QE 工作流程简介
新品开发专案QE工作职责及流程培训教材20121109
一、新品开发专案QE工作职责简述
1.1 每次试样/试产品质状况跟进,及时送测FAI、CPK及信赖性试验,汇 总各次问题点并跟进改善进度; 1.2 品质资料SIP、QC工程图、FMEA的策划、制定、修正; 1.3 外观限度样品制作; 1.4 检具的规划、设计,出图制作; 1.5 客户资料(含RoHS报告)、承认资料(含测试资料)统筹交付; 1.6 新品标准、信息的培训; 1.7 开发段供应商品质标准指导、确认; 1.8 主导新品、试产及量产初期(量产前三批)的质量改进活动; 1.9 新品,量产阶段的客诉,客退的及时处理; 1.10 客户端驻厂员工的安排。
(10)检具制作
1. 详见“检具制作注意事项” ; 2.时效:初版规划及制作T1前,正式版规划及制作量试前。
(11)专案进度追踪
1.每周更新“专案QE新品进度追踪表”。
Thanks
பைடு நூலகம்
(2)信赖性测试规划
1.接获客户信赖性测试标准后,对标准进行消化、确认、转译中 文并制成“信赖性试验计划书”; 2.确认客户要求的试验器材厂内有无,需要时及时提报申请; 3.确认客户的测试方法/条件、判定标准是否明确,必要时与客户 沟通; 4.时效:T1试样前。
(3)各次试样问题点汇总
1.各次试样过程需及时将品质问题点记录到“品质问题点汇总表内” ; 2.需详细记录客户、机种、品名、日期、发生制程、不良现象、不良 比率、不良图片; 3.及时与工程、责任单位检讨不良原因、改善对策、负责人、完成日 期; 4.时效:各次试样后3个工作日完成; 5.依据完成日期对改善对策进行效果追踪。
(5)各次试样FAI、CPK
1.各次试样完成后,立即随机取2~5pcs半成品、完成品(视不同客户需要 )填写”送测单”,连同图纸送至量测室测量全尺寸; 2.各次试样完成后,立即随机取30pcs产品(视不同客户需要)填写”送测 单”,连同图纸送至量测室测量CPK; 3.测量报告由量测室提供,若客户有其它格式要求,需在送测时将客户格 式一并给检测中心; 4.获取测量报告后专案品工需确认测量结果,对于差异较大尺寸需协同检 测人员再次确认; 5.对于确认后FAI、CPK NG寸法不可擅自改动,将实际数据提交工程或客 户; 6.时效:各次试样后5个工作日完成。
QE工程师流程
合格
客户认可释放
零部件验证 释放报告
小批生产阶段
对零部件进行小批量 试产,并进行问题跟 进
问题跟进
பைடு நூலகம்
对量产进行跟进,并 进行持续改善
量产问题跟进
量产阶段
经验总结、汇总
进行持续改善
量产问题跟进
量产阶段
经验总结、汇总
供应商
QE
实验室
IQC
生产
应用表单
样品 图纸
初品测试
部品检查报告 部品检查表
不合格 重新送样 试装 实验测试
实验测试报告
是否合格
合格
零部件验证 释放报告 零部件验证 释放报告
问题跟进
量产
问题汇总表 量产问题跟进
经验总结、汇总
问题汇总表 量产问题跟进
经验总结、汇总
应用表单
图纸
部品检查表
实验测试报告
零部件验证 释放报告
问题汇总表
问题汇总表
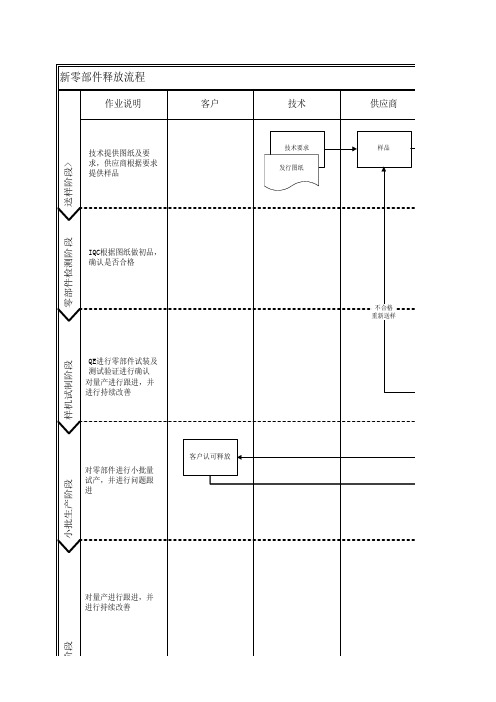
新零部件释放流程
作业说明 客户 技术 供应商 QE
送样阶段>
技术提供图纸及要 求,供应商根据要求 提供样品
技术要求 发行图纸
样品
零部件检测阶段
IQC根据图纸做初品, 确认是否合格
初品测试
不合格 重新送样 试装
样机试制阶段
QE进行零部件试装及 测试验证进行确认 对量产进行跟进,并 进行持续改善
是否合格
QE工作流程图

制订:
肖会员
审核:
批准:
东
莞
恒
力
塑
胶
制
品
有
限
公
ቤተ መጻሕፍቲ ባይዱ
司 文件编号
版本/次 颁布日期 页 次
ELECT PLASTIC
PRODUCT CO. LTD.
