孔的基本偏差数值表
机械制图标准公差和基本偏差
国家标准《公差与配合》规定了公差带由标准公差和基本偏差两个要素组成。
标准公差确定公差带的大小,而基本偏差确定公差带的位置,见下图)标准公差(IT)标准公差的数值由基本尺寸和公差等级来决定。
其中公差等级是确定尺寸精确程度的等级。
国家标准《公差与配合》规定了公差带由标准公差和基本偏差两个要素组成。
1)标准公差标准公差(IT)是国家标准规定的极限制中列出的任一公差数值。
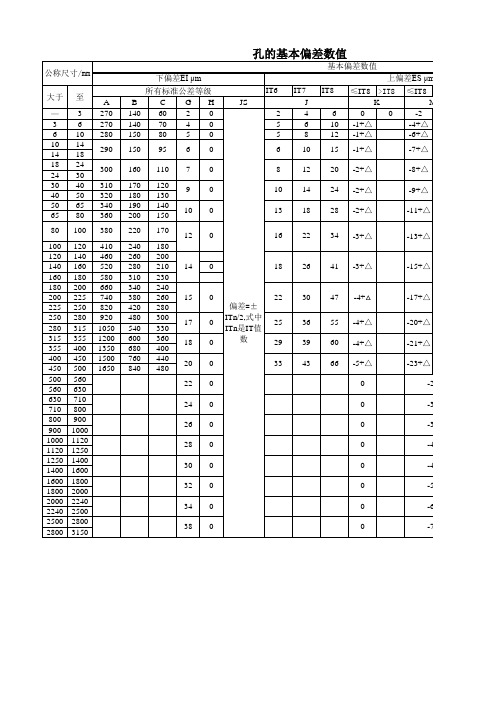
下表列出了国家标准(GB/T 1800.3—1998)规定的机械制造行业常用尺寸(尺寸至500mm)的标准公差数值。
标准公差等级及其代号标准公差等级是指确定尺寸精确程度的等级。
为了满足机械制造中各零件尺寸不同精度的要求,国家标准在基本尺寸至500mm范围内规定了20个标准公差等级,用符号IT和数值表示:IT01、IT0、IT1、IT2~IT18。
其中,IT01精度等级最高,其余依次降低,IT18等级最低。
在基本尺寸相同的条件下,标准公差数值随公差等级的降低而依次增大,详见表1 同一公差等级(例如IT6)对所有基本尺寸的一组公差被认为具有同等精确程度。
2)基本偏差基本偏差一般是指上下两个偏差中靠近零线的那个偏差。
即当公差带位于零线上方时,基本偏差为下偏差;当公差带位于零线下方时,基本偏差为上偏差,见上图。
国家标准对孔和轴均规定了28个不同的基本偏差。
基本偏差代号用拉丁字母表示,大写字母表示孔,小写字母表示轴。
下图是孔和轴的28个基本偏差系列图。
从基本偏差系列图可知,轴的基本偏差从a到h为上偏差(es),且是负值,其绝对值依次减小;从j到2c为下偏差(ei),且是正值,其绝对值依次增大。
孔的基本偏差从A到H为下偏差(E1),且是正值,其绝对值依次减小,从J到ZC为上偏差(Es),且是负值,其绝对值依次增大;其中H和h的基本偏差为零。
JS和js对称于零线,没有基本偏差,其上,下偏差分别为+IT/2和-IT/2。
基本偏差系列图只表示了公差带的各种位置,所以只画出属于基本偏差的一端,另一端则是开口的,即公差带的另一端取决于标准公差(IT)的大小。
基本偏差值

-28
-33
-40
-50
-64
-90
-130
1
2
3
3
7
9
14
18
-39
-45
-60
-77
-108
-150
18
24
+300
+160
+110
+65
+40
+20
+7
0
+8
+12
+20
-2+Δ
-8+Δ
-8
-15+Δ
0
-22
-28
-35
-41
-47
-54
-63
-73
-98
-136
-188
1.5
2
3
4
8
12
-540
-660
-820
-1000
-1250
-1600
-2100
-2600
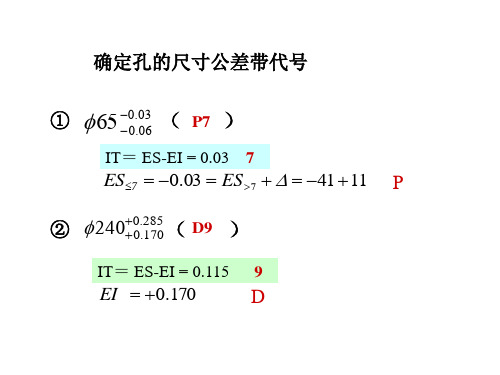
18mm~30mm之间的P7,△=8m,因此ES=-22+8=-14m。
-360
-200
-150
+43
+59
+75
+102
+120
+146
+174
+210
+274
+360
+480
80
100
-380
-220
-170
-120
-72
-36
-12
0
-9
-15
+3
基孔制、基轴制公差带、配合、基本偏差数值表
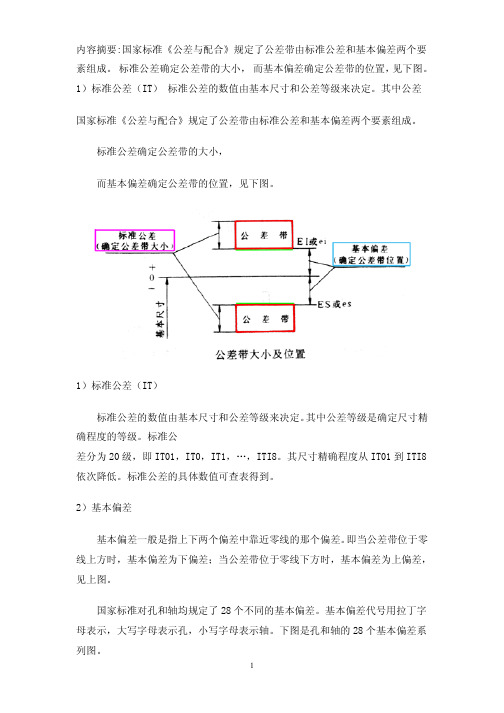
内容摘要:国家标准《公差与配合》规定了公差带由标准公差和基本偏差两个要素组成。
标准公差确定公差带的大小,而基本偏差确定公差带的位置,见下图。
1)标准公差(IT)标准公差的数值由基本尺寸和公差等级来决定。
其中公差国家标准《公差与配合》规定了公差带由标准公差和基本偏差两个要素组成。
标准公差确定公差带的大小,而基本偏差确定公差带的位置,见下图。
1)标准公差(IT)标准公差的数值由基本尺寸和公差等级来决定。
其中公差等级是确定尺寸精确程度的等级。
标准公差分为20级,即IT01,IT0,IT1,…,ITI8。
其尺寸精确程度从IT01到ITI8依次降低。
标准公差的具体数值可查表得到。
2)基本偏差基本偏差一般是指上下两个偏差中靠近零线的那个偏差。
即当公差带位于零线上方时,基本偏差为下偏差;当公差带位于零线下方时,基本偏差为上偏差,见上图。
国家标准对孔和轴均规定了28个不同的基本偏差。
基本偏差代号用拉丁字母表示,大写字母表示孔,小写字母表示轴。
下图是孔和轴的28个基本偏差系列图。
从基本偏差系列图可知,轴的基本偏差从a到h为上偏差(es),且是负值,其绝对值依次减小;从j到2c为下偏差(ei),且是正值,其绝对值依次增大。
孔的基本偏差从A到H为下偏差(E1),且是正值,其绝对值依次减小,从J到ZC为上偏差(Es),且是负值,其绝对值依次增大;其中H和h的基本偏差为零。
JS和js对称于零线,没有基本偏差,其上,下偏差分别为+IT/2和-IT/2。
基本偏差系列图只表示了公差带的各种位置,所以只画出属于基本偏差的一端,另一端则是开口的,即公差带的另一端取决于标准公差(IT)的大小。
7-6 极限与配合按零件图要求加工出来的零件,装配时不需要经过选择或修配,就能达到规定的技术要求,这种性质称为互换性。
零件具有互换性,便于装配和维修,有利于组织生产协作,提高经济效益。
建立极限与配合制度是保(GB/T1800、证零件具有互换性的必要条件。
孔的基本偏差计算

LA1.7.1.1孔的基本偏差查表计算项目载体:内连接板的制作目标:1. 我能够结合图纸1.01.01通过查表计算出7F 5φ的基本偏差。
2. 我能够集中注意力10分钟以上完成一项逻辑性较强的任务。
3. 我能够主动与不熟悉的人交流并与他合作完成一项较复杂的任务。
4. 我能够从学材中筛选出有用的信息并重点关注。
任务:1.通过查阅机械手册103页的标准公差数值表查出7F 5φ公差等级7级的公差值。
2.通过查阅机械手册105页孔的基本偏差数值表查出7F 5φ基本偏差代号F 的下偏差EI 数值。
3.计算出孔的另一个偏差上偏差7F 5φ的上偏差ES 数值。
4.画出7F 5φ的孔公差带图。
内容:1.标准公差系列(20分钟)标准公差系列是国家标准制定出的一系列标准公差数值,如表机械手册103页如图所示。
标准公差系列包含三项内容:公差等级、公差单位和基本尺寸分段。
(1)公差等级确定尺寸精度程度的等级称为公差等级。
规定和划分公差等级的目的,是为了简化和统一公差的要求,是规定的等级即能满足不同的使用要求,又能大致带表各种加工方法的精度,为零件设计和制造带来极大的方便。
标准公差分为20个等级,用IT01、IT0、IT1、…IT18来表示。
等级依次降低,标准公差值依次增大。
其计算公式如下图所示。
(2)公差单位生产实践表明,对基本尺寸相同的零件,可按公差大小评定其尺寸制造精度的高低,但对基本尺寸不同的零件,就不能仅看公差大小评定其制造精度。
因此,为了评定零件精度等级或公差等级的高低,合理规定公差数值,就需要建立公差单位。
公差单位是计算标准公差的基本单位,是制订标准公差系列的基础,公差单位与基本尺寸之间呈一定的相关关系。
μ)按下式计算:对基本尺寸≤500mm时,公差单位i(mi=0.453D+0.001D式中:D—基本尺寸分段的计算公式,单位为mm;μ。
i—公差单位,单位为m式中的第一项反映的是加工误差的影响;第二项反映的是测量误差的影响。
标准公差数值及0-500轴和孔的基本偏差5页

6
9
13
21
33
52
84
130
0.21
0.33
0.52
0.84
1.3
2.1
3.3
30
50
0.6
1
1.5
2.5
4
7
11
16
25
39
62
100
160
0.25
0.39
0.62
1.00
1.6
2.5
3.9
50
80
0.8
1.2
2
3
5
8
13
19
30
46
74
120
190
0.30
0.46
0.74
1.20
1.9
3.0
与当今“教师”一称最接近的“老师”概念,最早也要追溯至宋元时期。金代元好问《示侄孙伯安》诗云:“伯安入小学,颖悟非凡貌,属句有夙性,说字惊老师。”于是看,宋元时期小学教师被称为“老师”有案可稽。清代称主考官也为“老师”,而一般学堂里的先生则称为“教师”或“教习”。可见,“教师”一说是比较晚的事了。如今体会,“教师”的含义比之“老师”一说,具有资历和学识程度上较低一些的差别。辛亥革命后,教师与其他官员一样依法令任命,故又称“教师”为“教员”。IT0
+64
+75
+88
30
40
-310
-170
-120
-80
-50
-25
-9
-5
-10
—
+9
+17
+26
+34
+43
+48
标准公差带表

18 26 41 -3+△
310 230
340 240
380 260 15 0
22 30 47 -4+△
420 280
偏差=±
480 300 17 540 330
0
ITn/2,式中 ITn是IT值
25
36
55 -4+△
600 360 18 0 680 400
数
29 39 60 -4+△
760 440 20 0 840 480
-385 -475 -580 -710 -920 -1200 -1550 -425 -525 -650 -790 -1000 -1300 -1700
4
4
7
9
20
-475 -590 -730 -900 -1150 -1500 -1900 -530 -660 -820 -1000 -1300 -1650 -2100
225 250
-84 -140 -196 -284
250 280
280 315
-56
-94 -158 -218 -315 -98 -170 -240 -350
315 355
355 400
-62
-108 -190 -268 -390 -114 -208 -294 -435
400 450
450 500
-68
级 IT8 0 6 7 9 12 14 16 19
23
26
29 32 34
6:△=4μm,所以
10 14
14 18
-18 -23 -28 — -33
18 24
24 30
-22
-28
-35
标准公差带表
上偏差ES μm
大于 — 3 6 10 14 18 24 30 40 50 65 80 100 120 140 160 180 200 225 250 280 315 355 400 450
至 3 6 10 14 18 24 30 40 50 65 80 100 120 140 160 180 200 225 250 280 315 355 400 450 500
P -6 -12 -15 -18 -22 -26 -32 -37 -43 -50 -56 -62 -68
R -10 -15 -19 -23 -28 -34 -41 -43 -51 -54 -63 -65 -68 -77 -80 -84 -94 -98 -108 -114 -126 -132
S -14 -19 -23 -28 -35 -43 -53 -59 -71 -79 -92 -100 -108 -122 -130 -140 -158 -170 -190 -208 -232 -252
T — — — — — -41 -48 -54 -66 -75 -91 -104 -122 -134 -146 -166 -180 -196 -218 -240 -268 -294 -330 -360
基本偏差数 上极限偏差 标准公差等级大 U -18 -23 -28 -33 -41 -48 -60 -70 -87 -102 -124 -144 -170 -190 -210 -236 -258 -284 -315 -350 -390 -435 -490 -540
孔的基本偏差数值
公称尺寸/mm 大于 — 3 6 10 14 18 24 30 40 50 65 80 100 120 140 160 180 200 225 250 280 315 355 400 450 500 560 630 710 800 900 1000 1120 1250 1400 1600 1800 2000 2240 2500 2800 至 3 6 10 14 18 24 30 40 50 65 80 100 120 140 160 180 200 225 250 280 315 355 400 450 500 560 630 710 800 900 1000 1120 1250 1400 1600 1800 2000 2240 2500 2800 3150 基本偏差数值 下偏差EI μm 所有标准公差等级 C G H 60 2 0 70 4 0 80 5 0 95 110 120 130 140 150 170 180 200 210 230 240 260 280 300 330 360 400 440 480 6 7 9 10 12 0 0 0 0 0 IT6 JS 2 5 5 6 8 10 13 16 IT7 J 4 6 8 10 12 14 18 22 IT8 6 10 12 15 20 24 28 34 上偏差ES μm ≤IT8 >IT8 ≤IT8 K M 0 0 -2 -1+△ -4+△ -1+△ -6+△ -1+△ -2+△ -2+△ -2+△ -3+△ -7+△ -8+△ -9+△ -11+△ -13+△
孔、轴极限偏差的计算
+0.082
Xmax
+0.057
1.计算轴公差Ts 2.计算最小间隙Xmin
+0.041
3.计算其他极限偏差。
+
0 -
D
(3)
25P7250.01Fra bibliotek 0.035孔、轴极限偏差的计算
确定Φ25H7/f6,Φ25F7/h6孔与轴的极限偏差。 (用公式计算标准公差和基本偏差)
+0.041 主要步骤:
H7
+
+0.021 F7 +0.020 1.查IT6和IT7的公差值
0
2.查轴f基本偏差(上偏差)
-
f6 -0.020 h6 -0.013 3.根据通用规则,求解F7
公基称本尺尺寸寸
孔、轴极限偏差的计算
确定Φ25H7/p6,Φ25P7/h6孔与轴的极限偏差。
(孔的基本偏差用公式计算)
公基称本尺尺寸寸
+0.021H7 + 0 -
p6
+0.035 +0.022
h6
P7
-0.013
-0.014
-0.035
主要步骤: 1.查表 IT6,IT7 2.查表,轴p的基本偏差ei 3. 特殊规则计算
公基称本尺尺寸寸
-0.033
的下偏差
4.计算其他极限偏差。
孔、轴极限偏差的计算
确定Φ25H8/p8,Φ25P8/h8孔与轴的极限偏差。
(要求用查表法确定)
+0.033 + 0 -
p8
+0.055
H8
+0.022
h8
-0.022 P8 -0.055