(完整版)型材对接工艺(角钢、槽钢、T型钢、工字钢)
型材对接作业指导书

用角向磨光机对焊 道内及焊道周边 30mm 区域内,进行 打磨清理,清除切 割氧化皮及钢材表 面的氧化皮。
打磨表面 30mm 宽
图示
对接焊缝
焊缝余高
0~3.0
——工序作业指导书——
-4-
弧坑/裂纹
对接焊缝不允许
表面气孔
对接焊缝不允许
5、型材对接焊接参数(CO2 气体保护焊,牌号:ER50-6):
接头 形式
5
槽钢
时,可不开坡口,但需留 3~5mm 间隙。 a≥2 倍 c,且不
厚度≥6mm 时,需开坡口,按全熔透二 级焊接后做 UT 探伤检测
小于 300mm
(帮接)帮接的圆钢直径、材质应与主 筋直径、材质相同。两主筋之间留 2~5mm 间隙,并采用双面焊接,焊缝应饱满平 滑过渡,不得有咬伤主筋及弧坑
ι=5 倍 d b(焊缝宽度)=0.8d
2%的材料损耗量,以“工程下料单”的方式注明型材的规格、发料数量(长度)、备注“工 厂自行排料,循环对接”,将此“工程下料单”下发到各相关部门。 9、仓库严格按排版图及“工程下料单”的规格及数量发放材料。特殊情况需经工艺部经理批准 后发放。
——工序作业指导书——
-5-
1、型材对接长度:
序 项目
号
型材对接作业指导书
质量要求
标准/规范
采用直头全熔透等强对接。翼缘板对接
热轧
a≥2 倍 b,且不
1
处两端需加引弧板。厚度≥8mm 时,应
H 型钢
小于 600mm
做 UT 探伤检测
采用直头全熔透等强对接,φ<100mm
时,对接口内可不加垫板,对接口需留 a≥2 倍 d,且不
2
1
6000mm<L≤10000mm
型材屋面施工工艺
根据骨架材料的不同,施工机具有所不同。
大致有如下机械设备:电焊机、砂轮切割机、型材切割机、角磨机、手枪钻、配电盘、电源线、软管胶枪及小五金工具等。
本工程施工顺序:构件矫正→除锈→放样号料→下料成型→安装焊接。
本工程屋面檩条采用钢方通和 C 型钢等轻型钢材,由于轻型钢材在运输及堆放过程中常产生弯曲和翘曲的现象,因此材料进场后,首先进行矫直和整平,现场采用扳弯器或人工进行矫正工作。
骨架材料除锈前应清除钢材表面的灰尘和积垢。
本工程钢构件的除锈采用手工及电工工具相结合的除锈方法。
除锈工作完成之后,应刷涂或喷涂防锈底漆一遍。
根据图纸尺寸将C 型钢(或方通)用砂轮切割机截成合适要求的长度,然后焊接骨架。
焊接工序使用交流弧焊机、E43 系列,为防止咬肉和焊头等缺陷,采用小电流及较小直径焊条(2.5-3.0mm)施焊。
并使用辅助夹具和卡具,保证结构的几何尺寸的准确。
钢骨架用水准仪配合钢丝线进行检测矫正。
制作过程中应随时测量及矫正,变形要控制在允许范围之内。
骨架和支托盘面焊接在一起,骨架制作可将骨架拼装焊接一部分,然后抬到支托盘上焊接牢固,也可直接在支托盘上拼装焊接,同一坡度方向的骨架应在一个面上。
骨架制作安装好后,应清除骨架表面上尘土、铁屑、油污等。
根据图纸要求,再补刷防锈漆,待防锈漆彻底干透后,然后再刷面漆及保护漆等。
对于屋面的金属骨架,涂装一般采用手工刷涂和空气喷涂法两种。
涂装工作紧随着网架安装、龙骨安装进行,涂装工宜配备温度计和厚度测定仪,面漆在现场采用手工刷涂,应不漏,施工的最佳温度应为5-30度,湿度不高于 85%。
