注塑成型工艺卡
注塑成型工艺点检表

模号客户名称产品名称
机台型号
成品重量
模穴数量
成型周期
材料名称是否自料成品重量水口重量射嘴一段二段
三段四段
五段六段
七段12345678910111213141516
前模后模滑块内抽热流道L 热流道R 热流道嘴储料流程储料压力
储料速度
储料行程
注塑流程压力
速度
位置
注塑时间储料一段注塑一段储料二段注塑二段储料三段注塑三段注塑四段
注塑保压压力速度时间托模压力速度停留位置
保压一段托模前1保压二段托模前2关模流程位置压力速度
托模退1一段托模退2二段开模流程位置压力速度
三段一段四段二段五段三段锁模力四段冷却时间
五段
材料名称是否自料成品重量水口重量射嘴一段二段
三段四段
五段六段
七段12345678910111213141516储料流程一段
二段
三段
注塑流程压力
速度
位置
注塑时间
储料压力注塑一段储料速度注塑二段储料行程注塑三段注塑保压压力速度时间
注塑四段
保压一段保压终端
注塑成型工艺点检表
文件编号:QF7.5-08-05 版号: B/03 No.主炮台注塑工艺
副炮台注塑工艺
注塑工艺是否在规定范围内:□是 □否注塑工艺超过范围的原因和产品质量情况
点检人: 日期:
注:注塑成型条件不在范围内的参数,请用笔将参数圈出,并标明实际的参数
炮筒温度(℃)热流道板温度(℃)
模具温度炮筒温度(℃)热流道板温度(℃)。
工艺参数卡片(样条)
锁模压力
模具温度 静模 设定 实际 ℃ ℃ 动模
KN
关模1 关模2 低压 高压 压力(p) 速度(v) 位置(mm)
开模4 开模3 开模2 开模1
托退2 托退1 托进1 托进2
保压3 保压2 保压1 压力(p) 速度(v) 时间(s) 速度(v) 位置(mm)
射胶6 射胶5 射胶4 射胶3 射胶2 射胶1
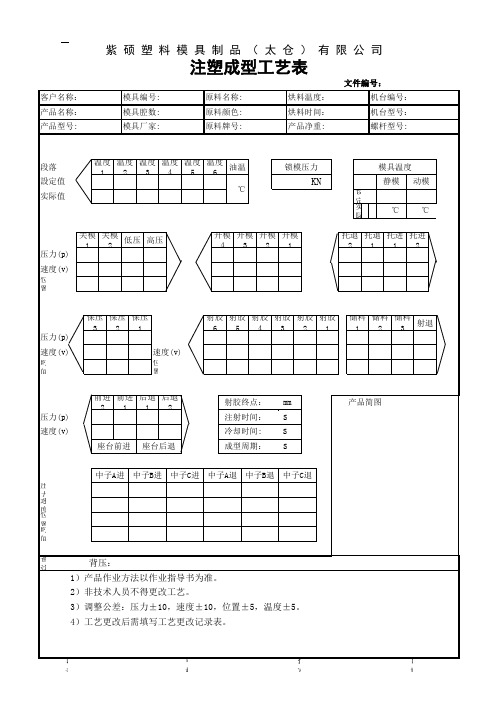
紫 硕 塑 料 模 具 制 品 ( 太 仓 ) 有 限 公 司
注塑成型工艺表
文件編号: 客户名称: 产品名称: 产品型号: 模具编号: 模具腔数: 模具厂家: 原料名称: 原料颜色: 原料牌号: 烘料温度: 烘料时间: 产品净重: 机台编号: 机台型号: 螺杆型号:
段落 設定值 实际值
温度1 温度2 温度3 温度4 温度5 温度6 油温 ℃
储料1 储料2 储料3 射退
前进2 前进1 后退1 后退2 压力(p) 速度(v) 座台前进 座台后退
射胶终点: 注射时间: 冷却时间: 成型周期:
mm 进 中子C进 中子A退 中子B退 中子C退 压力(p) 速度(v) 位置(mm) 时间(s)
备注:
背压: 1)产品作业方法以作业指导书为准。 2)非技术人员不得更改工艺。 3)调整公差:压力±10,速度±10,位置±5,温度±5。 4)工艺更改后需填写工艺更改记录表。
记录 :
审核:
批准:
日期:
瓶盖塑料模具设计
根据塑件的形状特点, 确定模具型腔的定模部分, 模具型芯在动模部分。 塑件 成型开模后, 塑件与型芯一起留在动模一侧。 该塑件有螺纹孔, 螺纹部分是由螺 纹型芯成型的, 由于成型该塑件的塑料 ABS可以采用强制脱模, 但是该制件是有 内螺纹的圆形制件, 故有需要较大的脱模力, 故采用推件版推出机构。 为了避免 推件孔的内表面与型芯的螺纹摩擦, 造成型芯的迅速刮伤, 将推件版的内孔与型 芯成型面做成单边斜度为 5~10 度的锥面,并且可以准确定位推件版,避免了该 处的飞边溢斜。
