条码标签管控流程图
产品条码标签管理规范(含表格)
文件制修订记录1.0目的:对条码标签的申请、设计、打印、领用、使用、保管、发放、销毁及贴标签流程进行控制,确保被正确使用,不发生污染、混杂及丢失。
2.0范围:适用于本公司产品条码标签及内外箱条码标签的管理。
3.0定义:本司条码标签分为两种:1.产品条码标签。
2.内外箱条码标签。
4.0职责:4.1生管课:负责根据客户订单情况制作生产排程。
4.2采购课:负责外购条形码的采购。
4.3研发部:负责新客户或新料号条码标签的设计,提供电子档模板和标准条码标签工程图面,供应商样品条码标签等级及蓝图内容的承认。
4.4装配部:负责按照生产排程安排条形码的打印、领取、使用确认。
4.5仓储课:负责条形码的保管、发放、回收和记录及客户特殊要求产品的标签粘贴。
4.6品管部:IQC负责采购条码标签的验证、确认,IPQC负责打印条码标签的首件验证、确认及生产线条码标签确认、验证,OQC负责湖南厂加工产品的标签检验确认。
4.7资讯课:负责条形码打印机的维护/调试。
5.0内容及要求:5.1 条码标签的申请、设计、承认。
5.1.1外购条码标签:生管以“生产指示单”给出条码标签内容信息,包括数量,周期,料号等,此信息需要同时给到采购与品管。
5.1.2研发部根据客户要求制作标准条码标签工程图面交由DCC发行。
资讯根据工程蓝图设定打印程序并建立数据库以便条码标签累积存贮,并负责打印设施的维护。
条码标签的标准模板图面同工程图面同时管控、发行和变更。
(条码标签的制作信息必须包含:尺寸、码制规格、材质、字体、字型、字号、打印分辨率等。
)5.1.3研发部对客户条码标签样品承认时,需对应条码标签蓝图内容进行全部承认,另:针对客户有等级管控要求的研发部需对供应商样品进行等级相关内容承认,以致条码标签达到我司客户要求。
同时承认样品须签核一份给品管IQC。
5.1.4针对有明确要求的客户如(兴英、纬创)其条码标签在外购,厂商自行打印时要求为B级,厂内打印条码标签不定义管制等级但须达到厂内条码标签管制要求。
SMT 仓库管理系统(WMS)如何利用条形码标签高效的处理物料20181018 - B
贴有标签的物料
7
自有产品公司
SMT代工厂
SMT代工厂
二 处理流程-下单
1 采购单
物料流 信息流
ERP
1 采购单
WMS
器件供应商
自有产品公司
二 处理流程-标签生成/发料/收料
物料流 信息流
2 导入
条码生
成器
2 条形码规则
WMS
贴有标签的物料 4 扫描收料/入 库上架 3 条形码信息
器件供应商
自有产品公司
二 处理流程-标签生成/发料/收料
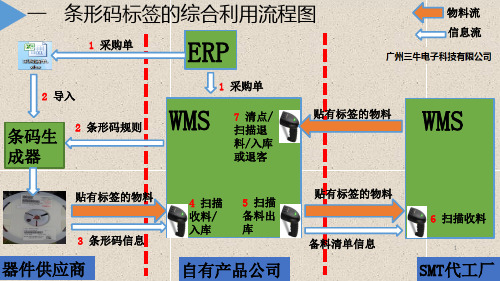
一 条形码标签的综合利用流程图
1 采购单
物料流 信息流
ERP
1 采购单
2 导入
条码生 成器
2 条形码规则
WMS
4 扫描 收料/ 入库
7 清点/ 扫描退 料/入库 或退客
贴有标签的物料
WMS
贴有标签的物料
5 扫描 备料出 库
贴有标签的物料 6 扫描收料 备料清单信息
1
3 条形码信息
器件供应商
自有产品公司
TT18083100001 TT18083100002
物料编码
99801 99801
物料规格
0.1U 0603 0.1U 0603
数量
5000 5000供Leabharlann 商代码TT TT3
4
TT18083100003
TT18083100004
99802
99803
10欧 0603
22欧 0603
5000
5000
TT
TT
WMS可以自动生成
4 扫描标签收料/PDA扫描发料
5
收料
发料
条码管理流程图
铁芯进货单 (录入) 条码枪上选择入库单据 进货单 扫描铁芯条码 铁芯条码 审核时核对入库单进货验收数量与该单 据关联的条码数量合计是否相等,如果 相等才可审核通过,铁芯检测数据需要 与铁芯条码关联(单独建立程序界面) 材质 规格 匝数控制
进货单 (审核)
