毕业设计工序卡
毕业设计输出轴机械加工工序卡片
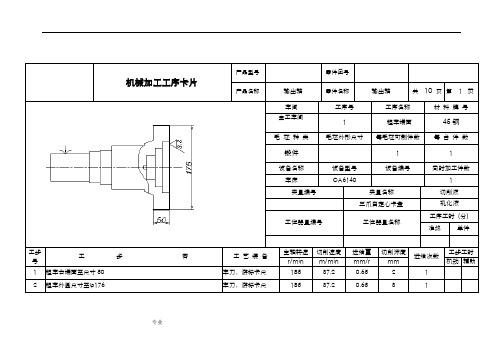
机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 1 页车间工序号工序名称材料牌号金工车间1 粗车端面45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称切削液三爪自定心卡盘乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗车右端面至尺寸50 车刀,游标卡尺185 37.2 0.65 2 12 粗车外圆尺寸至φ176 车刀,游标卡尺185 37.2 0.653 1.. .专业. .34机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 2 页车间工序号工序名称材料牌号金工车间2 粗车外圆柱面45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称切削液三爪自定心卡盘乳化液工位器具编号工位器具名称工序工时(分) 准终单件.. .专业. ... .专业. .机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 3 页车间工序号工序名称材料牌号金工车间1 半精车外圆柱面45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数车床立式钻床Z535 1夹具编号夹具名称切削液三爪自定心卡盘乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时.. .专业. .号r/min m/min mm/r mm 机动辅助1 钻孔10*φ20 麻花钻,径千分尺400 22.6 0.2 12 扩孔10*φ20 麻花钻,径千分尺1100 68.4 0.43 1机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 4 页车间工序号工序名称材料牌号金工车间4 粗镗孔45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数车床C616A 1夹具编号夹具名称切削液三爪自定心卡盘乳化液工位器具编号工位器具名称工序工时(分) 准终单件.. .专业. .工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗车右端面至30 车刀,游标卡尺185 37.2 0.652 倒角车刀185 37.2 0.65 1 134机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴车间工序号工序名称材料牌号金工车间2 半精镗孔45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数车床X51 1夹具编号夹具名称切削液.. .专业. ... .专业. .车床CA6140 1 夹具编号夹具名称切削液三爪自定心卡盘乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗镗孔至φ50 车刀,径千分尺185 37.2 0.65 2 12 粗镗孔至φ79 车刀,径千分尺185 37.2 0.65 2 13 粗镗孔至φ104 车刀,径千分尺185 37.2 0.65 2 14 半精镗镗孔至φ80 车刀,径千分尺185 37.2 0.65 1 15 倒角车刀185 37.2 0.65.. .专业. .机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第7 页车间工序号工序名称材料牌号金工车间7 铣45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数铣床X61W型铣床 1夹具编号夹具名称切削液专用夹具乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 铣键槽16*10 铣刀,游标卡尺185 37.2 0.65 2.5 2 23.. .专业. .机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第8 页车间工序号工序名称材料牌号金工车间8 钻45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数钻床Z525立式钻床 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分) 准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻斜孔至φ8 麻花钻,径千分尺185 37.2 0.65 12 分度,钻另一个斜空至φ8 麻花钻,径千分尺185 37.2 0.65 1.. .