橱柜制作工艺流程图
橱柜生产工艺流程简介
普通橱柜
普通橱柜水槽柜无任 何防护,箱体易受潮损 坏。
步骤七:台面垫条
易居空间橱柜
易居空间橱柜台面垫 条采用最新研制的铝合 金柔性架构,防水耐热, 使台面免受变形和断裂。
普通橱柜
普通橱柜使用木工板 或刨花板,防潮耐热性 差,台面易损坏。
步骤八:吊柜吊码
易居空间橱柜
易居空间橱柜采用ABS 材料,单只承受50kg, 胀塞连接承重力强,外 加装饰盖外表美观。
上门 测量
工厂下 单
计划排 产
验收
制定设 计方案
签合同
工厂生 产
安装
订水电 图纸
复尺寸
配件进 仓
安装计 划排定
放映结束 感谢各位批评指导!
谢 谢!
让我们共同进步
步骤三:板材钻孔
德国豪迈多排钻
易居空间橱柜
普通橱柜
易居空间橱柜采用进 口多排钻对板材钻孔, 可把系统孔位一次完成 且位置准确。
普通橱柜使用手工钻 孔,孔位不准确毛口大, 无系统孔排列。
步骤四:箱体板材质
易居空间橱柜
易居空间橱柜箱体全 面采用18mm厚吉林露 水河环保防潮箱体板, 避免箱体变形。
易居空间橱柜 生产工艺流程简介
橱柜生产工艺流程简介
易居空间——橱柜柜体的结构
地柜结构
吊柜结构
易居空间——橱柜柜身生产流程
标准板开料
配置五金
包装
开槽
异性加工
摆放成本区
封边
排孔
步骤一:标准板开料/裁切
德国豪迈电子开料机床
易居空间橱柜
普通橱柜
易居空间橱柜采用电 子开料锯裁切板材,可 同时裁切3-4层板,板 块无嘣口,对角线误差 0.1mm。
整体橱柜的设计流程图
二、电位的制定原则
一般厨房常用电器插座有抽油烟机来自消毒 碗柜、微波炉、电饭煲、冰箱等。带电源 的插座,这些厨房家电的电源插座的合理定 位会直接影响到厨柜的设计和电器的使 用。 一般厨房要布置电位的电器有抽油烟 机、电饭煲、微波炉、消毒碗柜、冰箱 等。
1、抽油烟机的电位:抽油烟机分为中式和欧式 两种:
柜体;门板主要有:木类门、玻璃门等; 2、台面,包括:人造石台面、防火板台面、不锈钢台面等。 3、装饰件,包括:层架板(搁板)、顶线、顶板、顶封板、灯线。 4、地脚板,包括:黑或白色塑料、铝合金、贴木皮;地脚,主要 有:黑或白色塑料、黑或银色金属等。 5、五金配件,包括:门铰、导轨、拉手、吊码、其他结构配件、 装饰配件等。 6、功能配件,包括:大小金属拉篮、星盆(包括人造石星盆和不 锈钢星盆)、米箱、垃圾箱等。 7、电器,包括:抽油烟机、冰箱、炉灶、烤箱、微波炉、消毒柜 等。 8、灯具,包括:层板灯、顶板灯、各种内置、外置式橱柜专用灯。 地柜:侧板、前后拉档、门铰、背板、底板、层板、地脚、地脚 板;吊柜:侧板、底板、顶板、门铰、背板、吊码、层板;装饰 件:层架板(搁板)、顶线、顶板、顶封板、灯线;人造石台面: 挡水边、****** 面板、台面前端造型;
2、 铅笔或圆珠笔:铅笔或者圆珠笔主要用来记录 数据、勾画草图和标记水电位。3、小刀和纸皮: 小刀主要用来切割纸皮等东西,当然也可以在墙壁 上做个记号。
4、三角板:三角板主要用来测量角度和设计草图。 5、记录本:记录本是用来记录厨房测量情况的,
