术条件QC/T 227.1—2009 摩托车和轻便摩托车制动片摩擦性能试验方法QC/T 227.1—1997QC/T 227.2—2009 摩托车和轻便摩托车制动片粘结剪切强度试验方法QC/T 227.2—1997QC/T摩托车和轻便摩托车操纵拉索技术条件228.1—1997(2009)QC/T摩托车和轻便摩托车操纵拉索钢丝绳228.2—1997(2009)摩托车和轻便摩托车操纵拉索接头QC/T228.3—1997(2009)摩托车和轻便摩托车操纵拉索套管QC/T228.4—1997(2009)QC/T摩托车和轻便摩托车操纵拉索套管帽228.5—1997(2009)摩托车和轻便摩托车操纵拉索调整螺管QC/T228.6—1997(2009)QC/T摩托车和轻便摩托车操纵拉索调整螺母228.7—1997(2009)摩托车和轻便摩托车操纵拉索护套QC/T228.8—1997(2009)QC/T摩托车和轻便摩托车操纵拉索销柱228.9—1997(2009)QC/T 228.10—1997(2009) 摩托车和轻便摩托车操纵拉索试验方法QC/T 229—2013 摩托车和轻便摩托车转子机油泵技术条件QC/T 229—1997 QC/T 231—1997(2009) 摩托车和轻便摩托车反冲起动器技术条件QC/T 232—2009 摩托车和轻便摩托车制动手柄强度要求及试验方法QC/T 232—1997 QC/T 233—1997(2009) 摩托车和轻便摩托车制动踏板静强度试验方法及性能要求QC/T 234—1997(2009) 摩托车和轻便摩托车转向轴承技术条件QC/T 235—2008 摩托车和轻便摩托车排气消声器技术要求和试验方QC/T 235—1997法QC/T 253—2013 摩托车和轻便摩托车发动机型号编制方法QC/T 253—1998 QC/T 654—2005 摩托车和轻便摩托车制动器台架试验方法QC/T 654—2000 QC/T 655—2005 摩托车和轻便摩托车制动器技术条件QC/T 655—2000 QC/T 680—2002(2009) 摩托车和轻便摩托车用电压调节器技术条件QC/T 681—2002(2009) 摩托车和轻便摩托车用起动继电器技术条件QC/T 682—2013 摩托车和轻便摩托车座垫QC/T 682—2002 QC/T 683—2002(2009) 摩托车和轻便摩托车发动机清洁度限值及测量方法QC/T 684—2013 摩托车和轻便摩托车发动机用密封垫片技术条件QC/T 684—2002 QC/T 685—2002(2009) 摩托车和轻便摩托车柱塞式机油泵通用技术条件QC/T 686—2002(2009) 摩托车和轻便摩托车发动机组合式曲轴连杆总成技术条件QC/T 687—2002(2009) 摩托车和轻便摩托车发动机气缸体技术条件QC/T 688—2007 摩托车和轻便摩托车通用技术条件QC/T 688—2002 QC/T 700—2004(2010) 摩托车和轻便摩托车气缸头通用技术条件QC/T 701—2004(2010) 摩托车和轻便摩托车后减震器安装接头尺寸QC/T 702—2004(2010) 摩托车和轻便摩托车用催化转化器可靠性试验方法QC/T 722—2004(2010) 摩托车和轻便摩托车轮辋轮廓检验方法样板检验QC/T 723—2004(2010) 摩托车和轻便摩托车辐板式车轮技术要求和试验方法QC/T 724—2004(2010) 摩托车和轻便摩托车直流信号闪光器技术条件QC/T 725—2004(2010) 摩托车和轻便摩托车轮辋标定直径检验方法球带尺检验方法QC/T 