铁芯退货单 (录入) 条码枪上选择入库单据 退货单 扫描铁芯条码 铁芯条码 审核时核对退货单退货数量与该单据关 联的条码数量合计是否相等,如果相等 才可审核通过
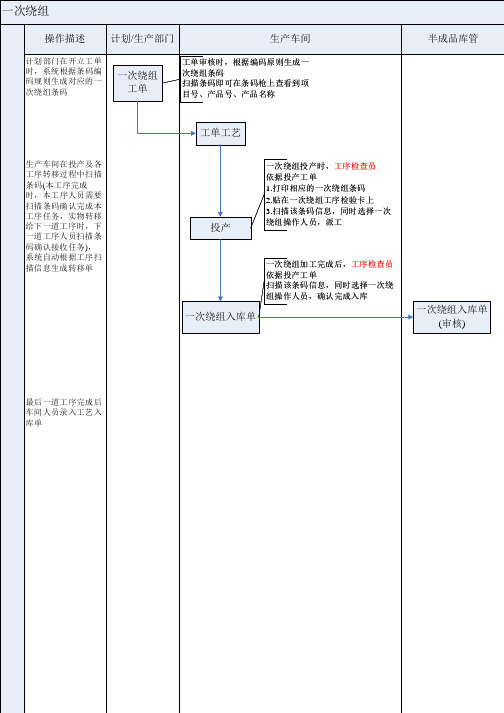
工单工艺
二次绕组
二次绕线人员绕制完成后扫码二次绕组条码,确认完成绕制工作 相同工序不可重复扫描 条码挪料,条码删除 二次绕组检验人员扫描需检验的二次绕组条码进行检验 完成检验后再次扫描二次绕组条码确认完成检验工作 如果二次检验发现绕线不合格,在条码枪上标记该绕线 条码为不合格状态,并在实物上贴不合格的标签,并通 知绕线人员进行返工处理 处理不及时的需要有逐级短信提醒 装配过程中如果使用的部件是做条码管理的,需要扫码装配产 品条码及部件条码形成装配产品条码与部件条码的对应关系 工序检查员扫描装配产品条码,代表装配开始 装配完成后工序检查员扫描装配产品条码,代表装配完成 试验人员扫描装配产品条码,代表测试开始 测试完成后试验人员扫描装配产品条码,代表测试完成 处理真空干燥人员扫描装配产品条码,接收器身 工序检查员扫描装配产品条码,输入干燥炉号、炉内位置,代 表真空干燥开始 完成后工序检查员扫描装配产品条码,代表真空干燥完成 (真空干燥记录与装配条码关联) 工序检查员扫描装配产品条码,代表出炉装配开始 出炉装配完成后工序检查员扫描装配产品条码,代表出 炉装配完成, 工序检查员扫描装配产品条码,代表真空检漏开始 真空检漏完成后,工序检查员扫描装配产品条码,确定真空检漏完成 同时记录抽空注油工位 抽空注油完成后,操作人员扫描装配产品条码,确定抽 空注油完成 静放完成后,操作人员扫描装配产品条码,确定静放完成 静放工艺有几种可选择的方式,实际操作时可以选择 正常、暖房 常温静放按正常顺序 静放同时可以进行喷漆 实验员扫描装配产品条码,确定试验开始 试验完成后,操作人员扫描装配产品条码,确定试验完成 操作员扫描装配产品条码,确定喷漆开始 喷漆完成后,操作人员扫描装配产品条码,确定喷漆完成
标签管理程序

标签管理程序编制:审核:批准:西安庆峰医药化工有限公司标示管理程序1。
目的:利用适当的标识,使得在各流程阶段能够正确地鉴别产品状况,并在反馈时能顺利地追溯到各阶段的作业记录.2。
适用范围:适用于本公司各流程阶段的产品.3。
职责:3.1 生产部:负责生产过程中物料、半成品及成品的标识。
3.2 质检部:负责不合格品的标识。
4。
作业内容:4.1。
1原材料、包装材料、外加工品、客供品由仓库人员点收,放于待检区,并粘贴[物料标识卡],填写材料品名、数量、入厂日期等内容。
原料检验时,材料标识于“检验中”一联,检验合格后签字确认,并填写保质期、批号等内容,通知仓库人员将合格物料转移至指定区域,保留“合格”一联。
检验不合格时,用红色[异常品标签]标识后放入不合品区。
4.1.2未检验的产品放于“待检区”,检验合格后,由检验人员将产品放入“合格区",并在[产品生产流程卡]“成品抽验状况判定”栏目中填写OK,并记录检验结果.4.1.3 包装后待入库的产品由包装人员将产品放置于“待检区”,检验员检验合格后在包装标签上盖“合格”章,入库检验不合格由检验员将产品放于“品质异常隔离区”,并用红色[异常品标签]标识。
4。
1。
4 出货待检产品,由包装人员依客户代号将产品放入“出货待检区”,检验合格后,由出货抽验员将产品放入“出货检验合格区”。
出货检验不合格,由出货检验员将产品放入“品质异常隔离区”,并用红色[异常品标签]标识。
4。
2产品的标识与可追溯性4。
2。
1仓管人员负责对所有生产来料粘贴[物料标示卡],并填写材料品名、数量、厂商、入厂日期等内容。
4。
2。
2 切胶员将称量后的原材料放入筐子中,然后依据《色别管理作业规范》在每一筐子中放入相应颜色的[胶料生产流程卡],并贴上批号条码,填写材质、规格及重量.5.2.3 密炼后的黑烟胶,由密炼包装人员在每一支黑烟胶上放入对应的[胶料生产流程卡]。