文件标题
1.目的:
QE岗位职责和权限
制定此职责和权限,确保QE工作的顺利进行。 2.范围: 适用于恒力厂的所有QE。 3.职 责: 3.1 在工程阶段至日常生产活动中,对产品进行质量忧虑、评估、分析、监察、 评审工作。 3.2 保证产品质量、安全性和可靠性能符合客户要求和国际标准。 3.3 投产前应负责组织QC部及生产部有关人员进行产前质量会议。 3.4 执行品质主管下达之指令,并指导QA/QC人员切实执行各项指令。 3.5 积极配合工程部,跟进产品开发进程;提出自己在产品各阶段的合理性 建议。 3.6 编写产品规格,确定收货标准。 3.7 审阅,分析QA测试报告。 3.8 为QA/QC提供技术援助,指导QA/QC对各阶段送客样办的检查与审核。 3.9 监督大货生产质量状况和生产过程之持续改善。 3.10 跟踪处理客户投诉和退货。 4.权 限: 4.1 QE有要求工程部提供客户的产品规格、质量标准及要求的权利。 4.2 QE有要求工程部提供各阶段足够样品进行检验\测试\评估的权利,如遇 特殊情况,需要增加样板进行评估的,QE有权要求工程部追加样板。 4.3 QE有知悉新产品各开发阶段样板制作详细情况(包括各样板的制作日期, 各种来料的检验情况,各工序样板的制作情况)及大货生产具体情形的 权利。 4.4 QE有要求工程部相关负责人回复QE评估报告的权利。 4.5 QE有根据实际需要,要求工程、PE、采购、PMC、货仓等相关人士协助 的权利。
QE工作流程及QC七大手法

QE:QUALITY ENGINEERING 品质工程 QUALITY ENGINEER 品质工程师(品质技术人员)QE 在品管部的工作责任:1.1制定品管计划1)质量目标(长短期的质量计划和指标).2)品质改善计划.3)质量审核计划.4)品质管理促进,推动计划.5)品管人员培训计划.6)供应商指导计划.7)品管用仪器设备维护,清洁,点检计划.8)品管设施配置计划.1.2掌管品管标准1)品管工作标准,如品管部使用的程序文件,部门规定等.2)产品质量标准,如产品规格,品质工艺要求等.3)产品试验大纲.4)顾客或最高管理者的要求.5)顾客提供的产品标准.6)抽样检验或其他检验的规定方法.7)检验实施标准.8)样品,如标准样品,限度样品,不良样品等.9)标准工具,如色卡,其他承认的标准件等.10)相关的国家,地区,行业标准.1.3分析品管过程1.4处理品质事故1.5设置品管工具QC七大手法一、层别法二、柏拉图三、特性要因图四、散布图五、直方图六、控制图七、查核表查检集数据直方显分布散布看相关柏拉抓重点鱼骨追原因管制找异常层别作解析2.2柏拉图法应用步骤:1)选择项目,分析问题2)针对所选择的项目收集,处理数据并按其占有的量进行排列3)制作图表,图表的组成结构一般为矩形4)分析主要因素,实施质量改进5)对确定的主要因数采取措施后,还要重新绘制柏拉图以对比实施措施的效果例:装配车间生产产品A的日产量为600台,不良品是82台,为了分析原因,降低不良率,它们按如下问题点的原因归类排列并绘制柏拉图:根据以上归类绘图的柏拉图如下:2.3特性要因图应用步骤:1)确定项目,即需要解决的是什么问题;2)从4M1E(MAN人、MACHINE机、MATERIAL料、METHOD方法、ENVIRONMENT环境)的5大方面分析原因,包括大原因、中原因、小原因和最直接最细小的根本原因;3)展开确定的原因,绘制图表;4)筛选主要原因(可以结合柏拉图法)5)针对主要原因优先采取措施;6)确认实施措施的效果.案例:生产部音响科在生产DVD产品时发现生产率一直偏低,这样,直接影响了公司的效率.为了解决此问题,生产部经理责成工程师和相关主管要迅速找到原因,以便尽快解决.于是,他们进行了商议,打算用特性要因法分析和寻找原因.人员方面:虽然有部分新工人,但其他产品也是一样;机器方面:基本上没有更新或修理过的设备;材料方面:采购渠道没有变动,进料检查也是合格的;技术方面:技术指标,工作方法等也没有什么大的改变;环境方面:虽然天气是变热了一点,但车间里有空调.从上面的4M1E等5大方面所展开原因的图上看不出有什么直接的因素,于是,他们去现场调查.现场生产流水线的次序依旧,只是从QC测试工位开始,三个QC员有点不同程度手脚忙乱.