726—2004(2010) 摩托车和轻便摩托车轮辋标定直径检验方法平带尺检验方法QC/T 734—2005 摩托车和轻便摩托车发动机密封性能技术要求与试验方法QC/T 735—2005 摩托车和轻便摩托车方向把角度宽度尺寸QC/T 738—2005 轻便摩托车用电喇叭技术条件QC/T 751—2006 摩托车和轻便摩托车催化转化器耐久性试验方法QC/T 752—2006 摩托车和轻便摩托车催化转化器通用技术条件QC/T 753—2006 摩托车和轻便摩托车技术参数表格式QC/T 760—2006 四轮全地形车通用技术条件QC/T 778—2007 摩托车和轻便摩托车电气零部件试验电压QC/T 779—2007 摩托车和轻便摩托车用火花塞帽技术条件QC/T 780—2007 摩托车用液冷散热器QC/T 781—2007 摩托车和轻便摩托车制动盘QC/T 800—2008 摩托车和轻便摩托车自动离合无级变速器性能台架试验方法QC/T 801—2008 摩托车和轻便摩托车簧片阀式二次空气补给机构技术要求和试验方法QC/T 802—2008 摩托车和轻便摩托车产品图样和设计文件的基本要求QC/T 817—2009 摩托车和轻便摩托车簧片阀式二次空气补给机构耐久性要求与试验方法QC/T 818—2009 摩托车和轻便摩托车辐条式车轮QC/T 819—2009 两轮摩托车和两轮轻便摩托车车架QC/T 898—2013 摩托车和轻便摩托车辐条QC/T 899—2013 摩托车和轻便摩托车条母QC/T 902—2013 摩托车电子控制燃油喷射系统技术条件QC/T 903—2013 摩托车和轻便摩托车故障模式QC/T 904—2013 摩托车和轻便摩托车轮毂QC/T摩托车用硅整流交流发电机通用技术条件29099—1992(2009)QC/T 29115—2013 摩托车和轻便摩托车产品质量检验规程QC/T 29115—1993、QC/T29117.2—1993、QC/T29117.3—1993QC/T 29117—2013 摩托车和轻便摩托车发动机产品质量检验规程QC/T 29117.10—1993 *********GB 518—2007 摩托车轮胎GB 518—1997GB 811—2010 摩托车乘员头盔GB 811—1998GB 7036.2—2007 充气轮胎内胎第2部分:摩托车轮胎内胎GB 7036.2—1997GB/T 2983—2008 摩托车轮胎系列GB/T 2983—1997GB/T 13202—2007 摩托车轮辋系列GB/T 13202—1997GB/T 13203—2007 摩托车轮胎性能试验方法GB/T 13203—1991、GB/T13204—2002、GB/T13205—1991GB/T 14212—2010 摩托车链条技术条件和试验方法GB/T 14212—2003GB/T 18860—2002 摩托车变速V带GB/T 22628—2008 摩托车轮胎滚动周长试验方法GB/T 23638—2009 摩托车用铅酸蓄电池GB/T 26650—2011 摩托车和电动自行车用镁合金车轮铸件。
电动摩托车检验规范
电动摩托车检验规范一、目的为进一步提高XXXXXXXXX有限公司质量管理部对本公司产品的检验水平,切实做好本公司产品的考核工作,保证产品出厂合格率100%,提高用户对产品的满意度,特制定本规范。
二.适用范围本规范适用于xxxxxx有限公司电动摩托车的检验工作。
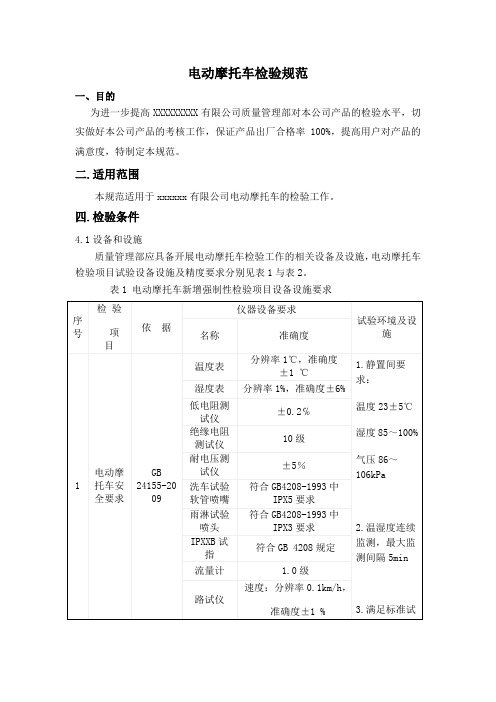
