CBN砂轮的高速_超高速磨削技术
超高速磨削及其砂轮技术发展
超高速磨削及其砂轮技术发展1李长河1,蔡光起21 青岛理工大学机械工程学院,山东青岛(266033)2东北大学机械工程与自动化学院,辽宁沈阳(110004)E-mail:sy_lichanghe@摘要:高速超高速磨削加工是先进制造方法的重要组成部分,集粗精加工与一身,达到可与车、铣和刨削等切削加工方法相媲美的金属磨除率,而且能实现对难磨材料的高性能加工。
本文主要论述了高速超高速磨削工艺技术的特点;分析了超高速砂轮用电镀或涂层超硬磨料(CBN、金刚石)的特点以及修整方法,介绍了在高速及超高磨床上得到广泛应用的德国Hofmann公司生产的砂轮液体式自动平衡装置。
关键词:超高速磨削,砂轮,关键技术1. 超高速磨削的特点超高速磨削技术是现代新材料技术、制造技术、控制技术、测试技术和实验技术的高度集成,是优质与高效的完美结合,是磨削加工工艺的革命性变革。
德国著名磨削专家T.Tawakoli.博士将超高速磨削誉为“现代磨削技术的最高峰”。
日本先端技术研究学会把超高速加工列为五大现代制造技术之一。
在1996年国际生产工程学会(CIRP)年会上超高速磨削技术被正式确定为面向21世纪的中心研究方向之一,是当今在磨削领域最为引人注目的技术[1]。
高速加工(High-speed Machining)和超高速加工(Ultra-High Speed Machining)的概念是由德国切削物理学家Carl.J.Salomon博士于1931年首先提出,他发表了著名的Salomon曲线,创造性地预言了超越Talor切削方程式的非切削工作区域的存在,提出如能够大幅度提高切削速度,就可以越过切削过程产生的高温死谷而使刀具在超高速区进行高速切削,从而大幅度减少切削工时,成倍地提高机床生产率。
他的预言对后来的高速甚至超高速磨削的发展指明了方向,为高速超高速磨削技术研究开辟了广阔的空间,对于高速超高速磨削技术的实用化也起到了直接的推动作用。
cBN砂轮高速磨削镍基高温合金磨削力与比磨削能研究
关 键词 磨 削 力 ; 比磨 削能 ;B c N砂 轮 ; 镍基 高 温合金
中图分类 号 T 14;G 8 文 献标 志码 A Q 6 T 5
21 0 1年 1 2月 第 6期 第3 1卷 总 第 1 6期 8
金 刚石与磨料磨具工程
Dim o d & Ab a ie g n e ig a n r sv sEn i e rn
De . 01 c2 1 No 6 Vo . S ra .1 6 . 1 31 e i1 8
文 章 编 号 :0 6—82 2 1 )6— 0 3— 5 10 5 X(0 1 0 0 3 0
QI a AN Yu n,
XU Ju h a , i— u
F -a , U Yu c n
TI i AN Ln
( o eeo ca i l n l tcl n ie , aj g U i rt e n u c a d C lg Meh nc dEe r a gne N n n nv syo A r a t s n l f aa ci E r i ei f o i
At n ui , a g2 0 1 , hn ) s o a tsN n 10 6 C i r c a