仔细观察和询问原因后发现,他们在安装被测试的产品时有点吃力,说从最近一段时期来,机架上对准位置的顶针需要两三次才可以装进去,直接影响了测试速度.主管说前段时间工具室把机架进行了修理,把铜的定位针换成了尼龙针,刚开始还可以,可是现在不好用了.了解到这一步时,工程师说原因找到了,我们回去吧.原来,由于天气变热,尼龙顶针因热胀冷缩现象而变粗了,当然安装就吃力了;再加上空调开得不足,车间里有一些闷热,员工有疲倦表现.凡此种种还是属于4M1E中的机器和环境方面的综合因素造成的.1)上面的原因仍然包含在特性要因图中:机器: 维修环境: 天热人员: 操作困难速度: 变慢2)查看现场分析过程:3)生产部决定采取如下措施:白天开足空调,夜班保持车间温度小于28度;通报更换所有测试架上的尼龙顶针,使用铜质顶针.4)措施结果确认:在采取上述措施后,操作速度得到加快,生产率由原来得91%提高了差不多2个百分点,保持在93%左右.2.4应用特性要因图要注意如下的事项:1)分析原因注重多方面意见和看法;2)一个特性要因图只分析一个特性,要具体化;3)此图可以和柏拉图配套使用,再加上对策表时就形成“两图一表”法;4)对形成问题的原因要层次分明、追根究底,以便于从根本上解决问题. 2.5直方图组成直方图的主要参数如下:1) 极差R:数据的最大值与最小值之差,R=Xmax-Xmin 2) 组距C:矩形的宽度,极差与组数的商,C=R/N组的下界为第1组的上界,下界+组距C=上界,第3组及其以后各组的界限参照第2组进行.5) 偏倚K:规格中心值与数据平均值之差,K=CL-X 6) 组的中心值:上下界之和的一半即为中心值2.5.2常见的直方图类型分析1)正态形:表明过程属于统计控制状态.2)偏向形:表明过程中存在人为的因素,如不合理的加工习惯方式、勉强作业等.3)孤岛形:表明安排的过程不合理或过程进行中存在材料混杂、操作欠熟练、测量不正确等.4)双峰形:说明样本的数据来自两个不同的组合体.要检讨数据收集的渠道或过程中的产品归类方式等.5)起伏形:说明制图时数据分组不当或过程的测量方法有问题.2.5.3直方图的制作步骤1)确定制作对象和样本特性的类别2)收集样本数据12345678910行最大行最小9.510.11010.110.510.210.310.910.510.810.89.59.710.6101010.49.710.710.410.210.810.89.710.310.710.59.89.910.410.310.211.19.611.19.611.410.11010.110.29.810.810.310.31011.49.810.710.31110.59.910.610.910.611.110.411.19.9数据的极值是:Xmax=11.4 Xmin=9.5数据的极差:R=Xmax-Xmin=11.4-9.5=1.9取组数:N=7计算组距:C=R/N=1.9/7=0.28取C=0.3计算组界:第1组组界=Xmin+/-C/2=9.5+/-0.15=9.35、9.65第2组组界:下界=9.65,上界=下界+C=9.65+0.3=9.95因为组界取值的尾数是样本数据值最小测量单位的1/2,比如,测量单位为0.1MM,则组界尾数为0.05MM,所以所有数据不会落在组界上,也不会造成分组不清以下各组界按第2组的方式计算.组别组界中心值统计样本数备注19.35-9.659.5229.65-9.959.8739.95-10.2510.111410.25-10.5510.415510.55-10.8510.79610.85-11.15115711.15-11.4511.31画直方图:设横坐标表示数据各组的范围,单位是MM;纵坐标表示组别的样本个数,单位是个.对上图进行分析,发现图面基本对称,除分布中心有少许偏倚(CL-X)其他并无异常情况.分布中心是朝着偏小的方向的,说明产品在生产过程中对设备参数不太合理,那么下一步的问题就是重新调整设备参数,然后再验证效果.2.5.4制作直方图注意事项1)数据量要足够多,否则,不能准确地反映结果;2)分组很重要,如果分组偏大或偏小的话就会导致直方图有不规则的形状; 3)数据值绝对不可以落在组界上,否则会无法对数据归类; 4)组距一般取整数或5的倍数,一来便于计算,二来图面直观;5)直方图仅显示过程的分布状态,改进质量还需要深入和具体分析.2.6让品管体系发挥威力1)体系制度文件化 2)管理构架标准化 3)运作方式程序化2.6.1用于管理有效力1)公从的认可性 2)管理的权威性 3)行业的共同性2.6.2用于质量有能力:品管的目的就是搞好产品质量,如果一种品管体系控制产品质量的能力不足的话,那这个品管体系就需要更新换代了.2.6.3用于人员有动力:在品管体系的范围内,各人员岗位都有规定的权责,形成岗位责任制.一旦工作出现差错时,责任的追溯性很强,没有任何抵赖和回旋的余地.所以,在品管体系的推动下,人员的积极性比较高.品质系统品质文件。