阴雨天不能刷涂。
刷涂应间隔 12 小时分批次,一次不能刷涂过厚,防流痕。
施工时通风环境应良好,并注意避免明火。
檩条骨架制作过程中,应及时准备屋面板及周圈围护材料,以免延误工期。
屋面和围护板的安装屋面主要采用 50mm 厚夹芯板,屋面板长度取决于工程需要与运输要求确定。
安装采用暗扣连接、使用自攻钉固定在檩条上,安装的压型钢板要求搭接严密,屋面板波纹保证与屋脊轴线垂直,用测量仪器预放一条直线,确定整体板的排列直线。
工字钢施工工艺

工字钢施工工艺LG GROUP system office room 【LGA16H-LGYY-LGUA8Q8-LGA162】钢结构焊接工艺一、预埋件施工:1、预埋件大小:280mm×280mm2、预埋件孔:在打预埋件眼时孔深不小于120 mm,在打眼过程中如遇到钢筋则须向预埋件板内侧方向平行错开打眼,确膨胀螺丝能够进入钻眼的最深处。
二、工字钢与预埋件交接处的备板的施工:1、工艺与预埋件一致。
2、在焊接备板时须满焊。
3、焊肉不小于10 mm。
4、焊接时采用U字型焊法,须焊两遍成活,立面直、焊面平。
三、工字钢与梁交接处的施工工艺1、工字钢与梁交界处的预埋件的缝隙不大于5 mm.2、在焊接须满焊。
3、焊肉不小于10 mm。
4、焊接时采用U字型焊法,须焊两遍成活,立面直、焊面平。
四、方管40 mm×80 mm与槽钢50 mm ×100㎜的焊接工艺:交接口须是子母口交接。
时采用U字型焊法,须焊两遍成活,立面直、焊面平。
焊肉不小于10 mm mm。
焊接处先把方管开口深度为45㎜,高度为10㎜接口处满焊。
五、工字钢200㎜×100㎜与方管40㎜×80㎜的焊接工艺:焊接处要用开口深度为45㎜,高度为10㎜的方管在接口处满焊,六、方管40㎜×80㎜与角钢50㎜×50㎜的焊接工艺:钢的两端与方管的交接处要满焊,达到方管与角钢顶面一平。
七、工字钢100㎜×200㎜与工字钢100㎜×200㎜的焊接工艺:1、交接口须是子母口交接。
2、时采用U字型焊法,须焊两遍成活,立面直、焊面平。
3、焊肉不小于10 mm mm。
其中工字钢的一端上下口为深度35㎜,高度为10㎜的接口处满焊。
八、槽钢与槽钢50㎜×100㎜的焊接工艺:1、须是子母交接口。
2、采用U型焊法满焊。
3、焊肉不小于6 mm。
其中槽钢的一端上下开口深度为45㎜,高度为10㎜的接口处满焊。
型材(槽钢、扁钢、角钢)智能下料,焊接组合装备生产线技术方案
金属器材(管材、槽钢、扁钢、角钢)智能制造(自动上料、激光精准任意截面加工、高效精准液压冲裁、精准移料定位、高效智能机器人自动焊接、自动下料)组合生产线技术方案甲方(需方):***乙方(供方):***一、设备名称金属器材(管材、槽钢、扁钢、角钢)智能制造(自动上料、激光精准任意截面加工、高效精准液压冲裁、精准移料、定位、高效智能机器人自动焊接、自动下料)组合生产线产品图纸①:产品图纸②:◎产品要求:采用二氧化碳保护焊,焊缝高度不小于6mm。
需1人工将槽钢吊过来摆好后2个人使用挡板定长,人工送料后冲断。
1、每道工序需一至三名熟练工操作。
人工摆料、定尺、火焰切割。
2、裁口精度误差大、效率不一,下道工序无法实现自动化焊接,具有安全生产隐患。