我们记录的数据是设计下单生产的依据,所以一定 要记录完整、清晰。 6、计算器:计算器的功能就不用说啦,就是用来 计算数据。另外,我们在设计测量中,经常会遇到 一些特殊部件,不能用卷尺直接测量,那么,我们 就要用纸板制作模型,也叫“即放样”。比如说,我 们测量弧型墙面的时候就要放样……
橱柜生产流程
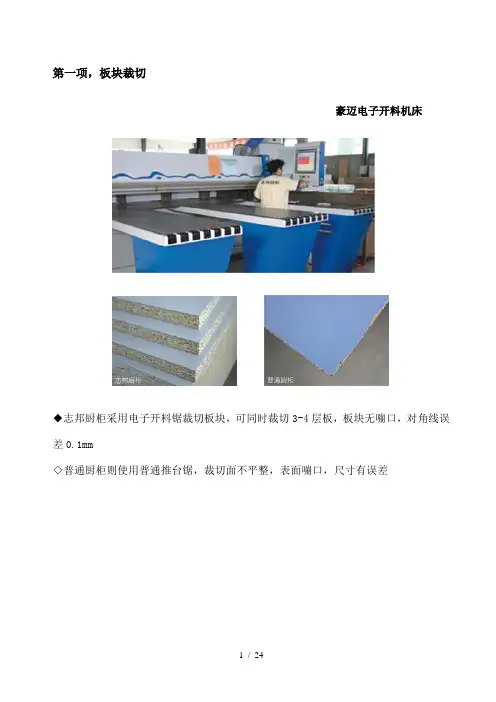
豪迈电子开料机床◆志邦厨柜采用电子开料锯裁切板块,可同时裁切3-4层板,板块无嘣口,对角线误差0.1mm◇普通厨柜则使用普通推台锯,裁切面不平整,表面嘣口,尺寸有误差豪迈全自动封边机◆志邦厨柜采用带预铣和倒角功能的全自动封边机对板块封边,封边严密,倒角均匀;◇普通厨柜使用小型设备或手工封边,胶温低、涂胶、压力、倒角不均匀、无抛光程序。
封边易脱落、进水,板块易损坏。
第三项:板块钻孔豪迈多排钻◆志邦厨柜采用进口多排钻对板块钻孔,可把系统孔位一次完成且位置准确;◇普通厨柜手工钻孔,孔位不准确毛口大,无系统孔排列。
第四项:箱体组装◆志邦厨柜采用厨柜组装机,偏心件+定位木榫连接,更显稳固和精确;◇普通厨柜使用直穿螺丝或偏心件连接,箱体精度差,强度低。
第五项:铝框玻门◆志邦厨柜采用宽50mm、内嵌防震防尘条的铝框,玻璃不易碎裂,不易进灰尘;◇普通厨柜采用铝框无防震防尘条,玻门易松动、碎裂、铝框内容易进灰尘、油烟,且不易清洁。
第六项:箱体板◆志邦厨柜箱体全面采用18mm厚的环保防潮箱体板,避免箱体变形;◇普通厨柜箱体板封边较薄,箱体交接面不方封边,易吸潮,不环保。
第七项:箱体封边◆志邦厨柜箱体板封边条加印公司防伪标识,箱体板采用四面封边,防止板块吸潮变形;◇普通厨柜箱体板封边较薄,箱体交接面不封边,易吸潮,不环保。
第八项:隔层板数◆志邦厨柜吊柜标准高度为720mm,而且2层隔板,充分利用储物空间;◇普通厨柜吊柜为600-650mm,采用的是单层隔板,导致不必要的空间浪费。
第九项:抽屉轨道◆志邦厨柜抽屉使用20寸的金属抽侧板,面板200mm高时均配置围杆,增加储物量;◇普通厨柜使用普通16寸轨道,人造板抽箱配3mm底板,承重低易损坏。
第十项:吊柜吊码◆志邦厨柜采用ABS材料,单只承受50kg,胀塞连接承重力强,外加装饰盖外表美观;◇普通厨柜使用普通塑料制作,螺丝连接,承载力较低无护盖。
第十一项:地柜地脚◆志邦厨柜地脚采用ABS材料制成,稳固易调;◇普通厨柜地脚使用塑料制作,承重力低,稳固性差。
整体橱柜结构图
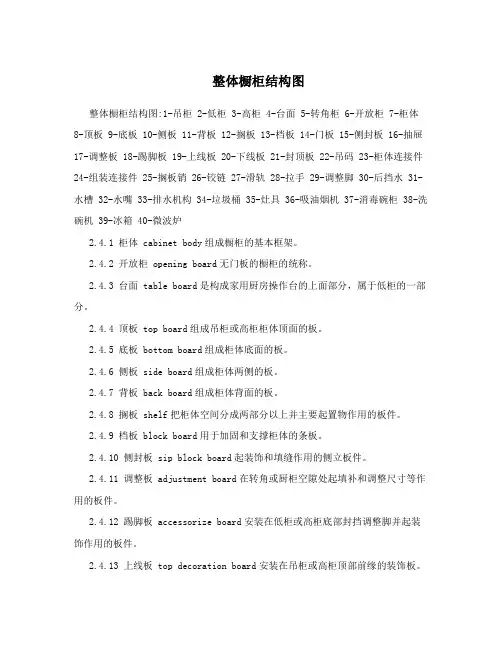
整体橱柜结构图整体橱柜结构图:1-吊柜 2-低柜 3-高柜 4-台面 5-转角柜 6-开放柜 7-柜体8-顶板 9-底板 10-侧板 11-背板 12-搁板 13-档板 14-门板 15-侧封板 16-抽屉17-调整板 18-踢脚板 19-上线板 20-下线板 21-封顶板 22-吊码 23-柜体连接件24-组装连接件 25-搁板销 26-铰链 27-滑轨 28-拉手 29-调整脚 30-后挡水 31-水槽 32-水嘴 33-排水机构 34-垃圾桶 35-灶具 36-吸油烟机 37-消毒碗柜 38-洗碗机 39-冰箱 40-微波炉2.4.1 柜体 cabinet body组成橱柜的基本框架。