(1) 主流道的设计
6
主流道是连接注射机喷油嘴与分流道的一段通道, 轴线上,端面为圆形, 由注塑机的参数可知 : 喷嘴的直径为 d0=4mm 喷嘴的前端球半径 R0=15mm 根据主流道与喷嘴的关系得到: 主流道进口端球面半径 R=R0+(1~2)取 R=16mm
主流道进口端孔直径 d=d0+0.5=4+0.5=4.5mm.
3
10
120
105
0~220
325
15 螺杆式
125
模板的最大厚度 /mm
300
模板的最小厚度 /mm
200
最大模板尺寸 /mm 370*320
拉杆空间 /mm
345 345
合模方式
液压机械
电机功率 /KW
15
定位圈深度 /mm
10
喷嘴孔直径 /mm
4
最大成型面积 / cm 2
320
注塑速率 / (g.s 1 )
3
( 2) 塑件表面质量分析
该塑件表面没有很高的要求,在一般情况下,要求塑件光洁,表面粗糙度为
Rs,
对外表面可以取 0.8 μm;对内表面的 Rs 可以取 3.2 μ m。
注塑成型工艺(PPT128页)
采用对空注射清洗螺杆式机筒时,应注意下列事项。
①欲换料的成型温度高于机筒内残料的成型温度时, 应将机筒和喷嘴温度升高到欲换料的最低成型温度,然后 加入欲换料或其回头料,并连续对空注射,直到全部残料 除尽止。
②欲换料的成型温度低于机筒内残料的成型温度时, 应将机筒和喷嘴温度升高到欲换最高成型温度,切断电源, 加入欲换料的回头料后,连续对空注射,直到全部残料除 尽止。
注射成型原理 图4-6 。
生产工艺 过程图 4—7。
一、生产前的准备工作 l.原料预处理 (1)分析检验成型物料的质量
根据注射成型对物料的工艺特性要求,检验物料的含 水量、外观色泽、颗粒情况、有无杂质并测试其热稳定性、 流动性和收缩率等指标。如果检测中出现问题,应及时解 决。对于粉状物料,在注射成型前,经常还需要将其配制 成粒料,因此其检验工作应放在配料后进行-
2.清洗料筒
生产中如遇下列情况均 应对注射机的料筒进行清洗: 改变塑料品种、更换物料、 调换颜色,或发现成型过程 中出现了热分解或降解反应。
清洗方法:①柱塞式机筒存料量大,须将机筒拆卸清 洗。②螺杆式机筒,可采用对空注射法清洗。③最近研制 成功了一种机筒清洗剂,是一种粒状无色高分子热弹性材 料,100℃时具有橡胶特性,但不熔融或粘结,将它通过 机筒,可以像软塞一样把机筒内的残料带出,这种清洗剂 主要适用于成型温度在180~280℃内的各种塑性塑料以 及中小型注射机。
(2)着色 作用:往塑料成型物料中添加一种称为色料或着色剂
的物质,借助这种物质改变塑料原有的颜色或赋予塑料特 殊光学性能。
着色剂按其在塑料中的分散能力分为:染料和颜料两 大类。
染料:具有着色力强、色彩鲜艳和色谱齐全的特点, 但由于对热、光和化学药品的稳定性比较差,在塑料中 较少应用;当塑料成型温度不高又希望制品透明时,可 采用耐热性较好的蒽醌类和偶氮类染料。
注塑成型工艺

此外还有偏心式注塑机、双机筒注射机、 双色或多色注射机、双模系统注射机等。