(1人将冲断后的半成品转运,而后4人使用火焰割割断。
工件断面凹凸不平,尺寸偏差极大。
)需1人工核对清单,核对已加工数量。
槽钢加工智能化生产线工艺槽钢/扁钢/角钢全自动加工组合线传统生产工艺槽钢的传统加工工序共需7-8人,单片水平桁架槽钢的加工时间约为25分钟。
上下料工序对工人的体力消耗极大,有安全生产隐患。
自动化生产工艺将整包料放上储料装置后,1人操作本机即可实现自动化加工,单片水平桁架槽钢的加工时间约为5分钟,单人生产效率提升了35倍以上。
精准高效安全。
单人效率综合对比三、工艺对比人工离散生产工艺单人效率综合对比工件断面凹凸不平,尺寸偏差极大。
且需1人校对加工产品数量及类别。
1、每道工序需一至四名熟练工操作。
人工摆料、定尺、冲压。
2、送料精度误差大、效率不一,下道工序无法实现自动化焊接,具有安全生产隐患。
(需1人工将扁钢吊过来摆好后,需4人使用挡板定长,人工依次送料后冲断。
)需1人将冲断后的半成品转运,而后需2人操作两台冲床冲裁。
扁钢加工智能化生产工艺槽钢/扁钢/角钢全自动加工组合线传统生产工艺扁钢的传统加工工序共需6-7人,单片水平桁架所需4片扁钢的加工时间约为1.5分钟。
(完整版)型材对接工艺(角钢、槽钢、T型钢、工字钢)
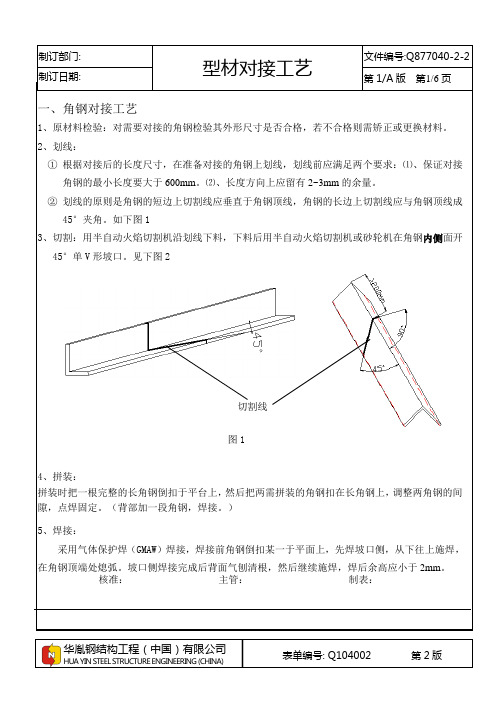
第1/A 版 第1/6页主管: 核准: 制表: 一、角钢对接工艺1、原材料检验:对需要对接的角钢检验其外形尺寸是否合格,若不合格则需矫正或更换材料。
2、划线:① 根据对接后的长度尺寸,在准备对接的角钢上划线,划线前应满足两个要求:⑴、保证对接角钢的最小长度要大于600mm 。
⑵、长度方向上应留有2~3mm 的余量。
② 划线的原则是角钢的短边上切割线应垂直于角钢顶线,角钢的长边上切割线应与角钢顶线成45°夹角。
如下图13、切割:用半自动火焰切割机沿划线下料,下料后用半自动火焰切割机或砂轮机在角钢内侧面开45°单V 形坡口。
见下图2图14、拼装:拼装时把一根完整的长角钢倒扣于平台上,然后把两需拼装的角钢扣在长角钢上,调整两角钢的间隙,点焊固定。
(背部加一段角钢,焊接。
)5、焊接:采用气体保护焊(GMAW )焊接,焊接前角钢倒扣某一于平面上,先焊坡口侧,从下往上施焊,在角钢顶端处熄弧。
坡口侧焊接完成后背面气刨清根,然后继续施焊,焊后余高应小于2mm 。
切割线第1/A 版 第2/6页主管: 核准: 制表:焊接参数参照焊接工艺指导书(WPS ): HY-WPS-QC005、HY-WPS-QC007二、槽钢对接工艺1、原材料检验:检验准备对接槽钢的外形尺寸是否合格,若不合格则需矫正或更换材料。
2、划线:a) 根据对接后的长度尺寸,在准备对接的角钢上划线,划线前应满足两个要求:⑴、保证对接槽钢的最小长度要大于200mm 。
⑵、长度方向上应留有2~3mm 的余量。
b) 划线的原则是槽钢的两翼板上的切割线应垂直于腹板,腹板上切割线应成45°夹角。
如下图33、切割:用半自动火焰切割机沿划线下料,下料后用半自动火焰切割机或砂轮机在槽钢内侧面开45°单V 形坡口(见下图3)。
切割面应光滑平整,无缺口。