专业. .34机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第9 页车间工序号工序名称材料牌号金工车间9 去毛刺45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助.. .专业. .1 去毛刺185 37.2 0.65234机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第10 页车间工序号工序名称材料牌号金工车间10 检45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件.. .专业. ... .专业. .。
毕业设计输出轴机械加工工序卡片
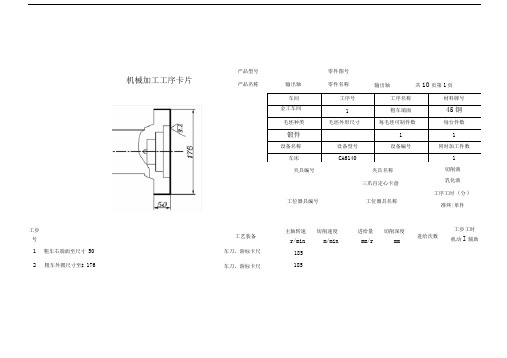
产品型号零件图号机械加工工序卡片产品名称输出轴零件名称输出轴共10页第1页工步号1 粗车右端面至尺寸502 粗车外圆尺寸至$ 176车间工序号工序名称材料牌号金工车间 1 粗车端面45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称三爪自定心卡盘工艺装备车刀,游标卡尺车刀,游标卡尺工位器具编号工位器具名称切削液乳化液工序工时(分)准终|单件主轴转速切削速度r/min m/min185进给量mm/r切削深度mm进给次数工步工时机动I辅助185机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10页第2页车间金工车间工序号工序名称材料牌号52 000191 毛坯种类锻件设备名称车床夹具编号2毛坯外形尺寸粗车外圆柱面每毛坯可制件数45钢每台件数设备型号CA6140工位器具编号设备编号同时加工件数工步号工艺装备王轴转速r/min切削速度m/min1 粗车外圆端面至266 车刀,游标卡尺185夹具名称三爪自定心卡盘工位器具名称进给量mm/r切削深度mm切削液乳化液工序工时(分)准终单件进给次数工步工时机动丨辅助产品型号零件图号机械加工工序卡片产品名称输出轴零件名称输出轴共10页第6页车间工序号工序名称材料牌号金工车间 6 精车外圆柱面45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称切削液三爪自定心卡盘乳化液工位器具编号工位器具名称工序工时(分)准终|单件工步号1工艺装备粗镗内孔至0 50 车刀,内径千分尺主轴转速r/min185切削速度m/min进给量切削深度mm/r mm进给次数工步工时机动|辅助2粗镗内孔至$ 79 3粗镗内孔至$ 104 车刀,内径千分尺185 车刀,内径千分尺1854 半精镗镗内孔至0 80 车刀,内径千分尺185 1 15 倒角车刀185产品型号机械加工工序卡片零件图号输出轴零件名称输出轴共10页第7页车间工序号工序名称材料牌号金工车间7 铳45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数铳床X61W型铣床 1 夫具编号夹具名称切削液专用夹具乳化液工位器具编号工位器具名称工序工时(分)准终单件产品名称工步号工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度进给次数工步工时mm 机动辅助铣键槽16*10 铳刀,游标卡尺185产品型号零件图号机械加工工序卡片产品名称输出轴零件名称输出轴共10页第8页工步号工艺装备麻花钻,内径千分尺2分度,钻另一个斜空至$ 8 3 麻花钻,内径千分尺车间金工车间毛坯种类锻件设备名称钻床夹具编号工位器具编号主轴转速r/min185185工序号8工序名称钻毛坯外形尺寸设备型号每毛坯可制件数1设备编号Z525立式钻床专用夹具夹具名称工位器具名称切削速度m/min进给量mm/r切削深度mm材料牌号45钢每台件数1同时加工件数1切削液工序工时(分)准终|单件进给次数工步工时机动I辅助机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10页第9页车间工序号工序名称材料牌号金工车间9 去毛刺45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1设备名称设备型号设备编号同时加工件数1夹具名称切削液夹具编号工位器具编号工位器具名称工序工时(分)准终单件工步 号工步 内 容工艺装备主轴转速 切削速度 进给量 切削深度进给次数工步工时 r/minm/minmm/rmm机动辅助1 佥验185234机械加工工序卡片产品型号 零件图号产品名称 输出轴 零件名称输出轴共 10页 第10页车间 工序号工序名称材料牌号金工车间 10检45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件1设备名称设备型号设备编号 同时加工件数1工位器具编号工位器具名称工序工时(分)准终单件夹具名称切削液夹具编号。
