钳工中级实操考核工件及评分表格模板(1)
钳工评分标准
外径千分尺
75-100
0.01
1
5
杠杆百分表
0-0.8
0.01
1
6
万能角度尺
0-320
2′
1
7
R规
15-25
1
8
刀口尺
125
1级
1
9
刀口角尺
自定
1级
1
10
塞尺
0.02-1
1
11
芯棒
φ10×15H7
1
12
磁性表座
1
13
划线工具
1套
14
钳工锉
自定
15
什锦锉
自定
1套
16
直柄麻花钻
自定
17
绞刀
φ10
手用或机用
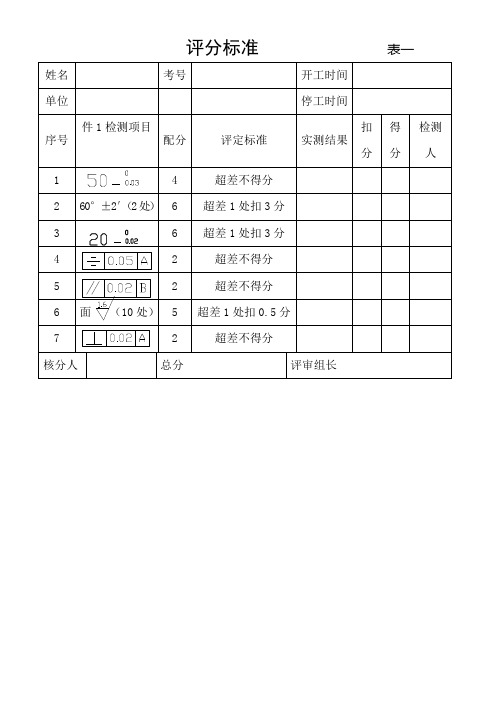
评分标准表一
姓名
考号
开工时间
单位
停工时间
序号
件1检测项目
配分
评定标准
实测结果
扣分
得分
检测人
1
4
超差不得分
2
60°±2′(2处)
6
超差1处扣3分
3
6
超差1处扣3分
4
2
超差不得分
5
2
超差不得分
6
面(10处)
5
超差1处扣0.5分
7
2
超差不得分
核分人
总分
评审组长
评分标准表二
姓名
考号
开工时间
单位
停工时间
序号
件2检测项目
配分
评定标准
实测结果
扣分
得分
检测人
1
2
超差不得分
钳工实操考核表

钳工实操考核表
一、考核时间和地点
•考核时间:_______
•考核地点:_______
二、考核人员
•考核人员:_______
•考核评委:_______
三、考核内容
1.钣金工具使用
–掌握不同种类的钣金工具,了解其作用和适用场景。
2.工件检测
–能够正确使用检测工具,如卷尺、直尺等,进行工件尺寸、平直度等方面的检测。
3.钣金工件加工
–能够根据图纸要求,正确使用加工工具进行钣金工件的裁剪、弯曲、焊接等操作。
4.质量要求
–对加工的钣金工件进行质量检验,确保工件符合设计要求。
四、考核标准
•对于每项考核内容,根据实际操作展开考核,根据实操情况评定合格或不合格。
•考核合格者,应综合各项考核内容,根据实际表现给予优良、中等或合格评定。
五、其他事项
•请考核人员做好充分准备,确保考核顺利进行。
•考核过程中需严格遵守安全操作规范,确保人身和设备安全。
六、总结
钳工实操考核表是评价钳工实际操作能力的重要工具,只有经过实际操作的考核,才能真实反映一个钳工的工作水平。
希望通过本次考核,能够发现钳工存在的不足之处,并及时进行改进,提高钳工的工作技能,为企业的生产提供更优质的服务。
以上是钳工实操考核表的相关内容,请各位考核人员认真阅读,并做好充分准备。
祝考核顺利!。
钳工中级操作技能考核评分记录表

百度文库- 让每个人平等地提升自我钳工中级操作技能考核评分记录表现场号: 工位: 性别:______试题名称:阶梯对配制作考核时间:150min序号考核项目评分要素配分评分标准检测结果扣分得分备注1 锉配15003.0(2处)10 超差扣1分30±(2处)10 超差扣1分45±(2处)8 超差扣2分表面粗糙度 6 升高一级扣1分配合间隙≤(5处)30 超差扣2分错边量≤8 超差扣1分60±(2处)8 超差扣1分平行度 6 超差扣1分垂直度10 超差扣1分4-φ3 4 每少一处扣1分2 考核时限在规定时间内完成超时停止操作3 否决项形状、位置与图纸相符不符考核项目为零分合计100考评员:核分员:年月日钳工中级操作技能试题试题名称:阶梯对配制作23钳工高级操作技能考核评分记录表现场号: 工位: 性别:______试题名称:135°角度拼块制作考核时间:240min序号考核项目评分要素配分评分标准检测结果扣分得分备注1 锉配150027.0-6 超差扣1分300033.0-6 超差扣1分450039.0-6 超差扣2分135°±4′(2处)8 超差2′扣2分表面粗糙度(10处)10 升高一级扣1分配合间隙≤(4处)25 超差扣2分60±(2处) 6 超差扣1分45±(2处) 6 超差扣1分孔距一致性尺寸为 5 超差扣1分22± 4 超差扣1分2 铰孔2-φ10H7 6 超差扣1分垂直度 5 超差扣2分11± 5 超差扣1表面粗糙度 2 升高一级扣1分3 考核时限在规定时间内完成超时停止操作4 否决项形状、位置与图纸相符不符考核项目为零分合计100考评员:核分员:年月日钳工高级操作技能试题试题名称:135°角度拼块制作5钳工技师操作技能考核评分记录表现场号: 工位: 性别:______序号考核项目评分要素配分评分标准检测结果扣分得分备注1配合配合互换性不能互换直接扣30分件1、件2配合错边≤0.07mm(2处)4每超差扣1分,一处2分配合尺寸70± 2 每超差扣1分配合间隙≤0.08mm(3处) 6 每超差扣1分,一处2分配合间隙≤0.04mm(4处)8 每处超差扣1分,一处2分2锉销件1 135°±4′(2处) 4每处超差1′扣1分,一处2分件1 2406.002.0+-(2处) 6 每处超差扣1分,一处3分件 1 尺寸25未注公差尺寸按GB/T1804m级要求2 每超差扣1分件1 47± 3 每超差扣1分件1 70± 2 每超差扣1分件1平面度达(8处)8 一处1分,超差不得分件1平行度达(3处) 3 一处1分,超差不得分件1垂直度达(3处) 3 一处1分,超差不得分件2 135°±4′(2处) 4每处超差1′扣1分,一处2分件2 24±(2处) 6 每处超差扣1分,一处2分件2 25± 3 每超差扣1分件2 47±3每超差扣1分件2 70± 2 每超差扣1分件2平面度达(8处)8 一处1分,超差不得分件2平行度达(3处) 3 一处1分,超差不得分件2垂直度达(3处) 3 一处1分,超差不得分3其他项目件1、2的表面粗糙度(12处)12 一处1分,超差不得分φ3未注公差尺寸按GB/T1804m级要求(6处)2 每处超差扣分,扣完为止除去毛刺倒C2(4处) 2 每处达不到要求扣1分其他,如有无缺陷 1 其他不合格酌情扣分合计100钳工技师操作技能试题试题名称:燕尾方槽配件制作钳工技师操作技能试题试题名称:燕尾方槽配件制作名称:件2零件图材质:Q235-A钳工技师操作技能试题试题名称:燕尾方槽配件制作钳工高级技师操作技能考核评分记录表现场号: 工位: 性别:______序号考核项目评分要素配分评分标准检测结果扣分得分备注1配合配合互换性如不能互换直接从总分扣20分件1、件2配合错边≤0.07mm(4处)4每超差扣1分,一处1分配合尺寸70± 2 每超差扣1分配合间隙≤0.08mm(6处) 6 一处1分,超差不得分配合间隙≤0.04mm(8处)8 每处超差扣1分,一处1分50± 2 每超差扣1分2锉销件1 120°±4′(2处) 4 每处超差1′扣1分,一处2分件1 25±(2处) 4 每处超差扣1分,一处2分件1 50± 3 每超差扣1分件1 70± 2 每超差扣1分件1 40± 2 每超差扣1分件1 R6±(2处) 4 每处超差扣1分,一处2分件1 Ф820.010.0++2 每超差扣1分件1平面度达(6处) 6 一处1分,超差不得分件1平行度达(3处) 3 一处1分,超差不得分` 件1垂直度达 1 超差不得分件2 120°±4′(2处) 4 每处超差1′扣1分,一处2分件2 2506.002.0+-(2处) 4 每超差扣1分,一处2分件2 35± 2 每超差扣1分件2 45±3每超差扣1分件1 70± 2 每超差扣1分件2 R6±(2处) 6 每处超差扣1分,一处3分件2 Ф820.010.0++2 每超差扣1分件2平面度达(6处) 6 一处1分,超差不得分件2平行度达(3处) 3 一处1分,超差不得分件2垂直度达 1 超差不得分3其他项目件1、2的表面粗糙度(18处)9 一处分,超差不得分φ3未注公差尺寸按GB/T1804m级要求(4处)2 一处分,超差不得分除去毛刺倒C2(4处) 2 一处分,超差不得分其他,如有无缺陷 1 其他不合格酌情扣分合计100考评员:核分员:年月日试题名称:三角、R弧面镶配件试题名称:三角、R弧面镶配件钳工高级技师操作技能试题试题名称:三角、R弧面镶配件。
钳工大赛评分标准

山西省第六届中等职业学校“信凯减速器杯”钳工技能大赛(教师组)工件质量评分表(一)
山西省第六届中等职业学校“信凯减速器杯”钳工技能大赛(教师组)工件质量评分表(二)
山西省第六届中等职业学校“信凯减速器杯”
钳工技能大赛(教师组)工件质量评分表(三)
评分人:年月日核分人:年月日
山西省第六届中等职业学校“信凯减速器杯”钳工技能大赛(学生组)工件质量评分表(一)
山西省第六届中等职业学校“信凯减速器杯”钳工技能大赛(学生组)工件质量评分表(二)
山西省第六届中等职业学校“信凯减速器杯”
钳工技能大赛(学生组)工件质量评分表(三)
工位号工件号码
评分人:年月日核分人:年月日。
机修钳工中级操作技能考核评分记录表

机修钳工中级操作技能考核评分记录表现场号: 工位: 性别:______试题名称:T型体制作考核时间:150min考评员:核分员:年月日机修钳工中级操作技能试题试题名称:T型体制作考核时间:150min技术要求:1.以件一为基准,件二配作;2.配合,翻转配合间隙≤0.08机修钳工高级操作技能考核评分记录表现场号: 工位: 性别:______试题名称:凸R镶配件制作考核时间:180min考评员:核分员:年月日机修钳工高级操作技能试题试题名称:凸R镶配件制作机修钳工技师操作技能考核评分记录表现场号: 工位: 性别:______试题名称:梯形台对配考核时间:180min序号考核项目评分要素配分评分标准检测结果扣分得分备注1 件1尺寸59005.0-3 超差0.03扣1.5分37±0.05 3 超差0.02扣1.5分11005.0-4 超差0.04扣2分60°±4′ 4 超差2′扣2分平行度0.04(2处) 4 一处超差0.02扣1分垂直度0.04(2处) 4 一处超差0.02扣1分Ra3.2(8处)8 一处降一级扣1分2 件2尺寸59005.0-3 超差0.03扣1.5分11005.0-(2处) 4 超差0.04扣1分605.0+(2处) 6 一处超差0.04扣1.5分30±0.05 3 超差0.04扣1.5分75005.0-4 超差0.04扣2分60°±4′ 4 超差2′扣2分平行度0.04(2处) 4 一处超差0.02扣1分垂直度0.04(2处) 4 一处超差0.02扣1分Ra3.2(12处)12 一处降一级扣1分3 配合尺寸平行度0.04 4 超差0.02扣2分4 超差0.02扣2分50±0.10 4 超差0.02扣2分配合间隙0.05(14处)14 一处超差0.02扣1分4 考核时限在规定时间内完成超时停止操作考评员:核分员:年月日机修钳工技师操作技能试题试题名称:梯形台对配试题名称:梯形台对配试题名称:梯形台对配。
(完整版)装配钳工(初、中、高级组)实际操作-钳工高级实操试题0523

技术要求2(24处)
1×24=24
超差无分
19
其
它
安全文明生产
13
每项次视情况扣1- 3分,出现重大事故取消竞赛资格
20
外 观
外观有明显质量缺陷
扣1~3分
评分人
签名
日期
装配钳工(初、中、高级组)实际操作准备清单和要求
序号
名称
规格
精度
ቤተ መጻሕፍቲ ባይዱ数量
备注
1
高度游标卡尺
0--300
刻度值0.02mm
1把
2
游标卡尺
5
Ra1.6(6处)
1×6=6
每处降级无分
6
技术要求1
1×6=6
每处超差无分
7
凹
件
60±0.02(2处)
4×2=8
每处超差无分
8
40±0.04(4处)
8×4=32
每超差0.01扣0.5分
9
¢10H7(4处)
5×4=20
每处超差无分
10
Ra0.8(4处)
4×4=16
每处降级无分
11
Ra1.6(10处)
定额时间30
定额时间120
定额时间60
装配钳工实操初、中、高级评分表
姓名
赛件编码
总分
序号
项目
考评内容及要求
配分
评分标准
检测结果
扣分
得分
1
六
方
块
25.98±0.02(3处)
4×3=12
每超差0.01扣1分
2
120°±2′(6处)
8×6=48
每处超差无分
3
¢10H7
模具钳工考核评分表

模具各镶件分别标注编号及方向
1分
2分
差0分,中1分,好2分
15
模具表面无明显手工打磨印痕,无砸痕
1分
2分
差0分,中1分,好2分
16
各碰穿面、插穿面、分型面是否配合到位
1分
2分
差0分,中1分,好2分
17
各工序加工时必须严守加工工艺标准
1分
2分
差0分,中1分,好2分
18
模具表面防锈处理,保持清洁,无印痕
5分
10分
较好加5分,优秀加10分
模具零件均达到要求,给下工序带来便利
3分
5分
较好加3分,优秀加5分
模具零件受到客户完全认可
3分
5分
较好加3分,优秀加5分
合计得分
评分人/日期:被考核人签字/日期:
3分
5分
差0分,中3分,好5分
47
上班打瞌睡或聊天影响车间个人形象
3分
5分
差0分,中3分,好5分
48
无故的离岗或进行与工作无关的事情
3分
5分
差0分,中3分,好5分
49
遵守公司制订的消防及其它安全制度
3分
5分
差0分,中3分,好5分
50
开会培训无故迟到早退影响现场纪律
3分
5分
差0分,中3分,好5分
51
未按作业指导书进行规范化标准作业
3分
5分
差0分,中3分,好5分
52
未及时发现工作中问题导致影响生产
3分
5分
差0分,中3分,好5分
53
尊重他人并主动与同事之间相互协作
3分
5分
差0分,中3分,好5分
钳工 中级 鉴定操作试题及考核评分表

技能操作考核评分表考生姓名:职业(工种):钳工申报等级:中级工.1.2钳工操作试卷考生姓名:职业(工种):钳工申报等级:中级工操作内容:加工六方体。
工具名称规格数量台虎钳1台手锯1把中粗扁锉2501把细扁锉2001把细扁锉1501把万能角度尺1把旅游卡尺1251把钻头Φ10.51个丝锥M121套划规1付钢直尺1个样冲1把高度游标划线尺1把手锤1把宽度角尺75mm1把二、操作要求:1、粗、精锉基准面工A,达到平面的平面度0.04mm,表面粗糙度Ra≦3.24μm的要求,同时要保证与圆柱母线的尺寸要求()06.0±。
2、粗、精锉相对面,以第一面为基准划出相距尺寸32mm的平面加工线,然后锉销,达到图样要求。
3、粗、精锉第三面,达到图样要求,同时要保证与母线的尺寸为()06.0±,控制120°角。
4、粗、精锉第四面,达到图样,同时要保证与母线的尺寸为()06.0±,及与第三面边长相等。
5、粗、精锉第五面,以第三面为基准划出相距为32mm的平面加工线,然后锉削达到图样要求。
6、粗、精锉第六角,以第四面为基准,划出相距32mm的平面加工线,然后锉削达到图样要求。
7、按图样要求,全部精度复查,并作必要的修整锉削,最后锐边倒棱。
8、钻孔,按¢10.5mm钻孔。
9、攻丝,用M12mm丝锥攻内螺纹。
课题名称六方体加工考号工时定额4小时序号技术要求配分评分标准自检复检得分1平面度0.04 (6面)12一处超差0.01扣1分2尺寸要素(3处)9一处超差0.01扣1分3尺寸公差值不大于0.08(3处)8一处超差0.02扣232-d232-d232-d。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
职业技能鉴定题库统一试卷
钳工中级技能操作考核试卷
考件编号: 考生姓名: 考生单位:
考核要求:
1.本题分值:100分
2.考核时间:180分钟
3.具体考核要求:
(1)公差等级:锉配IT7。
(2)形位公差:锉配0.02~0.04mm。
(3)表面粗糙度:锉削Ra3.2。
(4)件1要在一块料上裁出并加工到尺寸。
(5)件2上斜角要与件1配作,配合间隙≤0.04
职业技能鉴定题库统一试卷
钳工中级技能操作考核记录评分表
考件编号:考生姓名:考生单位:
序号考
核
内
容
考核要求
配
分
评分标准
检测结
果
扣分得分
1
锉
配(85±0.04 )mm 6 超差不得分
2 (75±0.04) mm 6 超差不得分
3 (70±0.02)mm 6 超差不得分
4 (30±0.02)mm 6 超差不得分
5 (15±0.02)mm
6 超差不得分
6 (45±0.02)mm(两处)12 超差不得分
7 450±2‘8 超差不得分
8 ⊥0.02 A 4 超差不得分
9 ∥0.02 B 4 超差不得分
10
⊥0.0
2 B
4 超差不得分
评分人: 年 月 日 核分人: 年 月 日
工量具清单 序号 名 称 规 格/mm 数 量 备 注
1 高度游卡尺 0~200 1把
2 游标卡尺 0~150 1把
3 万能角度尺 0°~320° 1把
4 千分尺 50~75、75~100
各1把 5 塞尺 0.02~0.5 1把 6 锤子 0.25~0.5kg
1把 7 划规、样冲、划针
自选 各1件 8 钢板尺 0~150 1把 9 刀口角尺 100*63 1把 10 软钳口 2~4
1把 11 锉刀 扁锉、三角锉、整形锉
各1套 12 锉刀刷
中号
1把
11
∥
0.02
A 4 超差不得分 12 表面粗糙度Ra1.6(2处) 4 升高一级不得分 13 表面粗糙度Ra3.2(4处) 8 升高一级不得分
14
配合间隙≤0.04mm 12 超差不得分 安全文明生产 10 违者不得分
合 计
10
现场记录:
13 扁錾1把
14 手锯、锯条300 各1套。