4.2.2 注射机规格及主要技术参数 目前,注射机的规格通常用注射容量 (即注射能力)与锁模力的大小来表征。 注射机机筒内的柱塞或螺杆在一次注射 行程中说能注射出的塑料的理论体积, 称为注射容量,是表征注射机能力的主 参数。按照国际标准规定,注塑机规格 中标称的注射量,需要用定压条件(注 射压力为100MPa)下的数值表示。注射 机在其工作过程中,锁紧闭合型腔防止 熔体向外溢出的力称为锁模力。锁模力
(2)立式注射机 此注射机的结构特征是注射系统与合 模机构的轴线重合并与地面垂直,如图44a所示。该结构具有占地面积小、模具拆 装较方便、安装嵌件容易、料斗中的物料 能均匀地进入机筒等优点。但制品推出脱 模后需要人工取出,不易实现机械化或自 动化操作。另外,还有机身高、不稳定、 加料不方便、对厂房高度有一定要求等缺 点。目前,这类注塑机主要用于生产 3 60cm 以下的多嵌件制品,其结构也多 为柱塞式,塑化效果不佳。
(3) 螺杆预塑式 螺杆预塑式注射机以一 套机筒和螺杆进行塑化,另一套机筒和 柱塞进行注射,如图4-3所示。这类注射 机塑化均匀,计量准确,压力损失小, 适合精密成型但物料滞留大,结构复杂。
按外形结构特征分类 (1)卧式注射机 卧式注射机是注射机产品中最基本、 最普通的形式,其结构特征是成型物料 的注射系统与合模机构的轴线重合并与 地面平行(图4-2)。其优点是机身较低、 稳定。加料、操作及维修比较方便,且 制品推出脱模后可自动坠落,易于实现 机械化或自动化,但存在模具拆装不方 便、安装嵌件麻烦以及占地面积大等缺 点。
时间的保压冷却定型后,开模分型即可从 型腔(成型塑件的闭合空间)中脱出具有 一定形状和尺寸的塑件制件(塑件),这 样便完成了一个成型周期。 4.1.2 注塑成型的特点及应用 注塑成型具有对塑料品种适应性强,可 一次成型形状复杂、尺寸精确、带有金属 或非金属嵌件的塑料制件,生产效率高, 易于实现自动化等优点,是热塑性塑料成 型的一种重要方法。
注塑成型工艺卡
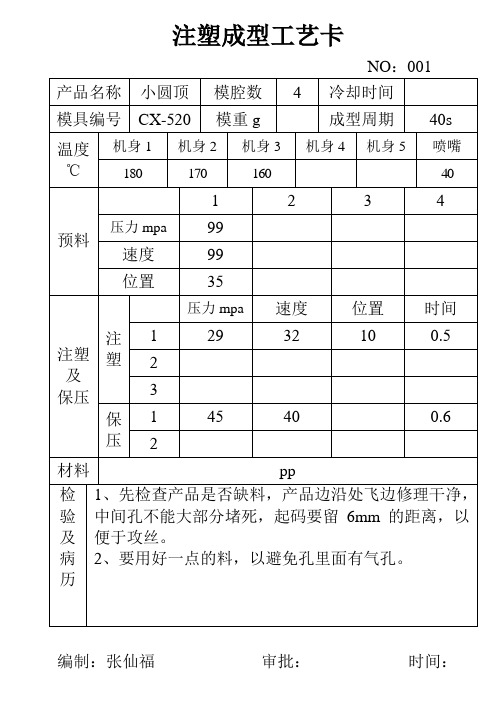
注塑成型工艺卡
NO:021
产品名称
反光罩
模腔数
1
冷却时间
10s
模具编号
CX-122
模重g
成型周期
20s
温度
℃
机身1
机身2
机身3
机身4
机身5
喷嘴
190
180
160
40
预料
1
2
3
4
压力mpa
99
速度
99
位置
注塑及
保压
注塑
压力mpa
速度
位置
时间
1
2
3
保压
1
2
材料
ABS
检验及
病历
1、先检查产品有无缺料,表面有无银丝和起皮,产品里面两个脚不能断裂,放在袋子里装好。
检验及
病历
1、先检查产品是否缺料,再检查产品边沿有无毛边,整个产品有无起泡变形,影响外观,
2、修好的产品必须用冷水泡,再装袋子。
编制:张仙福审批:时间:
注塑成型工艺卡
NO:010
产品名称
小柱子
模腔数
2
冷却时间
模具编号
CX-122
模重g
成型周期
温度
℃
机身1
机身2
机身3
机身4
机身5
喷嘴
190
180
160
时间
1
2
3
保压
1
2
材料
pp
检验及
病历
1、先检查产品有无缺料,产品内部有无起泡变形,两端飞边要修平整,产品表面要无毛边。
2、产品修好泡水冷却,再装袋子
生产工艺卡(3篇)
第1篇一、产品名称:XX产品二、产品规格:XX型号三、生产批量:XX批次四、生产日期:XXXX年XX月XX日五、生产部门:XX车间六、生产人员:XX七、工艺流程:1. 原材料准备2. 模具准备3. 注塑成型4. 产品检验5. 产品装配6. 产品包装八、原材料要求:1. 原材料名称:XX材料2. 原材料规格:XX型号3. 原材料性能:具有良好的强度、韧性、耐磨性、耐腐蚀性等4. 原材料质量要求:符合国家标准或企业标准九、模具准备:1. 模具名称:XX模具2. 模具规格:XX型号3. 模具材料:不锈钢、铝合金等4. 模具质量要求:无砂眼、裂纹、变形等缺陷十、注塑成型:1. 注塑机型号:XX型号2. 注塑温度:XX℃3. 注塑压力:XXMPa4. 注塑时间:XX秒5. 注塑速度:XXmm/s6. 注塑注意事项:a. 模具预热至设定温度b. 严格按照工艺参数进行注塑c. 注意注塑过程中的压力、温度、时间等参数的调整d. 注塑完成后,待产品冷却至室温十一、产品检验:1. 检验项目:外观、尺寸、性能等2. 检验标准:符合国家标准或企业标准3. 检验方法:a. 外观检验:目测、触摸、量具测量等b. 尺寸检验:卡尺、千分尺等c. 性能检验:拉伸试验机、冲击试验机等十二、产品装配:1. 装配件名称:XX部件2. 装配件规格:XX型号3. 装配顺序:先装配内部零件,再装配外部零件4. 装配方法:手工装配、机械装配等5. 装配注意事项:a. 严格按照装配图纸进行装配b. 注意装配过程中的对位、紧固等操作c. 避免装配过程中产生划痕、变形等缺陷十三、产品包装:1. 包装材料:纸箱、气泡袋、胶带等2. 包装规格:XX型号3. 包装方法:将产品放入纸箱,用气泡袋填充,封箱,贴上标签4. 包装注意事项:a. 包装过程中注意轻拿轻放,避免产品损坏b. 标签信息准确,包括产品名称、规格、生产日期、批次等c. 包装牢固,确保产品在运输过程中不受损坏十四、生产过程中应注意的问题:1. 原材料质量:确保原材料符合要求,避免因原材料质量导致产品不合格2. 模具质量:定期检查模具,发现异常及时处理3. 注塑成型:严格按照工艺参数进行注塑,避免产品出现变形、气泡等缺陷4. 产品检验:严格进行产品检验,确保产品合格率5. 产品装配:注意装配过程中的对位、紧固等操作,避免产品出现装配缺陷6. 产品包装:确保包装牢固,防止产品在运输过程中损坏十五、生产过程中异常处理:1. 原材料异常:发现原材料质量问题时,及时与供应商沟通,确保原材料质量2. 模具异常:发现模具异常时,立即停止生产,修复或更换模具3. 注塑成型异常:发现产品出现变形、气泡等缺陷时,调整注塑参数,重新注塑4. 产品检验异常:发现产品不合格时,及时通知相关部门,查找原因,进行处理5. 产品装配异常:发现装配过程中出现缺陷时,及时修正,确保产品合格6. 产品包装异常:发现包装过程中出现问题时,及时调整包装方法,确保产品安全运输本生产工艺卡适用于XX产品生产过程中的各个环节,各部门应严格按照本工艺卡执行,确保产品质量。
注塑成型工艺卡

修改标记
数量
签字
人/作业) 1人 编制 2016-9—25 共一张 确认 审核 第一张 核准 第 1 页
能兵模具试模工艺单
位置(mm)
位置(mm)
第 2 页
能兵模具试模工艺单
编号:NO 文件编号 试模日期 机台型号 总第 次 Lock_T 第 版 产品型号 G 第 次修改 Lock_T 模具编号 Lock_T 产品材质 PP 模穴数量 1× 8 □平面 □滑块 □托模推板 □绞牙 □中子 □斜顶 模具结构 □直平式样 □点式之为 □点式潜伏 □热胶道 □吹气 进胶方式 □上模模板 □下模模板 □上模模芯 □下模模芯 □滑块 冷却方式 标准周期(S) 单个标准重量(g) 单模标准重量(g) 料杆标准重量(g)
注塑工艺卡
项目 合模模快 合模低压 合模高压 项目 开模一慢 开模快速 开模二慢 托模方式 托模顶杆 托模次数 项目 托模进 托模退
合 模 中 子 □中子 □绞牙 压力(mp) 速度(f) 位置(mm) 中子使用 □行程 □时间 动作方式 项目 压力(mp) 速度(f)时间(S) 位置(mm) 中子进 开 模 中子退 射 出 压力(mp) 速度(f) 位置(mm) 项目 压力(mp) 速度(f)时间(S) 位置(mm) 射出1 射出2 托 模 射出3 □停留 □定次 □震动 保压1 □中心 □左右 □上下 保压2 □一次 □二次 □三次 储料1 压力(mp) 速度(f) 位置(mm)储料2 松退 (S) 冷却时间 料 筒 温 度(℃) 第一段 第二段 第三段 第四段 第五段 烘料温度(℃)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
编号:NO 模具编号02-1313垒山PA66模具结构
进胶方式
冷却方式
项目压力(mp )速度(f )位置(mm )中子使用
合模模快855545动作方式
合模低压453520项目压力(mp )速度(f )时间(S )位置(mm )合模高压13535中子进
中子退
项目压力(mp )速度(f )位置(mm )
开模一慢252525项目压力(mp )速度(f )时间(S )位置(mm )开模快速5040120射出18550
开模二慢4020230射出27536
射出37020
托模方式保压1
托模顶杆保压2
托模次数储料11409520项目压力(mp )速度(f )位置(mm )储料21409555托模进1051185松退622057托模退8035冷却时间第一段第二段第三段第四段第五段
280℃275℃270℃250℃230℃
备注:
标准工时(秒/件)定额(模/8H )746模/8H 修改标记数量签字日期编制 2012-4—30确认
审核共一张第一张
5、注塑件必须符合品质及组装配合标准。
工序( 人/作业)18.51人 25 (S )
料 筒 温 度(±10)
烘料温度(℃)1201、注塑件尺寸公差应符合产品检验图纸上规定要求。
2、注塑件外观上应保持光洁,不可有色差、气泡、毛
边、缩水、顶白、充填不良、开裂、变形、擦毛及其它
3、调试产品工艺时要根据原料的不同来设定料温及压
4、模具正常生产时必须接冷却水后方可正式批量生产
3.2托 模(±10)□停留 ■定次 □震动□中心 □左右 ■上下■一次 □二次 □三次合 模(±10)中 子(±10)
□中子 □绞牙□行程 □时间开 模(±10)射 出(±10)标准周期(S)单个标准重量(g)单模标准重量(g)料杆标准重量(g)
3734.371 2.4
产品材质模穴数量 1×4
■平面 □滑块 □托模推板 □绞牙 □中子 □斜顶 ■直平式样 □点式之为 □点式潜伏 □热胶道 □吹气■上模模板 ■下模模板 □上模模芯 □下模模芯 □滑块注塑工艺卡
500G 产品名称第 版塑料外壳上盖
第 次修改阳明学院教学工厂机台型号产品型号文件编号NI-22
第一张核准
mm)mm)。