Ab t a t Grn i g fr e a d s cfc g i d n ne g r o n y t in fc n sue o e au t h rn i g sr c i d n o c n pe i rn i g e r y a e n to l wo sg i a tis st v l a et e g i d n i i p o e s,bu lo v tlf rc o i u tb e g i d n o e s rcs ta s i o ho sng s i l rn i g pr c s .Th o g heg i ig e p rme t n n c e s d a a r u h t rndn x e i n so ik lba e
超高速磨削技术
机械工程学院先进技术制造论文题目:超高速磨削技术专业:机械设计制造及其自动化班级:10B2学生学号:20101047学生姓名:二〇一三年月日超高速磨削技术摘要:超高速点磨削是一种先进的高速磨削技术,它集成了高速磨削、CBN 超硬磨料及CNC 车削技术,具有优良的加工性能。
对国内外高速磨削技术发展的作了比较详细的介绍,重点论述和分析了超高速点磨削的技术特征、关键技术和在汽车制造中的应用,最后分析了我国汽车工业发展超高速点磨削技术的必要性。
关键词: 超高速点磨削; 技术特征; 关键技术; 汽车工业1.国内外高速磨削技术简介通常所说的“磨削”主要是指用砂轮或砂带进行去除材料加工的工艺方法。
它是应用广泛的高效精密的终加工工艺方法。
一般来讲,按砂轮线速度V的高低将磨削分为普通磨削( Vs < 45m/ s) 、高速磨削( 45≤ Vs<150m/s) 、超高速磨削(V s≥150m/s)[1]。
20世纪90年代以后,人们逐渐认识到高速和超高速磨削所带来的效益,开始重视发展高速和超高速磨削加工技术,并在实验和研究的基础上,使其得到了迅速的发展[2]。
1.1 国外磨削技术的发展磨削加工是一种古老而自然的制造技术,应用范围遍布世界各地,然而数千年来磨削速度一直处于低速水平。
20世纪后,为了获得高加工效率,世界发达国家开始尝试高速磨削技术[2]。
在高速、超高速精密磨削加工技术领域,德国及欧洲领先,日本后来居上,美国则在奋起直追[3]。
1.1.1 欧洲磨削技术的发展情况超高速切削的概念源于德国切削物理学家Carl 博士1929 年所提出的假设,即在高速区当切削速度的“死谷”区域,继续提高切削速度将会使切削温度明显下降,单位切削力也随之降低[1]。
欧洲高速磨削技术的发展起步早。
最初高速磨削基础研究是在20世纪60年代末期,实验室磨削速度已达210-230m/s。
70年代末期,高速磨削采用CBN 砂轮。
意大利的法米尔公司在1973年9月西德汉诺威国际机床展览会上,展出了砂轮圆周速度120m/s 的RFT-C120/ 50R 型磨轴承内套圈外沟的高速适用化磨床[1] 。
CBN砂轮的修整方法及其应用

CBN砂轮的修整方法及其应用1 引言CBN砂轮以其优良的磨削性能和磨削表面质量在高速、超高速磨削、难加工材料的高性能磨削、高效成型磨削等加工领域获得了广泛应用。
在磨削过程中,由于磨削力和磨削区域高温、粘附等作用,砂轮工作表面的磨粒会逐渐钝化;同时,砂轮工作表面的磨粒会因不均匀磨损而失去正确的原始几何形状;此外,由于高速磨削的磨屑非常细小,很容易堵塞砂轮工作表面空隙。
为使CBN砂轮始终保持良好的磨削状态,在磨削过程中必须对砂轮进行修整。
CBN砂轮的整形、修锐技术是CBN砂轮应用领域一个相当重要的研究课题。
CBN砂轮的修整可分为整形和修锐两个步骤。
整形是通过改变砂轮的宏观形状,使砂轮达到要求的几何形状和尺寸精度,并使磨粒尖端微细破碎形成锋利的磨刃;修锐则是通过去除砂轮磨粒间的结合剂,使磨粒凸出结合剂表面,形成必要的容屑空间,使砂轮具有最佳磨削能力。
根据具体情况,整形和修锐可统一进行或同时完成,也可分步进行。
2 CBN砂轮的整形方法CBN砂轮的整形方法较多,常用的有车削整形法、滚压整形法、磨削整形法、电加工整形法等,近年来又出现了激光整形法。
1.车削整形法车削法是采用单颗粒金刚石笔、粉末冶金金刚石笔或金刚石修整片等整形工具车削砂轮,以达到整形目的。
1.单颗粒金刚石笔整形单颗粒金刚石笔具有极高硬度和良好的耐磨性,因此常用于陶瓷结合剂或树脂结合剂CBN砂轮的修整。
金刚石笔的尖端由于受到热和力的集中连续作用,磨损剧烈,因此修整时应通过合理供给冷却液进行充分冷却。
采用单颗粒金刚石笔修整陶瓷结合剂CBN砂轮后,砂轮表面状态不易达到磨削加工要求,容屑空间较小,切削刃较宽,磨削刃不锋利,若直接用于磨削,初期磨削力和磨削温度均较大,容易出现磨削烧伤和振纹,因此必须用油石对修整后的砂轮表面进行合理修锐。
2.金刚石片状修整器整形采用粉末冶金方法将小粒度金刚石颗粒固结在硬质合金基体上,制成片状修整器。
用金刚石片状修整器修整CBN砂轮的优点是费用较低,且片状修整器磨损后性能变化不大,整形时可以采用较大的修整进给量而不会增大修整后砂轮的表面粗糙度。
陶瓷结合剂CBN砂轮高速磨削凸轮轴的表面粗糙度研究

对C BN高 速 磨削 条 件 下 大 量试 验 数 据 的三 元 线 性
回 归处理 ,得 出4 淬 硬 钢 工件 在 陶 瓷CB 5 N砂 轮 高 速 磨削 条件下 的 已加工 表面粗 糙度 经验 公式 :
有 仅 次 于金 刚石 的硬 度 ,优 于 金 刚 石 的 耐热 性 和
对 铁族 金 属 的化 学 惰 性 ,是 代 替 刚玉 磨料 磨 削 淬
由于 磨 削 过程 是 一 个 十分 复 杂 的过 程 ,影 响
因素 很 多 , 在实 际工 程 计 算 中 , 目前 仍 以采 用 经 验 公 式 为 主 ,这 些 公 式 都 是 以 磨 削 条件 的 幂 指数 函数 形 式 表 示 的 。本 试 验 采 用 正 交试 验 法 ,通 过
凸 轮轴的C N B 高速磨削提供了一系列实用的工艺参数 。 关键词 :陶瓷结合剂 ;C N B 砂轮 ;凸轮轴 ;表 面粗 糙度
中 图分 类 号 :T 3 1 P9 文 献 标识 码 :B 文 章 编 号 :1 0—0 3 ( 0 14 - 一 0 9 3 9 14 21 ) (I) 0 4 0 0
Ra 2 .Vs = 18 n 躬Vf .9 m ( m) 3 。 。 03n u () 1
是考 察 零 件 是 否 合 格 的 一项 重 要 指 标 , 因此 ,本
文进 行 了陶 瓷CB N砂 轮 高 速 磨  ̄ 4 淬硬 钢 工 件 的 15 J
表面粗 糙 度试验 研 究 。
式 中 :Ra 表 面 粗 糙 度 值 ,u 为 m; Vs 砂 轮 线 为
新型陶瓷cbn砂轮,内圆磨削解决方案

新型陶瓷cbn砂轮,内圆磨削解决方案相对于外圆磨削和平面磨削,内圆磨削时的磨削接触面积更大。
由于受内孔尺寸的约束,磨削砂轮的尺寸、接杆、冷却条件也都受到了限制,特别针对cbn的高速高效率磨削加工,要求砂轮具备很高的材料去除率,在实现高效率加工的前提下产生尽量少的磨削热,以避免烧伤、裂纹等一系列问题。
因此要求砂轮具有更开放的组织,以保证足够的容屑空间,同时也需要钝化的磨粒正常微破碎,保证砂轮的锋利程度,从而得到良好的切削性能。
但是对于传统的陶瓷结合剂cbn砂轮,其结合剂系统很难保证砂轮在具有很高气孔率的同时又具有很高的硬度。
在高速进给磨削的情况下,磨粒容易脱落,砂轮寿命较低。
这使得客户在使用陶瓷cbn砂轮时发现,虽然可以提高效率,但是磨削成本很高。
如何实现高效率加工的同时又能降低磨削成本,便是这些客户目前面临的客观难题。
来自爱磨仕磨料磨具的解决方案爱磨仕超硬磨具一直致力于开发新的陶瓷结合剂系统,以解决客户目前面临的客观难题。
最新开发的陶瓷结合剂cbn砂轮,非常适合内圆、平面磨削方式。
陶瓷结合剂能提供极高的结合剂强度,并与cbn磨料本身的力学、化学、热传导等特性相得益彰。
具有如下技术优点及特性:此种新型的陶瓷结合剂,相对于传统的陶瓷结合剂工艺,具有更开放的组织结构,提高了气孔率;同时采用创新技术使结合剂得到了更好的改进,增强了粘结桥的强度,从而使砂轮具有更大的磨粒把持力,更高的硬度和耐磨特性等优点。
增长了修整间隔,减少了砂轮本身的磨损,增加了每片砂轮所能加工的工件总数,从而提高了砂轮的使用寿命,非常适合大规模批量生产加工。
更高的磨削去除量和加工效率。
更好、更一致的工件表面加工质量,适合超高精度磨削。
陶瓷结合剂cbn内圆磨砂轮广泛的应用于液压泵、油嘴、轴承、齿轮、汽车零部件、液压件、航空航天及发电工业等各种内孔磨削领域。
可以提供的砂轮直径从小至4.5mm微型磨头,也有大直径的内孔磨削砂轮。
CBN砂轮120m_s高速磨削表面粗糙度实验研究
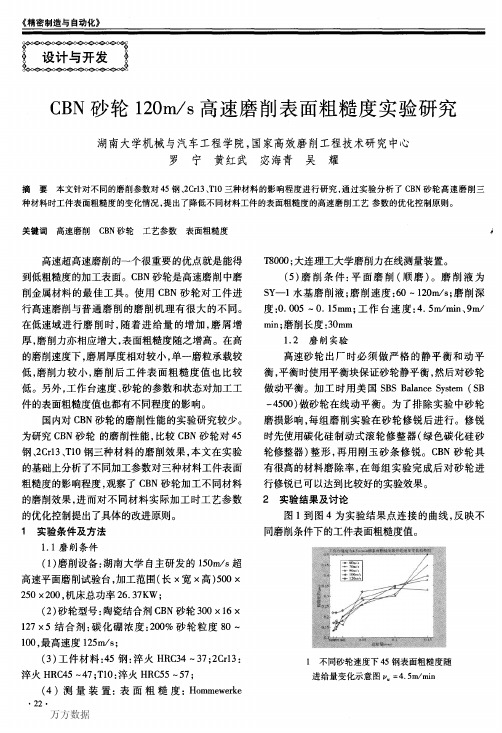
《精密制造与自动化》CBN砂轮120m/s高速磨削表面粗糙度实验研究湖南大学机械与汽车工程学院,国家高效磨削工程技术研究中心罗宁黄红武宓海青吴耀摘要本文针对不同的磨削参数对45钢、2Crl3、T10三种材料的影响程度进行研究,通过实验分析了CBN砂轮高速磨削三种材料时工件表面粗糙度的变化情况,提出了降低不同材料工件的表面粗糙度的高速磨削工艺参数的优化控制原则。
关键词高速磨削CBN砂轮工艺参数表面粗糙度高速超高速磨削的一个很重要的优点就是能得到低粗糙度的加工表面。
CBN砂轮是高速磨削中磨削金属材料的最佳工具。
使用CBN砂轮对工件进行高速磨削与普通磨削的磨削机理有很大的不同。
在低速域进行磨削时,随着进给量的增加,磨屑增厚,磨削力亦相应增大,表面粗糙度随之增高。
在高的磨削速度下,磨屑厚度相对较小,单一磨粒承载较低,磨削力较小,磨削后工件表面粗糙度值也比较低。
另外,工作台速度、砂轮的参数和状态对加工工件的表面粗糙度值也都有不同程度的影响。
国内对CBN砂轮的磨削性能的实验研究较少。
为研究CBN砂轮的磨削性能,比较CBN砂轮对45钢、2Crl3、TIO钢三种材料的磨削效果,本文在实验的基础上分析了不同加工参数对三种材料工件表面粗糙度的影响程度,观察了CBN砂轮加工不同材料的磨削效果,进而对不同材料实际加工时工艺参数的优化控制提出了具体的改进原则。
1实验条件及方法1.1磨削条件(1)磨削设备:湖南大学自主研发的150m/s超高速平面磨削试验台,加工范围(长×宽×高)500×250×200,机床总功率26.37KW;(2)砂轮型号:陶瓷结合剂CBN砂轮300×16×127×5结合剂:碳化硼浓度:200%砂轮粒度80一100,最高速度125m/s;(3)工件材料:45钢:淬火HRC34—37;2Crl3:淬火HRC45~47;TIO:淬火HRC55—57;(4)测量装置:表面粗糙度:Hommewerke・22.TS000;大连理工大学磨削力在线测量装置。
cbn砂轮磨削参数

cbn砂轮磨削参数今天咱们来唠唠CBN砂轮磨削参数这个超有趣(虽然听起来有点专业啦)的话题。
一、CBN砂轮是啥呢?CBN砂轮啊,它可是磨削界的一个小明星呢。
CBN就是立方氮化硼啦,这种材料超级硬,硬度仅次于金刚石哦。
所以用它做成的砂轮在磨削的时候就特别厉害。
它可以用来磨削好多硬度比较高的材料,像那些合金钢啊、高速钢之类的。
你想啊,要是普通的砂轮去磨削这些硬家伙,可能没几下就磨损得不成样子了,但是CBN砂轮就不一样啦,它能稳稳地把这些硬材料磨削得又精准又光滑。
二、磨削参数之砂轮转速。
说到CBN砂轮的磨削参数,砂轮转速可是个关键因素。
这个转速就像是砂轮工作时候的小节奏。
如果转速太快呢,虽然磨削的效率可能会提高,但是也会带来一些小麻烦。
比如说,砂轮可能会因为离心力太大而发生破裂,这可就危险啦,就像一个转得太快的小陀螺突然散架了一样。
要是转速太慢呢,磨削的效率就会变得很低,就像小蚂蚁搬家,慢悠悠的。
所以呢,要根据被磨削材料的硬度、砂轮的直径大小等因素来确定一个合适的转速。
一般来说,对于硬度比较高的材料,转速可以适当高一点,但是也要在安全的范围内哦。
三、磨削参数之进给量。
进给量这个东西呢,就像是给砂轮规定的每次向前走多少的小指令。
如果进给量太大,砂轮一次吃进去太多材料,就会让磨削变得很粗糙,就像一个人狼吞虎咽吃饭一样,肯定吃相不太好啦,而且还可能会让砂轮磨损得特别快。
要是进给量太小呢,虽然磨削出来的表面可能会比较光滑,但是效率就太低了,这就有点像吃饭的时候一粒一粒地吃米饭,太浪费时间啦。
所以啊,要找到一个合适的进给量,让砂轮既能高效地磨削,又能保证磨削的质量。
对于那些对精度要求比较高的零件,进给量可能就要稍微小一点,多花点时间来保证质量。
四、磨削参数之磨削深度。
磨削深度也是个很重要的参数呢。
这个就像是砂轮要在材料上挖多深的小坑一样。
如果磨削深度太大,那对砂轮的压力就很大,很容易让砂轮磨损,而且也可能会让被磨削的材料出现裂纹之类的问题。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2005 年第 1 期 (总第 161期 )
3 CBN 砂轮的高速、超高速磨削技术关键 技术