2.4.2 开放柜 opening board无门板的橱柜的统称。
2.4.3 台面 table board是构成家用厨房操作台的上面部分,属于低柜的一部分。
2.4.4 顶板 top board组成吊柜或高柜柜体顶面的板。
2.4.5 底板 bottom board组成柜体底面的板。
2.4.6 侧板 side board组成柜体两侧的板。
2.4.7 背板 back board组成柜体背面的板。
2.4.8 搁板 shelf把柜体空间分成两部分以上并主要起置物作用的板件。
2.4.9 档板 block board用于加固和支撑柜体的条板。
2.4.10 侧封板 sip block board起装饰和填缝作用的侧立板件。
2.4.11 调整板 adjustment board在转角或厨柜空隙处起填补和调整尺寸等作用的板件。
2.4.12 踢脚板 accessorize board安装在低柜或高柜底部封挡调整脚并起装饰作用的板件。
2.4.13 上线板 top decoration board安装在吊柜或高柜顶部前缘的装饰板。
2.4.14 下线板 tow decoration board安装在吊柜底部前缘的装饰板。
2.4.15 封顶板 connection board厨柜顶部与厨房顶面之间连接的板件。
橱柜企业生产工艺流程图
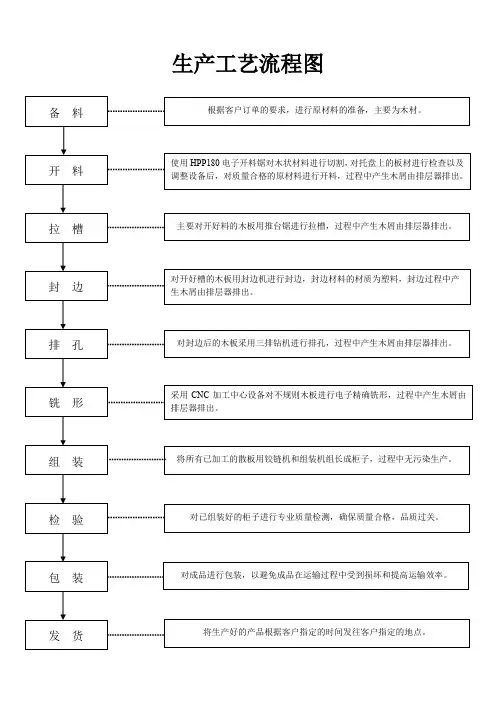
生产工艺流程图
备料开料拉槽封边排孔铣形组装检验包装发货
根据客户订单的要求,进行原材料的准备,主要为木材。
将生产好的产品根据客户指定的时间发往客户指定的地点。
使用HPP180电子开料锯对木状材料进行切割,对托盘上的板材进行检查以及调整设备后,对质量合格的原材料进行开料,过程中产生木屑由排层器排出。
将所有已加工的散板用铰链机和组装机组长成柜子,过程中无污染生产。
主要对开好料的木板用推台锯进行拉槽,过程中产生木屑由排层器排出。
采用CNC加工中心设备对不规则木板进行电子精确铣形,过程中产生木屑由排层器排出。
对开好槽的木板用封边机进行封边,封边材料的材质为塑料,封边过程中产生木屑由排层器排出。
对已组装好的柜子进行专业质量检测,确保质量合格,品质过关。
对封边后的木板采用三排钻机进行排孔,过程中产生木屑由排层器排出。
对成品进行包装,以避免成品在运输过程中受到损坏和提高运输效率。
橱柜制作工艺流程

橱柜生产制作工艺第一篇门板一、田园风格—实木系列:彼得大帝、波斯达诺、西曼蒂克、佛罗论撒、普罗旺斯。
进口实木系列厨柜制作精良,给人以高贵、典雅之感,是身份与地位的象征。
门板为原装进口,门芯板采用“实木压缩板”,因此不会产生裂缝或开裂现象,环保性能卓越。
门板表面采用开放漆处理,可防止吸入空气中的水份,使原有的木色及条纹更加清晰、自然、持久。
(一)彼得大帝1、美国原装进口实木门,樱桃木色门板自然、温馨。
2、门框为精细的内外圆弧处理,技艺超凡。
3、门板表面的油漆处理只有几毫米厚,使整个门板光泽细腻,柔和。
4、90度拼角处为隐藏式指接制作工艺。
(二)西曼蒂克1、意大利原装进口实木门,华贵的白橡木色尽显贵族气质。
2、具有多种“刀型”及“做旧”处理,工艺超凡。
3、采用90度“内指接”连接工艺,做工精良。
(三)波斯达诺1、意大利进口实木门,白橡木质朴、自然。
2、具有古典“刀型”,特殊工艺处理。
(四)佛罗论撒1、意大利进口樱桃色腊木实木门2、现代风格(五)普罗旺斯1、意大利进口白腊木实木门2、具有古典“刀型”处理3、手工雕刻图案罗马柱二、吸塑板:吸塑系列厨柜门板色彩丰富,视觉跳跃,是一款现代感极强的厨柜。
门板材质为高光和亚光两种,易清洁,硬度较高,防潮,非常适合厨房的特殊环境,具以下优点:门板在常尺寸下无须封边,造型多变、防水、防潮、硬度及柔韧性好。
三、耐磨板:耐磨板系列厨柜门板,耐磨、耐高温,防水、防潮,吸附能力强,不易掉色变色。
适用于各种环境下的厨房。
板材为奥地利原装进口,更加环保。
四、烤漆系列:1、原装进口漆,色彩独特、丰富,环保性能卓越。
2、采用整套变频数控生产流水线:通过纵横重型砂光机微精细砂光→专业设备做两道底漆→无尘溜平机自动溜平→烘干→精细琴键砂光机→ 全自动面漆喷漆机(一次性完成面漆处理)→ 全自动一体循环烤漆房→抛光机/磨光机的八道设备处理后手感如绸缎般顺滑。
3、耐磨、耐高温,防水、防潮,吸附能力强,不易掉色变色。
厨柜工艺知识讲解
类别
尊贵系列
经典系列
时尚系列
门铰
BLUM顶级快装
BLUM普通门铰
BLUM普通门铰
阻尼器
标配缓冲器BM-H03 选配缓冲器BM-H02 选配缓冲器BM-H02
吊码 地脚
国产外露式吊码 (承重50公斤)
国产外露式吊码 (承重50公斤)
白色PP(80/110MM高)
白色PP(80/110MM 高)
国产外露式吊码 (承重50公斤)
16 650
4.消毒柜特殊做法:底板包侧板,底板深度520MM
550
前面
侧视图
520
5.L104\L105扣手的应用 (如图示) 1) L104应用在地柜,开缺尺寸55高*22宽 2) L105应用在吊柜,吊柜底板深310MM
56
H
W
正视图
80 FB-K04
A局部放大
30
H1
H
330
H1
56
A
80 FB-K04
BCW05-45
不带阻尼器 不带阻尼器 带阻尼器 带阻尼器
500MM长 450MM长 500MM长 450MM长
3)BLUM侧板导轨(带阻尼)
型号:
BC-CBH83 BC-CBH140 BC-CBH200
抽侧板高83 抽侧板高140 抽侧板高200
2.铝横梁计算方法:宽度=柜身宽度-42MM 。
1.导轨的型号与规格 1)国产三节导轨: (不带阻尼)
型号: WWS01---250MM WWS02---300MM WWS03---350MM
WWS01---400MM WWS01---450MM WWS01---500MM
2)BLUM隐藏导轨
自制橱柜最全教程
自制橱柜-教您如何用水泥及瓷砖自制橱柜超强悍自制橱柜全过程:1、水泥橱柜的底座(橱柜高度一般是780左右,底座150+柜体600+台面50=800)2、800×800玻化砖,按尺寸切割好瓷砖3、在铝合金内放根木头,这样在上面上螺钉就非常结实,在铝合金中间上个螺钉,使铝合金条能与水泥相连接。
4、用云石胶将铝合金和瓷砖(玻化砖)粘在一起5、切割瓷砖(玻化砖),钻孔穿下水用玻璃钻,打孔时不停浇水就行,一分钟一个孔6、将瓷砖(玻化砖)反放在地台上,台面瓷砖(玻化砖)也反放,完成底部制作。
7、底部制作完毕,现在开始做立板8、立板制作完毕,制作台面,将磁砖反过来放置,上方制作好钢筋网片,并用水泥抹平,台面上可放置大理石或用磁砖铺设。
橱柜扫盲贴图文并茂一、基础概念1、橱柜高度根据中国人的体形特点,橱柜地柜的高度(含台面)在80cm左右比较合适。
常见的调整脚高度为10cm,台面高度为4cm。
柜体高度一般为65cm,略高一些为71.5cm。
橱柜高度=调整脚+柜体+台面所以一般存在两种可以选择的地柜高度:A、10+65 cm +4 cm =79cmB、10cm+71.5cm+4 cm =85.5cm地柜高度确定后,再来讨论吊柜的高度,以及吊柜悬挂高度。
很多房子高度在250cm左右,但根据普通人的平均身高和操作习惯,高于180cm以上空间基本上很少利用。
如果要保证吊柜经常处于可利用状态,应该降低高度以方便取物。
吊柜的悬挂位置,还涉及油烟机问题。
油烟机的吸力大小与高度有关,挂得越高,抽烟效果越小。
很多家庭把地柜高度确定在85cm左右,油烟机悬挂位置距离台面75cm,其实这个高度操作并不方便,容易撞头,抽油烟效果也不好。
标准的油烟机悬挂位置应该距离地柜(不含台面)52cm/65cm,超过这一高度,烟机的效能就无法有效发挥。
烟机高度52cm吊柜的高度一般有65cm/78cm/91cm根据厨房吊顶的高度确定,如果厨房吊顶高于2.3m,可以考虑91cm吊柜78CM高度吊柜91cm高度吊柜2、橱柜的深度橱柜地柜深度(包括台面)一般在60.5cm左右。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
橱柜生产制作工艺第一篇门板一、田园风格—实木系列:彼得大帝、波斯达诺、西曼蒂克、佛罗论撒、普罗旺斯。
进口实木系列厨柜制作精良,给人以高贵、典雅之感,是身份与地位的象征。
门板为原装进口,门芯板采用“实木压缩板”,因此不会产生裂缝或开裂现象,环保性能卓越。
门板表面采用开放漆处理,可防止吸入空气中的水份,使原有的木色及条纹更加清晰、自然、持久。
(一)彼得大帝1、美国原装进口实木门,樱桃木色门板自然、温馨。
2、门框为精细的外圆弧处理,技艺超凡。
3、门板表面的油漆处理只有几毫米厚,使整个门板光泽细腻,柔和。
4、90度拼角处为隐藏式指接制作工艺。
(二)西曼蒂克1、意大利原装进口实木门,华贵的白橡木色尽显贵族气质。
2、具有多种“刀型”及“做旧”处理,工艺超凡。
3、采用90度“指接”连接工艺,做工精良。
(三)波斯达诺1、意大利进口实木门,白橡木质朴、自然。
2、具有古典“刀型”,特殊工艺处理。
(四)佛罗论撒1、意大利进口樱桃色腊木实木门2、现代风格(五)普罗旺斯1、意大利进口白腊木实木门2、具有古典“刀型”处理3、手工雕刻图案罗马柱二、吸塑板:吸塑系列厨柜门板色彩丰富,视觉跳跃,是一款现代感极强的厨柜。
门板材质为高光和亚光两种,易清洁,硬度较高,防潮,非常适合厨房的特殊环境,具以下优点:门板在常尺寸下无须封边,造型多变、防水、防潮、硬度及柔韧性好。
三、耐磨板:耐磨板系列厨柜门板,耐磨、耐高温,防水、防潮,吸附能力强,不易掉色变色。
适用于各种环境下的厨房。
板材为奥地利原装进口,更加环保。
四、烤漆系列:1、原装进口漆,色彩独特、丰富,环保性能卓越。
2、采用整套变频数控生产流水线:通过纵横重型砂光机微精细砂光→专业设备做两道底漆→无尘溜平机自动溜平→烘干→精细琴键砂光机→ 全自动面漆喷漆机(一次性完成面漆处理)→ 全自动一体循环烤漆房→抛光机/磨光机的八道设备处理后手感如绸缎般顺滑。
3、耐磨、耐高温,防水、防潮,吸附能力强,不易掉色变色。
4、无须封边,防潮、防水性能佳,易清洁。
5、硬度高6、为了防止磕碰,门板可加入金属边制作工艺,更加牢固,耐用。
市场上多为小作坊式的生产形式,无设备保障,一般采用PE漆,俗称自然干燥漆,不能进入高温炉烘烤,漆的吸附能力差,不耐高温,易掉色、变色,不耐磨,环保效果较差,而且一般厂家不做底漆或是根本没有底漆、面漆之分。
第二篇制作工艺•选橱柜不可忽视的地方现在的消费者在选购橱柜的时候,往往注重橱柜的外观、样式以及用材,而对连接工艺只字不提,其实不是消费者不想问而是对这方面的知识匮乏、不了解。
连接工艺直接影响橱柜的品质,也是决定橱柜使用寿命长短的重要因素之一,目前市场上流行的连接方式主要有两种:三合一连接件连接和胶粘木榫连接,其中,胶粘木榫连接属于第三代箱体结构,它比第二代连接件连接更牢固、美观也更加环保。
与连接件连接相比,木榫胶粘连接对技术和硬件设施的要求更高,需要用专门的木榫并用专用机器开孔,组装后严丝合缝,有效保证组装效果,提高柜体的组装精度和连接强度。
传统的连接件组装,使用时间过长,尤其像吊柜使用频率很高的,连接件的螺丝容易松动,直接影响连接效果,而木榫与板材是同质的(木),膨胀率相同,所以不会产生松动。
为了让大家容易理解,我在工厂拍了些照片,并附些文字说明。
懂行的呢就搭把眼扫一扫,不懂行的就进来尝尝鲜,权当消遣娱乐了,呵呵首先是用专门的钻孔机钻孔,一般进深是22mm,平板是12mm。
来个钻头特写!打完孔后……用手机照的,有点模糊,大家凑活着看吧……接下来该是今天的主角——圆木榫登台亮相喽!其实这玩意儿很小,但硬度那是没的说了,我试着用铁锤砸了好几下,竟然一点事儿都没有,乖乖~~下面这照片的木榫是基鸿用的,长40mm,直径10mm,够小了吧,摸起来滑滑的。
下一步就是用胶打木榫了,用专用胶水对开孔部位进行涂胶处理后再用木榫组装机组装这里面的用胶很重要,因为厨柜的甲醛含量除了跟板材有关,还跟胶有着很大的关系,基鸿用的是德国进口的汉高DORUS牛头胶,是专业家具粘合剂,甲醛含量低而且防水。
下面这两桶是我从仓库好不容易搬出来的,真沉那!再看看后面进行涂胶处理后进行组装……胶水凝固需要时间,在这段时间需要对厨柜整体加固定型,现在给我们辛苦的组装人员拍照,顺便带上组装机……胶粘木榫工艺看起来很简单,其实里面的学问很大,我在工厂呆了2个小时就学了个皮毛而已,而且不会操作。
第三篇台面•一、人造石台面:人造石台面也称“高分子实心板”,由55%天然矿石粉+40%树脂+5%色母经高温、高压而成。
其中“40%树脂”中所含成份的区别决定了档次的高低,共分三个档次(海德石和西德石均为进口板材国加工):A级以杜邦可丽耐、LG等为代表40%树脂=100%亚克力(MMA)B级以富美家的色丽石、日本的可乐丽、西德石为代表40%树脂=30%聚脂+10%亚克力C级以雅丽耐、蒙特丽为代表40%树脂=100%聚脂具有以下优点:1、可“无缝粘接”,台面将不再受限于厨房的形状,拐角处可做到“天衣无缝”。
2、因其硬度较高所以耐刮、耐磨、耐高温。
3、质地均匀,无毛细孔,抗酸、抗碱、抗渗透。
4、划伤可修复。
5、颜色的选择性较多,可最大限度满足整套厨房的设计风格及个人喜好。
二、赛丽石英石赛丽石英石产自西班牙,主要成分为石英石(二氧化硅),是由93% 的石英石结晶和7% 的树脂聚合物复合而成。
具有以下特性:1、环保性:无辐射、无毒害。
由于表面致细、无微孔、不吸水,所以具有抑菌功能,可直接接触食物,并有美国国家卫生基金会的“NSF” 标志证明其品质。
2、可加工性:具有天然石材所不具有的加工性,可精确加工,拼接成各种形状,并且拼接处紧密无缝、不漏水、不崩边、美观漂亮。
3、表面坚硬性:莫氏硬度高达6.5度,高于日常使用工具的硬度.4、耐高温性:表面具有很好的耐高温性。
5、表面的致密性:在高温下烧结花色,在真空、高压下复合而成,其表面致密、无微孔、不吸水、极易清洁。
不留痕迹无须日后的打磨、抛光等保养手段。
6、表面化学特性:耐腐蚀,抗老化7、用途广泛:是极好的装饰材料8、不可操作性:——需水洗机器加工、现场加工性差,嵌入电器必须工厂开孔,后档水现场粘接三、天然石材台面:进口石台面天然石材也分高中低档,一般进口材质较好,价格相应也高,主要取决于它的制作工艺及有害气体的释放量。
石为天然石材的一种,将它做为厨房台面具有以下优缺点。
优点:1、本身自带的天然纹理自然,美观。
2、硬度极高,耐刮、耐磨、耐高温性能佳。
缺点:1、长度受限制,国产最长不超过2米,进口最长不超过3米。
2、由于天然石材都带有毛细孔,所以不具备抗渗透能力。
3、本身含有对人体有害的气体,即人们所说的“有辐射”。
4、不能无缝粘接,划伤后不易修复。
5、抗冲击力差,易断。
四、实木台面:指接实木台面,进口实木多层板1、指接实木台面,40mm厚侧指接2、进口实木多层板,48mm厚五、耐火板:耐火板台面俗称防火板台面,使用于厨柜台面的通常以进口为主,色泽鲜艳、耐刮、耐磨、耐高温性能较好,价格较低。
但在它的断面部位只能用防火板贴面、PVC贴面或金属封边来掩盖断面本身的木质基材,长时间的水气浸泡会导致它的变形。
由于它不能做到无缝粘接,在台面转角的拼接部位只能采用硅胶粘合、塑料或金属条嵌入以增加其美观度。
由于以上原因耐火板台面逐渐橱柜台面舞台。
六、不锈钢:拉丝不锈钢台面不锈钢材质坚固易于清洗,实用性较好,10年前曾占有市场份额的主导地位。
但其视觉较硬,有冷冰冰之感,且形状不易变化,划伤及磕碰部位又极难修复。
在厨柜台面的各种转角部位和结合部位缺乏合理、有效的处理手段,不太适应民用厨房管道交叉等特殊情况,已逐渐走出消费者的视线。
第四篇箱体•箱体作为整体厨房中的主要部位,由以下几方面进行阐述:一、环保性环保一直是顾客的关注焦点,所以商家往往在板材的甲醛释放量上大做文章,有的商家提出了所谓的箱体板符合欧洲E0级环保标准的说法,但是不论做为顾客或是商家都应特别关注的是箱体的综合环保指数。
在实际家庭厨房中,难已避免错宗复杂的管道,针对此种情况,安装工需现场开孔,而开孔后的裸露部分,如后背板、排孔位等都是甲醛释放的途径。
为了解决这个问题,基鸿厨具在裸露部分为其配备了“多功能封边橡胶条”,后背板采用“双面饰面板”,再加上孔位塞的使用,使整个箱体甲醛无处释放,据科学检测,甲醛含量几乎为零。
而上面提到的“欧洲E0级环保标准”是片面的,不科学的。
二、实用性箱体一般以刨花板为主。
刨花板中间层为木质长纤维,两边为组织细密的木质纤维经压制而成。
目前欧美几乎所有的厨柜厂家都使用刨花板。
刨花板分子结构紧密,抗弯强度高,优质刨花板中添加了防潮剂,膨胀率极低,用于厨房的一般潮湿环境,各项指标基本无任何变化。
但国小厂家受限于技术设备等原因,只能生产一些普通的白光板、榉木纹板,由于设备及生产工艺落后,生产的板材无论在承重力、抗弯曲力及膨胀率等方面都要落后于大厂板材,尤其是甲醛含量极高,超过国家标准几十倍,对人体危害很大。
基鸿厨具从国最大厂家进的E0级环保装饰面板箱体,品质优良,在符合上述标准的同时具备以下优点:1、露水河,优良品质的保证.2、含有防潮剂,膨胀率低,抗弯曲力强.3、握钉力强.4、符合国家E0级环保标准(甲醛≤5毫克/百克板材).工艺解密•工艺篇为更好地保证客户健康的生活环境,基鸿厨具与中服富胜家居建立战略合作伙伴关系,引进比利时进口优德板材,环保等级已达到欧洲E0级和日本F****级(欧洲E0级标准为甲醛释放量≤5mgHcho/100g,日本F****级标准为甲醛释放量≤3mgHcho/100g,国际标准甲醛释放量≤30mgHcho/100g,)。
水池柜经过特殊处理,安装增强型实木方条前连接,除防水功能外,实木方条前连接能起到更好的加固和承重作用,适合超宽箱体。
采用第三代箱体结构——棒榫加胶方式,比第二代三合一连接件方式牢固、美观、防潮、更加环保。
性能优良的圆木榫是制作最高标准厨柜的前提,基鸿保证每一件产品所采用的圆木榫都经过了严格的筛选程序。
目前木榫连接是厨柜柜体最科学的连接方法,由于木榫的材质与柜体相同(同为木质结构),一方面对柜体的损伤降到最低、可再造性高;另一方面由于其物理性相同,所以其含水率、膨胀率等系数叶是相同的,保持柜体与木榫的始终紧密相连,保证柜体的牢固、耐用。
采用德国汉高(DORUS)牛头胶,具有透明、无毒、耐高温、防水、抗氧化等特点,确保柜体结构永不脱落、永不开胶。
采用胶粘木榫结构的方法来组合柜体,使厨柜的整体强度更好、精度更高,与三合一连接件的工艺相比,柜体更稳固、外型也更加美观双装饰贴面后背板的优点在于完全避免密度板基材暴露在外,最大程度减少甲醛外泄,更防潮更环保。