塑性加工工艺
金属成型工艺的类别

金属成型工艺的类别
1. 塑性成型工艺,塑性成型工艺是指通过对金属材料施加压力,使其发生塑性变形,从而获得所需形状的工艺过程。
常见的塑性成
型工艺包括锻造、压铸、拉伸、挤压等。
2. 切削成型工艺,切削成型工艺是指通过切削金属材料的方法,将其加工成所需形状的工艺过程。
常见的切削成型工艺包括车削、
铣削、钻削、镗削等。
3. 焊接工艺,焊接工艺是指通过加热或施加压力,使金属材料
相互结合的工艺过程。
常见的焊接工艺包括电弧焊、气体保护焊、
激光焊等。
4. 粉末冶金工艺,粉末冶金工艺是指利用金属粉末或金属粉末
与非金属粉末混合后,通过压制和烧结等工艺形成零件的工艺过程。
5. 热处理工艺,热处理工艺是指通过加热、保温和冷却等方式,改变金属材料的组织结构和性能的工艺过程。
常见的热处理工艺包
括退火、正火、淬火、回火等。
以上是金属成型工艺的主要类别,不同的工艺类别在实际应用中往往会结合使用,以满足不同金属制品的加工需求。
希望以上回答能够全面地解答你的问题。
塑性成形第14章塑性加工工艺(轧制挤压)
品表面光洁、板形平直、尺寸精度高和机械性能好。 工艺特点: (1)加工温度低,产生加工硬化,需要中间退火。 (2)采用工艺冷却和润滑 (3)张力轧制
管材轧制
(1)压下量
h h0 h1 h 2R(1 cos)
咬入角 entering angle
D R
O
(2)变形区长度
l2 R2 (R h )2 2
h0
a
A
C
B
l
h1
l Rh (h2 ) Rh 4
b1
b0
tg
R
Rh ( h)
h R
2
h 2R
(3)延伸系数 λ=L1/L0
(4)压下率Biblioteka 表面夹杂暴露在钢材表面上的非金属物质称为 (1)钢坯带来的表面非金属夹杂物。 表面夹杂,一 般呈点状、块状和条状 (2)在加热或轧制过程中,偶然有非金 分布,其颜色有暗红、淡黄、灰白等, 属夹杂韧(如加热炉的耐火材料及炉 机械的粘结在型钢表面上,夹杂脱落 渣等),炉附在钢坯表面上,轧制时 后出现一定深度的凹坑,其大小、形 被压入钢材,冷却经矫直后部分脱落 状无一定规律。
名。例工、槽、角钢的腿长、腿短、腰 (2)切深孔切人太深,造成腿长无法消除。 厚、腰薄及一腿长,一腿短。
斜轧穿孔生产管材
板带材轧制
特点:宽厚比(B/H)大 规格:中厚板(中板4~20mm,厚板20~60mm,
特厚板60mm以上) 薄板和带材(0.2~4mm) 极薄带材和箔材(0.001~0.2mm) 技术要求: 尺寸精度、板形、表面光洁度、性能
《塑性加工工艺》课件

强度
强度是材料在塑性加工过程中抵抗形变的能力,可以通 过抗拉强度等参数来评估。
塑性加工的变形和回弹
1
变形
材料在塑性加工过程中会发生持久性的形变,改变其初始形状。
2
回弹
塑性材料在受力解除后,可能会出现一定程度的恢复原状的现象。
3
影响因素
变形和回弹程度受材料的硬度、强度和加工工艺等因素的影响。
塑性加工的参数和工艺控制
材料要求 高塑性 易加工 良好的延展性 耐热
物理性质 弹性模量低 低熔点 变形温度、形变速率等参数,以及材料的力学性 质对加工过程的影响。
塑性加工中的应变和强度概念
应变
应变是材料在塑性加工过程中发生形变的程度,可以通 过应变曲线来描述。
高塑性
塑性材料具有良好的可塑性和可延展性,适用于各 种加工工艺。
耐腐蚀
塑性材料通常具有良好的耐腐蚀性能,适用于化工 等领域。
轻质
塑性材料相比于金属材料更轻,因此适用于需要轻 质结构的应用领域。
应用领域
塑性材料广泛应用于汽车制造、电子产品、包装材 料等领域。
塑性加工的分类及其工艺流程
1
热塑性加工
材料通过加热软化后,经过挤压、吹塑等工
1 温度
控制加热温度可以影响材料的流动性和成型效果。
2 压力
合理的施加压力可以保证塑性材料充分填充模具,并使产品形状更加精确。
3 速度
控制运动速度可以影响产品的表面质量和成型效率。
塑性加工中的模具设计和加工 工艺
模具设计和加工工艺决定了产品的精度和质量,包括模具材料的选择、结构 设计等方面。
热固性加工
2
艺进行加工。
材料通过加热固化后,经过模压、压缩成型
金属塑性加工工艺
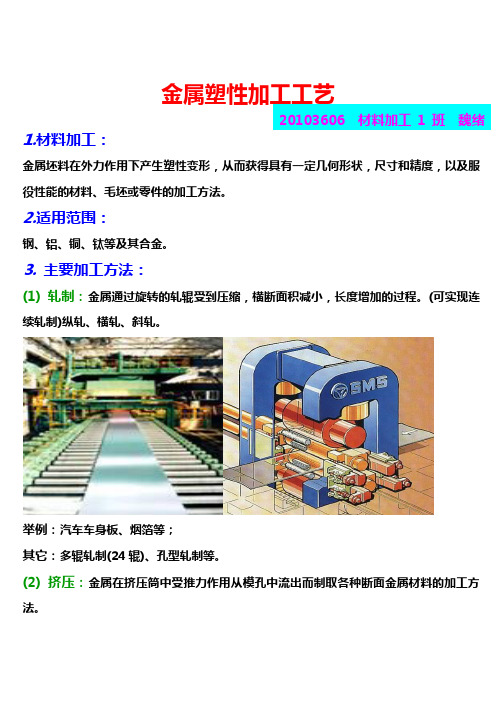
金属塑性加工工艺20103606 材料加工1班魏绪1.材料加工:金属坯料在外力作用下产生塑性变形,从而获得具有一定几何形状,尺寸和精度,以及服役性能的材料、毛坯或零件的加工方法。
2.适用范围:钢、铝、铜、钛等及其合金。
3.主要加工方法:(1) 轧制:金属通过旋转的轧辊受到压缩,横断面积减小,长度增加的过程。
(可实现连续轧制)纵轧、横轧、斜轧。
举例:汽车车身板、烟箔等;其它:多辊轧制(24辊)、孔型轧制等。
(2) 挤压:金属在挤压筒中受推力作用从模孔中流出而制取各种断面金属材料的加工方法。
定义:金属材料在挤压模内受压被挤出模孔而变形的加工方法。
挤压法非常适合于生产品种、规格、批数繁多的有色金属管、棒、型材及线坯。
正挤压—— 坯料流动方向与凸模运动方向一致。
反挤压—— 坯料流动方向与凸模运动方向相反。
举例:管、棒、型;其它:异型截面。
特点: ① 具有比轧制更为强烈的三向压应力状态图,金属可以发挥其最大的塑性,获得大变形量。
可加工用轧制或锻造加工有困难甚至无法加工的金属材料。
② 可生产断面极其复杂的,变断面的管材和型材。
卧式挤压机 正挤反挤③灵活性很大,只需更换模具,即可生产出很多产品。
④产品尺寸精确,表面质量好。
(3) 锻造:锻锤锤击工件产生压缩变形•定义:借助锻锤、压力机等设备对坯料施加压力,使其产生塑性变形,获得所需形状、尺寸和一定组织性能的锻件。
垂直方向(Z向)受力,水平方向(X、Y向)自由变形。
A.自由锻:金属在上下铁锤及铁砧间受到冲击力或压力而产生塑性变形的加工我国自行研制的万吨级水压机B.模锻:金属在具有一定形状的锻模膛内受冲击力或压力而产生塑性变形的加工。
举例:飞机大梁,火箭捆挷环等。
万吨级水压机模锻的飞机大梁、火箭捆挷环特点:在塑性变形中,能使坯料的粗晶粒破碎、疏松、孔隙被压实、焊合,锻件的内部组织和性能得到较大改善。
应用:锻造应用十分的广泛,可以生产几克重到200t以上各种形状的锻件,如各种轴类、曲柄和连杆。
精确高效塑性成形工艺技术

精确高效塑性成形工艺技术精确高效塑性成形工艺技术塑性成形是一种常见的金属加工工艺,它通过施加外力使金属材料发生塑性变形,从而得到所需的形状和尺寸。
精确高效的塑性成形工艺技术对于提高产品质量和生产效率至关重要。
在本文中,将介绍一种精确高效的塑性成形工艺技术。
首先,为了实现精确的成形,我们需要准确地控制金属的塑性变形过程。
因此,精确度高的机械设备和控制系统是必不可少的。
现代塑性成形机床通常配备了精确的数控系统,可以通过编程实现高精度的成形过程。
此外,精确的模具设计和制造也是实现塑性成形精度的重要因素。
采用先进的CAD/CAM技术可以实现模具的精确设计和加工,从而确保成形过程的精确度。
其次,为了提高塑性成形的效率,我们需要考虑材料的流动性和塑性变形的能力。
在材料设计方面,我们可以选择具有良好流动性和塑性变形能力的材料,如Al、Cu等。
此外,采用热成形可以增加材料的塑性变形能力,并有助于减少成形过程中的残余应力。
在成形过程中,合理的成形速度和温度控制也是确保成形效率的重要因素。
通过优化成形工艺参数,可以在保证产品质量的前提下提高生产效率。
最后,为了提高工艺的可靠性和稳定性,我们需要对塑性成形过程进行全面的监控和控制。
现代塑性成形机床通常配备了各种传感器和监测系统,可以实时监测成形过程的各种参数,如温度、压力、位移等。
通过采集和分析这些数据,可以及时发现和解决成形过程中的问题,并调整相关的工艺参数,提高工艺的可靠性和稳定性。
综上所述,精确高效的塑性成形工艺技术对于提高产品质量和生产效率至关重要。
通过采用精确的机械设备和控制系统、优化材料设计和成形工艺参数、以及全面监控和控制成形过程,可以实现精确高效的塑性成形,从而满足不同行业对于高精度、高效率的需求。
材料的塑性成形工艺

材料的塑性成形工艺引言塑性成形是一种常见的材料加工工艺,通过施加力量使材料发生形变,以获得所需的形状和尺寸。
塑性成形工艺包括冷拔、冷加工、锻造、挤压、拉伸等多种方法。
本文将介绍几种常见的材料塑性成形工艺及其特点。
一、冷拔1.1 工艺流程冷拔是一种拉伸加工的方法,主要用于金属材料。
其工艺流程包括以下几个步骤:1.选材:选择合适的原材料进行冷拔加工。
2.加热:将材料加热至适当的温度,以提高其塑性。
3.均质化处理:通过变形和退火等处理方法,使材料组织更加均匀。
4.拉拔:将材料拉伸至所需的形状和尺寸。
5.精整:通过切割、修整等方法,使成品达到要求的尺寸。
1.2 特点冷拔工艺具有以下特点:•成品尺寸精度高,表面质量好。
•可加工各种材料,包括金属和非金属材料。
•可以提高材料的强度和硬度。
二、冷加工2.1 工艺流程冷加工是一种在常温下进行的成形加工方法,常用于金属材料。
其工艺流程包括以下几个步骤:1.选材:选择合适的原材料进行冷加工。
2.切削:通过刀具对材料进行切削加工。
3.成型:通过冷加工设备对材料进行压制、弯曲、卷曲等成型操作。
4.精整:通过修整、研磨等方法,使成品达到要求的尺寸和表面质量。
2.2 特点冷加工具有以下特点:•成品尺寸精度高,表面质量好。
•可以加工多种材料,包括金属和非金属材料。
•部件形状复杂度高,适用于精密加工要求较高的产品。
三、锻造3.1 工艺流程锻造是一种通过施加压力将材料压制成所需形状的工艺方法。
其工艺流程包括以下几个步骤:1.选材:选择合适的原材料进行锻造。
2.加热:将材料加热至适当的温度,以提高其塑性。
3.锻造:通过锻造设备施加压力,将材料压制成所需形状。
4.精整:通过修整、热处理等方法,使成品达到要求的尺寸和性能。
3.2 特点锻造具有以下特点:•可以加工各种金属材料,包括高温合金和非金属材料。
•成品强度高,韧性好。
•高生产效率,适用于大批量生产。
四、挤压4.1 工艺流程挤压是一种将材料挤压成所需截面形状的塑性成形工艺。
生活中塑性成型原理的应用

生活中塑性成型原理的应用1. 引言•塑性成型是一种常见的加工工艺,广泛应用于生活中的各个领域。
•塑性成型原理是通过施加力量使材料发生变形,从而得到所需形状的一种加工方法。
•本文将介绍生活中塑性成型原理的几个应用案例。
2. 塑料制品加工•塑料制品加工是塑性成型最常见的应用之一。
•塑料制品可以通过注塑、挤塑、吹塑等工艺进行成型。
•注塑是将熔融的塑料通过高压射向模具中,然后在冷却后取出成型。
•挤塑是将熔融的塑料通过模具挤出,形成所需形状。
•吹塑是将熔融的塑料注入到空气膨胀的模具中,通过气压使塑料膨胀成所需形状。
•这些塑料制品广泛应用于日常生活中,例如家电、玩具、日用品等。
3. 金属加工•塑性成型在金属加工中也有着重要的应用。
•金属材料可以通过锻造、压延等工艺进行塑性成型。
•锻造是将金属材料加热至一定温度后,施加力量使其发生塑性变形。
•锻造可以制备各种金属零件,例如汽车发动机曲轴、工业机械零件等。
•压延是将金属材料通过辊轧等方式使之发生塑性变形。
•压延广泛应用于金属板材的加工,例如汽车车身板、铝合金门窗等。
4. 玻璃加工•塑性成型在玻璃加工中也起到重要的作用。
•热玻璃成型是一种常见的玻璃加工方法。
•热玻璃成型是将玻璃加热至一定温度后进行塑性变形。
•通过在模具中施加压力,使玻璃变形成所需形状。
•热玻璃成型广泛应用于玻璃器皿、灯饰等制品的生产中。
5. 橡胶制品加工•橡胶制品是另一个常见的塑性成型应用领域。
•橡胶材料可以通过压缩成型、挤出成型等工艺进行加工。
•压缩成型是将橡胶材料放置在模具中,施加压力使其发生压缩变形。
•挤出成型是将熔融的橡胶材料挤出模具,形成所需形状。
•这些橡胶制品广泛应用于汽车、家具、医疗器械等领域。
6. 其他应用•塑性成型在生活中还有许多其他应用。
•例如,面团的搓揉、拉伸过程就是一种塑性变形,通过搓揉和拉伸,面团可以变得更加柔软和有弹性。
•塑料瓶的压缩也是一种塑性变形,通过施加力量可以将塑料瓶压缩成较小体积,方便储存和回收利用。
材料成型工艺学 金属塑性加工
二、模锻件的结构工艺性
1. 模锻件上必须具有一个合理的分模面 2. 零件上只有与其它机件配合的表面才需进行机械加工,
其它表面均应设计为非加工表面 (模锻斜度、圆角) 3. 模锻件外形应力求简单、平直和对称。避免截面间差别
过大, 薄壁、高筋、高台等结构 (充满模膛、减少工序) 4. 尽量避免深孔和多孔设计 5. 采用锻- 焊组合结构
自由锻设备:锻锤 — 中、小型锻件 液压机 — 大型锻件
在重型机械中,自由锻是生产大型和特大型锻件的 惟一成形方法。
1.自由锻工序 自由锻工序:基本工序 辅助工序 精整工序
(1) 基本工序 使金属坯料实现主要的变形要求, 达
到或基本达到锻件所需形状和尺寸的工序。 有:镦粗、拔长、冲孔、弯曲、
扭转、错移、切割 (2) 辅助工序
金属的力学性能的变化:
变形程度增大时, 金属的强度及硬度升高, 而塑 性和韧性下降。
原因:由于滑移面上的碎晶块和附近晶格的强烈 扭曲, 增大了滑移阻力, 使继续滑移难于进行所致。
几个现象:
▲ 加工硬化
(冷变形强化): 随变形程度增大, 强度和硬度上升而塑性下降的现象。
▲回复:使原子得以回复正常排列, 消除了晶格扭曲, 致使
§3 金属的可锻性
金属的可锻性:材料在锻造过程中经受塑性变形 而不开裂的能力。
金属的可锻性好,表明该金属适合于采用压力加工 成形; 可锻性差,表明该金属不宜于选用压力加工方法 成形。
衡量指标:金属的塑性(ψ、δ ); 变形抗力(σb、HB)。
塑性越好,变形抗力越小,则金属的可锻性好。
金属的可锻性取决于金属的本质和加工条件。
弹复:
金属塑性变形基本规律:
体积不变定律: 金属塑变后的体积与变形前的体积相等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
角钢
槽钢
工字钢
孔型系统示例
六、线材轧制
• 特点: (1)总的延伸率大,轧件温降快,头尾温差大,轧制速度高。 (2)机架多、分工细,产品比较单一、轧机专业程度高。 (3)高速无扭转轧机具有特殊的孔型系统 。
Y型轧机 机
45轧
第三节 挤压
一、挤压原理、基本方法 及特点
1. 挤压定义:对放在挤压筒内的金属坯料 施加压力,使之从特定的模孔中流出, 获得所需断面形状和尺寸的一种塑性加 工方法。
3. 按轧制生产过程 半成品轧制—开坯 成品轧制—粗轧、精轧
纵轧
斜轧
横轧
三、板带材轧制
特点:宽厚比(B/H)大 规格:中厚板(中板4~20mm,厚板20~60mm,
特厚板60mm以上) 薄板和带材(0.2~4mm) 极薄带材和箔材(0.001~0.2mm) 技术要求: 尺寸精度、板形、表面光洁度、性能
dx
cos
) sin
2 ( Pr
dx
cos
) cos
0
h0
h+Δh
h h1 prcosθ
dθ θ α
σx+dσx
pr
σx
μpr μpr
μprsinθ
pr μprcosθ
prsinθ Rdθ
hd x xdh 2Prtgdx 2Prdx 0
dh 2dxtg
hd x
xdh
Prdh
Pr
2. 挤压方法: 可按挤压方向、变形特征、 润滑状态、挤压温度、挤压速度、模具 种类或结构、坯料形状或数目、制品形 状或数目分类。
常用挤压方法
3. 特点: ① 具有比轧制更为强烈的三向压应力状态图,
金属可以发挥其最大的塑性,获得大变形 量。可加工用轧制或锻造加工有困难甚至 无法加工的金属材料。
② 可生产断面极其复杂的,变断面的管材和 型材。
四、管材轧制
1. 无缝钢管 (1)穿孔
(2)轧管:自动轧管机 (3)均整:带芯棒斜轧 (4)定径和减径:无芯棒连轧
2. 焊管 将管坯(钢板或带钢)弯曲成所需的钢管形 状,然后采用焊接法焊接成钢管。
五、型材轧制
型材轧制主要用于各种型钢生产。大多数有色金属 型材主要采用挤压、拉拔的方法生产。 • 型钢的轧制方法:在轧辊上加工出轧槽,把两个或 两个以上轧辊的轧槽对应装配起来,形成孔型。轧 制时,轧件通过一系列孔型,一般断面积由大变小, 长度由短变长,以达到所要求的形状和尺寸。
1.变形区主要参数 轧件在轧辊作用下产生变形的 区域
叫变形区,变形区以外两端 不 产生变 形的区域叫外区或刚端。
(1)压下量
h h0 h1 h 2R(1 cos)
(2)变形区长度
l2 R2 (R h )2 2
l
Rh
h2 (
)
Rh
4
tg
R
Rh ( h )
h R
2
h 2R
b0
h0
D
R O
塑性加工工艺
第二节 轧制
轧制定义: 靠旋转的轧辊与轧件之间形成
的摩擦力将轧件拖进辊缝之间,并 使之受到压缩产生塑性变形的过程。
一、轧制过程及其基本原理
• 简单理想轧制过程: • 两个轧辊均被驱动、直径相等、转速相同; • 轧制过程中两个轧辊完全对称; • 轧辊为刚性的;轧件除受轧辊作用外,不受
其它外力作用; • 轧件的机械性质均匀。
FHvH=Fxvx=Fhvh=常数
3. 咬入条件
a
R
N T
T
N
θ
咬入后
2
改善咬入条件的途径: (1)降低角: (2)提高角:
4. 轧制压力 (1)轧制压力的基本概念 轧制压力是轧制时轧辊施加于轧件使之变形 的力。但通常把轧件施加于轧辊总压力的垂 直分量称为轧制压力。
会导致所生产的金属板中心厚边缘薄。 c. 轧机弹性或塑性
轧辊分离力使机架产生变形,辊缝增大
5. 轧制力矩
M Pa
P p F p(b0 b1) Rh 2
a Rh
ψ为力臂系数,一 般取ψ=0.3~0.6
M p (b0 b1) Rh
2
M pRh(b0 b1)
二、轧制方法
1. 按轧制温度 热轧 冷轧
③ 灵活性很大,只需更换模具,即可生产出 很多产品。
1. 中厚板轧制 2. 热连轧板带材生产
与中厚板轧制的区别:不用展宽,采用立辊对宽度进 行压缩。
3. 冷带钢生产 厚度:0.1~3mm,宽度为100~2000mm 优点:轧制速度高(可达40m/s以上),道次压下率
大,产品表面光洁、板形平直、尺寸精度高和机械 性能好。
工艺特点:
(1)加工温度低,产生加工硬化,需要中间退火。 (2)采用工艺冷却和润滑 (3)张力轧制
R
α
θ
tθ
dx x
l
H h
P B
a
p
dx
cos B
a
t
dx
sin B
t
dx
sin
0 cos
cos
0 cos
一般通称的轧制压力或实测的轧制总压 力,并非为轧制单位压力之合力,而是轧制 单位压力、单位摩擦力的垂直分量之和。
(2)轧制力的理论计算
( x
d x )(h
dh) h x
2(Pr
a
A
C
B
l
b1
h1
(3)延伸系数 λ=L1/L0
(4)压下率
(h / h0 ) 100 %
(5)宽展
b =b1-b0
2. 轧制过程中的金属流动 前滑区 后滑区 中性面:
轧件运动速度=轧辊线速度的水平分量 中性角: (1 ) 2 2
秒流量相等原则:单位时间内通过变形区内 任一横断面的金属体积应该为一常数。
cos sin
dh
0
d
(h
x
)
Pr
(1
cos sin
)dh
dh 2Rd sin
d (h x ) 2RPr (sin cos )d
如果假定垂直应力为Pr(主应力1),水平应 力x(主应力3),根据屈服准则,
1- 3=1.15s= 0*
有: Pr- x= 0*
d
x
d (Pr
0
)
d (h
x)
d
(h
0
hPr
)
2RPr
(sin
cos
)d
——冯.卡尔曼微分方程
积分,采里科夫解,求得Pr与(即h)的关系 式,则影响Pr的主要因素如下:
轧制力的影响:
a. 轧辊弹性压扁 任何一台给定的轧机,都有一个最小可轧制厚度值, 低于这一厚度,轧辊会产生很大变形,而被轧制的材料 无任何塑性变形。 b. 轧辊弯曲
2. 按轧件与轧辊的相对运动关系 纵轧:轧辊的纵轴线相互平行,轧件运动方向 与延伸方向与轧辊纵轴线垂直。 斜轧:轧辊的纵轴线倾斜互成一定角度,轧件 边旋转边沿自身纵轴线方向前进,且前进 方 向与轧辊纵轴线方向成一定角度。 横轧:轧辊的纵轴线相互平行,轧件沿自己的 横轴线方向运动前进,与轧辊纵轴线垂直。