四.检验条件4.1设备和设施质量管理部应具备开展电动摩托车检验工作的相关设备及设施,电动摩托车检验项目试验设备设施及精度要求分别见表1与表2。
表1 电动摩托车新增强制性检验项目设备设施要求6.1.3 第4.2.6条:【标准内容】4.2.6 电动机过载保护电动机在额定电压及充分运转的状态下,应能承受2.5倍额定电流,持续1min 的短时过载。
重新启动后应无运转异常。
【检验规范】对于限流保护限值高于2.5倍额定电流的电动机,在额定电压及充分运转的状态下,应能承受2.5倍额定电流,持续1min的短时过载。
重新启动后应无运转异常,对于限流保护限值低于2.5倍额定电流的电动机,则以其限流保护限值,持续1min短时过载,启动后电动机应无运转异常。
6.1.4 第4.3.2.3条:【标准内容】4.3.2.3 动力蓄电池的剩余电量低于一定值时,应通过一个明显的信号装置(例如声或光信号)进行显示,所显示的剩余电量的最低值由电动摩托车制造厂规定,并应满足下列要求:a)能够使电动摩托车通过其自身的驱动系统使其行驶至少3km;b)如果动力蓄电池作为辅助电路的直接电源时,其最小的剩余电量应能为照明系统提供满足相关标准规定所需的电量(例如:转向、晚间必要的照明)。
【检验规范】剩余电量显示试验时,按照如下规范进行:a)打开前照灯近光灯行驶,检验电动摩托车是否通过其自身的驱动系统使其行驶至少3km,车速不做要求。
b)3km行驶检验后,车辆进行前照灯发光强度测试,检测结果需符合GB 7258-2005要求。
6.1.5 第5.2条:M1-3【标准内容】5.2 绝缘电阻的测量5.2.1 绝缘电阻测量时应先将电动摩托车放置在下列环境中8h:(略)5.2.2 使用适当的测量仪器(例如:兆欧表)测量外露可导电部件与动力蓄电池任一极间的绝缘电阻时,应使用不小于动力蓄电池标称电压的直流电压,测量连接外露可导电部件与动力蓄电池的任一极,持续一段时间,至获得稳定的读数为止。
QCT 29117 摩托车产品质量检验

QCT 29117 摩托车产品质量检验1 主题内容与适用范畴本标准规定了摩托车和轻便摩托车(以下简称摩托车)整车装配调整质量抽样规定、检验条件、检验项目及程序、检验方法、检验扣分规定、评定方法和检验报告的要求。
本标准适用于摩托车的质量抽查检验、监督治理和等级评定。
2 引用标准QC/T 29115摩托车和轻便摩托车产品质量检验规程。
3 抽样规定按QC/T 29115第5章的规定。
4 检验条件、检验项目及程序4.1 检验条件4.1.1 被检样车处于空车质量状态。
4.1.2 所有检验用量具、外表均应符合计量要求,并在有效检定周期内。
4.2 检验项目分类及分数按照摩托车的外部装配调整质量、螺栓联接紧固程度、贮容器及管路密封状况、电器外表工作状况、操作行程间隙以及各总成动态运行工作状况的质量状况,确定检验项目具体分为5类,各类项目名称见表1。
4.2.2 各检验项目按其功能和重要程度分为100、70、50分三个分数档,各类检验项目分数见表1。
4.3 检验程序抽样后即按附录6中表1、表2、表3、表4、表5进行检验并记录。
凡表所列的项目,被检车型结构上有的均须检验。
第一进行静态检验项目,然后进行行驶检验项目。
表1 整车装配调整质量检验项目及分数5 检验方法5.1 螺纹联接件拧紧力矩检验方法按附录7的规定进行,对不符合要求的部位进行记录扣分后,应调整到符合要求的状态。
5.2 气、液密封检验方法按附录8的规定进行。
5.3 轮胎气压检验方法在整车空车质量状态下,用气压表检验轮胎气压,检验结果与规定气压之差在±20kPa范畴内,判为合格;否则,为不合格。
5.4 行驶检验方法道路行驶检验在平坦公路上进行。