QE工作流程及QC七大手法
QE:QUALITY ENGINEERING 品质工程 QUALITY ENGINEER 品质工程师(品质技术人员)QE 在品管部的工作责任:1.1制定品管计划1)质量目标(长短期的质量计划和指标).2)品质改善计划.3)质量审核计划.4)品质管理促进,推动计划.5)品管人员培训计划.6)供应商指导计划.7)品管用仪器设备维护,清洁,点检计划.8)品管设施配置计划.1.2掌管品管标准1)品管工作标准,如品管部使用的程序文件,部门规定等.2)产品质量标准,如产品规格,品质工艺要求等.3)产品试验大纲.4)顾客或最高管理者的要求.5)顾客提供的产品标准.6)抽样检验或其他检验的规定方法.7)检验实施标准.8)样品,如标准样品,限度样品,不良样品等.9)标准工具,如色卡,其他承认的标准件等.10)相关的国家,地区,行业标准.1.3分析品管过程1.4处理品质事故1.5设置品管工具QC七大手法一、层别法二、柏拉图三、特性要因图四、散布图五、直方图六、控制图七、查核表查检集数据直方显分布散布看相关柏拉抓重点鱼骨追原因管制找异常层别作解析2.2柏拉图法应用步骤:1)选择项目,分析问题2)针对所选择的项目收集,处理数据并按其占有的量进行排列3)制作图表,图表的组成结构一般为矩形4)分析主要因素,实施质量改进5)对确定的主要因数采取措施后,还要重新绘制柏拉图以对比实施措施的效果例:装配车间生产产品A的日产量为600台,不良品是82台,为了分析原因,降低不良率,它们按如下问题点的原因归类排列并绘制柏拉图:根据以上归类绘图的柏拉图如下:2.3特性要因图应用步骤:1)确定项目,即需要解决的是什么问题;2)从4M1E(MAN人、MACHINE机、MATERIAL料、METHOD方法、ENVIRONMENT环境)的5大方面分析原因,包括大原因、中原因、小原因和最直接最细小的根本原因;3)展开确定的原因,绘制图表;4)筛选主要原因(可以结合柏拉图法)5)针对主要原因优先采取措施;6)确认实施措施的效果.案例:生产部音响科在生产DVD产品时发现生产率一直偏低,这样,直接影响了公司的效率.为了解决此问题,生产部经理责成工程师和相关主管要迅速找到原因,以便尽快解决.于是,他们进行了商议,打算用特性要因法分析和寻找原因.人员方面:虽然有部分新工人,但其他产品也是一样;机器方面:基本上没有更新或修理过的设备;材料方面:采购渠道没有变动,进料检查也是合格的;技术方面:技术指标,工作方法等也没有什么大的改变;环境方面:虽然天气是变热了一点,但车间里有空调.从上面的4M1E等5大方面所展开原因的图上看不出有什么直接的因素,于是,他们去现场调查.现场生产流水线的次序依旧,只是从QC测试工位开始,三个QC员有点不同程度手脚忙乱.仔细观察和询问原因后发现,他们在安装被测试的产品时有点吃力,说从最近一段时期来,机架上对准位置的顶针需要两三次才可以装进去,直接影响了测试速度.主管说前段时间工具室把机架进行了修理,把铜的定位针换成了尼龙针,刚开始还可以,可是现在不好用了.了解到这一步时,工程师说原因找到了,我们回去吧.原来,由于天气变热,尼龙顶针因热胀冷缩现象而变粗了,当然安装就吃力了;再加上空调开得不足,车间里有一些闷热,员工有疲倦表现.凡此种种还是属于4M1E中的机器和环境方面的综合因素造成的.1)上面的原因仍然包含在特性要因图中:机器: 维修环境: 天热人员: 操作困难速度: 变慢2)查看现场分析过程:3)生产部决定采取如下措施:白天开足空调,夜班保持车间温度小于28度;通报更换所有测试架上的尼龙顶针,使用铜质顶针.4)措施结果确认:在采取上述措施后,操作速度得到加快,生产率由原来得91%提高了差不多2个百分点,保持在93%左右.2.4应用特性要因图要注意如下的事项:1)分析原因注重多方面意见和看法;2)一个特性要因图只分析一个特性,要具体化;3)此图可以和柏拉图配套使用,再加上对策表时就形成“两图一表”法;4)对形成问题的原因要层次分明、追根究底,以便于从根本上解决问题. 