塑料乐扣饭盒盒盖共57页文档
食品包装用塑料瓶、桶、盖(食品安全企业标准)

食品包装用塑料瓶、桶、盖1 范围本标准规定了食品包装用塑料瓶、桶、盖的原材料、产品分类、要求、试验方法、检验规则及标志、包装、运输、贮存。
本标准适用于以聚乙烯(PE)树脂、聚丙烯(PP)树脂为主要原料,添加或不添加色母料,经吹塑工艺所生产的食品包装用塑料瓶、桶及经注塑工艺所生产的食品包装用塑料瓶盖、桶盖。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 191 包装储运图示标志GB 4806.6 食品安全国家标准食品接触用塑料树脂GB 4806.7 食品安全国家标准食品接触用塑料材料及制品GB/T 13508-2011 聚乙烯吹塑容器GB/T 17876-2010 包装容器塑料防盗瓶盖3 原材料3.1 聚乙烯(PE)树脂、聚丙烯(PP)树脂应符合GB 4806.6的规定。
3.2 色母应符合相关标准的要求。
4 产品分类4.1 符号及缩略语PP ——聚丙烯;PE ——聚乙烯。
4.2 产品按材质和用途,可分为A、B两类,见表1。
表1 产品分类5 要求5.1 满口容积偏差A类产品的满口容积偏差应符合GB/T 13508-2011中5.1的要求。
5.2 质量偏差5.2.1 A类产品的质量偏差应符合GB/T 13508-2011中5.2的要求。
5.2.2 B类产品的质量偏差要求见表2。
表2 B类产品的质量偏差5.3 尺寸偏差A类产品的尺寸偏差应符合GB/T 13508-2011中5.3的要求。
B类产品的尺寸偏差应符合GB/T 17876-2010中5.2的要求。
5.4 外观质量A类产品的外观质量应符合GB/T 13508-2011中5.4的要求。
B类产品的外观质量应符合GB/T 17876-2010中5.1的要求。
5.5 壁厚A类产品的壁厚应符合GB/T 13508-2011中5.5的要求。
《塑料乐扣饭盒盒盖》PPT课件

本课件PPT仅供大家学习使用 学习完请自行删除,谢谢! 本课件PPT仅供大家学习使用 学习完请自行删除,谢谢! 本课件PPT仅供大家学习使用 学习完请自行删除,谢谢! 本课件PPT仅供大家学习使用 学习完请自行删除,谢谢!
塑料塑件的工艺性分析及注射机初选
2.1:塑件的原材料 : 本塑件饭盒为日常生活中所常见的塑料制品,主
2.4初选注塑机的型号和规格
根据塑件的成型工艺参数查文献,初步选择 国产G54—S200/400型号的注塑机,其规 格和性能如下表2—4所示:
表2—4 国产G54—S200/400型号注塑机规格和性能
3: 注塑模的构造设计
3.1分型面确实定 为了保证塑件的顺利脱模和塑件的技术要求及
模具的制造简单,分型面选择为饭盒盒盖下外 表。如以下图3—1所示:
凸、凹模的构造设计示意图如以下图:
3.5.1型腔和型芯构造设计计算
模具零件的工作尺寸和塑件尺寸关系如图 :
型腔径向尺寸计算: (L m ) 0 z [1 (S )L s x ] 0 z
[ 1 1 ( . 7 % 1 5 . 7 2 0 ) . 7 8 0 0 . 7 5 ] 0 0 . 2 8 1 6. 3 0 2 0 . 21
图2—1 塑料饭盒盒盖的两面
2.2.2塑件尺寸精度分析
饭盒盒盖的两个尺寸有精度要求,即尺寸 107mm和120mm,精度要求为MT3,因塑 件的外形尺寸受模具活动局部影响尺寸的公差 〔如飞边〕,故公差种类选为B级。公差等级 无要求的选为MT5,
查文献得:塑件如图2—2所示:
图2—2 塑料饭盒俯视图和剖视图
主流道要求浇注系统对塑料的温度降和压力损 失最少。
主流道设计如以下图3—2所示
常见的塑料制品分类
常见塑料制品1、PET:聚对苯二甲酸乙二醇酯常用来制作矿泉水瓶、可乐饮料瓶、果汁瓶、屏幕保护膜及其它透明保护膜等,通常呈无色透明。
因为它只可耐热至70℃,所以这种饮料瓶只适合装冷饮和暖饮,装高温液体(如:热开水)或加热则易变形,有对人体有害的物质溶出;并且该塑料制品使用10个月后,可能会释放出致癌物,对人体具有毒性。
PET也可纺丝,就是我们常说的涤纶,故而奥运期间有回收饮料瓶制衣的说法。
许多追求透气和轻便的运动服就是涤纶制成的,很久以前流行的衣料“的确良”也是此物,但是限于当时纺丝手段的落后,的确良衣物穿着上不如现在的舒服。
此外PET亦有许多工程应用。
常用于:灌装矿泉水、碳酸饮料、果汁等。
优点:透明度高,可看清瓶子的内容物;耐酸碱,可装碳酸饮料;防水性高,不易渗出。
注意:无毒,但合成过程可能存留单体、低分子齐聚物和副反应产物如二甘醇,这些都是有一定毒性的,用于饮料瓶的PET原料国家有严格的标准。
PET材质的塑料瓶不能放在汽车内晒太阳;不要装酒、油等物质,有害物质容易溶出来。
也不要装70℃以上液体,过高温度会导致材料分解释放出有害化学物质。
2、HDPE:高密度聚乙烯适宜于装食品及药品、装清洁用品和沐浴产品、购物袋、垃圾桶等。
目前超市和商场中使用的塑料袋多是此种材质制成,可耐110℃高温,标明食品用的塑料袋可用来盛装食品。
HDPE在各种半透明、不透明的塑料容器上被广泛地使用,手感较厚。
常用于:白色药瓶、不透明洗发水瓶、酸奶瓶、口香糖瓶等。
优点:较耐各种腐蚀性溶液,多被用在清洁用品、沐浴产品等。
注意:盛装清洁用品、沐浴产品的瓶子可在清洁后重复使用,但这些容器通常洗不干净,残留的物质会变成细菌的温床,最好不要循环使用,特别不推荐作为循环盛放食品药品的容器使用。
3、PVC:聚氯乙烯PVC现在多用于制造一些廉价的人造革,脚垫,下水管道等;由于其电气性能良好又有一定的自身阻燃特性,被广泛用于电线电缆的外皮制造。
瓶盖验收记录
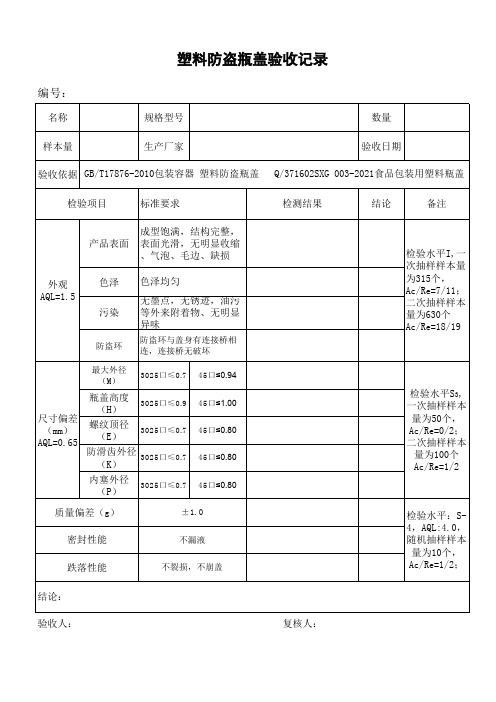
45口≤0.94 45口≤1.00 45口≤0.80 45口≤0.80 45口≤0.80
质量偏差(g)
±1.0
密封性能
不漏液
跌落性能
不裂损,不崩盖
检测结果
结论
备注
检验水平I,一 次抽样样本量 为315个, Ac/Re=7/11; 二次抽样样本 量为630个 Ac/Re=18/19
检验水平S3, 一次抽样样本 量为50个, Ac/Re=0/2; 二次抽样样本
量为100个 Ac/Re=1/2
检验水平:S4,AQL:4.0, 随机抽样样本 量为10个, Ac/Re=1/2;
结论: 验收人:
复核人:
塑料防盗瓶盖验收记录
编号:
名称
规格型号
数量
样本量
生产厂家
验收日期
验收依据 GB/T17876-2010包装容器 塑料防盗瓶盖 Q/371602SXG 003-2021食品包装用塑料瓶盖
检验项目
标准要求
成型饱满,结构完整, 产品表面 表面光滑,无明显收缩
、气泡、毛边、缺损
外观 AQL=1.5
色泽 污染
防盗环
色泽均匀
无墨点,无锈迹,油污 等外来附着物、无明显 异味
防盗环与盖身有连接桥相 连,连接桥无破坏
最大外径 (M)
3025口≤0.7
尺寸偏差 (mm) AQL=0.65
瓶盖高度 (H)
3025口≤Βιβλιοθήκη .9螺纹顶径 (E)3025口≤0.7
防滑齿外径 (K)
3025口≤0.7
内塞外径 (P)
3025口≤0.7
乐扣产品推荐

型号HPL817S002 型号HSM946Q6
货号
容量 数量
用途
规格
HPL807 470ml 2个
方形保鲜盒适合用于冰箱门柜,适用于保存各种 135× 102× 68mm 杂谷类,干果类,饼干类。
HPL816 800ml C
1个 中长方形保鲜盒,适合存放各种小菜类,水果类, 205× 134× 52mm 蔬菜类,三明治等。
- 乐扣乐扣格拉斯YX-1四方型 630ml - 适合做意大利面或酱肉等 - 适合保管3-4人份的菜肴
- 乐扣乐扣格拉斯YX-1圆型 380ml - 适合做一顿份量的蒸蛋类 - 适合保管各种咸菜或小菜
- 乐扣乐扣格拉斯YX-1圆型 950ml - 适合做2-3人份的菜肴 - 适合保管色拉或水果 - 适合保管剩菜等
型号HPL836S001
零售价:309.90元
货号
容量
数量
用途
规格
HPL806 350ml
4个
小长方形保鲜盒,适合存放虾酱类,沙司,小菜 135x102x52m
类。
m
HPL816 800ml
2个
中形方形保鲜盒,适合存放各种小菜类, 205x134x52m
水果类,蔬菜类,三明治等。
m
HPL817
1.0L
- 保管咸菜之类的小 菜
140*140*67mm
容量 800ml 1.0L 300ml 470ml
数量 1个 1个 1个 1个
型号HPL813B03 型号LLG121RS
货号 HPL813 HPL818 HPL817
容量 1.8L 1.9L 1L
零售价:113.30元
常见的塑料制品分类
常见的塑料制品分类实用标准文案常见塑料制品的分类一般的塑料制品的底部都会有如上标示,它们对使用范围进行了界定,标有这些数字的器皿都是合格产品,但是如果使用不当就会变成毒物。
1、PET:聚对苯二甲酸乙二醇酯常用来制作矿泉水瓶、可乐饮料瓶、果汁瓶、屏幕保护膜及其它透明保护膜等,通常呈无色透明。
因为它只可耐热至70℃,所以这种饮料瓶只适合装冷饮和暖饮,装高温液体(如:热开水)或加热则易变形,有对人体有害的物质溶出;并且该塑料制品使用10个月后,可能会释放出致癌物,对人体具有毒性。
PET也可纺丝,就是我们常说的涤纶,故而奥运期间有回收饮料瓶制衣的说法。
许多追求透气和轻便的运动服就是涤纶制成的,很久以前流行的衣料“的确良”也是此物,但是限于当时纺丝手段的落后,的确良衣物穿着上不如现在的舒服。
此外PET亦有许多工程应用。
常用于:灌装矿泉水、碳酸饮料、果汁等。
优点:透明度高,可看清瓶子的内容物;耐酸碱,可装碳酸饮料;防水性高,不易渗出。
留意:无毒,但合成过程可能存留单体、低分子齐聚物和副反应产品如二甘醇,这些都是有一定毒性的,用于饮料瓶的PET原料国家有严格的标准。
PET材质的塑料瓶不能放在汽车内晒太阳;不要装酒、油等物质,有害物质容易溶出来。
也不要装70℃以上液体,过高温度会导致材料分解释放出有害化学物质。
精彩文档实用标准文案2、HDPE:高密度聚乙烯适宜于装食品及药品、装清洁用品和沐浴产品、购物袋、垃圾桶等。
目前超市和商场中使用的塑料袋多是此种材质制成,可耐110℃高温,标明食品用的塑料袋可用来盛装食品。
HDPE在各类半透明、不透明的塑料上被广泛地使用,手感较厚。
常用于:白色药瓶、不透明洗发水瓶、酸奶瓶、口香糖瓶等。
优点:较耐各类腐蚀性溶液,多被用在清洁用品、沐浴产品等。
注意:盛装清洁用品、沐浴产品的瓶子可在清洁后重复使用,但这些通常洗不干净,残留的物质会变成细菌的温床,最好不要循环使用,特别不推荐作为循环盛放食品药品的使用。
乐扣乐扣1

发展历程
1997 年,全国儿童水杯产量达到 2895万个,比 1949 年增长了 13.6 倍, 2000 年产量达到了 7600万 个,年人均使用量提高到了 3.7个,有关专家预计, 2015年中国儿童水杯产量将达到 20亿个 。 近三十年来,中国儿童水杯市场大致经历了四个阶段 : 第一阶段( 1980~1992 年):国内品牌多足鼎立 1980年到 1992 年期间,富光、思宝、和祥龙三大 国产品牌一直分享了中国庞大的水杯市场。但三大品 牌几乎没有正面竞争,各居一隅,分别占据着东部、 南部和西部市场,相安无事。
Goldsun锅具 高纯度手工铸造锅具 ,铝砂锅。
Inplus收纳系列 环保,柔软,杜绝棱 角物理安全设计的塑 料收纳箱。
酷菲偲 欧陆风情不锈钢锅具 。
格拉斯 安全的耐热玻璃密封 容器。
普通型保鲜盒 四面结合型新概念密 封容器创始者。
bisfree 不含双酚A(BPA)环 保塑料产品。
ecook锅具系列 保温/保冷水杯 网络专供ecook锅具系 特殊处理高级不锈钢 列。 材质保温杯具。
第二阶段( 1992~1996年):洋品牌小试牛刀 世界各种品牌的水杯进入中国市场,如迪士尼、米菲、泰福高 、 美达斯、哈尔斯 。在这一阶段,由于这些品牌的价格过高,仅 仅进入了沿海大中城市的高端市场。 第三阶段( 1996~2000 年):洋品牌洗牌中国市场 外资品牌完全改变了中国水杯市场格局:一方面通过收购国产品 牌来取得市场份额和渠道;另一方面通过出色的营销手段及价格 调整,让大众接受自己。而 富光 " 、 " 祥龙" 、 " 思宝" 等昔日国 产名牌整体陷入颓势。1997年乐扣乐扣进入中国市场。 第四阶段( 2000 年 ~ )世界水杯品牌在中国市场寻求突破 中国市场渐渐成熟,当泰福高、 美达斯、哈尔斯 ,乐扣乐扣在中 国扎根更稳对中国市场更加了解后,他们在中国市场中寻求突破 。
常见塑料制品分类
常见塑料制品1、PET:聚对苯二甲酸乙二醇酯常用来制作矿泉水瓶、可乐饮料瓶、果汁瓶、屏幕保护膜及其它透明保护膜等,通常呈无色透明。
因为它只可耐热至70℃,所以这种饮料瓶只适合装冷饮和暖饮,装高温液体(如:热开水)或加热则易变形,有对人体有害的物质溶出;并且该塑料制品使用10个月后,可能会释放出致癌物,对人体具有毒性。
PET也可纺丝,就是我们常说的涤纶,故而奥运期间有回收饮料瓶制衣的说法。
许多追求透气和轻便的运动服就是涤纶制成的,很久以前流行的衣料“的确良”也是此物,但是限于当时纺丝手段的落后,的确良衣物穿着上不如现在的舒服。
此外PET亦有许多工程应用。
常用于:灌装矿泉水、碳酸饮料、果汁等。
优点:透明度高,可看清瓶子的内容物;耐酸碱,可装碳酸饮料;防水性高,不易渗出。
注意:无毒,但合成过程可能存留单体、低分子齐聚物和副反应产物如二甘醇,这些都是有一定毒性的,用于饮料瓶的PET原料国家有严格的标准。
PET材质的塑料瓶不能放在汽车内晒太阳;不要装酒、油等物质,有害物质容易溶出来。
也不要装70℃以上液体,过高温度会导致材料分解释放出有害化学物质。
2、HDPE:高密度聚乙烯适宜于装食品及药品、装清洁用品和沐浴产品、购物袋、垃圾桶等。
目前超市和商场中使用的塑料袋多是此种材质制成,可耐110℃高温,标明食品用的塑料袋可用来盛装食品。
HDPE在各种半透明、不透明的塑料容器上被广泛地使用,手感较厚。
常用于:白色药瓶、不透明洗发水瓶、酸奶瓶、口香糖瓶等。
优点:较耐各种腐蚀性溶液,多被用在清洁用品、沐浴产品等。
注意:盛装清洁用品、沐浴产品的瓶子可在清洁后重复使用,但这些容器通常洗不干净,残留的物质会变成细菌的温床,最好不要循环使用,特别不推荐作为循环盛放食品药品的容器使用。
3、PVC:聚氯乙烯PVC现在多用于制造一些廉价的人造革,脚垫,下水管道等;由于其电气性能良好又有一定的自身阻燃特性,被广泛用于电线电缆的外皮制造。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
[ 1 ( 1 .7 % 1 5 .9 8 )0 . 8 7 0 0 . 5 9 ] 0 0 .3 8 3 1.4 8 0 0 .3 1 3 3
型芯径向尺寸计算:
( l m ) 0 z [ 1 S ( ) l s x ] 0 z [ 1 1 ( . 7 % 1 5 . 1 0 1 . 7 ) 0 . 7 5 ] 0 0 . 2 8 1 6. 7 0 0 1 . 23
3.4冷料穴和拉料杆的设计
设计采用的是一模一腔,点浇口直接式浇注, 故冷料穴和拉料杆不必设计。
3.5成型零部件的设计
因为是小型塑件,一模一腔,又为了加工效率 高,拆装方便,还保证塑件的形状和尺寸精度, 此次设计选择整体嵌入式凸模,凹模选择为整 体式。凸模用单独加工的方法加工制成,然后 采用H7/m6过渡配合压入模板中
3.3.4浇口设计
考虑塑件的成型要求、浇口的加工方便与否和 实际使用情况,此次点浇口为直接式点浇口。
考虑塑件的成型要求和模具的加工方便与否及 实际的使用情况,此次设计浇口的位置选为饭 盒盖顶部中心。
点浇口直径通常为0.5~1.5mm,取为0.5mm, 角度α通常为6o~15o,取为14o。
浇口的设计如下图所示:
( l m ) 0 z [ ( 1 S ) l s x ] 0 z [ ( 1 1 . 7 5 % ) 1 7 8 . 8 8 0 . 7 5 0 . 9 8 ] 0 0 . 2 6 1 8 2 . 7 5 0 0 . 3 3
( l m 1 ) 0 z [ 1 S ( ) l s 1 x ] 0 z [ 1 1 ( . 7 % 1 5 . 1 0 . 7 ) 0 . 7 5 ] 0 0 . 2 8 1 6 . 5 0 0 0 . 26
图2—1 塑料饭盒盒盖的两面
2.2.2塑件尺寸精度分析
饭盒盒盖的两个尺寸有精度要求,即尺寸 107mm和120mm,精度要求为MT3,因塑件 的外形尺寸受模具活动部分影响尺寸的公差 (如飞边),故公差种类选为B级。公差等级 无要求的选为MT5,
查文献得:塑件如图2—2所示:
图2—2 塑料饭盒俯视图和剖视图
2.2.1塑件结构分析 查文献,取聚丙烯小型塑件壁厚推荐值为:
1.45mm; 饭盒基本尺寸设计为:
180mm×120mm×15mm; 取饭盒盖内壁尺寸为:107mm;内外壁之差则
为:5mm;取外壁圆角为:10mm,内壁圆 角为:10/3mm;盒盖的一角有一个半径为 4mm的环形凸台。
因为塑件为薄壁容器,为了防止其刚度、强度不足而引起塑 件变形,故塑件顶部设计为一个高5mm的弧形圆,如图2—1 所示:
塑料塑件的工艺性分析及注射机初选
2.1:塑件的原材料 : 本塑件饭盒为日常生活中所常见的塑料制品,主
要用于盛装食品。考虑其使用的特殊性,综合 分析各种塑料的性能,选用材料为聚丙烯 (PP)。 聚丙烯(PP塑料)是一种高密度、无侧链、高结 晶必的线性聚合物,具有优良的综合性能。
2.2塑件成型工艺分析
( l m 2 ) 0 z [ 1 S ) ( l s 2 x ] 0 z [ 1 1 . ( 7 % 1 . 5 1 6 0 . 7 ) 8 0 . 9 5 ] 5 0 0 . 3 8 1 3 . 3 0 0 . 3 6 4 3
型腔深度尺寸计算:
( H m ) 0 z [ 1 S ) ( H s x ] 0 z [ 1 1 . ( 7 % 1 . 2 5 0 5 . 5 9 ) 0 . 5 ] 0 0 . 1 8 1 9 . 2 0 0 . 1 5
主流道要求浇注系统对塑料的温度降和压力损 失最少。
主流道设计如下图3—2所示
图3—2 主流道的设计
浇口套的结构形式是:浇口套与定位圈设计成两个 零件,以台阶的形式固定在定模座板上。
浇口套的使用形式和参数如下图所示:
浇口套的固定形式和定位圈尺寸如图 :
3.3.3分流道设计
由于此次设计是一模一腔,分型面为盒盖底 面,而浇口选择为点浇口直接式,故分流到 不必设计。
2.4初选注塑机的型号和规格
根据塑件的成型工艺参数查文献,初步选择 国产G54—S200/400型号的注塑机,其规格 和性能如下表2—4所示:
表2—4 国产G54—S200/400型号注塑机规格和性能
3: 注塑模的结构设计
3.1分型面的确定 为了保证塑件的顺利脱模和塑件的技术要求及
模具的制造简单,分型面选择为饭盒盒盖下表 面。如下图3—1所示:
( l m 1 ) 0 z [ 1 S ( ) l s 1 x ] 0 z [ 1 1 . ( 7 % 1 5 . 0 7 0 . 7 ) 8 0 . 9 0 ] 5 0 0 . 3 8 1 3 . 3 0 0 . 7 32 3
( l m 2 ) 0 z [ 1 S ( ) l s 2 x ] 0 z [ 1 1 ( . 7 % 1 5 . 2 0 . 7 ) 0 . 7 4 5 ] 0 0 . 2 8 1 6 . 6 0 0 0 . 21 6 6
凸、凹模的结构设计示意图如下图:
3.5.1型腔和型芯结构设计计算
模具零件的工作尺寸和塑件尺寸关系如图 :
型腔径向尺寸计算: (% 1 5 .7 2 )0 . 8 7 0 0 . 5 7 ] 0 0 .2 8 6 1.3 2 0 0 .2 1
图3—1 分型面示意图
3.2型腔数目的确定和配置
此次根据塑件设计说明书的设计要求、塑件的 几何结构特点及尺寸精度要求和生产的经济性 要求,确定采用一模一腔。
3.3 浇注系统设计
3.3.1 浇注系统设计原则 3.3.2主流道设计 3.3.3分流道设计 3.3.4浇口设计
3.3.2主流道设计