松下等离子S系列进工程菜单的步骤
等离子切割机操作程序

等离子切割机操作程序Q/DLZQ-SC-CZ-2013-001一、打开方式:1、打开电源开关(空压机、切割机主开关)。
2、插入钥匙打开开关到(Ⅱ)。
3、按绿键(启动键)。
4、打开APC开关(机器后门内)。
5、打开电脑启动键(桥板开关绿键)。
6、打开主机开关(旁边主机桥板开关绿键)听到枪嘴放完气后(有响声)方可使用。
二、关闭方式:1、关闭电脑键(桥板开关绿键)。
2、关闭红键(停止键)。
3、关闭插入钥匙打开开关到(O)。
4、关闭APC开关(机器后门内)。
5、关闭主机开关(旁边主机桥板开关绿键)。
6、关闭电源开关(空压机、切割机主开关)。
三、保存文件:1、插入U盘。
2、按F2文件。
3、按方向键,找到U盘文件夹,(U盘代号Memory stick)。
4、按确定键(Enter)下翻找到文件(到下格)。
5、按方向键找到所需文件。
6、按F8确定。
7、取出U盘。
8、按ESC(使用时均按此键返回主页)。
四、找文件:1、按F2文件再按方向键找到(标题Hypemst CNC Nests)。
2、按确定键(Enter)到文件格。
3、按方向键选定文件。
4、按F8确定。
5、按ESC键返回主页。
五、零件镜相:按F3,按确定键(Enter)按方向键(X、Y轴)按F8确定。
六、校板:1、按F11(手动)按方向键移动机器找到开始点,(按1#枪对应下排按钮上下移动枪头)1#枪按钮上拔为开。
(下排左边第2键上拔为开,代表切割)。
2、按ESC键返回主页。
3、按F3(图形出现蓝线)再按F3(进入校板,按F1)。
4、按确定键(Enter)屏幕开。
5、按F1屏幕出现(手动键激活)。
6、按F3(在倾斜点)按F8、按确定键(Enter)。
7、按F11(手动、可省略)按方向键移动机器找到尾点。
8、按F2、按F8、按确定键(Enter)。
9、如果原始点对不上,按上述程序重新校正原始点后,按ESC键返回主页。
七、切割:1、按F8屏幕数据清零。
2、按F6选预演、等离子切割、燃氧气切割(连续按F6可转变)。
等离子操作规程

等离子操作规程数控等离子切割机操作规程一、上机操作前:1.检查各种安全装置是否有效。
2.打开气体阀,检查气体所提供等离子入口气体压力符合规定要求。
打开配电柜电源,电压是否正常。
3.检查等离子电源冷却水位是否接近“F”位置。
4.检查所有电气箱是否处于密闭状态。
不允许电气箱处于开启状态下进行切割工作。
5.割炬安装前,将所有的部件放在干净的绒布上,避免脏物粘到部件上。
正确、仔细地安装割炬,根据板厚和材质,选择适当割嘴。
不同的电流选择不同的零件,确保所有零件配合良好(不能太紧),确保气体及冷却气流通。
在O型环上加适当的润滑油,以O型环变亮为准,不可多加。
外壳一定要用手拧紧。
6.用纱布沾20#机油擦拭直线导轨面。
随时保持直线导轨面润滑、清洁。
二、工作中的操作规程:1.调整被切割的钢板、尽量与轨道保持平行。
把钢板打扫干净,除去氧化皮。
并用等离子工作线夹子夹紧钢板,并保持良好的接触。
2.设定电流=板厚×10计算。
割嘴尽量与钢板垂直。
3.打开数控切割机电源开关。
接通24V电源。
进入运动窗口界面。
进行割炬初始定位测试和气体测试。
初始定位测试时割炬不能离钢板太近。
(抬枪按初始定位气体开关测试)测试完毕后,并根据不同板材设定SDP参数。
4.将等离子电源的“POWER”开关处于“ON”状态。
冷却水表是否处于110PSI。
检查等离子电源操作面板“错误指示灯”,若无黄灯亮说明等离子电源可以工作。
5.水床水位必须能淹没切割板枕条底部。
6.配戴防护眼镜和手套启动切割程序。
7.操作人员上机时,要时刻注意设备运行状况,如发现有异常情况,应按动紧停开关,及时退出工作位,严禁开机脱离现场。
8.在引弧一刻任何人不得进入引弧区。
工作人员应尽量采取飞溅小的切割方法,保护割嘴。
9.当第一次发现切割质量下降时,应及时检查消耗件。
如发现电极嘴弄脏或损坏,应及时更换、清理。
电极嘴应用随机专用工具清理和更换。
(按等离子电源说明书要求)10.操作人员应按规定给定的切割要素选择切割速度,不允许单纯为了提高工效而增大设备负荷,机器撞限位应以中低速撞限位。
松下机器人示教编程详解入门篇
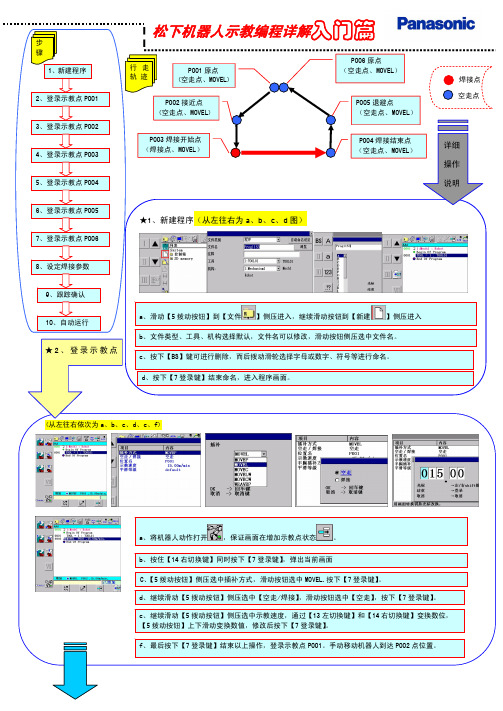
a、滑动【5拨动按钮】到【文件】侧压进入,继续滑动按钮到【新建】侧压进入
b、文件类型、工具、机构选择默认,文件名可以修改,滑动按钮侧压选中文件名。
c、按下【BS】键可进行删除,而后拨动滑轮选择字母或数字、符号等进行命名。
a、将机器人动作打开,保证画面在增加示教点状态。
a、按住【14右切换键】同时按下【7登录键】,弹出当前画面
b、用上述方法对【插补方式】和【空走/焊接】进行选择,并最终按下【7登录键】登录示教点P002。
手动移动机器人到达P003点位置。
★4、登录P003
a、按住【14右切换键】同时按下【7登录键】,弹出当前画面
b、重复以上操作,但这一点应选择【焊接点】,按下【7登录键】登录示教点P003。
手动移动机器到达P004点位置。
★5、登录示教a、关闭机器人动作
将光标移动到P001点,按下复制键
,
点,按下粘贴键
★8、设定焊接参数:d、将光标移动到【ARC-SET】一列侧压滑轮选中。
e、对参数进行设定,侧击滑轮修改数值。
★9、跟踪确认;将光标移到【Begin】一列,把机器人动作打开,选
中跟踪键,加伺服按住【MOVE+】,侧压推动滑轮进行跟踪,跟踪为逐
F3(从左往右依次为a、b 图)
(从左往右依次为a、b 图)
a、b、c、d、e 图)
(从左往右依次为9、10图)
点P002。
松下等离子S系列进工程菜单的步骤

松下等离子S系列进工程菜单的步骤这是松下等离子S系列进工程菜单的步骤,可参考1.打开电视机。
2.按着电视机前面板上“功能”键将其切换到音量,再按“-”键不动,同时按遥控器上“显示”键三次(这时出现第一个表即工程菜单),松开“-”键。
3.按遥控器上2(出现第二个表),再按“确定”键(出现第三个表);4.按遥控器上功能键“下键”将光标移动到最下二行上,再按遥控器上功能键“右键”将光标移动到右边一行上(PTCT那行)。
5.按“消音”键3秒钟直到出现数字,就看到开机时间和开机次数了。
6. 按电视机开关即可退出松下等离子进入工程模式:1、把音量关到零2、按遥控器上的menu键,屏幕上出现菜单,进入设置,在定时关机那项随便选择一个时间3、同时按下遥控器上的呼出钮(见说明书,就是数字键0左边那个啦)和电视上的频道减键(注意是电视机上,不是遥控器上啊,屏幕下,按一下,面板就打开了),屏幕上出现service 14、再同时按下遥控器上的静音键和电视上的频道减键(注意是电视机上,不是遥控器上啊,屏幕下,按一下,面板就打开了)),屏幕上出现service 25、按下数字键3即可6、屏幕上出现英文hour(小时),下面的就是工作时间退出时该怎么操作,关机即可(关断电视机上的电源钮)。
进工程菜单看坏点1.打开电视机。
2.按着电视机前面板上“功能”键将其切换到音量,再按“-”键不动,同时按遥控器上“显示”键三次(这时出现第一个表即工程菜单),松开“-”键。
3.按遥控器上2(出现第二个表),再按“2”键进入测坏点模式(出现不同的颜色);再按“3”键进入画面选择,每按一次颜色不同,黑、白、蓝、绿、红等。
4.按“2”键退出,再按电视机开关即可退出。
注意:据说工程菜单操作失误导致电视机不能正常显示,不在保修范围。
到时候请售后服务人员上门调试要收费的哦!一定要细心一点,别弄错了。
工程菜单进入和开机时间查看方法汇总(请大家不断提供)
工程菜单进入和开机时间查看方法汇总(请大家不断提供)飞利浦液晶电视(包括CRT、PDP等大多通用)使用时间查看方法1、开机,按遥控062596+屏显,不必理会选台画面。
2、任意一数字键,进入工程菜单。
3、上面第一行就是,10进制,要退出工程菜单,遥控关机即可。
东芝32、36电视使用时间查看方法(4:3电视不适用)1、开机状态下,按一次遥控器的“Mute”键,再按一次(静音符号消失)并按住遥控器的“Mute”键的同时,按面板的“Menu”键,可进入Service Menu,“S”mode。
2、按遥控器的“9”键,self check的第2行“Time”就是电视机的使用时间,10进制。
松下PDP PA50C(CRT电视也可行)的工程模式进入方法具体是:先把声音调到0,然后进入菜单定时关机调成15或30分钟,然后退出菜单,同时按下PDP的“-”和遥控上的屏显键(屏幕显示service1的内容),再同时按下PDP上的“-”和遥控上的静音(屏幕显示service2的内容),再按遥控上的数字3(屏幕显示hours:00000就是使用时间)。
先锋等离子Pioneer PDP使用时间查看方法:待机,按住遥控“i”键3秒,再按遥控“左”、“上”、“左”、“右”,遥控开机。
上下切换画面,使用时间表示为xxxxxH(小时)xxM(分钟)。
遥控关机退出。
三星DLP背投工程菜单进入方法:待机状态下, 显示-项目-静音-电源。
第20项 Lamp Time是灯泡使用时间。
菲利浦进入工程菜单: 062596+屏显+任意一数字键东芝32WL66C的工程菜单参数先按遥控器的静音键,然后同时按遥控器的静音键和“电视机前面板”的菜单键(MANU)就进入了工程菜单,菜单屏幕右上角有S字母。
LG等离子进入工程模式同时按住遥控器和电视机上的menu键几秒后就进入了今打4008199999问的,初始密码是0000,如果进不去的话,就打这个电话。
松下进入工程模式

进工程菜单看使用时间和开机次数1.打开电视机。
2.按着电视机前面板上“功能”键将其切换到音量,再按“-”键不动,同时按遥控器上“显示”键三次(这时出现第一个表即工程菜单),松开“-”键。
3.按遥控器上2(出现第二个表),再按“确定”键(出现第三个表);4.按遥控器上功能键“下键”将光标移动到最下二行上,再按遥控器上功能键“右键”将光标移动到右边一行上(P TCT那行)。
5.按“消音”键3秒钟直到出现数字,就看到开机时间和开机次数了。
新机时间应该是0。
6.按电视机开关即可退出记住:不要动任何参数进工程菜单看坏点:1、打开电视机。
2、按着电视机前面板上“功能”键将其切换到音量,再按“-”键不动,同时按遥控器上“显示”键三次(这时出现第一个表即工程菜单),松开“-”键。
3、按遥控器上2(出现第二个表),再按“2”键进入测坏点模式(出现不同的颜色);再按“3”键进入画面选择,每按一次颜色不同,黑、白、蓝、绿、红等,瞪大老鼠眼吧。
4、按“2”键退出,再按电视机开关即可退出。
电视机调节模式:影院模式(如果是高端机,全真影院模、专业1、专业2、都可以,这些模式不会丢失灰阶,标准与鲜艳都会丢失灰阶,今年新品系列拥有电脑模式,与全色阶调节,更为方便)对比度:按照个人亮暗喜好与环境亮度自行调节,没有限制,建议调暗些,保护眼睛,且省电效果明显亮度:0 (这个参数绝对不能动,加减都会带来灰度丢失)色彩:50默认就好清晰度:0(必须是0!否则边缘会锐化,破坏原始影像)色调:标准爱眼:关高级选项中全部默认!节能模式:关16:9扫描超出:关(必须关,否则会显示不完整,周围一圈被省略)以上设置是最佳未处理原始画质,完美点对点!电脑调节篇1920*1080 60Hzhdmi对hdmi,或者dv i对hdm i,两者同样可以传输声音(n卡在GTS200系列以上显卡以上才能输出音频)n卡必须装win7(256阶灰阶完美显示),xp略微灰阶损失!(如果不追求完美也完全可以接受)a卡中需要把过扫描关闭,色阶未作测试,望测试过的朋友给出解决方案!通过以上设置,电视能够达到点对点,全色阶!完美显示器!。
各品牌电视机工程模式进入方法概述
康佳最新电视工厂模式:激活与退出操作进入:操作遥控器,按一下[MENU菜单]按钮,画面弹出普通功能设置菜单。
这时连续点按5次[回看]按钮,即可打开康佳彩电工厂模式菜单。
退出:只需在设置完以后点一下[回看]按钮即可退出,返回到正常电视画面。
松下TH-50PZ700C等离子:1、打开电视机2、按着电视机前面板上“功能”键将其切换到音量,再按“-”键不动,同时按遥控器上“显示”键三次(这时出现第一个表)3、按遥控器上2(出现第二个表),再按“确定”键(出现第三个表);4、按遥控器上功能键“下键”将光标移动到最下一行上,再按遥控器上功能键“右键”将光标移动到右边一行上5、按“消音”键3秒钟,就看到开机时间和开机次数了6、按电视机开关即可退出LG等离子进入工程模式同时按住遥控器和电视机上的menu键几秒后就进入了今打4008199999问的,初始密码是0000,如果进不去的话,就打这个电话。
告诉他们机器的串号,他们帮忙查LG 42LC2R 液晶工程菜单跟他的等离子电视一样,同时按住遥控器和主机上的MENU大约5-10秒后就出现了.松下等离子: 1、把音量关到零; 2、 2按遥控器上的menu键,屏幕上出现菜单,进入设置,在定时关机那项随便选择一个时间; 3、同时按下遥控器上的呼出钮(见说明书,就是数字键0左边哪个啦)和电视上的频道减键松下等离子:1、把音量关到零;2、 2按遥控器上的menu键,屏幕上出现菜单,进入设置,在定时关机那项随便选择一个时间;3、同时按下遥控器上的呼出钮(见说明书,就是数字键0左边哪个啦)和电视上的频道减键(注意是电视机上,不是遥控器上啊,屏幕下,按一下,面板就打开了),屏幕上出现service 1 ;4、再同时按下遥控器上的静音键和电视上的频道减键((注意是电视机上,不是遥控器上啊,屏幕下,按一下,面板就打开了)),屏幕上出现service 25、按下数字键3即可6、屏幕上出现英文hour(小时),下面的就是工作时间7、退出时该怎么操作方式关机即可(关断电视机上的电源钮)进东芝C3000C系列工程菜单的方法进东芝C3000C系列工程菜单的方法:在开机状态下,同时按电视面板上的MENU键和遥控器上的静音键,即可调出工程菜单。
数控等离子切割机操作规程