图3 图44、拼装:拼装前把两根准备拼装的槽钢倒扣于平台上,然后调整两槽钢的直线度及间隙,点焊固定。
(整理)钢板对接工艺流程

钢板对接工艺流程作业指导书1. 准备工序.操作工首先看清图纸或工艺的要求核对钢板材质、规格,根据材质要求选用匹配的焊材、焊剂(焊剂必须经烘培过)。
钢板上胎架前先检查胎架的平整度、胎架表面异物清理、焊瘤打磨平整,胎架周边环境整理干净排除安全隐患。
2. 坡口切割工序.板厚t≧16mm 的必须开制坡口对接,坡口切割必须用半自动切割机进行加工,切割前先看清楚图纸或工艺对坡口的角度、钝边以及坡口的形式要求,然后根据图纸划出坡口切割线和轨道控制线,实施切割前先检查半自动切割机的性能和轨道是否正常和直,检查割咀型号与母材厚度是否匹配,点火前先用通针清理割咀这点很重要,点火后匹配好火焰温度先试一下气流射线的角度和行走的直线度,确定无误后再行切割,切割完成后自行检查切割质量,钝边(±2.0 mm)、角度(±0.5º)切割面应无裂纹、夹渣和大于1mm的缺棱,当缺棱为1~2mm时应修补打磨平整;当缺棱大于3mm 时应进行焊接修补打磨平整、毛刺和残留氧化物等应打磨清除干净,检验合格后转下道工序。
3. 钢板对接工序.钢板对接前先打磨清理坡口面及周边50mm 范围内母材表面的浮锈、油污、水分等,打磨至呈现金属光泽。
实施对接时应注意的事项:对接口位置不允许错边,误差控制在±1mm 内、对接缝间隙一般为2mm,直度调整应采用拉直线为基准,误差控制在±1mm 内,也可用测量对角线的办法控制直线度,定位焊的焊脚应不大于6mm ,坡口内侧焊点高度应不大于坡口深度的1/3,定位焊焊缝长度为60mm,间距应为500mm ,并应填满弧坑,定位焊的焊接材料应与材质要求相符,定位焊缝上如有气孔、裂纹以及其它缺陷时,必须清除后重焊。
定位好后焊缝两侧必须设置引弧板和引出板,引弧板的坡口形式应与对接钢板的坡口形式相同,埋弧焊焊缝引出长度应大于60mm ,引弧板、引出板的宽度不小于100mm,长度不小于150mm ,引弧板、引出板和焊接垫板的定位焊缝应焊在焊接接头的坡口内和垫板上,不应在焊缝以外的母材上焊接,焊接完成后,应用火焰切割或气刨去除引弧板,并及时修磨平整,不得用锤击落引弧板。
型材的连接方式
型材的连接方式1. 嘿,你知道型材连接有焊接这种超酷的方式吗?就像把两个小伙伴紧紧地黏在一起,永远不分开。
我有个朋友做金属加工的,他做那种大型的铁架子,都是用焊接把一根根型材连接起来,那架子牢固得很,感觉能撑住一座小山呢!2. 型材连接还有螺栓连接哦。
这就好比给型材们穿上带纽扣的衣服,纽扣一扣,稳稳当当。
比如说我家的简易书架,就是用螺栓连接那些铝合金型材做成的。
拆卸也方便,要是想换个造型,把螺栓拧开就行,多省心呀!3. 铆接这种连接方式也很厉害呢!就像用小钉子把东西死死地钉住。
我在汽车修理厂见过,他们修复汽车的车架,有些地方就是用铆接来连接型材的。
那些小铆钉就像忠诚的小卫士,把车架紧紧守护着。
4. 榫接你听说过吗?这可是很有传统韵味的连接方式呢。
它就像拼图一样,一块型材上有个小凸起,另一块有个小凹槽,正好卡在一起。
我爷爷做木柜子的时候就用榫接,他说这是老祖宗留下来的智慧,那柜子到现在都还结实得很呢。
5. 还有一种是卡扣连接。
这就像是给型材们戴上小夹子,一夹就好。