LH157QMJ-C左箱体工序卡及第一道机加工夹具设计
2.1
生产纲领是企业在计划期内应当生产的产品产量和进度计划。(计划期常为一年,所以生产纲领也称年产量。)
如附图所示的LH157QMJ-C左箱体,(江苏林海动力机械集团)则该产品年产量为2万台,设备品率a为17%机械加工废品率为0.5%,现制定该零件的机械加工工艺流程。
技术要求;
(1)铸件尺寸公差按GB6414-1999CT要求;
毕业设计说明书(论文)中文摘要
本次毕业设计制定了LH157QMJ-C左箱体工序卡及第一道工序的夹具。从审题到完成一般都要经过类似过程,分析如下:工件加工工艺路线;各个工序的内容及采用的机床和工艺装备;工件的检验项目及检验方法;切削用量;工时定额及工人的技术等。机床夹具是在机床上用以正确确定工件的位置,并可靠而迅速的将工件夹紧的机床附加装置。它主要有以下几个基本部分组成:定位元件及定位装置、对刀及导引元件、夹紧装置、联接元件、夹具体及其他装置等。
本次设计是根据林海集团生产的要求,设计LH157QMJ-C左箱体工序卡及第一道工序的夹具。所用机床主要是加工中心。本次设计要求是单班制年产2万台;夹具设计须定位准确,夹紧可靠。以及节约劳动力,节约生产成本,提高生产的效率。但由于本人的水平有限,结合生产实际应用设备的能力有限,故没有能够做到很详细的设计,而且还有许多地方有待改进,请老师给以指导和批评[1]。
KeywordsProcessing craftJig design
1引言1
2生产纲领2
2.1计算生产纲领决定生产类型2
2.2计算生产节拍3
3零件的分析4
3.1零件的作用方案设计4
3.2零件的工艺分析4
4工艺规程设计5
4.1确定毛坯制造形成5
4.2基面的选择6
4.3制定工艺路线7
课程设计后盖工序卡
课程设计后盖工序卡一、教学目标本课程的教学目标是让学生掌握XX学科的基本概念、原理和方法,能够运用所学知识解决实际问题。
具体目标如下:1.知识目标:学生能够准确理解并掌握XX学科的基本概念、原理和方法,了解该学科的发展趋势和应用领域。
2.技能目标:学生能够运用所学知识解决实际问题,具备一定的实践操作能力和创新思维能力。
3.情感态度价值观目标:学生对该学科产生浓厚的兴趣,培养科学的世界观和价值观,增强社会责任感和使命感。
二、教学内容本课程的教学内容主要包括XX学科的基本概念、原理和方法,以及相关的应用案例。
具体安排如下:1.第一章:XX学科的基本概念和原理,介绍学科的基本概念,解释相关原理,并通过案例让学生理解原理的应用。
2.第二章:XX学科的方法,详细讲解学科的研究方法,并通过实践操作让学生掌握这些方法。
3.第三章:XX学科的应用,介绍学科在实际中的应用案例,让学生了解学科的价值和意义。
三、教学方法为了实现教学目标,本课程将采用多种教学方法,包括讲授法、讨论法、案例分析法和实验法等。
具体方法如下:1.讲授法:教师通过讲解,系统地传授知识,引导学生理解学科的基本概念和原理。
2.讨论法:教师引导学生进行分组讨论,激发学生的思考,培养学生的创新意识和团队合作能力。
3.案例分析法:教师提供实际案例,让学生运用所学知识分析和解决问题,提高学生的实践能力。
4.实验法:教师学生进行实验,让学生亲身体验科学的探究过程,培养学生的实验操作能力和科学思维。
四、教学资源为了支持教学内容和教学方法的实施,本课程将准备以下教学资源:1.教材:选择权威、适合学生水平的教材,作为学生学习的主要参考资料。
2.参考书:提供相关的参考书籍,丰富学生的知识体系,拓展视野。
3.多媒体资料:制作多媒体课件,运用图片、视频等多种形式,生动展示学科的知识点和案例。
4.实验设备:准备必要的实验设备,让学生能够进行实验操作,亲身体验科学的探究过程。
制订LH180MQ左箱体工序卡及铣镗结合面夹具毕业设计
制订LH180MQ左箱体工序卡及铣镗结合面夹具设计摘要左箱体的加工质量将直接影响机器的性能和使用寿命。
本次设计旨在提高左箱体的加工效率,由此我们首先对左箱体的结构特征和工艺进行了仔细的分析,然后确定了一套合理的加工方案,加工方案要求简单,操作方便,并能保证零件的加工质量。
夹具结构设计在加深对课程基本理论的理解和加强对解决工程实际问题能力的培养方面发挥着极其重要的作用。
利用更好的夹具可以保证加工质量,机床夹具的首要任务是保证加工精度,特别是保证被加工工件的加工面与定位面以及被加工表面相互之间的位置精度;提高生产率、降低成本,使用夹具后可以减少划线、找正等辅助时间,且易于实现多工位加工。
扩大机床工艺范围,在机床上使用夹具可使加工变得方便,并可扩大机床工艺范围。
减轻工人劳动强度,保证生产安全。
为了让夹具有更好的发展,加快用高新技术改造和提升夹具技术水平的步伐,创建夹具专业技术网站,充分利用现代信息和网络技术,与时具进地创新和发展夹具技术。
本次设计是制订LH180MQ左箱体工序卡及铣镗结合面夹具设计,设计正确的加工工艺路线。
这次设计涉及到机床,机械加工工艺,工装夹具等机制专业的几乎所有的专业基础知识。
是一次全面地,系统地检查自己在大学期间对专业知识学习的情况,在整个设计过程中做到严谨认真,一丝不苟的精神,尽量使自己的设计达到理想的水平,通过独立的查找资料,分析,计算完成方案设计,图纸设计和编写技术文件等,设计了这套比较完整的加工工艺路线,使自己对机制专业有了更深刻的认识。
关键词工艺规程夹具设计左箱体Title Make LH180MQ Left Box Process Card andMilling Boring With Surface Fixture Design AbstractThe processing quality left box will directly influence the machine performance and long service life. The design aims to improve the machining efficiency left box, we first left box structure characteristics and process the careful analysis, then determines a reasonable set of processing scheme, the processing plan requirement is simple, easy to operate, and can ensure the process quality of parts. Structure design of fixture in the course of the basic theory of understanding and strengthening the ability to solve practical problems in cultivating play a very important role. Using better fixture can ensure the process quality and the machine tool's fixture priority is to ensure machining accuracy, especially that of the machining process and positioning surface and processed surface between the position precision, Improve productivity and reduce cost, use fixture after is crossed, can reduce the auxiliary time, and is easy to realize the multistage process. Expand machine technology, in machine can make use of jigs, and easy machining scope expanding machine craft. To reduce the labor intensity, ensure the safety in production. In order to make better development, clamp with high-tech transformation and accelerate the pace of ascension fixture technology level, professional technology to create fixture, make full use of modern information websites and network technology, with land development and innovation fixture technology.This design is LH180MQ formulation process card and left box with surface milling and boring fixture design, design the correct processing route. This design involves machine, mechanical processing, jig professional mechanism of almost all the basic specialized knowledge. A comprehensive,systematic examination oneself in university period of professional knowledge, in the whole process of design, meticulous carefully accomplish precise of spirit, try to make yourself to achieve the desired level of design, through the analysis of the independent calculation, searching information, complete design, drawing design and technical documents written, design the comparatively complete processing route, make yourself to a more profound professional mechanism.Keywords Technological process Jig design Left box目录1 引言 (1)1.1其主要目的 (1)1.2基本任务与要求 (1)2 加工的零件 (3)3 生产纲领的计算 (4)3.1生产纲领 (4)3.2生产节拍 (4)3.3生产类型 (4)4 零件的工艺性分析 (5)4.1加工大面 (6)4.2加工结合面及其孔 (6)4.3左盖结合面 (7)4.4铣缸体结合面 (7)4.5钻机油孔 (7)4.6钻攻2-M6 (8)5 工艺规程的设计 (8)5.1 工艺规程的设计原则 (9)5.2机械加工工艺规程设计的内容及步骤 (9)5.3机械加工工艺规程 (10)6 毛坯的选择 (11)6.1毛坯材料的种类 (12)6.2确定毛坯时应考虑到因素 (12)6.3毛坯的确定依据 (12)7 基准面的选择 (13)7.1基准的概念 (14)7.2基准的分类 (14)7.3基准问题的分析 (15)7.4精基准的选择 (15)7.5粗基准的选择 (15)8 制订工艺路线 (16)8.1工艺路线方案一 (17)8.2工艺路线方案二 (17)8.3工艺方案的比较与分析 (17)9 机械加工余量、工序尺寸及毛坯尺寸的确定 (18)10 确定切削用量及基本工时 (19)11 夹具设计 (27)11.1夹具的作用 (28)11.2按夹具的通用特性分 (28)11.3夹具设计分析 (29)11.4夹具装配图 (31)11.5夹具设计及操作的简要说明 (31)结束语 (32)致谢 (34)参考文献 (35)1 引言毕业设计是我们对自己在这大学时间里所学专业知识的一次强有力的检验。
毕业设计工序卡片 (恢复)

工序卡片
产品代号
零(部)件名称
零(部)件代号
工序号
1和2
1
法兰盘
1
工序名称
工序1、工序2
材
料
HT200
设
备
名称
车床
型号
Ca6140
夹具名称
车床夹具
刀量辅具
名称
规格
数量
车刀
YT15
1
编制
校核
审查
共12张
第1张
河南工业职业技术学院
工序卡片
产品代号
零(部)件名称
零(部)件代号
工序号
3
1
零(部)件代号
工序号
13、14、15
1
法兰盘
1
工序名称
工序13、14、15
材
料
HT200
设
备
名称
磨床
型号
M1420A
夹具名称
专用夹具
刀量辅具
名称
规格
数量
砂轮
1
编制
校核
审查
共12张
第12张
YT15
1
编制
校核
审查
共12张
第3张
河南工业职业技术学院
工序卡片
产品代号
零(部)件名称
零(部)件代号
工序号
5
1
法兰盘
1
工序名称
工序5
材
料
HT200
设
备
名称
车床
型号
Ca6140
夹具名称
车床夹具
刀量辅具
名称
规格
数量
车刀
YT15
四川理工毕业设计装袋顺序和档案袋填写要求

机制09级
毕业设计装袋顺序和档案袋填写要求
一、毕业设计装袋顺序
1.开题报告
2.毕业设计说明书(论文),毕业设计任务书放置在说明书封面后,工艺卡、
工序卡放置在说明书后面。
3.图纸(零件图、毛坯图、夹具装配图、夹具零件图)
4.其他资料(光盘)
5.成绩考核表(老师装)
二、毕业设计档案袋填写
注明:
如果没有某一项或某几项,就不填写,但必须依次填写,不能空。
档案袋底部的档号填写:2013-LW13B
-自己的编号
按照这样的方式填写成两行
填写时,必须字迹工整,
毕业设计题目必须跟指导老师给定的题目一致。
档案袋上面的毕业设计题目必须与封面、开题报告、任务书以及成绩考核表(考核表老师做)上面的题目完全一致。
如果不一致,不能参加毕业答辩。
档案袋正面右下角处的档案号:不填写
档案袋背面:整理人处填写自己的名字;
检查人处指导老师填写(必须指导老师亲自签名)
时间:2013年6月1日。
大学减速器设计工序卡

粗铣窥视孔台阶面,保证几何尺寸,至粗糙度等级达Ra6.3,定位基准为机盖结合面6.1 技术要求粗糙度要求Ra12.5。
6.2 基准选择以箱座结合面做基准采取完全定位,并以箱座底面作测量基准。
6.3 工艺要求分析已知要求粗糙度Ra12.5,查《粗糙度和形状等级的要求》知该形状精度要求为IT11,再查“平面加工的经济精度”《简明金属加工工艺手册》赵如福,可知粗铣能达到的经济精度为IT11~14,所以选择窥视孔平面加工方法为粗铣。
6.4 加工余量的确定图纸中要求的毛坯材料为是HT200,材料抗拉强度为200N/mm^2,抗弯强度为400N/mm^2,硬度为HB170-241. 箱体结构复杂,箱壁薄,故选内腔安放型芯。
铸件需要人工实效处理。
经济精度工序尺寸IT126.5 加工设备及刀具、量具的选择6.5.1机床的选择:由于是粗铣窥视孔面,查《金属机械加工工艺人员手册》赵如福版,选择机床为:铣床X53K。
机床外形尺寸:1830⨯1880⨯2050工作的台工作面的尺寸:1600⨯40工作台最大回转角:±45°主轴转速级数:18主轴转速范围:30~1500主轴孔径:29工作台进给量级数:18主电动机:功率10Kw电动机总功率:13.125Kw表面粗糙度Ra2.56.5.2刀具的选择:刀具的选择主要取决于所采用的加工方法,工件材料,加工尺寸,精度和表面粗糙度的要求,生产率要求和加工经济性等。
应尽量采用标准刀具,在大批量生产中应采用搞生产率的复合刀具。
由《金属机械加工工艺人员手册》,表10-40续,考虑到窥视孔的长宽为160⨯150,道具材料选择选择硬质合金套式面铣刀YG8(JB/T7954-1999)刀具尺寸:d⨯L⨯D 200⨯45⨯50 齿数:20切削速度的计算:V=396×d0.2t0.32×a p0。
15×f z0.35×a e0.2铣刀直径d=200,耐用度t=60min,切削深度ap=3.5mm,铣削宽度ae=160mm,每齿进给量fz=0.2mm,铣刀齿数z=20。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械制造及自动化专业机械加工工序卡片工序名称粗铣基导轨面A 工序号10零件名称CW6163B进给箱零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量HT150 180-200HBS铸件设备夹具名称辅助工具名称型号铣床XQ209 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1 粗铣基导轨面A 套式立铣刀游标卡尺763mm 13.7mm0.2mm/r150r/min37.68m/min设 计 者 何孟雨 指 导 教 师 曹秋霞共 17 页 第 1 页机械制造及自动化专业 机 械 加 工 工 序 卡 片工序名称 钻、扩、铰导轨面287H ⨯Φ定位销孔工序号 20零件名称 CW6163B 进给箱 零件号零件重量同时加工零件数材 料 毛 坯 牌 号 硬 度 型 号 重 量HT150180-200HB S铸件设 备夹 具 名 称 辅 助 工 具名 称 型 号 钻床Z2035 专用夹具安 装工 步安装及工步说明刀 具量 具走 刀 长 度走 刀 次 数切 削 深 度 进给量 主 轴 转 速 切 削 速 度 基 本 工 时 1 钻7.5Φ孔 麻花钻内径千分尺10㎜13.75mm0.4 mm/r 850 r/min 21 m/min2 扩7.8Φ孔 扩孔刀 0.15㎜ 0.9 mm/r 420 r/min 10.3 m/min3铰8Φ孔铰刀0.1㎜0.67 mm/530 r/min13.3 m/minr设计者何孟雨指导教师曹秋霞共17 页第 2 页机械制造及自动化专业机械加工工序卡片工序名称粗铣E、F、G、H、I、B、J面和R102弧形槽面和沟槽工序号30零件名称CW6163B进给箱零件号零件重量同时加工零件数材料毛坯牌号硬度型号重量HT150 180-200HBS铸件设备夹具名称辅助工具名称型号铣床XQ209 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度工时1 1 粗铣上端面E镶齿端面铣刀游标卡尺763mm13.7mm0.2mm/z150r/min 37.68m/min 2 粗铣前端面I763mm 3.5mm0.2mm/z150r/min 58.88m/min3 粗铣后端面B763mm 2.7mm0.2mm/z150r/min 27.47m/min设计者何孟雨指导教师曹秋霞共17 页第 3 页机械制造及自动化专业机械加工工序卡片工序名称粗铣E、F、G、H、I、B、J面和R102弧形槽面和沟槽工序号30零件名称CW6163B进给箱零件号零件重量同时加工零件数材料毛坯牌号硬度型号重量HT150 180-200HBS铸件设备夹具名称辅助工具名称型号铣床XQ209 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度工时2 4 精铣左端面G镶齿端面铣刀游标卡尺341.5mm10.6mm 0.2mm/r 150r/min 27.47m/min 5 精铣右端面H341.5mm 0.6mm 0.2mm/r 150r/min 27.47m/min6 粗铣三个脐子面J30mm 2.5mm0.2mm/z125r/min 3.14 m/min7 粗铣R102圆弧面套式立铣刀- 15mm0.1mm/z150r/min 3.14m/min设计者何孟雨指导教师曹秋霞共17 页第4页机械制造及自动化专业机械加工工序卡片工序名称粗铣E、F、G、H、I、B、J面和R102弧形槽面和沟槽工序号30零件名称CW6163B进给箱零件号零件重量同时加工零件数材料毛坯牌号硬度型号重量HT150 180-200HBS铸件设备夹具名称辅助工具名称型号铣床XQ209 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度工时38 粗铣下端面F镶齿端面铣刀游标卡尺763mm 1 2.7mm 0.2mm/z 150r/min 37.68m/min9 铣沟槽三面韧铣刀763mm 1 5mm 0.2mm/z 150r/min 37.68m/min设计者何孟雨指导教师曹秋霞共17 页第 5 页机械制造及自动化专业机械加工工序卡片工序名称粗镗各横向孔工序号40零件名称CW6163B进给箱零件号零件重量同时加工零件数材料毛坯牌号硬度型号重量HT150 180-200HBS铸件设备夹具名称辅助工具名称型号铣床XQ209 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1 粗镗C轴上各孔整体双韧镗刀块内径千分尺66.5mm 12.75mm0.19mm/r80r/min21.2m/min2 粗镗D轴上各孔整体双韧镗刀块内径千分尺96.5mm 12.75mm0.19mm/r100r/min21.2m/min设计者何孟雨指导教师曹秋霞共17 页第 6 页机械制造及自动化专业机械加工工序卡片工序名称粗磨、精磨导轨面A 工序号50零件名称CW6163B进给箱零件号零件重量同时加工零件数材料毛坯牌号硬度型号重量HT150 180-200HBS铸件设备夹具名称辅助工具名称型号磨床M7140专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1 粗磨导轨面A 黑色碳化硅砂轮游标卡尺763mm0.2mm0.02mm/r1440r/min21m/min2 精磨导轨面A 黑色碳化硅砂轮游标卡尺763mm0.1mm0.015mm/r1440r/min25m/min设计者何孟雨指导教师曹秋霞共17 页第7 页机械制造及自动化专业机械加工工序卡片工序名称半精铣E、F、G、H、I、B、J面工序号60零件名称CW6163B进给箱零件号零件重量同时加工零件数材料毛坯牌号硬度型号重量HT150 180-200HBS铸件设备夹具名称辅助工具名称型号铣床X62W 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度工时1 1 半精铣上端面E镶齿端面铣刀游标卡尺763mm11.3mm0.8 mm/r 250r/min62.8m/min2 半精铣前端面I763mm 1.5mm 98.13m/min3 半精铣后端面B763mm 1.5mm 98.13m/min设计者何孟雨指导教师曹秋霞共17 页第8 页机械制造及自动化专业机械加工工序卡片工序名称半精铣E、F、G、H、I、B、J面工序号60零件名称CW6163B进给箱零件号零件重量同时加工零件数材料毛坯牌号硬度型号重量HT150 180-200HBS铸件设备夹具名称辅助工具名称型号铣床X62W 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度工时4 半精铣左端面G镶齿端面铣刀游标卡尺341.5mm10.6mm0.4mm/r300r/min117.75m/min5 半精铣右端面H341.5mm 0.6mm 117.75m/min6 半精铣脐子面J763mm 1.0mm 150r/min 6.18 m/min设计者何孟雨指导教师曹秋霞共17 页第9 页机械制造及自动化专业机械加工工序卡片工序名称半精铣E、F、G、H、I、B、J面工序号60零件名称CW6163B进给箱零件号零件重量同时加工零件数材料毛坯牌号硬度型号重量HT150 180-200HBS铸件设备夹具名称辅助工具名称型号铣床X62W 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度工时7 半精铣下端面F镶齿端面铣刀游标卡尺763mm 1 1.3mm 0.8mm/r 250r/min 62.8m/min设计者何孟雨指导教师曹秋霞共17 页第10 页机械制造及自动化专业机械加工工序卡片工序名称精镗各横向孔工序号70零件名称CW6163B进给箱零件号零件重量同时加工零件数材料毛坯牌号硬度型号重量HT150 180-200HBS铸件设备夹具名称辅助工具名称型号镗床T68 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1精镗C轴上各孔浮动双韧镗刀块内径千分尺66.5mm 1 0.25mm 0.1mm/r 250r/min 66.7m/min2精镗D轴上各孔浮动双韧镗刀块内径千分尺96.5mm 1 0.25mm 0.1mm/r 250r/min 66.7m/min设计者何孟雨指导教师曹秋霞共17 页第11 页机械制造及自动化专业机械加工工序卡片工序名称精铣G、H、B面工序号80零件名称CW6163B进给箱零件号零件重量同时加工零件数材料毛坯牌号硬度型号重量HT150 180-200HBS铸件设备夹具名称辅助工具名称型号摇臂钻床Z2035 专用夹具安装工安装及工步说明刀具量具走刀走刀切进给量主轴切削工时步长度次数削深度转速速度1 1 精铣左端面G镶齿端面铣刀游标卡尺341.5mm 10.6mm0.4mm/r300r/min 117.75m/min 2 精铣右端面H镶齿端面铣刀游标卡尺341.5mm 10.6mm0.4mm/r300r/min 117.75m/min2 3 精铣后端面B 镶齿端面铣刀游标卡尺763mm 10.8mm0.4mm/r300r/min 117.75m/min设计者何孟雨指导教师曹秋霞共17 页第12 页机械制造及自动化专业机械加工工序卡片工序名称加工各面上的次要孔工序号90零件名称CW6163B进给箱零件号零件重量同时加工零件数材料毛坯牌号硬度型号重量HT150 180-200HBS铸件设备夹具名称辅助工具名称型号钻床Z2035 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度1 1 钻628⨯Φ的阶梯孔麻花钻内径千分尺125mm114mm 0.9mm/r 265r/min 23.3m/min 2 钻17.5Φ孔麻花钻20mm 8.75mm 0.9 mm/r 420r/min 23 m/min 3 钻8M螺纹底孔麻花钻24mm 3.45mm 0.4 mm/r 1051r/min 22.77m/min 4 攻M8的螺纹丝锥18mm 0.55mm 389 r/min 10.55m/min设计者何孟雨指导教师曹秋霞共17 页第13 页机械制造及自动化专业机械加工工序卡片工序名称加工各面上的次要孔工序号90零件名称CW6163B进给箱零件号零件重量同时加工零件数材料毛坯牌号硬度型号重量HT150 180-200HBS铸件设备夹具名称辅助工具名称型号钻床Z2035 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次切削深度进给量主轴转速切削速度数2 5 配钻7Φ的孔麻花钻内径千分尺13.5mm 0.4 mm/r 850r/min 18.68m/min 6 铰8Φ的锥形孔铰刀0.5mm 0.67mm/ 530r/min 13.3 m/min 7配钻、铰12Φ的锥形孔中钻11Φ的孔麻花钻 1 5.5mm 0.56mm/r 530r/min 18.3m/min 8 铰12Φ的锥孔铰刀 1 0.5mm 0.9 mm/r 335r/min 11.57m/min设计者何孟雨指导教师曹秋霞共17 页第14 页机械制造及自动化专业机械加工工序卡片工序名称加工各面上的次要孔工序号90零件名称CW6163B进给箱零件号零件重量同时加工零件数材料毛坯牌号硬度型号重量HT150 180-200HBS铸件设备夹具名称辅助工具名称型号钻床Z2035 铣床夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时39钻6106M H⨯-螺纹孔的8.9Φ螺纹底孔麻花钻内径千分尺30mm14.45mm 0.56mm/r 670r/min 18.7m/min10 攻M10的螺纹丝锥24mm 0.55mm 420r/min 13.2m/min 设计者何孟雨指导教师曹秋霞共17 页第15 页机械制造及自动化专业机械加工工序卡片工序名称加工各面上的次要孔工序号90零件名称CW6163B进给箱零件号零件重量同时加工零件数材料毛坯牌号硬度型号重量HT150 180-200HBS铸件设备夹具名称辅助工具名称型号钻床Z2035 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度工时411 钻M33的螺纹底孔麻花钻内径千分尺8mm 15 mm 0.9 mm/r 265r/min 24.96m/min12 攻M33的螺纹丝锥12mm 1.5mm 0.9 mm/r 170r/min 16 m/min 设计者何孟雨指导教师曹秋霞共17 页第16 页机械制造及自动化专业机械加工工序卡片工序名称加工各面上的次要孔工序号90钻230的孔麻花钻零件号零件重量同时加工零件数材料毛坯牌号硬度型号重量HT150 180-200HBS铸件设备夹具名称辅助工具名称型号钻床Z2035 专用夹具。