GB28287抽样标准表
国标抽样计划标准GB2828

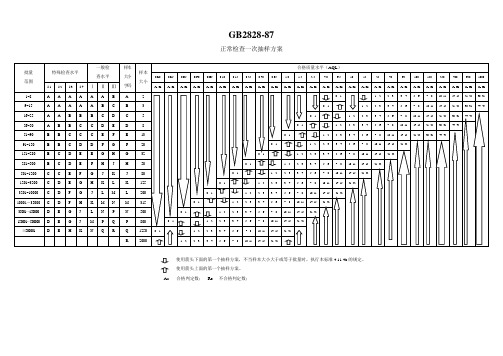
国标抽样计划标准GB2828以下是对表格的描述:表一是一个样本量字码表,用于确定特殊检查水平和一般检查水平下的样本量和接收质量限。
其中,特殊检查水平分为S-1、S-2、S-3和S-4四个等级,一般检查水平则是以接收质量限(AQL)为基础,分为0.010、0.015、0.025、0.040、0.065、0.10、0.15、0.25、0.40、0.65、1.0、1.5、2.5、4.0、6.5、10、15、25、40、65、100、150、250、400、650、1000等20个等级。
每个等级下都有对应的样本量字码和接收质量限。
为了使用该表,首先需要确定所需的检查水平,然后在表中找到对应的特殊检查水平或一般检查水平,进而得到相应的样本量和接收质量限。
需要注意的是,样本量的大小会对检验结果产生影响,因此在选择样本量时需要综合考虑多个因素,如产品的重要性、生产成本等。
使用箭头下面的第一个抽样方案,如果样本量等于或超过批量,则执行100%检验。
使用箭头上面的第一个抽样方案。
Ac表示接收数,XXX表示拒收数。
为了加强检查,可以使用以下一次抽样方案。
样本量代码表示样本量,接收质量限(AQL)为0.10,AcRe为0.0150.025;AQL为0.40,AcRe为0.0650.10;AQL为0.15,AcRe为0.25;AQL为0.40,AcRe为0.65;AQL为1.0,AcRe为1.5;AQL为2.5,AcRe为4.0;AQL为6.5,AcRe为10;AQL为15,AcRe为25;AQL为40,AcRe为65;AQL为100,AcRe为150;AQL为250,AcRe为400;AQL为650,AcRe为1000;AQL为3150,AcRe为AcReAcReAcRe。
样本量和样本量代码如下:2、3、5、8、13、20、32、50、80、125、200、315、500、800、1250、3150.将数字排列成易于阅读的格式。
《国家标准》GB2828—87抽样方案--抽样方案及程序(DOC 17页)
GB2828—87抽样方案目录前言1 目的 (4)2术语及符号 (4)2.1术语 (4)2.1.1 单位产品 (4)2.1.2 检查批(简称:批) (4)2.1.3 连续批 (4)2.1.4 批量 (4)2.1.5 样本单位 (4)2.1.6 样本 (4)2.1.7 样本大小 (4)2.1.8 不合格 (4)2.1.9 安全性缺陷 (4)2.1.10 A类不合格品 (5)2.1.11 B类不合格品 (5)2.1.12 C类不合格品 (5)2.1.13 不合格品 (5)2.1.14 安全性不合格品 (5)2.1.15 A类不合格品 (5)2.1.16 B类不合格品 (5)2.1.17 C类不合格品 (5)2.1.18 每百单位产品不合格品数 (5)2.1.19 每百单位产品不合格数 (5)2.1.20 批质量 (6)2.1.21 过程平均 (6)2.1.22 合格质量水平 (6)2.1.23 检查 (6)2.1.24 计数检查 (6)2.1.25 逐批检查 (6)2.1.26 合格判定数 (6)2.1.27 不合格判定数 (6)2.1.28 判定数组 (6)2.1.29 抽样方案 (6)2.1.30 抽样程序 (7)2.1.31 一次抽样方案 (7)2.1.32 正常检查 (7)2.1.33 加严检查 (7)2.1.34 放宽检查 (7)2.1.35 特宽检验 (7)2.1.36 检查水平 (7)2.1.37 样本大小子码 (7)2.1.38 批合格概率 (7)2.2符号 (7)2.2.1 N:批量 (7)2.2.2 n:样本大小 (7)2.2.3 A c:合格判定数 (8)2.2.4 R e:不合格判定数 (8)2.2.5 [A c、R e]:一次抽样方案的数组 (8)2.2.6 P:批质量 (8)2.2.7 AQL:合格质量水平 (8)2.2.8 Pa:批合格概率 (8)2.2.9 IL:检查水平 (8)2.2.10 LR:界限数 (8)3 表格 (8)严格度转换规则 (9)表1界限数 (10)表2样本大小字码 (11)表3正常检查一次抽样方案 (13)表4加严检查一次抽样方案 (15)表5放宽检查一次抽样方案 (17)表6特宽检查一次抽样方案 (19)1目的:标准规定了以合格质量水平(用每百单位产品不合格品数或每百单位产品不合格数表示)为质量指标的一次抽样方案及抽样程序。
GB2828抽样表

版次:V1.0 (GB2828-87)AQL允收标准系数表文件号:WIPZ08
备注:1、此抽验方式为从群体中抽出一定数量的样本进行检测之标准依据。
2、群体即为抽查标准表上之批数,样本即为抽查标准表上之样品数。
3、检验时,先看送检单或标签上之数量,此数量即批数,对应表上批数之最小与最大数之间,再对应抽查水平II级找出批数横向对应之英文代码字母,再横向找出以应之样品数(即
需检数量)进行检测。
4、检测完后对应此系数表,在可接受的质量水平系数找出1.5/ 2.5的竖向位置,按箭头所指,坐标的横向与竖向交点数。
5、不同客户的要求不一样,具体要求按客户的标准为主。
页次:/。
GB2828抽样标准

GB2828抽样标准GB2828抽样标准GB2828抽样标准(General rule for sampling inspection of quality of products)是中华人民共和国制定的针对产品质量检验的抽样标准,该标准适用于工业生产领域中不同种类的产品,如机械、化工、纺织、食品等。
GB2828标准是全国性标准,并被广泛应用于工业界和各级检验机构。
GB2828抽样标准是一种在确定或拒绝批量、分类或比较批量质量时使用的方法。
该标准旨在通过在已知或未知质量的批量中抽取一部分样品来代表整个批量,以便对整个批量进行评估。
标准规定了以下五种抽样方法:单抽、多抽、双抽、平面抽和随机抽。
单抽单抽是从一个已知或未知质量的批量中抽取一次样品的方法。
该方法仅适用于确定批量的合格或不合格情况。
当质量问题比较严重或检验有严格的时间限制时,单抽是非常适用的方法。
多抽多抽是指从一个已知或未知质量的批量中抽取多个样品进行检验的方法。
该方法适用于相对简单的产品,如均匀的气垫膜、环保材料等。
双抽双抽是从一个已知或未知质量的批量中抽出两个样本进行检验,以确定它们是否符合规定的标准,以及确定批量的质量水平。
双抽是最常用的抽样方法之一,适用于大多数工业生产领域,如电子产品、家具、建筑材料等。
平面抽平面抽是一种从三个维度分别选择不同位置的样本进行检验的方法。
首先确定三个维度,然后在每个维度上的不同位置(如左上角、中心、右下角)选择样本,以便全面地评估批量的质量水平。
平面抽适用于所有类型的产品,包括大型机械和设备。
随机抽随机抽是根据随机数表中的数字进行抽样的方法。
在动手时,利用数字表随机选择样本。
该方法可以确保在整个批量中选择样本的随机性,并防止人为偏向或错误。
随机抽适用于所有类型的产品,特别是对那些难以确定采样位置的复杂产品进行检验。
GB2828抽样标准是一种有效的质量控制工具,它可以帮助企业确定其产品的质量,评估任何潜在缺陷,并采取措施加以改进。
GB2828-87(正常、加严、放宽检验单次抽样计划(主抽样表))
正常检查一次抽样方案
----使用箭头下面的第一个抽样方案,不当样本大小大于或等于批量时,执行本标准4.11.4b 的规定。
----使用箭头上面的第一个抽样方案。
Ac-----合格判定数; Re----不合格判定数;
加严检查一次抽样方案
----使用箭头下面的第一个抽样方案,不当样本大小大于或等于批量时,执行本标准4.11.4b 的规定。
----使用箭头上面的第一个抽样方案。
Ac-----合格判定数; Re----不合格判定数;
放宽检查一次抽样方案
----使用箭头下面的第一个抽样方案,不当样本大小大于或等于批量时,执行本标准4.11.4b 的规定。
----使用箭头上面的第一个抽样方案。
Ac-----合格判定数; Re----不合格判定数;。
GBT2828抽样检验规范
文件制修订记录1.0目的指导检验员正确地按AQL抽样计划进行物料、半成品、成品的抽样检验,确保物料、成品检验的判定符合AQL标准之要求。
2.0 范围适用于本公司所有的进料、半成品、成品检验。
3.0职责检验员负责AQL抽样计划的执行。
4.0 定义4.1AQL:(Acceptance Quality Limit)接收质量限,是供方能够保证稳定达到的实际质量水平,是用户能接受的产品质量水平。
4.2CR:(Critical)致命缺陷。
4.3MA:(Major)严重缺陷,也称主要缺陷。
4.4MI:(Minor)轻微缺陷,也称次要缺陷。
5.0 作业细则5.1抽检方案依据接收质量限(AQL)检索的逐批检验抽样计划(GB/T 2828.1-2012)及抽样表,其中检查水平为一般检查水平Ⅱ级。
5.2样本的抽选按简单随机抽样, 从批中抽取作为样本的产品。
但是,当批由子批或(按某个合理的准则识别的)层组成时,应使用分层抽样。
按此方式,各子批或各层的样本量与子批或层的大小是成比例的。
5.3抽取样本的时间样本可在来料时、批生产出来以后、批生产期间或库存重检时抽取。
两种情形均应按5.2抽选样本。
5.4二次或多次抽样如在实际运作中,需要使用二次或多次抽样时,每个后继的样本应从同一批的剩余部分中抽选。
5.5正常、加严和放宽检验5.5.1检验的开始除非负责部门另有指示,开始检验时应采用正常检验。
5.5.2检验的继续除非转移程序(见 5.5.3)要求改变检验的严格度,对连续的批,正常、加严或者放宽检验应继续不变。
转移程序应分别地用于不合格或不合格品。
5.5.3转移规则和程序(见附件1)5.5.3.1正常到加严当正在采用正常检验时,只要初次检验中连续5批或少于5批中有2批是不可接收的,则转移到加严检验。
本程序不考虑再提交批。
5.5.3.2加严到正常当正在采用加严检验时,如果初次检验的接连5批已被认为是可接收的,应恢复正常检验。
5.5.3.3正常到放宽当正在采用正常检验时,如果下列各条件均满足,应转移到放宽检验5.5.3.3.1连续至少15批检验合格;5.5.3.3.2生产稳定;5.5.3.3.3负责部门认为放宽检验可取。
抽样标准图表

10 14 21
01
2 2 3 3 4 5 6 7 8 11 15 22
10 14 21
01
1
1 2 2 3 3 4 5 6 7 8 11 15 22
10 14 21
2 2 3 3 4 5 6 7 8 11 15 22
使用箭 头下面的第一个抽样方案,当样本大小大于或等于批量时,进行全检,要把批量当作样本量,判定数组不变。 使用箭头上面的第一个抽样方案,Ac-合格判定数;Re-不合格判定数。
01
12
2 3 3 4 5 6 7 8 11 15 22
10 14 21
01
进料检验标准通用模板
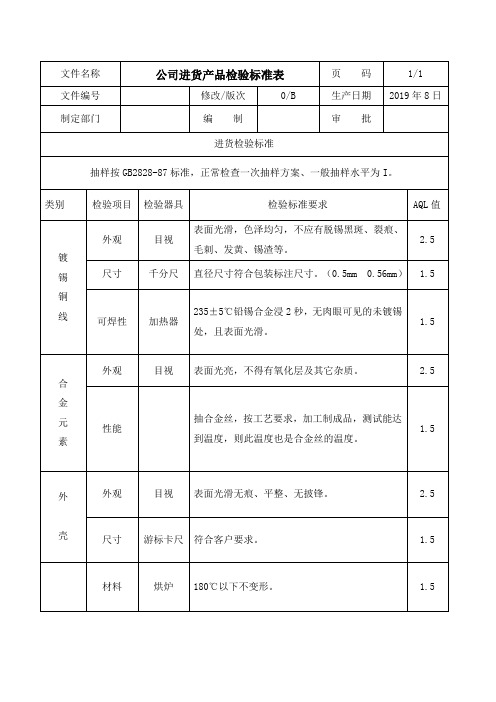
公司进货产品检验标准表
页 码
1/1
文件编号
修改/版次
0/B
生产日期
2019年8日18
制定部门
编 制
审 批
进货检验标准
抽样按GB2828-87标准,正常检查一次抽样方案、一般抽样水平为I。
类别
检验项目
检验器具
检验标准要求
AQL值
镀
锡
铜
线
外观
目视
表面光滑,色泽均匀,不应有脱锡黑斑、裂痕、毛刺、发黄、锡渣等。
壳
外观
目视
表面光滑无痕、平整、无披锋。
2.5
尺寸
游标卡尺
符合客户要求。
1.5
材料
烘炉
180℃以下不变形。
1.5
2.5
尺寸
千分尺
直径尺寸符合包装标注尺寸。(0.5mm 0.56mm)
1.5
可焊性
加热器
235±5℃铅锡合金浸2秒,无肉眼可见的未镀锡处,且表面光滑。
1.5
合
金
元
素
外观
目视
表面光亮,不得有氧化层及其它杂质。
2.5
性能
抽合金丝,按工艺要求,加工制成品,测试能达到温度,则此温度也