像一些塑料型材做的小盒子,就是靠卡扣连接的。
我外甥女有个小玩具盒,每次她打开关上都特别轻松,卡扣连接真是既简单又实用。
6. 型材的胶接也很有趣哦。
这就如同用胶水把它们黏合起来,亲密无间。
我同事做手工的时候,把一些小型材用胶连接起来做小工艺品。
不过胶接可得选好胶,不然就像两个人关系不好硬凑在一起,很容易散架呢。
7. 压接这种方式也不容忽视呀。
就好像把型材用力挤压在一起,让它们紧密相连。
我看到过一些电力工程里,用压接的方式连接铝型材的电线桥架,那连接得叫一个牢固,就像两只紧握的手,怎么也分不开。
8. 你想过磁吸连接吗?这就像是有魔法一样,型材们靠磁力吸在一起。
我在一个创意家居店里看到过磁吸连接的金属型材灯具。
哇,那设计超酷的,只要轻轻一靠,就连接上了,简直是太神奇了。
9. 嵌套连接也很实用呢。
这就像把一个东西套进另一个东西里面。
像一些可伸缩的晾衣杆,就是用嵌套连接的型材做的。
(完整word版)型材对接工艺
焊接完成后清除附近飞溅等杂物,在焊缝附近砸上相应焊接人员字头,待焊缝无余温后进行探伤,探伤不合格焊缝进行返修。
返修焊接注意事项依据上面所述。
其它未说明的加工注意事项按照国标及公司工艺规程制作。
XXXXXXXXXXXX
工艺路线卡(补充一)
XXXXX部
工艺路线卡
工程名称:XXXXXXX
构件名称:型材对接
工序名称
工序内容
设备/工装
注意事项
工时
补充1
型材对接
方管
下料
对接
焊接
气割
磨光机
电焊机
二氧化碳气体保护焊
对接方管要确保材质一致,严禁材质混用。
对接方管要保证对接面四条边在同一平面上,四条边长度差不得超过2mm。
截面宽度≥200mm的方管对接前要开45°V型外坡口,坡口面必须用磨光机打磨光滑至无割痕。<200mm的可不开坡口,但必须留不低于4mm的缝隙,确保焊缝焊接质量。
所有对接方管内侧必须加衬,衬的厚度不低于6mm,宽度不小于50mm。衬的焊接面要打磨,不得有锈、氧化皮等杂物。加衬长度要保证方管角部都能够填充到。
对接接头错皮不得超过1.5mm,对接点焊牢固,避免吊运焊点开裂。
对接方管不得有弯曲、扭曲现象,直线度偏差不得大于2mm。
厚度大于等于10mm的焊缝达到一级焊缝标准,小于10mm的焊缝达到二级焊缝标准要求,焊缝不得有咬边、未焊满、接头不良、气孔、未封口等现象。
XXXXX
对接型钢不得有弯曲、扭曲现象,直线度偏差不得大于2mm。
对接点焊、焊接,要使用同母材材质相匹配的焊条、焊丝。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第1/A 版 第1/6页
主管: 核准: 制表: 一、角钢对接工艺
1、原材料检验:对需要对接的角钢检验其外形尺寸是否合格,若不合格则需矫正或更换材料。
2、划线:
① 根据对接后的长度尺寸,在准备对接的角钢上划线,划线前应满足两个要求:⑴、保证对接
角钢的最小长度要大于600mm 。
⑵、长度方向上应留有2~3mm 的余量。
② 划线的原则是角钢的短边上切割线应垂直于角钢顶线,角钢的长边上切割线应与角钢顶线成
45°夹角。
如下图1
3、切割:用半自动火焰切割机沿划线下料,下料后用半自动火焰切割机或砂轮机在角钢内侧面开