按新车走合规定车速行驶,总里程许多于200km。
行驶中,要紧检验各总成热状态时的渗漏、异响、抖动、松脱等缺陷,以及转向系统和操纵机构的操纵灵活性,每行驶50km停车检查一次,行驶200km后,复检气、液密封检验项。
121部年检标准

121部年检标准在中国,121部年检标准是指汽车和摩托车的年度检验标准。
这些标准旨在确保车辆在道路上行驶时的安全性和环保性。
本文将详细介绍121部年检标准的内容和执行过程。
一、汽车年检标准汽车年检标准主要包括以下方面:1. 车身外观:检查车辆是否有明显的划痕、凹陷或腐蚀。
同时,车身上的标志、标识和灯光系统应正常工作,不得有松动或损坏。
2. 动力系统:检查发动机的排放情况,确保排放符合国家环保要求。
此外,发动机的工作状态和性能也需要检测,包括点火系统、燃油供应系统等。
3. 制动系统:检查制动器的工作状况,确保刹车灵敏有效。
制动油、制动蹄片、制动片等也需要进行检测和更换。
4. 悬挂系统:检查车辆的悬挂系统,包括减震器、弹簧等。
这些部件需要保持正常工作,以确保车辆行驶时的稳定性和舒适性。
5. 转向系统:检查转向系统的正常运行,包括转向轮的灵敏度、转向器和传动装置的工作状况。
还要检查转向轮的轮胎是否磨损严重或气压不足。
6. 电气系统:测试车辆的电瓶和电源系统,确保车辆的正常点火和车辆引擎运转所需要的电能供应系统。
7. 轮胎和轮辋:检查轮胎和轮辋的状况,包括轮胎的胎面磨耗情况、气压是否达标、轮胎是否存在裂纹和轮辋是否有变形等。
二、摩托车年检标准摩托车年检标准主要包括以下方面:1. 车身外观:检查车辆的外观状况,包括车身是否有明显的损伤、刮擦或腐蚀。
检查摩托车的灯光、标志和反光装置是否正常工作。
2. 发动机系统:检查发动机的排放情况是否符合国家环保要求,同时检查发动机的工作状态和性能是否正常。
3. 制动系统:检查刹车器的工作状态,确保制动灵敏有效。
检查制动线、控制器和制动油等部件是否存在问题。
4. 悬挂系统:检查摩托车的悬挂系统,包括减震器、弹簧等部件的工作状况。
确保摩托车行驶平稳和乘坐舒适。
5. 轮胎和轮辋:检查摩托车轮胎的磨耗情况、气压是否正常以及轮辋是否有变形等问题。
6. 灯光和电气系统:检查摩托车的灯光和电气系统是否正常工作。
CNCA-02C-024 2008《机动车辆类强制性认证实施规则》(摩托车产品)
编号:CNCA—02C—024:2008 机动车辆类强制性认证实施规则摩托车产品2008年3月10日发布 2008年 3月10日实施 中国国家认证认可监督管理委员会发布目 录1 适用范围 (2)2 术语 (2)3 认证模式 (3)4 认证实施的基本要求 (3)5 认证证书 (10)6 获证后监督 (10)7 认证的变更 (13)8 认证证书的暂停、注销和撤销 (14)9 认证标志使用的规定 (14)10 认证收费 (15)附件1车辆产品强制性认证产品技术资料附件2 检测依据和检测项目附件3 生产一致性审查要求附件4 工厂质量保证能力要求附件5 工厂分级管理指导原则1 适用范围本规则适用于在中国公路及城市道路上行驶的摩托车和轻便摩托车产品。
2 术语2.1摩托车 motorcycle无论采用何种驱动方式,其最高设计车速大于 50km/h,或若使用内燃机,其排量大于 50ml 的两轮机动车辆和若使用电动机,最大连续额定功率大于4kw的两轮电驱动车辆(电动摩托车)或整车整备质量不超过400kg的三轮机动车辆。