5.2.4加促完成后,[胶料生产流程卡]随胶料一起流入下道工序。
SHOP FLOOR系统操作流程介绍

生产信息系统
输入要查询的工单号码
查询上料状况 1(输入工单号码) 2(PCB投入/打件)3(生产线别)
工单管理系统
➢ 工单管理**工单BOM表
过账时须打开的项目:PCB投入/打件 程序清单 参数设定/用后还原 员工信息/新进员工所做工站开户 料号维护
工单管理
选择工单 管理
选料站表
1 3
2:STL流水号记录表里复制8位
3:点击添 加到上面
文字:9位
1:STL文字选8位,
2:STL流水号 记录表里
3:添加到上面,完 成后
1:文字选2位
流水号:5位
4:保存
数据库语句
• 使用此命令查询大小板的条码记 录状况及删除一些不必要的条码 序号…
载入
输入密码
点击打开
双击
选择
点击执行 显示要查询的数据
载入
左击
右击属性选择
点击后 选固定
点击后输入 工单号码
双击后输入条码序 号
为1
点击输入工 单号码
完成
F6列印/K入列印 数量
生产过账程序
包含工站/工站号码
• PCB投入/0601
PCB打件
• ZJ第一次/0616
ZJ第二次
• AOI第一次/0613
AOI第二次
• PCB目检第一次示输入所 需要的密码
PCB投入代码
输入需过账的工单号码
输入PCB板的条码
标签展码
展大/小板流水号
选择标签 展码
1.输入工单 号
2.展大板条码选TSN
3.输入大 板数量
4.展大板起始 编码为‘1’
完成
加百裕选CSN新盛利选STL
我们一般只动1、3两项。一是置令工单 二是周期。规则如图。
速达5000仓库条码管理软件操作说明

速达5000仓库条码管理软件操作说明速达软件仓库条码管理软件说明⼀、系统概述:仓储在企业的整个供应链中起着⾄关重要的作⽤,如果不能保证正确的进货和库存控制及发货,将会导致管理费⽤的增加,服务质量难以得到保证,从⽽影响企业的竞争⼒。
传统简单、静态的仓储管理已⽆法保证企业各种资源的⾼效利⽤。
如今的仓库作业和库存控制作业已⼗分复杂化多样化,仅靠⼈⼯记忆和⼿⼯录⼊,录帐不及时,不但费时费⼒,⽽且容易出错,给企业带来巨⼤损失。
使⽤条形码管理系统,对仓储各环节实施全过程控制管理,并可对货物进⾏仓位、批次、配送等实现条形码标签序列号管理,对整个⼊库、出库等各个环节的规范化作业。
将条码引⼊仓库管理,去掉了⼿⼯书写票据和送到机房输⼊的步骤,解决库房信息陈旧滞后的弊病。
不论物品流向哪⾥,都可以⾃动跟踪。
条码技术与信息技术的结合帮助企业合理有效地利⽤仓库空间,以快速、准确、低成本的⽅式为客户提供最好的服务。
本系统的⽬标是运⽤条形码⾃动识别技术,对仓库进⾏管理。
货品⼊库、出库过程通过扫描采集货品上的条码,ERP系统⾃动⽣成⼊库单和出库单,减去以往仓管员填写进、出仓单,然后把进出仓数据⼿⼯录⼊电脑的⼯作,及时的更新仓库材料和产成品的库存数据。
本系统主体是建⽴在馨宝公司成熟的条形码管理系统的基础上,结合ERP系统实际的业务流程,配合先进的条码设备整合⼀起,达到系统设计要求。
⼆、操作流程图:三、服务器软件:双击桌⾯上‘速达5000条码软件服务器’快捷⽅式,进⼊服务器界⾯,如下图,‘服务器名称或IP’输⼊安装数据库服务器的名称或IP;‘登陆⽤户名’为SQL Server2005的登陆名,⼀般为sa; ‘登陆密码’为SQL Server2005的密码,安装SQL时输⼊设定的。
‘当启动程序时⾃动启动服务器’前打勾,则每次启动电脑时⾃动启动服务器;点‘启动服务器’,当启动完后,标题栏位置显⽰‘馨宝软件服务器(正在运⾏)’,在⽤条码软件时,服务器软件必须要启动,否则客户端及采集器扫描不能⽤。
标签管控流程规定
申请部门 / 标签更换申请单
品质部 主管 标签更换申请单
生产部 主管 标签更换申请单
标签发放记录表
品质部 检验员
申请部门 /
7.相关文件及记录
标签发放记录表PZ-QR-017