2.5直方图组成直方图的主要参数如下:1) 极差R:数据的最大值与最小值之差,R=Xmax-Xmin 2) 组距C:矩形的宽度,极差与组数的商,C=R/N组的下界为第1组的上界,下界+组距C=上界,第3组及其以后各组的界限参照第2组进行.5) 偏倚K:规格中心值与数据平均值之差,K=CL-X 6) 组的中心值:上下界之和的一半即为中心值2.5.2常见的直方图类型分析1)正态形:表明过程属于统计控制状态.2)偏向形:表明过程中存在人为的因素,如不合理的加工习惯方式、勉强作业等.3)孤岛形:表明安排的过程不合理或过程进行中存在材料混杂、操作欠熟练、测量不正确等.4)双峰形:说明样本的数据来自两个不同的组合体.要检讨数据收集的渠道或过程中的产品归类方式等.5)起伏形:说明制图时数据分组不当或过程的测量方法有问题.2.5.3直方图的制作步骤1)确定制作对象和样本特性的类别2)收集样本数据12345678910行最大行最小9.510.11010.110.510.210.310.910.510.810.89.59.710.6101010.49.710.710.410.210.810.89.710.310.710.59.89.910.410.310.211.19.611.19.611.410.11010.110.29.810.810.310.31011.49.810.710.31110.59.910.610.910.611.110.411.19.9数据的极值是:Xmax=11.4 Xmin=9.5数据的极差:R=Xmax-Xmin=11.4-9.5=1.9取组数:N=7计算组距:C=R/N=1.9/7=0.28取C=0.3计算组界:第1组组界=Xmin+/-C/2=9.5+/-0.15=9.35、9.65第2组组界:下界=9.65,上界=下界+C=9.65+0.3=9.95因为组界取值的尾数是样本数据值最小测量单位的1/2,比如,测量单位为0.1MM,则组界尾数为0.05MM,所以所有数据不会落在组界上,也不会造成分组不清以下各组界按第2组的方式计算.组别组界中心值统计样本数备注19.35-9.659.5229.65-9.959.8739.95-10.2510.111410.25-10.5510.415510.55-10.8510.79610.85-11.15115711.15-11.4511.31画直方图:设横坐标表示数据各组的范围,单位是MM;纵坐标表示组别的样本个数,单位是个.对上图进行分析,发现图面基本对称,除分布中心有少许偏倚(CL-X)其他并无异常情况.分布中心是朝着偏小的方向的,说明产品在生产过程中对设备参数不太合理,那么下一步的问题就是重新调整设备参数,然后再验证效果.2.5.4制作直方图注意事项1)数据量要足够多,否则,不能准确地反映结果;2)分组很重要,如果分组偏大或偏小的话就会导致直方图有不规则的形状; 3)数据值绝对不可以落在组界上,否则会无法对数据归类; 4)组距一般取整数或5的倍数,一来便于计算,二来图面直观;5)直方图仅显示过程的分布状态,改进质量还需要深入和具体分析.2.6让品管体系发挥威力1)体系制度文件化 2)管理构架标准化 3)运作方式程序化2.6.1用于管理有效力1)公从的认可性 2)管理的权威性 3)行业的共同性2.6.2用于质量有能力:品管的目的就是搞好产品质量,如果一种品管体系控制产品质量的能力不足的话,那这个品管体系就需要更新换代了.2.6.3用于人员有动力:在品管体系的范围内,各人员岗位都有规定的权责,形成岗位责任制.一旦工作出现差错时,责任的追溯性很强,没有任何抵赖和回旋的余地.所以,在品管体系的推动下,人员的积极性比较高.品质系统品质文件。
QE工作流程
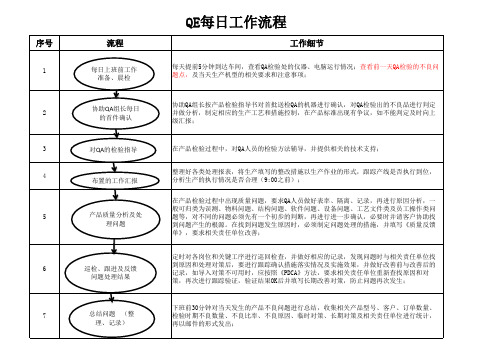
序号流程工作细节1每天提前5分钟到达车间,查看QA检验处的仪器、电脑运行情况;查看前一天QA检验的不良问题点,及当天生产机型的相关要求和注意事项;2协助QA组长按产品检验指导书对首批送检QA的机器进行确认,对QA检验出的不良品进行判定并做分析,制定相应的生产工艺和措施控制,在产品标准出现有争议,如不能判定及时向上级汇报;3在产品检验过程中,对QA人员的检验方法辅导,并提供相关的技术支持;4整理好各类处理报表,将生产填写的整改措施以生产作业的形式,跟踪产线是否执行到位,分析生产的执行情况是否合理(9:00之前);5在产品检验过程中出现质量问题,要求QA人员做好表率、隔离、记录,再进行原因分析,一般可归类为误测、物料问题、结构问题、软件问题、设备问题、工艺文件类及员工操作类问题等,对不同的问题必须先有一个初步的判断,再进行进一步确认,必要时并请客户协助找到问题产生的根源。
在找到问题发生原因时,必须制定问题处理的措施,并填写《质量反馈单》,要求相关责任单位改善;6定时对各岗位和关键工序进行巡回检查,并做好相应的记录,发现问题时与相关责任单位找到原因和处理对策后,要进行跟踪确认措施落实情况及实施效果,并做好改善前与改善后的记录,如导入对策不可用时,应按照《PDCA》方法,要求相关责任单位重新查找原因和对策,再次进行跟踪验证,验证结果OK后并填写长期改善对策,防止问题再次发生;7下班前30分钟对当天发生的产品不良问题进行总结,收集相关产品型号、客户、订单数量、检验时期不良数量、不良比率、不良原因、临时对策、长期对策及相关责任单位进行统计,再以邮件的形式发出;QE每日工作流程每日上班前工作准备、晨检协助QA 组长每日的首件确认布置的工作汇报产品质量分析及处理问题对QA 的检验指导总结问题(整理、记录)巡检、跟进及反馈问题处理结果公司部门文件:技术员的职责1、负责QA仪器的管理与维护。
2、负责QA测试工序的策划和编排,即SOP。
QE跟线工程师日工作流程
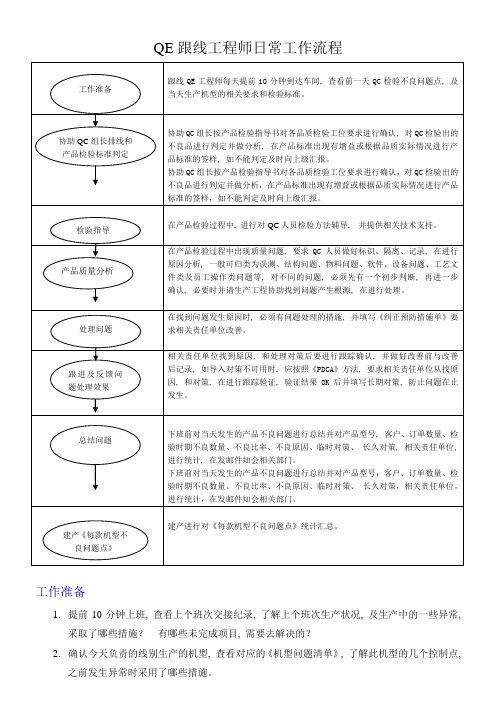
QE跟线工程师日常工作流程工作准备1.提前10分钟上班, 查看上个班次交接纪录, 了解上个班次生产状况, 及生产中的一些异常,采取了哪些措施?有哪些未完成项目, 需要去解决的?2.确认今天负责的线别生产的机型, 查看对应的《机型问题清单》, 了解此机型的几个控制点,之前发生异常时采用了哪些措施。
3.自己制定今天直通率目标, 产能目标。
(期望突破的目标)一.参与线长与员工的班前会议, 介绍一下将要生产机型的控制点在哪里, 并提出我们期望的产能及直通率目标, 这件事意义重大, 坚持做下去, 一定会事半功倍。
二.确认治具是否齐备, 是否有所损坏。
三.生产过程中确认生产机型几个控制点的员工作业方式是否正确, 如果有错误操作, 应及时辅导培训。
不良品处理, 首先把不良品进行分类, 如作业不良, 物料异常, 设计缺陷, 重点解决作业不良, 重点分析影响直通率的前三项。
2.1作业不良:根据不良现象及分析的原因, 找出制造不良的工位甚至制造不良的员工, 对制造不良员工进行在线培训, 并让线长和IPQC监督, 并在接下来的时间里确认改善作业方法后效果, 即作业不良的数量是否降低, 以数据来判断措施的有效性。
2.2物料异常:物料异常大致分为两种, 一种是纯粹外观异常, 如色差, 划伤, 脏污, 另一种是结构方面异常如尺寸, 变形, 漏加工等。
2.2.1关于外观不良, 工程指导产线根据品质所签的限度样品进行随线挑选、线外挑选, 又或是由供应商来我司挑选, 并让PQC重点检查此外观不良。
2.2.2关于结构异常, 工程分析原因, 并制定二次加工方案, 培训员工如何操作, 重点培训加工到什么程度才是我们需要的, 让员工明确:加工的目的以及加工的控制点, 关于来料物料异常按以下流程处理:2.3设计缺陷2.3.1临时解决措施, 物料上线, 交货在即, 有效可行的临时措施非常重要, 跟线工程师在没有制定有效措施之前, 可申请停线或转令, 工程可以利用这个时间培训员工之前的作业方面的错误操作, 并培训所归纳的控制点, 让员工充分了解这个产品;与此同时跟线工程师把异常向上反馈, 异常分析工程师继续分析并制定临时对策, 待有方案时, 及时培训员工, 充分讲解二次加工的原理, 操作方法, 及控制点, 最好借助于治具, 这样可使得加工的产品保持一致性, 并且不会有过失。
QE QT 主要工作内容

•
6. QE/QT日常制程审核
6.1 目的:现场了解产品制程状况;及时处理产品质量异常,避免不良品产生 及流出;排查制程、产品质量隐患,推动制程及产品质量的持续改进;与PD 管理人员(组长、主管)及PIE实现良好的工作合作氛围。 6.2 时间及频率:QE每天1小时,QT每天2小时。建议每天巡拉时间:早上 8:00-9:00,下午13:30-14:30。 如有客户Audit,须提前一天做全面的制程审核,确保不符合项得到整改。 6.3 主要巡查内容: • • • 客户投诉、反馈之改善措施是否有效实施; QA退货(包括CP)、反馈之改善措施是否有效实施; 产线/员工静电防护、标识、样品对机等等是否得到有效实施及监控。
• MRB时机:IQC来料检验或生产过程发现物料不良,影响生产进度;
•
•
参加人员:MRB会议由工程师参加;
基本原则:外观不良可由QE判定、决定是否可接受或让步接受;尺寸、结 构、装配不良由工程(ENG/PIE)判定,可走试装流程评估。如不良物料 可能影响客户的装配、使用,则必须由ENG决定/拍板是否可接受。
学习方式
Thanks!
•
准时参加,以免影响其他部门人员的工作。
8. 检验标准、质量管理系统学习
学习内容:
•
• • •
IPC-A-610E 电子组件的可接受性;
QCI-S004 电路板组装工艺标准(Defond标准) QD-WI-003 产品外观判定标准 QC新旧7大手法、IPC、ISO、QS9000等质量管理、体系文件
3.2 QA文件要求:试产阶段(ES/EP/PP)制定出临时QCI、PQCI,量产前 (签量产报告书时)制定并发行正式的QCI、PQCI。如客户有要求,则同 时发行QP/PPAP等相关文件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Drawing review&Design For Manufacture proposal
பைடு நூலகம்
圖檔定義材料特性與參數是否可 達成 彩色原料色差標准 Notes標注參考文件或標准
如材料防火,表面阻抗,硬度等,
確認彩色原料及產品的色差規格 取得參考文件或標准,了解對應要求 膠口定義規格是否合理,膠口會造成組裝乾涉,需在IS尺寸 塑件膠口位置與規格是否有定義 欄增加管控,需要測量實值. 沖件連斷點位置與規格是否有定 連料點高出需要管控 義 沖件利邊是符合UL要求 增加利邊測試儀管控 對FPC,cable 等有功能或導通要求的零件需要IQC或制程管 是否有電測或其它功能全檢要求 控 鏡面貼保護膜的產品,需QC中每1 to 2個小時撕開保護膜檢 貼膜產品位置規格與檢驗 查,保護膜位置需定義測量方法 外觀等級面定義是否合理 參照外觀檢驗標准. 尺寸基准標准是否完整 基准需要便於治具設計或測量 尺寸標注是否正確合理 在3D上對應測量數值是否與2D一致 管控CTF&CTF數量是否合理 如塑件卡鉤及螺絲孔,熱熔孔,平面度,沖件折彎裝配尺寸需 功能尺寸識別 增加IS管控 表面處理件是否預留公差 烤漆件需要定義試烤作業 Film 或尺寸檢查,屬供應商制程需要供應商提供防呆及檢驗 是否有印刷偏位標准 &管控方法 印刷件是否有顏色限度樣品 要求客人簽樣 沖件網孔過密,沖頭易斷 建議客人定義允收漏沖數量
輸入
策劃
驗證
評審
輸出
设计开发输入应包括: 1)产品外觀,功能和性能方面的要求; 2)适用的法律法规要求,如健康、安全性等方面的要求; 3)过去类似设计中证明是有效的和必要的要求,往往是对合同中顾客未明 示要求的必要补充; 4)其他所必需的要求.
Detail Requirement:
產品開發schedule 產品及材料標准:BoM and Part list 2D&3D 外觀等級面劃分及判定標准 產品&表面處理件Reliability Test Specification 包裝標准:包裝要求及測試規範 Printing Artwork 產品/包裝Rohs Requirement UL/ESD/3C Requirement 塑膠原料及表面處理件色板及色差標准 Moldflow And DFM 產品承認認要求與流程 Acceptance criteria(接收判定標准)
輸入
策劃
驗證
評審
輸出
设计开发的输出应: 1.满足设计开发输入的要求 2.为生产和服务的运作提供适当的信息(也就是说,设计开发输出应包括过程 文件或工艺文件) 3.包含或引用产品验收准则; 4.规定对安全和正常使用至关重要的产品特性.
Detail Requirement:
新產品開發進度表 教育訓練教材 IS 檢驗規範(包含塑膠原料+沖壓材料) PMP WI 測量作業指導書 SPC規格制作(For key part after MP)
外觀標准建立,限度樣品准備 制程測量尺寸correlation+治具開發進度表, CPK&GRR Verification PPAP schedule +record Cross build verification (Gap ,Step, Gloss ,Color) 產品/或整機信賴性測試或ORT驗證 Tool Verification (For key parts after MP) 量產階段限度樣品收集 (For MP)
从事技术质量和服务质量等的研究、管理、监督、检查、检验、分析、鉴定等。 (1)进行产品质量、质量管理体系及系统可靠性设计、研究和控制; (2)组织实施质量监督检查; (3)进行质量的检查、检验、分析、鉴定、咨询; (4)进行产品/体系认证、生产许可证、审核员注册、质量检验/實驗机构评定管理; (5)调节质量纠纷,组织对重大质量事故调查分析; (6)研究开发检验技术、检验方法、检验仪器设备; (7)制定质量技术法规并监督实施; (8)设计、实施、改进、评价质量与可靠性信息系统
輸入
策劃
驗證
評審
輸出
在不同的階段,應依據所策劃的案排對設計與開發進系統的評審, a) 評價設計和開發的結果滿足要求的能力; b) 識別任保問題並提出必要的措施〃 評審興奮劑果及任何必要措施的記錄應予以保持
Detail Requirement: 每個開發段量試總與試模問題點檢討, 每個開發段QE DFM,CPK 檢討. 模具或制程承認 , Achievement and Lesson learn (For MP)
零件是否有裝配要求
塑件產品是否有結構性縮水 塑件印力痕是否明顯 產品結合線是否明顯無法改善 產品結合線處是否易折斷 熱熔螺母或過盈緊配合 橡膠或硅膠件貼雙面膠 零件組裝是否會防呆
輸入
策劃
驗證
評審
輸出
驗證產品設計是否满足设计输出文件、图纸、样本等的要求(包括阶段性设计 输出的验证.)
Detail Requirement:
品質工程分類
線上工程(On-line)及線外工程( Off-line) 線上品質工程,主要應用的手法有新品管七大手法,統計過程控制等常用在制程之改善. 線外品質工程,針對產品設計開發及制程設計開發而發展出来的系統方法,對產品的品 質影響較大.
什麼是新產品開發流程?
New Production Development Flow
熱熔螺母,焊接是否有規格管 控
Process review&Design For Manufacture proposal 是否有敏感電子元件 組裝件是否有斷差,間隙要求 粘膠類,腳墊附著力管控
客戶未定義管控規格,需自行驗證在IS中增加 需要在確認制程靜電防護,EPA防護區,手腕帶,靜電衣,靜 電桌面,地面是否接地符合靜電防護要求. 評估裝配關系及尺寸配合,IS中定義間隙斷差管控 增加附著力管控,要求供應商增加相應的管控. 需要求在IS增加實配確認配合產品間,顏色,光澤,咬花是否一 致,組裝是否乾涉,間隙斷差是否符合規格. 提供限度樣品 提供限度樣品 增加溢料井,無法改善比須有簽樣 增加溢料井,制程中增加彎折或跌落測試 增加成品MRF測試〃 表面要預處理或活化後再粘貼 提出防呆建議
輸入
策劃
驗證
評審
輸出
质量策划是针对具体的质量管理活动进行的.在进行质量策划时,力求将涉及该项 活动的信息全部搜集起来,作为质量策划與評估.其内容包括但不仅限于以下几下 方面: 1.质量方针或上級质量目标的要求; 2.顾客和其他相关方的需求和期望; 3.与策划内容有关的业绩或成功经历; 4.存在的问题点或难点; 5.过去的经验教训; 6.质量管理体系已明确规定的相关的要求或程序。
Detail Requirement:(initial IS/ PMP must be released before DV)
PDT小組建立 新產品輸入資料評估 設定新產品開發進度表 產品制程展開(不同制程part list) Drawing review proposal Process review and proposal(制程可行性評估) 外觀標准,可靠度,功能測試要求是否可達成評估 PFMEA 測量治具檢討及報價 測量設備與人力評估 教育訓練(產內與供應商,產品與管控的要求)
Thanks!
QE 工 作 流 程 簡 介
2013/02/15
什麼是品質工程? 品質工程做什麼?
品質工程(Quality Engineering)
工程质量管理是指为保证和提高工程质量,运用一整套质量管理体系、手段和方法所 进行的系统管理活动,涉及工程設計,制造作業及經濟原理,用在預防及提升產品品質 的作業.
品质工程師 (Quality Engineer)