45°单V 形坡口。
见下图2
图1
4、拼装:
拼装时把一根完整的长角钢倒扣于平台上,然后把两需拼装的角钢扣在长角钢上,调整两角钢的间隙,点焊固定。
(背部加一段角钢,焊接。
)
5、焊接:
采用气体保护焊(GMAW )焊接,焊接前角钢倒扣某一于平面上,先焊坡口侧,从下往上施焊,在角钢顶端处熄弧。
坡口侧焊接完成后背面气刨清根,然后继续施焊,焊后余高应小于2mm 。
切割线
第1/A 版 第2/6页
主管: 核准: 制表:
焊接参数参照焊接工艺指导书(WPS ): HY-WPS-QC005、HY-WPS-QC007
二、槽钢对接工艺
1、原材料检验:检验准备对接槽钢的外形尺寸是否合格,若不合格则需矫正或更换材料。
2、划线:
a) 根据对接后的长度尺寸,在准备对接的角钢上划线,划线前应满足两个要求:
⑴、保证对接槽钢的最小长度要大于200mm 。
⑵、长度方向上应留有2~3mm 的余量。
b) 划线的原则是槽钢的两翼板上的切割线应垂直于腹板,腹板上切割线应成45°夹角。
如下
图3
3、切割:用半自动火焰切割机沿划线下料,下料后用半自动火焰切割机或砂轮机在槽钢内侧面开
45°单V 形坡口(见下图3)。
切割面应光滑平整,无缺口。
图3 图4
4、拼装:
拼装前把两根准备拼装的槽钢倒扣于平台上,然后调整两槽钢的直线度及间隙,点焊固定。
5、焊接:
采用气体保护焊(GMAW )焊接,为减少焊接变形,焊前应将槽钢成对背靠背点焊在一起,先焊翼板上的坡口侧,然后焊接腹板的坡口,坡口侧焊接完成后。
打开成对点焊的槽钢,背面气刨清根,然后继续施焊,焊后余高应小于2mm 。
第1/A版第3/6页
主管:
核准:制表:焊接参数参照焊接工艺指导书(WPS): HY-WPS-QC005、HY-WPS-QC007
三、T型钢对接工艺
1、原材料检验:检验准备对接T型钢的外形尺寸是否合格,若不合格则需矫正或更换材料。
2、划线:
根据对接后的长度尺寸,在准备对接的T型钢上划线,划线前应满足两个要求:
⑴、保证对接的长度要大于或等于600mm。
⑵、T型钢的一端距对接处间距应大于600mm。
⑶、长度方向上应留有2~3mm的余量。
3、切割:用半自动火焰切割机沿划线下料,下料后用半自动火焰切割机或砂轮机在T型钢的翼板对接和腹板对接处的内侧面开45°单V形坡口(见下图5)。
翼腹板对接处不开坡口,坡口的切割面应光滑平整,无缺口。
图5 图6
4、拼装:
拼装前把两根准备拼装的T型钢放置于平台上,调整两T型钢的角度及间隙,点焊固定。
5、焊接:
采用气体保护焊(GMAW)焊接,焊接前将T型钢放置于某一平台上,背部安装防止变形的马鞍板,腹板两侧个安装一个,焊接时先焊翼板的坡口侧,再焊腹板的坡口,然后腹板气刨清根,施焊;再去除马鞍板,对翼板坡口背面气刨清根,继续施焊,最后再焊接翼腹板对接处焊缝。
要求坡口处焊后余高应小于2mm,角焊缝处焊缝余高为0.7t.
第1/A 版 第4/6页
主管: 核准:
制表:
焊接参数参照焊接工艺指导书(WPS ): HY-WPS-QC005、HY-WPS-QC007
四、工字钢对接工艺
1.原材料检验:检验准备对接工字钢的外形尺寸是否合格,若不合格则需矫正或更换材料。
2.工字钢翼缘拼接缝与腹板拼接焊缝错开220mm 。