标签个人使用记录表SC-QR-002
标签更换申请单PZ-QR-069
OQC检验记录表PZ-QR-015
B、标签领取由产线标签管理员按照生产日计划领取,标签发放员进行登记,领用人员核对无
误,在【标签发放记录表】上签字确认。
C、标签发放时进行小批量管控,标签管理员须与作业员交接清楚,并详细记录于【标签个人使用记录表】中。(注:小批量管控可以以每50、100或200、500PCS为单位进行发放,小于50PCS的可以以订单数量为单位进行管控。)
5.4.4 OQC进行发货物料条码的扫描,开箱检验时主体条码与外箱条码对比扫描,ASN条码与外箱条码100﹪对比扫描,扫描时OQC 使用专用条码扫描器进行。
5.4.5如需保存扫描数据的,每天将扫描器里的扫描信息通过扫描器的通讯机座连接电脑,下载到电脑上进行保存。操作方法参照条码扫描器数据采集操作说明。
5.3.1生产线在生产前凭【生产日计划单】到标签室领取对应的接线关系表,生产线领用人员与标签发放人员必须当场共同确认好数量,并在【标签发放记录表】上签名。
5.3.2生产部在作业过程中发现接线关系表丢失的,必须及时进行返工查找,如经过返工仍无法找到的,要及时填写【标签更换申请单】注明原因,给到品质主管签字确认后方可进行领取。
2.文件格式更改,增加小批量管控5.1.6;
B/1
增加3.2.2 和3.1.8
B/2
各部门职责进行修改,增加采购部
超市条码管理及商品ABC分类陈列作业
超市条码管理及商品ABC分类陈列作业一、超市条形码管理各方职责1、供应商:确保所有供应给超市的商品都有其正确的条形码,并提供新商品的条形码交给采购部,否则需要向超市购买店内码。
2、采购部:对供应商进行反复的强调与宣传,确保所有供应给超市的商品都有其正确的条形码,并且在新商品引进时有正确的条形码资料交给电脑部。
3、电脑部:负责对供应商商品的条形码资料进行录入。
4、配送中心:确保供应商送来的商品与订单上的商品条形码一致且有效。
5、各门店:经常检查店面的各种商品条形码是否有效、正确,对条形码脱落的商品进行重新粘贴条形码。
6、收银员:正确地扫描商品条形码,确保商品信息与条形码信息的一致。
作业程序1、所有供应给超市的商品都应该有其正确的条形码。
(1)所有无条形码的商品需提前根据订单的数量向超市购买店内码并在送货前按超市要求粘贴完毕。
(2)所有供应商每次供应的商品,其条形码都应该和超市电脑里的商品条形码保持一致,否则供应商送来的商品将无法收货。
(3)所有供应商供应的商品,如果其商品条形码有所变更的话,需提前7天以书面形式,传真至我超市采购部,以便我方及时更改,传真内容需写明商品名称、规格、原来的条形码和变更后的条形码。
2、店内码的粘贴要求:(1)如果供应商所送的商品不能扫描,需要贴店内码时,应将店内码覆盖在商品包装上的原条形码上,若原条形码过大或过长,应垂直把原来的条形码覆盖,以免在收银扫描时发生错扫。
(2)如果商品上没有原条形码,就可以直接把店内码粘在商品上,但要注意不要影响商品的美观(如杯子的条形码可以粘在杯子底部,罐头可以粘在罐头的背面等)。
3、对于没有条形码(店内码)的商品:(1)收货部:可以拒收;(2)营运部:认真检查商品,发现有商品的条形码脱落,应及时采取补救措施二、商品ABC分类管理商品的ABC分类管理职责1、电脑部:负责每月25日打印当月ABC类商品报表,以便各部门能根据当月的ABC商品进行相应的管理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
成品生产月日
条码标签制订说明
五. 端子先冲后镀产品条码标签:
T 2014 PTQ001 - 000001 + 供应商电镀标签
2014 年 Terminal 类
PTQ001 表 示 磷 铜供应商天奇第 一批铜材第二批 则 PTQ002 依此 类推
成品生产月日及流水 号;流水号只在一整盘 端子的标签上显示.成 品外箱则不写流水号, 只写成品的月日.
