挤压丝攻 底孔对照表
挤压丝锥底孔对照表

挤压丝锥底孔对照表引言:挤压丝锥底孔对照表是一种工具,用于确定丝锥底孔的大小和规格。
丝锥底孔是指用来接纳丝锥锥体的孔,其尺寸的准确性对于丝锥的使用至关重要。
本文将详细介绍挤压丝锥底孔对照表的使用方法以及相关注意事项。
一、挤压丝锥底孔对照表的基本结构挤压丝锥底孔对照表通常由一张表格组成,表格中列出了不同丝锥尺寸与底孔尺寸的对应关系。
表格的排列方式通常按照丝锥尺寸的升序排列,方便用户快速查找所需的信息。
同时,表格中还会标注各个尺寸的底孔规格,以便用户直观地了解所需的底孔大小。
二、挤压丝锥底孔对照表的使用方法1. 确定丝锥尺寸:在使用挤压丝锥底孔对照表之前,首先需要确定所使用的丝锥尺寸。
丝锥通常有标志尺寸,例如M8、M10等,这些标志尺寸可用于确定所需的底孔规格。
2. 查找对应的底孔规格:根据确定的丝锥尺寸,在挤压丝锥底孔对照表中查找对应的底孔规格。
在表格中找到所使用丝锥尺寸对应的行,然后查找该行中底孔规格所在的列。
底孔规格通常以毫米为单位,例如5mm、6mm等。
3. 确认底孔规格:在找到对应的底孔规格后,确认该规格是否符合要求。
可以使用量具等工具进行实际测量,确保底孔的尺寸与所需的丝锥尺寸相匹配。
三、挤压丝锥底孔对照表的注意事项1. 确保表格的准确性:挤压丝锥底孔对照表的准确性对于工作的顺利进行至关重要。
使用前应确保表格的信息是最新且正确的,避免使用过时或错误的对照表。
2. 注意丝锥尺寸的选择:在使用挤压丝锥底孔对照表之前,应仔细选择合适的丝锥尺寸。
如果选择了不匹配的丝锥尺寸,无论如何在对照表中查找,都无法得到正确的底孔规格。
3. 确保底孔的质量:挤压丝锥底孔的质量直接影响到丝锥的使用效果。
在加工底孔时,应注意保持底孔的光滑度和垂直度,避免出现毛刺或偏斜等问题,以确保丝锥能够顺利进入底孔。
结论:挤压丝锥底孔对照表是一种重要的工具,可以帮助用户确定丝锥底孔的大小和规格。
使用挤压丝锥底孔对照表时,需要确保表格的准确性、选择正确的丝锥尺寸,并注意底孔的质量。
挤压丝锥攻牙的底孔确定
挤压丝锥攻牙的底孔确定
挤压丝锥一般要求材料加工时的延伸率>10%。
底孔应按体积不变原则选择,所以不同的直径、螺距、牙型角、齿顶齿底削平高度甚至螺纹公差都会对底孔选择有影响。
下面是ISO米制普通螺纹粗牙,6H公差:
M1.6底孔:1.45±0.02;
M2 底孔:1.80±0.02;
M2.5底孔:2.30±0.02;
M3 底孔:2.75±0.03;
M4 底孔:3.65±0.03;
M5 底孔:4.60±0.03;
M6 底孔:5.55±0.04;
M8 底孔:7.40±0.04;
M10 底孔:9.30±0.05;
M12 底孔:11.10±0.05;
M14 底孔:13.10±0.05;
M16 底孔:15.10±0.05;
M18 底孔:16.90±0.05;
M20 底孔:18.90±0.05;
M22 底孔:20.90±0.05;
M24 底孔:22.65±0.05;
M27 底孔:25.65±0.05
如果正确加工,挤压攻丝的牙型与普通攻丝的牙型没有什么区别,但两者的组织不同。
挤压成型的纤维是连续的,而普通切削丝锥则切断了纤维。
如果牙型高度不足,挤压丝锥极易造成顶部Y形。
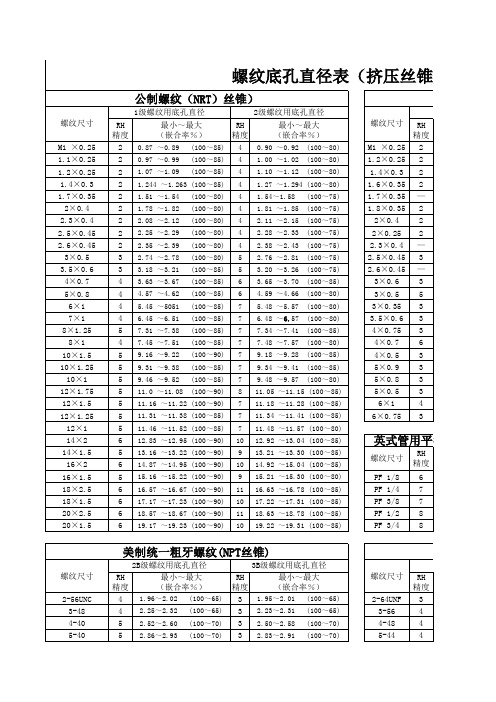
挤压螺纹底孔直径表
1.96~2.02 (100~65) 3 1.95~2.01 (100~65)
4 2.25~2.32 (100~65) 3 2.23~2.31 (100~65)
5 2.52~2.60 (100~70) 3 2.50~2.58 (100~70)
5 2.86~2.93 (100~70) 3 2.83~2.91 (100~70)
6 14.87 ~14.95 (100~90) 10 14.92 ~15.04 (100~85)
5 15.16 ~15.22 (100~90) 9 15.21 ~15.30 (100~80)
6 16.57 ~16.67 (100~90) 11 16.63 ~16.78 (100~85)
6 17.17 ~17.23 (100~90) 10 17.22 ~17.31 (100~85)
螺纹底孔直径表(挤压丝锥用)
公制螺纹(NRT)丝锥)
1级螺纹用底孔直径
2级螺纹用底孔直径
RH 精度
最小~最大 (嵌合率%)
RH 精度
最小~最大 (嵌合率%)
2 0.87 ~0.89 (100~85) 4 0.90 ~0.92 (100~80)
2 0.97 ~0.99 (100~85) 4 1.00 ~1.02 (100~80)
3.19~3.26 (100~70) 3 3.16~3.22 (100~75) 3.80~3.88 (100~75) 4 3.79~3.86 (100~75) 4.41~4.48 (100~80) 4 4.40~4.46 (100~80) 5.00~5.08 (100~80) 4 4.99~5.06 (100~80) 5.86~5.93 (100~80) 4 5.85~5.92 (100~80) 7.38~7.46 (100~80) 5 7.36~7.43 (100~85) 8.96~9.05 (100~80) 5 8.95~9.02 (100~85) 10.44~10.54 (100~80) 5 10.41~10.49 (100~85) 12.02~12.12 (100~80) 5 12.00~12.05 (100~90) 13.55~13.66 (100~80) 7 13.53~13.58 (100~90) 15.14~15.25 (100~80) 7 15.11~15.17 (100~90) 18.22~18.32 (100~85) 7 18.18~18.25 (100~90) 21.27~21.38 (100~85) 8 21.23~21.27 (100~95) 24.28~24.41 (100~85) 9 24.24~24.32 (100~90)
挤压丝锥攻丝孔的参考尺寸
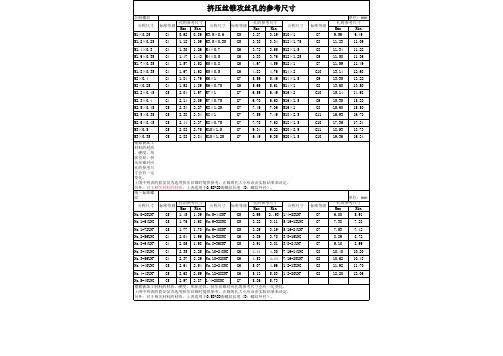
标准等级 G7 G7 G7 G7 G7 G8 G8 G8 G8
单位:mm 孔的参考尺寸 Max Min 6.00 7.38 7.53 8.89 9.10 10.40 10.62 11.92 12.20 5.91 7.23 7.42 8.72 8.99 10.20 10.48 11.70 12.06
根据被加工材料的材质、硬度、形状差异,挤压丝锥对应孔的参考尺寸会有一定变化。 上图中列表的值仅仅为选用挤压丝锥时提供参考,正确的孔大小应该由实验结果来决定。 另外:对于相关材料的材质,上表适用于0.5D~2D的螺纹长度(D:螺纹外径)。
挤压丝锥攻丝孔的参考尺寸
公制螺纹 公称尺寸 M1×0.25 M1.2×0.25 M1.4×0.3 M1.6×0.35 M1.7×0.35 M1.8×0.35 M2×0.4 M2×0.25 M2.2×0.45 M2.3×0.4 M2.5×0.45 M2.5×0.35 M2.6×0.45 M3×0.5 M3×0.35 标准等级 G4 G4 G4 G4 G4 G4 G4 G4 G5 G4 G5 G5 G5 G5 G5 孔的参考尺寸 Max Min 0.92 1.12 1.30 1.47 1.57 1.67 1.84 1.92 2.04 2.14 2.34 2.38 2.44 2.82 2.88 0.89 1.09 1.26 1.42 1.52 1.62 1.79 1.89 1.97 2.09 2.27 2.34 2.37 2.75 2.84 公称尺寸 M3.5×0.6 M3.5×0.35 M4×0.7 M4×0.5 M5×0.8 M5×0.5 M6×1 M6×0.75 M7×1 M7×0.75 M8×1.25 M8×1 M8×0.75 M10×1.5 M10×1.25 标准等级 G5 G5 G6 G6 G6 G6 G7 G6 G7 G7 G7 G7 G7 G7 G7 孔的参考尺寸 Max Min 3.27 3.38 3.72 3.83 4.67 4.83 5.59 5.69 6.59 6.70 7.49 7.59 7.70 9.34 9.49 3.19 3.34 3.65 3.76 4.59 4.76 5.49 5.61 6.49 6.62 7.36 7.49 7.62 9.22 9.35 公称尺寸 M10×1 M12×1.75 M12×1.5 M12×1.25 M12×1 M14×2 M14×1.5 M14×1 M16×2 M16×1.5 M16×1 M18×2.5 M18×1.5 M20×2.5 M20×1.5 标准等级 G7 G8 G8 G9 G7 G10 G9 G8 G10 G9 G8 G11 G10 G11 G10 单位:mm 孔的参考尺寸 Max Min 9.59 11.23 11.34 11.50 11.59 13.14 13.35 13.60 15.14 15.35 15.60 16.93 17.36 18.93 19.36 9.49 11.09 11.22 11.36 11.49 12.98 13.22 13.50 14.98 15.22 15.50 16.73 17.24 18.73 19.24