高速、超高速磨削技术的发展前沿是采用超硬 材料 CBN 作工具, 运用现代超高速切削技术以及现 代高柔性高自动化设备, 开展高速、超高速磨削技术 的研究, 加速实用化进程, 对于我国的制造业赶超世 界先进水平具有重要意义。实现高速、超高速磨削 使其逐渐完善并趋于实用的核心关键技术主要有: 高速、超高速磨削机理研究、大功率高速运动单元设 备制造技术、高柔性高自动化系统及磨削加工中心 的研究与开发、超硬磨料微粉高速砂轮制备技术、超 硬磨料砂轮修整技术。
1 CBN 砂轮的高速、超高速磨削技术的现状 在高速、超高速精密磨削加工技术领域, 以德国 及欧洲领先日本在这方面后来居上, 美国则在奋起 直追, 德国和欧 洲的 Guehring Au tom ation、K app、Sehaudt、Studer、Song M achinery、B lohm 等公司, 日本的 三菱重工、丰国工机、冈本工作机械工作所、东京技 阪, 美国的 Edgetek M ach ine Corp公司均已推出了自 己的超高速磨床, 有的还形成了系列产品。日本在 超高速外圆磨削领域处于领先地位, 已在它的汽车 工业等部门应用, 使用 V s= 200m / s以上 CBN 砂轮 配以高柔性 CNC 控制系统和高精度微进给机构对 阶梯轴、曲轴、凸轮轴等零件外回转面进行磨削。丰 田工机在其开发的 G250型 CNC 超高速外圆磨床上
2 CBN 砂轮的高速、超高速磨削技术发展 趋势
近年来对于以高速、超高速磨削技术的发展, 可 以认为, 采用磨削加工自动化、各类高速高效磨削技 术的开发应用、超硬磨料磨具的推广应用是提高磨 削加工效率的三个主要途径, 因此, 高速、超高速磨 削技术的发展总趋势是高柔性高自动化系统 + 超硬 磨料磨具 ( CBN 磨具 ) + 各种 高速高 效磨削 技术。 高速高效磨削的高柔性高自动化方面出现的有效措 施有: 自动 进给、自 动磨削循环、自动测量、自动修 整、砂轮自动平衡、自动分度和自动上下料等, 随着 CNC 磨床的发展, 磨削加工中心也发展很快, 它具备 联机测量、自动交换砂轮、自动交换工件、自动修整 砂轮、实、机器人、运送工件小车以及冷却液喷射装置或 能自动调节位置的冷却液喷嘴等配置附件。这方面 较为典型的例子是日立精机 公司开发的 VKC45型 陶瓷磨削中心, 它具有能装 20个超硬砂轮的圆形砂 轮库, 设有砂轮自动修整功能, 自适应控制磨削随着 CNC 系统检测技术及磨削专家系统的发展而逐渐完 善并趋于实用。 CBN 超硬磨料的使用大大推进了高 速和超高速磨削技术的发展。
# 32#
装备了其最新研制的 T oyoda Sta t Bearing 轴承, 使用 V s= 200m / s的陶瓷结合剂 CBN 砂轮, 对回转类零 件进行高效高精度柔性加工。国内目前工业应用的 砂轮圆周速度 V s一般 还是 45 - 60m / s, 未 能超过 80m / s, 实验室超高速磨削曾达到 250m / s, 但离产业 化还有一段较远距离, 显然在高速特别是在超高速 磨削方面, 国内与国外差距巨大, 需奋起直追。
研究与开发 主要内容包括自动进给, 自动磨削循环、自动测
量、自动上下料、快速工件装夹、自动交换砂轮等技 术。