成品生 产月日 及流水 号
HS0000 表示供应商 宏晟电镀铜板的日 期(例 HS0114 表示 01 月 14 日宏晟电镀 的铜板.
四. 塑胶产品条码标签:
H
2014
PHF001
- 0000
Housing 类
2014 年
PHF001 表示 PBT 料供应 商华富第一批原料第二 批则 08PHF002 依此类 推 , N66HF001 表 示 NYLON 66 料供应商华 富第一批原料第二批则 08N66HF002 依此类推.
仓库收到产品后需对产品上的码标 签数据确认并扫描与 ERP 系统数据 进行对比确认合格后.进行产品入 库,将产品入库数量填入发料与收料 记录卡上. 仓库产品时需依据条码 标签批次先进先出发货,发货后发货 员需第一时间进行 ERP 系统条码数 据进行确认并保存. 组长以上人员 每日下班前进行确认.
条码标签制订说明
2014 PTQ001 -
2014 年
PTQ001 表示磷铜供应商 天奇第一批铜材第二批 则 PTQ002 依此类推
0000
进料月日
条码标签制订说明
三. 塑胶原料条码标签:
2014 PTQ001 - HS0000
2014 年
PTQ001 表示磷铜供应 商天奇第一批铜材第 二批则 PTQ002 依此类 推.
权责单位 供应厂商 PMC 部
品质部 部 PMC 部
生产部 部
PMC 部
作业流程 供应厂商
采购 品质部 进料检验 仓库
生产
仓库
条码标签管控流程图
表单
重要内容
送货单
出货日期、数量
采购单
采购单号与交货日期
进料检验记录 发料与收料记录卡
领料记录
发料与收料记录卡
IQC 进料检验确认合格后,依据供应商 名称;批次;进料日期制订与打印条码 标签并进行条码数据扫描存入 ERP 系 统.另外每包与每 R 材料上粘贴条码标 签. 组长以上人员每日下班前进行确 认.
六. 端子先冲后镀产品条码标签:
T 2014 PTQ001 - HS0000 - 000001
2014 年 Terminal 类
PTQ001 表 示 磷 铜供应商天奇第 一批铜材第二批 则 PTQ002 依此 类推
HS0000 表 示 供应商宏晟电 镀铜板的日期 (例 HS0114 表 示 01 月 14 日 宏晟电镀的铜 板.
仓库发料需先进先出,发料后需第一时 间进行 ERP 系统条码数据进行确认并 保存. 组长以上人员每日下班前进行 确认.
生产部领料至生产车间后需将条码标 签从原材料上截下来粘贴在生产机台 上,组长进行条码标签数据确认并扫描 与 ERP 系统数据进行对比确认合格后, 依据原材料条码制订成品条码标签并 进行条码数据扫描存入 ERP 系统.另外 每包与每 R 成品上粘贴条码标签.(注: 注塑产品生产后需将打印好的条码标 签放到产品内.全检组全检好产品包装 后每包需粘贴条码标签). 组长以上人 员每日下班前进行确认.
一. 塑胶原料条码标签:
2014 PHF001 -
2014 年
PHF001 表示 PBT 料供应 商华富第一批原料第二 批则 08PHF002 依此类 推 , N66HF001 表 示 NYLON 66 料供应商华 富第一批原料第二批则 08N66HF002 依此类推,
0000
进料月日
二. 素材铜板原料条码标签: