制程检验表格(DOC模板)
制程检验管理程序(含表格)

制程检验管理程序(ISO9001:2015)1.0 目的确定制程检验程序,确保制程产品质量符合顾客要求。
2.0 适用范围适用于本公司产品从样品到批量生产的整个过程。
3.0 职责3.1 品质部3.1.1 负责对品质问题进行审批、检查、总结和指示。
3.1.2 根据品质异常的状况,决定是否向责任部门发出《纠正和预防措施报告书》,并跟踪其执行和改善效果。
3.1.3 负责跟进生产过程中物料和工艺的更改。
3.2 品质部IPQC3.2.1 IPQC负责各生产部门制程内半成品巡检,并填写检查记录。
3.2.2 品质部FPQC负责制程内工序转移中半成品的检查,并填写检查记录。
3.3 QE3.3.1 根据各类记录汇总后编写品质周报、月报。
3.3.2 确保适当的SPC的采用。
3.3.3 《检验作业指导书》等标准和技术文件的编写。
3.3.4 组织和参加相关的品质会议,完善和维护制程内品质管理体系。
3.3.5 对产品品质问题及品质目标未达成时提出和建议解决办法。
3.4 各生产部门主管负责对应和改善制程内出现的品质问题。
4.0 定义4.1 制程:指从原材料投入生产,至最终成品纳入的整个过程,不包括外发加工过程。
4.2 IPQC:In-Procedure Quality Control的缩写,即从事制程内检验的人员。
4.3 OQC:Outgoing Quality Control的缩写,即从事成品检验和出货检验人员的人员。
4.4 QE:Quality Engineer品质工程师,即从事与品质管理相关的工程技术人员。
5.0 工作程序5.1 调机检查5.1.1 生产部门调机员调机过程中和调机完成后,须对调机产品进行初步检查,并将所有调机不合格产品放置在红色胶盆里,与待检品、OK品明确区分开,并标识清楚。
5.1.2 调机员或操作员自主检查合格后,应通知品质部IPQC作首件检查。
5.2 首件检查5.2.1 IPQC抽取第1件样本作首件检查,检测数据记录于《首件检查记录》中。
制程检验记录表模板
批次
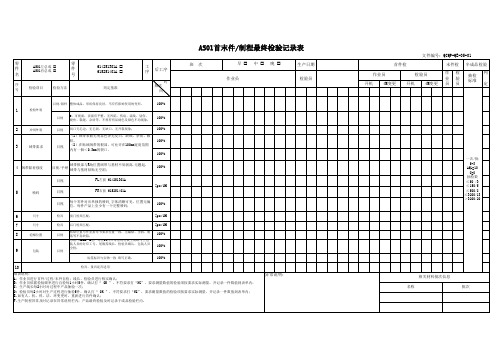
AS01首末件/制程最终检验记录表
零
零
件 名
AS01左总成 AS01有总成
件 号
序 号
检验项目
检验方法
614251301A 615251401A
判定基准
工 序
后工序
时 频次
间
班次
早 中 晚 作业员
目视/限样 整体成品:形状保持良好,不应有影响使用的变形,
100%
1
检验外观
目视
2、可视面:表面应平整,无凹陷、伤痕、流线、划伤、 烧焦、裂缝、杂质等,不得有明显褪色及颜色不均现象;
100%
5
喷码
目视 目视
FL左前 614251301A FR右前 615251401A
5pcs/1H
目视
每个零件对应单独的喷码,字体清晰可见,位置无偏 位,每件产品上至少有一个完整喷码;
100%
6
尺寸
检具 前门检具匹配;
5pcs/1H
7
尺寸
8
泡棉位置
9
包装
检具 后门检具匹配;
5pcs/1H
目视
粘贴位置与作业指导书要求位置一致,无漏贴、歪斜、脱 落等不良缺陷;
100%
2
冲切外观
3
绒带要求
目视 目视
切口无毛边,无毛刺、无缺口、无开裂现象;
(1)绒带表面无明显色泽无发白、缺绒、杂质、颗 粒。 (2)在贴绒绒带的根部,可允许在100mm宽度范围 内有一個<0.3mm的裂口。
100% 100% 100%
4 绒带黏着强度
目视/手掰
绒带根部与R角位置绒带与基材不易剥离.无翘起, 绒带与基材粘贴无空洞;
异常说明:
PQC检验程序(含表格)
PQC检验程序(ISO9001-2015/IATF16949-2016/QC080000)1.0目的:规范制程质量监控作业,及时检查&稽核并反馈制程不良信息,协助生产预防控制不良品的批量性的产生。
2.0适用范围:适用于PQC对制程质量监控。
3.0用语定义:无4.0职责:4.1PQC检验员主要负责:物料确认、首件检查、工序的品质检查和制程作业的稽核。
4.2PQC班长主要负责制程环境内外的稽核、首件复核及行使班长职责。
5.0作业指引:5.1保护板作业指引:5.1.1领料:PQC检验员依《承认书》、样板及“套料单”对仓库所发物料进行确认,将结果记录在“产品套料确认表”中。
5.1.2首件检查5.1.2.1检查时机:5.1.2.2检查项目5.1.3注意事项:PQC检验员在领料确认时及检查首件时:1)检查产品所有物料的品牌、型号、规格、封装及环保标识是否与《承认书》中“材料清单”规定的是否一致。
2)核对受控样板,确认产品所用的PCB版本、颜色和产品上的材料型号、版本(丝印)颜色、外形是否和样板一致。
5.1.4检查不合格处理:若发现产品有不合格时,知会生产,对其不合格产品进行隔离,加红色拒收标签标识清楚不良原因,按《不合格品控制程序》规定进行处理。
5.2制程检验5.2.1检查标准依《SMT外观检验标准》5.2.2检验方式/要求a.佩戴防静电手环或防静电手套。
b.使用放大镜、显微镜、万用表、电子负载、恒流源、保护板测试仪等检验仪器。
c.目视外观时采用由上而下、由左而右,从90度、45度等多视角进行外观检验。
d.若发现不良缺陷,在不良缺陷处或不良品上贴上红色不良箭头标签。
e.检验项目及标准:检验依照《SMT外观检验标准》、《保护板性能测试QC作业指引》、《承认书》内容及受控样板标准检验。
f.异常反馈/处理:抽检中如果发现有严重品质异常和品质隐患时,必须及时向PQC/生产班长反馈,组织相关部门人员现场分析改善,品质部门进行记录与追踪结果确认。
制程检验程序(含表格)
制程检验程序(ISO9001:2015)1.0目的为规范制程检验,预防产出批量不合格的产品,减少(杜绝)制程异常的发生。
不断降低生产制程不良率,提升产品品质,确保产品品质符合客户要求。
2.0范围适用于本公司生产制程品质检验控制。
3.0定义3.1首件:指生产制程中加工生产的产品,判定符合要求后,拟批量生产前的第一台(个)产品(半成品,成品)。
3.2全检:对制程中的产品或产品的某些检验项目进行100%检验。
3.3巡检:对生产过程中影响产品品质的因素(工位)进行随机抽样检验,确认。
4.0权责4.1品质部4.1.1负责制程中产品外观,检验流程,检验标准,检验规范,检验工位的编制和设置。
4.1.2IPQC:负责对产品,物料首件确认的主导工作,并对产品首件做出合格与否的判定;制程品质检控,品质异常的确认与追踪;主导不合格品或品质异常问题的提出,跟进,落实及改善效果确认。
4.2项目部4.2.1新产品首件的确认,负责制程中电气/结构性能测试流程,测试工位的编制和设置;品质异常,不合格品原因的分析及改善对策的提出。
4.2.2负责制程中设备,仪器的使用规范的制订;机器,设备,仪器,仪表,治夹具,工具运行状况的监控,正常运转的巡视及点检/保养工作的监督。
4.3生产部4.3.1负责首件的制作与送样确认;全检工位的人员配置。
4.3.2制程中4M1E的落实及制程过程的监控,配合IPQC与PE的工作;品质异常的受理与改善,改善对策的具体实施。
4.3.3负责制程中设备,仪器,仪表,治夹具,工具的日常点检/保养工作。
5.0程序5.1生产,检验前作业准备5.1.1生产部5.1.1.1在开拉生产前进行自我核查,发现不符合项及异常,采取措施,立即纠正。
5.1.1.2在开拉生产前须查核领用物料是否与[生产计划排程表]相符,是否有相应的BOM,技术规范;生产环境是否符合产品需求,各作业工位是否悬挂对应的SOP,作业人员对作业方法,产品品质是否清楚了解。
检验规范(B类)【范本模板】
常州市捷阜电子有限公司检验文件汇编版本号:2011年A版实施日期: 2011年8月15日目录1、原辅材料进货检验规范——-——--—-—--——-——- JF/JS-JY—01A2、过程检验规范—-——-—--—--——-——————-—-——- JF/JS-JY—02A3、成品检验规范—-————-——-—-—-———--—-—----JF/JS-JY-03A4、成品抽样检验规范 --———-——-——--————----- JF/JS-JY—04A5、原辅材料重检检验规范———--—---—-———-----—JF/JS-JY-05A原辅材料进货检验规范JF/JS—JY—01A过程检验规范JF/JS—JY-02A1、作业内容:1。
1下表中所列出的每一道工序批量生产前,都应由过程检验人员进行首件检查,合格后方可继续生产.1。
2产品正常生产过程中,每一道工序,至少巡回检查一次.1。
3抽样数:首检检查1件或1件以上,巡回检验至少2件或2件以上。
2、过程检验人员依据下表所列项目和要求进行检查并填写“生产工序流转卡”。
成品检验规范JF/JS—JY—03A成品抽样检验规范JF/JS-JY—04A1、主题内容本标准规定了本公司以合格质量水平为质量指标的一次抽样方案及抽样程序。
2、适用范围本程序适用本公司所有的出厂产品的抽样程序的允收标准.3、引用标准GB2828。
1-2003 逐批检查计数抽样程序及抽样表GB2828.1—2003 一般检查水平Ⅱ4、术语和符号4.1样本大小(n):样本中所包含的样本单位数,称为样本大小。
4.2合格质量水平(AQL):在抽样检查中,认为可以接受的连续提交检查批的过程平均上限值,称为合格质量水平。
4.3合格判定数(Ac):作出批合格判断样本中所允许的最大不合格品数或不合格数,称为合格判定数。
4.4不合格判定数(Re):作出批不合格判断样本中所不允许的最小不合格品数或不合格数,称为不合格判定数.正常检查:当过程平均接近合格质量水平时所进行的检查,称为正常检查.4.5样本大小字码:根据提交检查批的批量与检查水平确定的样本大小字母代码,称为样本大小字码。
IPQC如何做好制程检验及制程稽核【范本模板】
IPQC如何做好制程检验及制程稽核有这样一个问题:品质是:1。
设计出来的,2。
管理出来的,3. 制造出来的,4。
检验出来的,答案是“3”你信服吗?不错,我们不能否认其它三个方面对于产品的质量有很大的影响,但是,工厂中,最重要的人不是厂长,也不是工程师,而是那些默默的在锁合螺丝或是放垫片的普通员工,这多少有点损伤高级干部的自尊,但-—----这就是事实,正是这些最最普通,默默无闻的人,支撑起这表面宏伟工厂。
在如此重要的制造过程中,质量管理的人员更加责作者重大,要求格外认真,切不可因为做"熟”了而对每次检查抱例行敷衍的态度,大家都知道,东西要一次做好,关键就在这里,若等到错了再来返工,损失巨大而无谓!下面介绍的就是IPQC如何做好制程检验及制程稽核:一. 制程检验与测试之规划1.1 对新产品、新制程或新合约而牵涉及制程的新设定或变更时,研发部门、工程部门、质量部门等相关单位应共同考虑产品特性、物料或环境的状况,于制程中的重要点验证其质量状况.每一阶段的检验与测试作业均应直接与成品规格或作业要求相关。
1.2 应在制程中适当定点实施检验与测试作业,设置的位置与检验频率,应依据产品的重要特性与验证的难易而规划。
1.3 制程中检验与测试应依产品之特性、制程之型态规划于特定产品制程检验与测试作业中,并采用下列之一种或数种方法;a)自主检查-作业人员本身所作的检验与测试,依据QC工程图与各作业指导书执行之.b)自动化检验与测试-使用自动量测减少人为失误,为现代化工厂大量使用。
c)检验站检验与测试-依据IPQC制程检验标准执行100%检验或抽样检验。
d) 巡回稽核-由品管员巡回稽核以监测特定之制程,巡回稽核之作业应定于制程检验与测试作业程序中。
e) 首件检验-依据各作业指导书与IPQC制程检验标准执行每工令正式生产前之第一件检验。
(首件定义为每日生产前或换线,异常停止后重开或每工令的第一件)1.4 应规划在重要制程点使用管制图表,并规定于「QC工程图」中。
组装IPQC制程检验记录表模板
日期 Date
Inspection Time: ______ To _______
□Passed
□ Failed
□Passed
剩余不良品处理办法 Disposition method for surplus
□ Failed
本批数量 Lot size
抽样数 Sample size
严重不良 Major
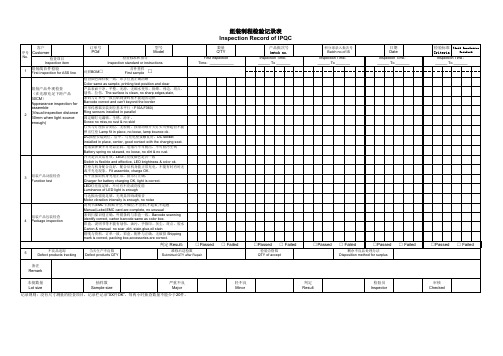
记录规则:没有尺寸测量的检查项目,记录栏记录“XX件OK”,每两小时抽查数量不能少于20件。
轻不良 Minor
判定 Result
检验员 Inspector
检验标准 Tanda Inspection
Criteria
Criteria
Inspection Time: ______ To _______
□Passed □ Failed
审核 Checked
组装制程检验记录表 Inspection Record of IPQC
客户
序号 Customer
No.
检查项目
Inspection item
1 组装线首件检验 First inspection for ASS line
组装产品外观检查 (在光源充足下距产品 30CM) Appearance inspection for assemble 2 (Visual inspection distance 30mm when light source enough)
箱唛与资料、订单一致,彩盒、配件与正确,无破损 Shipping mark is correct, packing box,accessories are correct.
判定 Result:
□Passed □ Failed
工艺质量部40张表格
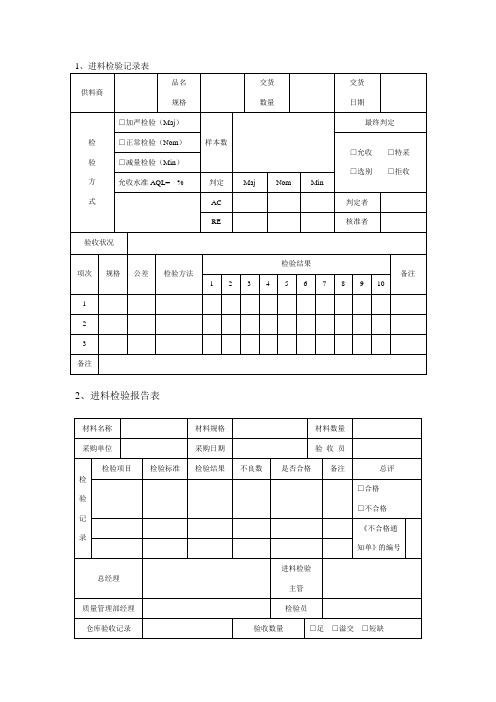
2、进料检验报告表3、进厂零件质量检验表检验主管:检验员:检验日期:年月日4、进厂零件检验报告表5、进厂材料试用检验表6、材料不良改进通知表说明:1.就被判定拒收或特别采用的检验批向供应商发出。
2.供应商应限期回复。
7、进料检验日统计表8、原材料供应商质量检测表供应商名称:编号:9、外协厂商质量检查表填写日期:年月日检验主管:检验人员:10、供应商不合格品记录表年度:月份:编号:11、供应商物料拒收月统计表月份:日期:主管:制表:12、供应商质量评价体系表13、供应商综合评价表编号:填写日期:14、制程检验标准书厂长:主管:制表:说明:1.检验标准作为生产部门及检验部门的品质判定依据。
2.依不同的工序制定。
15、制造流程检验标准表编号:经办人:审核:16、生产过程检验标准表产品名称:部门:页次:17、产品质量检验标准表产品名称:有效日期:18、作业标准书说明:1.本标准书由质量管理部制作,经厂长认可(修订亦同)。
2.作为生产部门各工序作业的依据。
19、操作标准通知单填写日期:编号:制表:审核:批示:20、质量管理标准变动通知单20、生产流程检验记录表21、生产过程记录表批号:规格:工令:用途:编号:经办:审核:22、巡检记录表班别:填写日期:23、制程巡回检验表日期:部门:查验结果:○好△尚可×不良矫正说明:1.制程中对巡回抽检的记录。
2.检验标准范围可定上下限。
3.异常检验情况应追溯到源头及全过程的处理。
4.由相关部门呈阅后交质量管理单位存档。
24、产品质量抽检记录表机器名称:班别:抽查员:主管:25、产品别不良记录表编号:主管:填表者:说明:1.为对制程检验状况的统计报告。
2.不良率=不良数÷加工数×100%。
3.本表由相关权限单位呈阅后,由质量管理部存档。
26、操作者自主管理检查表部门:姓名:日期:说明:1.自主检验的项目以目视及使用量规为原则。
2.检查记录使用符号:√良,△尚可,×差。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
六C01 制程检验标准书 No.
厂长:主管:制表:
说明:1.依据检验标准作为生产部门及检验部门之品质判定依据;
2.依不同的工序制定。
六C02 作业标准书 No.
说明:1.本标准书由技术部作成,经厂长认可(修订亦同); 2.作为生产部门各工序作业之依据。
六C07 制程抽检日报表
日期:
说明:1.控制产品可计量之项目,分析其准确度与精密度;
2.本表如使用单一产品,可作为不同时间别或不同控制项目别使用。
六C08 重工返修日报表
六C09 制程异常通知书
编号:
说明:1.在生产过程中发生重大事故时使用;
2.可以由制造部门或生产部门填单; 3.做好根本对策,防止再发生。
六C10 品质变异联络单
No.
说明:1.在生产过程中发生重大事故时使用; 2.可以由制造部门或生产部门填单; 3.做好根本对策,防止再发生。
六C11 月份层别统计表
说明:1.将当月份各不良项目统计;
2.依比率作顺位调整; 3.针对重点项目采取改善措施。
六C12 操作者自主管理查检表
部门:
200
151050
100
80
60
40
20
%
n =195
产品
说明:1.自主检验的项目以目视及使用量规为原则;
2.检查记录使用符号:√良,△尚可,╳差。