3. 4 超硬磨料微粉高速砂轮制备技术 普通砂轮在高速回转时承受巨大离心力的作用 会立即破碎, 所以需要特殊的高速、超高速砂轮, 同 时高速、超高速砂轮还应具有磨粒耐磨性能好、动平 衡精度高, 以及在高速、超高速磨削时不发生振动和 砂轮变形小的特点。高速、超高速磨削用砂轮的磨 料主要是立方氮化硼 ( CBN ) , 结合剂主要有陶瓷结 合剂、树脂结合剂和金属结合剂。 CBN 陶瓷结合剂 或树脂结合剂砂轮的线速度可达 150m / s, 而单层电 镀 CBN 砂轮的线速度可达 250m / s。 3. 5 超硬磨料砂轮修整技术 超硬磨料砂轮具有优良的磨削性能, 抗磨损能 力强、勿需经常修整, 但在初始安装使用或用钝后修 整时却比较困难。对于成形磨削砂轮, 要达到所需 的修整精度就更加困难。目前超硬磨料砂轮的修整 方法主要有: 车削法、滚压法、磨削法、GC 杯法、EL ID 法、电火花法、激光法等。相关学者在这方面进行了 大量探索和研究, 但由于 CBN 是迄今为止, 硬度仅 次于金刚石的物质, 所以至今尚未完全解决超硬磨 料砂轮修整问题。超硬磨料砂轮修整一直是制约超 硬磨料砂轮在实际生产中推广应用的关键技术, 成 为磨削技术的学科前沿。
热烈庆祝精密制造与自动化 (原名 5磨床与磨削 6) 杂志创刊四十周年同喜共贺
# 33#
5精密制造与自动化 6
CBN 砂轮的高速、超高速磨削技术
河南工业大学 ( 450007)毛淑芳 金海威科技实业有限公司 龚智伟
摘 要 论述了 CBN 砂轮的高速、超高速磨削的现状、发展趋势, 提出了实现 CBN 砂轮高速、超高速 磨削使其逐 渐完善并 趋于 实用的关键技术。
关键词 CBN 高速磨削 技术
CBN 即立方氮化硼, 显微硬度为 800- 900M pa, 略低于金刚 石。但它的 耐热性 ( 1400e ) 比 金刚石 ( 800e ) 高出几乎一倍, 而且对铁族元素的化学惰性 高。由于金刚石磨具的热稳定性较差, 所以要限速 使用, 而 CBN 磨粒的热稳定性较好, 所以 CBN 砂轮 可用于高速、超高速磨削。用 CBN 砂轮磨削, 金属 切除率是金刚石砂轮磨削的 10倍。 CBN 砂轮一次 修整的寿命极长, 在磨削作业自动化中, 可减少砂轮 更换次数。
参考文献 [ 1 ] 王德泉, 砂轮特性与磨削加工. [M ]中国标准出版社, 2001 [ 2 ] 彭庚新, 高速超高磨削与超硬磨料砂轮及其修整的 研究, 湖 南工程学院学报, 2003( 1) [ 3 ] 郑筱昌, 磨削 ) ) ) 机械制 造中最重 要的技术 之一, [ J] 上海 机床, 2001 ( 1) [ 4 ] 张庆 云, 高 效 磨削 的 原理 与 发展. [ J] 机 械设 计 与制 造, 1998 ( 3) [ 5 ] 于思远, 国内外先进陶瓷材料加工技术的进展. [ J] 金刚石 与磨料磨具工程, 2001( 4)
提高加工质量和磨削加工效率一直是磨削领域 十分关注并为之不懈奋斗的重要目标, 高速、超高速 精密磨削加工就是近年发展起来的一种集高效、优 质和低耗于一身的先进制造工艺技术。
高速、超高速磨削加工技术是指采用超硬磨料 砂轮和能可靠地实现高速运动的高精度、高自动化、 高柔性的制造设备, 以极大地提高磨削速度来达到 提高材料切除率、加工精度和加工质量的现代制造 加工技术。