2.2轻便摩托车 moped无论采用何种驱动方式,其最高设计车速不大于 50km/h ,且若使用内燃机,其排量不大于 50ml 两轮或三轮机动车辆,和若使用电动机,最大连续额定功率不大于4kw的两轮或三轮电驱动机动车辆(电动轻便摩托车), 但不包括最高设计车速不大于20km/h的电驱动的两轮车辆。
3 认证模式型式试验 + 初始工厂审查 + 获证后监督4 认证实施的基本要求4.1 认证的申请4.1.1认证的单元划分4.1.1.1“车辆型式”即指一辆车,也指一组车辆(变型),其:(a)属于同一类型(L1、L2、L3、L4、L5);(b)由同一生产厂生产;(c)具有相同的底盘、车架、副架、底板或者具有相同的结构用来固定主要部件;(d)具有工作原理相同的动力单元(内燃机型、电动型、混合型等);(e)具有制造商给定的相同型式名称。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3、检验标准:(1)车辆速度表检验速度 30km/h
(2)读取车速表检验台速度 23.6km/h~30km/h
三、轮偏检验
1、检验要求:对两轮摩托车、两轮轻便摩托车及边三轮摩托车的主车进行轮偏检验
2、检验依据:GB7258-2004、GB21861-2008
3、检验标准:受检车辆前后轮中心平面偏差不大于 10mm
二轮、(正/边)三轮、轻便摩托车年审检验标准及依据
一、尾气排放检验
1、检验依据:GB14621-2011 2、检验方法:双怠速法 3、检验标准:双怠速法在用车排放性质
实施要求和日期
标准上限值
怠速工况
CO/%
HC/10-6
高怠速工况
CO/%
HC/10-6
2003 年 7 月 1 日前生产的摩托车和轻便摩托车(二冲程)
4.58000-来自-2003 年 7 月 1 日前生产的摩托车和轻便摩托车(四冲程)
4.5
2200
-
-
2003 年 7 月 1 日起生产的摩托车和轻便摩托车(二冲程)
4.5
4500
-
-
2003 年 7 月 1 日起生产的摩托车和轻便摩托车(四冲程)
4.5
1200
-
-
2010 年 7 月 1 日起生产的两轮摩托车和两轮轻便摩托车
3.0
400
3.0
400
2011 年 7 月 1 日起生产的三轮摩托车和三轮轻便摩托车
注 1:污染物含量为体积分数 注 2:HC 体积分数值按正己烷当计量
二、车速表指示误差检验
1、检验要求:对摩托车及设计最大速度大于 40km/h 的轻便摩托车进行车速表指示误差
检验
2、检验依据:GB21861-2008
4、驻车制动性能检验
当采用制动检验台检验正三轮摩托车驻车制动装置的制动力时,机动车空载,乘坐一名驾驶 员,使用驻车装置,驻车制动力的总和不小于该车在测试状态下整车重量的 20%(对总质量为整备 质量 1.2 倍以下的机动车为不小于 15%)。
摩托车轴制动力与轴质量的百分比 前轴≧60 后轴≧55
轻便摩托车轴制动力与轴质量的百分比 前轴≧60 后轴≧50
3、正三轮摩托车制动力平衡要求
后轴左右轮制动力差的最大值,与该轴左右轮最大制动力大者之比, 对前轴不大于 20%,对 后轴在轴制动力不小于该轴轴荷的 60%时不应大于 24%;后轴制动力小于该轴轴荷的 60%时,左 右轮制动力差的最大值不应大于该轴轴荷的 8%。
四、前照灯检验
1、检验依据:GB7258-2004、GB21861-2008
2、检验标准:
远光灯光束最小发光强度:
检验项目
新注册车辆
在用车辆
机动车类型
一灯制
两灯制
一灯制
两灯制
摩托车
10000cd
8000cd
8000cd
6000cd
轻便摩托车
4000cd
—
3000cd
—
五、轴重与制动
1、检验依据:GB7258-2004 2、检验标准: