化工厂风机故障案例
风机火灾事故案例分析总结报告

风机火灾事故案例分析总结报告火灾是一种常见的工业事故,对企业的生产和员工的安全造成了极大威胁。
其中,风机火灾是较为常见的一种类型。
本文将以某企业发生的风机火灾事故为案例,分析其原因及后果,并提出相应的预防措施。
一、事故概述及原因分析该企业位于工业园区内,主要从事化工产品制造与加工。
2019年5月10日晚上8点左右,该企业发生了一起严重的风机火灾事故。
经调查初步分析,造成此次事故主要有以下几个原因:1. 设备老化: 由于长期使用未更换或保养维护不到位,导致风机设备老化严重,堆积了大量可燃物质。
2. 管理措施缺失: 企业在安全管理方面存在缺乏制度性与系统性管理,员工对于火灾防范意识不强,并且相关培训与演练也不够完善。
3. 风险评估不足: 对于可能存在的危险源和潜在风险未进行科学合理的识别、评估和防范措施。
二、事故后果及应对该次风机火灾造成了严重的人员伤亡和财产损失。
现将事故后果进行详细描述,并提出合理的应对策略,以期在类似情景下能够有效地预防与处理。
1. 人员伤亡: 此次火灾导致8名员工死亡,20余人受伤。
其中大部分是由于逃生通道被堵塞、安全出口使用不当等原因所致。
2. 财产损失: 火势蔓延迅速,造成厂房内大面积燃烧和焚毁,价值数百万元的设备以及存放在仓库中的原材料也遭到严重损毁。
3. 应对策略:a. 加强宣传教育:通过各种渠道向企业内部员工和外来访客普及消防知识与技能,提高他们的火灾防范意识。
b. 完善管理制度:建立科学完善的安全管理制度,并确保所有员工都有相关培训证书,在紧急情况下能够正确执行相应的应急措施。
c. 定期维护与检查:及时进行设备的检查和日常维护,并建立定期巡检制度,消除可能存在的安全隐患。
d. 加强火灾应急演练:定期组织火灾应急演练,提高员工紧急情况下的自救能力和反应速度。
三、类似事故预防对策借鉴该次风机火灾事故所教育我们的经验,可以采取以下措施来预防类似的事故发生:1. 预防措施:a. 定期进行安全检查,排查潜在危险源,并及时修复或更换老化设备。
某项目风机倒塌图片及事故原因分析的读解
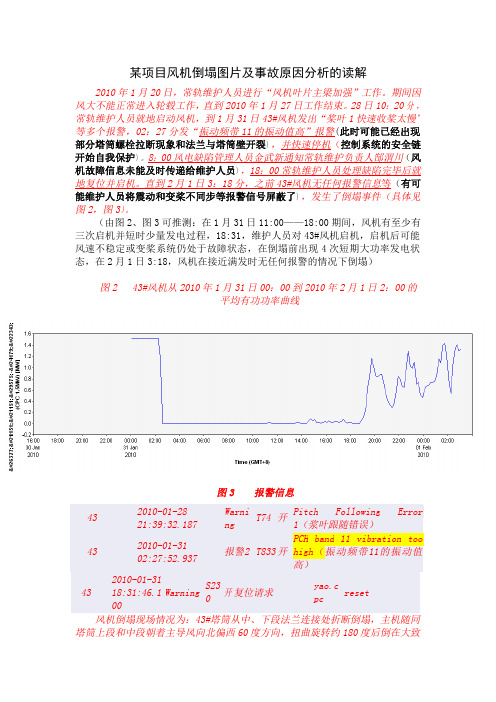
图3 43 43 2010-01-28 21:39:32.187 2010-01-31 02:27:52.937
报警信息
Warni Pitch Following Error T74 开 ng 1(浆叶跟随错误) PCH band 11 vibration too 报警2 T833 开 high(振动频带 11的振动值 高)
机组倒塌 全景
(由图 4 可看出:�由于倒塔时巨大的冲击惯性,导致轮毂带着主轴离开整机约 8 米距离;�后机舱底架在整机落地后飞出,跨越塔筒后,落在塔筒和轮毂之间 区域)
图5
中塔筒 下法 兰与焊 口间 撕裂
(由此图可以看出:�由于此段塔筒大部分法兰缺失,在落地受到冲击后,没有 变形为常见的鹅蛋型,而是变形为扁豆形;�塔筒内采用 4 根铝制母线结构) 图6
轮毂主轴 轴套断裂 处
图7
损坏的齿 轮箱、 发电 机
(由以上各图可看出:�该机组落地部分,全部损坏毁;�下塔筒和该风机基础 需要评估是否可以再使用,估计报废概率较大)
事故发生后将二期风机全停,并进行外观、内部的全面检查。3 月 4 日,左 云风电公司检查发现二期 61 号风机中下塔筒法兰连接螺栓断裂 48 根(共 125 根) ,在螺栓未断裂面的法兰与焊缝间有长度为 1.67 米的 裂缝, (�风场的定检 制度有缺陷,如此多的螺栓断裂,并非短期造成;�该机组震动等报警信号可能 被屏蔽;�机组载荷可能需要从新校核)其异常现象与倒塌的 43 号塔筒情况基 本一致(难道之前就发现 43#机组由类似现象而为采取对应措施?否则谈何“与 倒塌的 43 号塔筒情况基本一致”?),见下图。 (由以下图片可看出:�螺栓断裂面并非在同一位置, ;�;图片上大约体 现 27 套损坏的螺栓,其中有两套有弯断现象,两套有螺栓在制造六角头时可能 存在加工缺陷�现场使用的螺栓刚度过大。 )
一次风机事故分析

一次风机事故分析魏才河 张志民 方志成 李学耀(酒泉钢铁集团公司烧结厂) 摘 要 介绍了酒钢烧结厂发生的一起风机叶片脱落事故,及影响生产正常进行的情况,分析了事故发生的原因,有助于避免类似事故的再次发生。
关键词 风机 事故 原因分析1 前 言 2000年3月28日13时29分,酒钢烧结厂一风机转子南盖盘及南侧叶片突然全部飞出,造成了一起重大设备事故,严重影响了生产的正常进行。
该风机属关键生产设备,对事故进行分析将有助于避免类似事故的再次发生,也可为同行提供借鉴。
2 事故经过 2000年3月27日,在烧结机正常生产过程中,于13时19分,风机房及操作室楼板突然发生剧烈振动,风机工立即切断励磁开关,检查风机及电机本体,发现风机机壳已被撕开,上机壳严重损坏并向上翻起,风机转子南侧的叶片及盖盘已和转子脱离,厂房地坪上落满了机壳隔热层岩棉毡碎片。
厂部立即组织有关人员检查,确认风机和电机已严重受损,厂房也不同程度受到破坏。
经过抢修,221小时后,恢复生产。
3 风机概况3.1 风机运行情况 该风机系1994年5月制造,1995年安装, 1995年12月28日随烧结机试生产运行,1996年3月正式投入生产。
截至2000年3月28日13时止,共运行27200h。
曾发生过的故障及检修情况: 1)1997年1月11日因轴瓦缺油造成风机瓦收稿日期:2000211220 联系人:魏才河(735100)甘肃 酒泉钢铁公司烧结厂损坏,而更换新瓦;2)1998年1月30日,风机系统励磁柜发生故障,更换励磁控制仪;3)1998年5月11日更换电机,更换后运行正常;4)1999年3月31日电机定子烧坏,更换后正常;5)1999年5月17日更换润滑油;6)1999年10月24日电机定子烧坏,更换;7)自投产以来,除轴承箱轴头渗油外,运行情况良好,轴瓦振动值基本稳定在0.05mm以内,其他运行参数都在该风机允许范围内。
3.2 风机定期检查维护情况 1997年11月24日检查风机轴瓦,北瓦有轻微损伤,经处理后运行正常;1998年5月22日风机轴瓦解体检查,正常;风机转子、叶片及机壳衬板的检查每月进行一次,未发现异常磨损;2000年2月1日随1号高炉检修,对转子进行检查,磨损正常,上机壳衬板有约150mm宽出现磨损冲刷的痕迹;2000年2月21日检查转子进风口叶片磨损约10mm,上机壳衬板有150mm宽出现冲刷痕迹,其他部位正常。
化工装置循环水冷却塔的风机故障及预防措施

化工装置循环水冷却塔的风机故障及预防措施摘要:化工装置循环水冷却塔风机几大重要组成部件的故障均会造成设备损坏无法正常运行。
只有对发生故障的原因认真剖析和总结,有针对性地制定出设备维护和管理方面的防范措施以及出现问题时高效对症处理,才能实现风机安全、稳定、低耗运行。
文章对风机常见故障原因进行分析,有针对性的采取措施进行预防。
关键词:化工装置;循环水;冷却塔的风机;故障预防1化工循环水冷却塔风机结构形式我公司有五座循环冷却水装置,均采用的是开放式的抽风式冷却塔。
通过风机强制对流抽风,空气在与循环水回水喷头喷出的水雾逆向接触时,实现降低水温的目的。
循环水风机主要组成结构如图1所示,分别为:风筒、风机叶片、减速机、传动轴、电动机、以及各自的支撑结构和建筑。
图1 循环水冷却塔风机结构示意图设备安装结构如下:电机安装在风筒外边的电机基础上,通过传动轴与处在风筒正中央位置的减速机连接,传动轴采用的是轻质碳纤维材料,既减轻重量又保证了刚性。
减速机内部采用圆锥齿轮和圆柱斜齿轮咬合传动,将水平转动方向转变为垂直转动方向,风机叶片安装在减速机上,组合后安装在风筒正中央基础上。
风机叶片安装在转动轴上有一定的角度,来调整风机叶片受力及风量大小,也决定了风机叶片承受荷载能力,一半倾斜角度固定不变。
2循环水冷却塔风机的故障原因2.1减速机故障分析2.1.1检修组装精度不够减速机结构看似简单,但在检修过程中更换齿轮最关键的就是齿轮间隙的调整,如果间隙调整不达标,组装精度不够,联轴器找正对中不合格,亦或是减速机发生较大故障后,减速机本体受到损伤,检修只对齿轮进行更换,减速机本体不更换,虽然齿轮更换了但是仍然达不到应有的组装精度,不能很好地咬合,造成设备振动异响严重,不能稳定长周期运行,容易导致轴承温度和振动偏高。
为此,在化工企业减速机检修作业时,要安排有资质和有经验的维修工进行检修,以确保检修质量。
2.1.2减速机地脚螺栓松动或断裂长时间的运转和轻微振动会造成减速机地脚螺栓松动,加上设备连续运转未能及时发现,造成螺栓完全松开,减速机失去固定作用,振动随之更加严重,有时会造成地脚螺栓断裂现象,致使风机运行声音和振动异常增大,无法正常运行。
风机故障诊断案例二

焦炉2号炉前除尘风机故障诊断前言2号炉前除尘风机是宝钢焦炉较早投产运行的设备,负责清除焦炉上料时产生的煤尘。
若发生故障,除直接污染环境外,还将成为安全生产的隐患。
05年9月现场设备管理人员发现风机振动值不断攀升并有加速的趋势,遂委托检测公司进行测试。
诊断部技术人员根据风机振动数值和振动信号,确定风机轴承已严重磨损,应马上更换。
通过对检修前后的全程跟踪,技术人员最终找到了故障的根本原因。
1简述2号炉前除尘风机是宝钢焦炉二期重要设备,结构为双支撑双吸离心式。
该风机属非受控设备。
2005年9月12日,诊断部技术人员受现场点检委托对该设备进行测试。
以下是设备测点示意图:2 基本参数及相关计算2号炉前除尘风机主动力为一台三相异步电动机,功率260KW,转速1487r/min。
电机自由侧轴承型号3G32222、负荷侧轴承型号3G32224、3G126,风机两侧轴承型号均为1622。
电机与风机通过弹性联轴器连接。
相关频率计算如下:设备运转时电机转速恒定,故电机转频f电机=1487/60=24.78Hz;电机与风机通过弹性联轴器直接连接,故风机转频f风机=f电机=24.78Hz。
f轴承内圈故障频率=24.78×内圈故障频率系数f轴承外圈故障频率=24.78×外圈故障频率系数f轴承滚动体故障频率=24.78×滚动体故障频率系数f轴承保持架故障频率=24.78×保持架故障频率系数轴承型号保持架故障频率系数滚动体故障频率系数外圈故障频率系数内圈故障频率系数3G32224 0.435 3.212 7.828 10.1723G126 0.374 1.810 2.990 5.0101622 0.399 2.295 5.182 7.818轴承型号保持架故障频率滚动体故障频率外圈故障频率内圈故障频率3G32224 10.78Hz 79.59Hz 193.98Hz 252.06Hz3G126 9.27Hz 44.85Hz 74.09Hz 124.15Hz1622 9.89Hz 56.87Hz 128.41Hz 193.73Hz3测试使用的仪器有: MCV—021测振仪、MCV—061测振仪、EMC-2000B数采器、2130振动测试分析仪。
车间风机火灾事故案例分析

车间风机火灾事故案例分析引言火灾是一种常见的工业事故,其危害性极大,不仅会造成财产损失,还会造成人员伤亡。
特别是在车间中,火灾往往会由于设备故障或操作不当而引发,因此对车间火灾进行分析和总结对于工业安全至关重要。
本文将以一起车间风机火灾事故为例进行分析,探讨事故原因及其预防措施,以期对工业生产中的火灾防范提供一定的参考。
事故概况某公司的车间内安装了一台大型风机,用于通风和降温。
某天下午,工人们在车间内进行生产作业,突然发现车间内风机发出异常的噪音,并伴随着浓烟从风机内部冒出。
工人们立即停止作业并报警,车间内的消防员迅速赶到现场,将火势扑灭。
事故造成了一名工人轻度烧伤,风机和周围的设备遭受了不同程度的损坏,造成了严重的生产中断。
事故原因分析1. 设备故障经初步调查,事故的主要原因是风机内部发生了设备故障。
风机是车间内的重要设备,如果出现故障会对正常的生产活动造成影响。
在这起事故中,风机发出异常的噪音并冒出浓烟,说明设备内部发生了严重的故障。
设备故障可能是由于设备老化、缺乏维护或者使用过程中的过载等原因引起的,需要对设备的维护和管理进行进一步的检查和分析。
2. 操作不当另外,事故中是否存在操作不当的情况也需要进行调查。
正常情况下,车间内的设备都应该按照操作规程进行操作,工人们需要接受相应的培训才能操作设备。
如果在事故中发现了操作不当的情况,那么也需要对工人的培训情况进行进一步的检查。
3. 安全设施失效在事故中,消防设施的失效也是一个重要的原因。
虽然车间内装有消防设备,但在事故发生时,工人们并没有第一时间使用消防设施进行灭火,导致火势进一步蔓延。
这可能是因为消防设施的使用流程不清晰,或者由于消防设施本身存在故障导致的。
因此,对于消防设施的维护和管理也是防范火灾的一个重要方面。
事故预防措施1. 设备维护对于设备故障引发的火灾,设备的维护和管理是重中之重。
公司应该建立一套完善的设备维护和检查制度,定期对设备进行检查和维护,及时发现并修复可能存在的问题。
风机火灾事故事件反思材料
风机火灾事故事件反思材料一、事故概述近日,某工业园区发生了一起风机火灾事故。
事故发生在工业园区的一处风机车间,当时车间内正在进行风机的生产和组装工作。
突然一股浓烟从车间内冒出,随之而来的是刺耳的火灾警报声。
工人们立即采取应急措施,并呼叫消防队前来扑救。
经过两个小时的紧急扑救,火灾得到了控制,没有造成人员伤亡。
但车间内的风机设备已经遭受了严重的损坏,给企业造成了不小的经济损失。
二、事故原因分析1. 设备故障:经过初步的调查分析,事故发生的原因主要是风机设备的故障。
风机是一种高温高压设备,如果在操作过程中出现故障,很容易引发火灾。
在事故发生前,车间的风机设备已经运行了很长一段时间,并且长期处于高温高压状态,设备的损耗和老化是不可避免的。
2. 日常维护不足:在事故发生前,车间管理人员并没有对风机设备进行定期的检查和维护。
风机设备是一种高风险的设备,正常的维护工作非常必要。
但是在这次事故中,管理人员对于设备的维护工作并没有引起足够的重视,导致了事故的发生。
3. 应急措施不当:虽然事故发生时,工人们立即采取了应急措施并呼叫了消防队前来扑救。
但是应急措施的针对性和有效性并不足够。
在事故发生后,企业方并没有进行有效的应急演练和培训,导致管理人员和工人在面对火灾时并没有能够做出正确的反应。
三、事故反思1. 完善设备维护制度:面对高风险的设备,企业应该建立完善的设备维护制度。
定期对设备进行检查和维护,对设备的损耗和老化进行监控和管理。
及时发现和处理可能存在的故障,可以有效地预防事故的发生。
2. 强化员工培训:企业应该加强对员工的培训工作,使他们在面对突发事件时能够做出正确的反应。
特别是对于可能发生火灾的场所,应该进行定期的应急演练和培训,增强员工的防火意识和技能。
3. 建立健全的安全生产制度:安全生产是企业发展的基石,企业应该建立健全的安全生产制度,加强对生产过程的监控和管理。
对于可能存在风险的环节,要严格执行相关的操作规程和安全操作规范,确保生产过程的安全性。
令人震撼的风机事故图片

令人震撼的风机事故图片1.大唐左云项目的风机倒塌事故2010年1月20日,常轨维护人员进行‘风机叶片主梁加强’工作,期间因风大不能正常进入轮毂工作,直到2010年1月27日工作结束。
28日10:20分,常轨维护人员就地启动风机,到1月31日43#风机发出‘桨叶1快速收桨太慢’等多个报警,2:27分发‘震动频带11的震动值高’报警,并快速停机。
8:00风机缺陷管理人员通知常轨维护负责人,18:00常轨维护人员处理缺陷完毕后就地复位并启动。
直到2月1日3:18分,之前43#风机无任何报警信息,发生了倒塌事件。
塔筒中段、上段、风机机舱、轮毂顺势平铺在地面上,塔筒上段在中间部分发生扭曲变形。
风力发电机摔落在地,且全部摔碎,齿轮箱与轮毂主轴轴套连接处断裂,齿轮箱连轴器破碎,叶片从边缘破裂大量填充物散落在地面上。
年初,大唐左云风电项目的风机倒塌,事故报告记载:风力发电机摔落在地,且全部摔碎,齿轮箱与轮毂主轴轴套连接处断裂,齿轮箱连轴器破碎。
经调查,这起事故的主要原因如下:一是塔筒所用法兰的低温冲击韧性远达不到国标的要求;二是现场施工单位没有按照螺栓力矩标准要求进行施工,机组的塔筒连接螺栓有些用手就可拧动。
无独有偶。
今年年初在凌河风电场,华锐两台风机发生事故,造成风机倒塌。
8月中旬,又有一台华锐风机在调试中倒塌。
华锐风电科技(集团)股份副总裁陶刚表示,风机倒塌只是属于施工过程中的事故,跟风机本身没有关系。
2.锡林郭勒风电机组着火现场3、瓜州连续大风造成某在建风场机组倒塌事故2010年8月下旬,瓜州北大桥地区连续大风,造成某在建风场的一个1.5MW机组发生倒塌事故。
初步分析可能是安装时螺栓力矩出现问题,大风时螺栓承受剪切力,且超过载荷极限发生断裂。
同时不排除螺栓本身质量存在问题。
所幸,此次事故未造成人员伤亡。
4. 2010年4月份,不知道是哪家风场?摔的好惨呐!5.锡林郭勒风电机组着火现场6.苏司兰风机在蒙巴音锡勒发生燃烧事故根据苏司兰(SUZLON)公司发布的信息,2010年4月2日,印度公司苏司兰在蒙巴音锡勒的1.25MW的风机着火燃烧。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
化工厂风机故障案例
设备类型:风机
故障:转子动不平衡
应用仪器:LC810现场动平衡系统
项目类型:动平衡分析
故障描述:
该风机正常运行时,振动总是很大,长期处于报警状态,经过现场巡检员检查风机叶片有开裂痕迹,经过补焊后,振动仍然很大,用户怀疑是转子动不平衡造成的。
故障分析与诊断:
通过测试鼓风机的振动响应的各种数据,包括振动的加速度、速度、位移、时域波形以及各种频谱等,查找引起风机转子裂纹的真正原因。
并通过我们的测试了解测试设备LC810双通道现场动平衡仪测试功能。
通过LC810对风机进行故障分析后,发现主要故障为动平衡不良!轴承箱运行不太优良!
据此对风机转子做动平衡校正!
数据如下:
故障解决:
通过在风机加10克配重后,不平衡量由6.0降到了2.5mm/s, 不平衡量降低了70%以上
时代龙城技术组。