数控等离子切割机操作规程1. 操作目的本文档的目的是为了确保使用数控等离子切割机时的安全和正确操作,并提供操作流程和注意事项。
2. 安全操作流程2.1 准备工作- 确保数控等离子切割机正常运行,并检查切割刀具的状态。
- 戴上防护手套、护目镜和防尘口罩,确保人身安全。
- 将工作区域清理干净,保持整洁。
2.2 操作流程1. 打开数控等离子切割机的电源,确保电源稳定。
2. 根据切割工件的要求,选择适当的切割参数,并将其输入切割机的控制面板。
3. 将工件安置在切割机的工作台上,并使用夹具固定好。
4. 调整切割刀具的高度和角度,确保切割位置准确。
5. 开始切割工件,根据控制面板的指示进行操作。
6. 切割完成后,关闭数控等离子切割机的电源,并关注切割刀具的状态是否正常。
2.3 注意事项- 操作人员应经过专门培训,熟悉数控等离子切割机的操作流程和安全规则。
- 在操作过程中,严禁触摸切割刀具和工件,以免造成伤害。
- 如发现切割刀具异常或机器故障,应立即停止操作并向维修人员报告。
- 在使用切割机时,保持专注并保持与他人的适当距离,以确保安全。
3. 维护和保养- 定期对数控等离子切割机进行保养和维护,确保其正常运行。
- 注意清理切割刀具和工作台,以提高切割效果和延长使用寿命。
4. 操作记录- 每次使用数控等离子切割机时,应记录操作日期、操作人员和切割工件的相关信息。
以上是数控等离子切割机的操作规程,操作人员在进行任何切割工作之前必须详细阅读并按照规程操作,以确保安全和准确性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
这是松下等离子S系列进工程菜单的步骤,可参考
1.打开电视机。
2.按着电视机前面板上“功能”键将其切换到音量,再按“-”键不动,同时按遥控器上“显示”键三次(这时出现第一个表即工程菜单),松开“-”键。
3.按遥控器上2(出现第二个表),再按“确定”键(出现第三个表);
4.按遥控器上功能键“下键”将光标移动到最下二行上,再按遥控器上功能键“右键”将光标移动到右边一行上(PTCT那行)。
5.按“消音”键3秒钟直到出现数字,就看到开机时间和开机次数了。
6. 按电视机开关即可退出
松下等离子进入工程模式:
1、把音量关到零
2、按遥控器上的menu键,屏幕上出现菜单,进入设置,在定时关机那项随便选择一个时间
3、同时按下遥控器上的呼出钮(见说明书,就是数字键0左边那个啦)和电视上的频道减键(注意是电视机上,不是遥控器上啊,屏幕下,按一下,面板就打开了),屏幕上出现service 1
4、再同时按下遥控器上的静音键和电视上的频道减键(注意是电视机上,不是遥控器上啊,屏幕下,按一下,面板就打开了)),屏幕上出现service 2
5、按下数字键3即可
6、屏幕上出现英文hour(小时),下面的就是工作时间
退出时该怎么操作,关机即可(关断电视机上的电源钮)。
进工程菜单看坏点
1.打开电视机。
2.按着电视机前面板上“功能”键将其切换到音量,再按“-”键不动,同时按遥控器上“显示”键三次(这时出现第一个表即工程菜单),松开“-”键。
3.按遥控器上2(出现第二个表),再按“2”键进入测坏点模式(出现不同的颜色);再按“3”键进入画面选择,每按一次颜色不同,黑、白、蓝、绿、红等。
4.按“2”键退出,再按电视机开关即可退出。
注意:据说工程菜单操作失误导致电视机不能正常显示,不在保修范围。
到时候请售后服务人员上门调试要收费的哦!一定要细心一点,别弄错了。