玻璃CNC原因分析
玻璃零件加工机械的数控技术研究

玻璃零件加工机械的数控技术研究近年来,随着科技的不断进步,数控技术在工业制造领域得到了广泛应用。
玻璃加工作为一项重要的制造工艺,同样也受益于数控技术的发展。
本文将深入探讨玻璃零件加工机械的数控技术研究,并分析其应用前景与挑战。
一、数控技术在玻璃零件加工中的应用数控技术的出现和应用,彻底改变了传统的手工操作方式,提高了生产效率和加工精度。
在玻璃零件加工中,数控技术的应用可以分为以下几个方面:1. 数控加工中心数控加工中心是一种集铣削、切割、打孔等多种加工功能于一身的机械设备。
它通过数控系统控制,能够实现对玻璃零件进行高精度、高效率的加工。
数控加工中心的自动化程度高,能够根据预设的程序进行连续加工,减少了人工干预的需求,提高了生产效率。
2. 数控切割机数控切割机是专门用于切割玻璃材料的设备。
它采用高压水流或激光切割技术,通过数控系统的精确控制,可以实现对玻璃材料的精确切割。
数控切割机具有切割速度快、切割面光洁等优点,广泛应用于玻璃零件的制造过程中。
3. 数控磨边机数控磨边机是用于玻璃边缘加工的设备。
通过数控系统的精确控制,可以实现对玻璃边缘的精细加工,提高玻璃零件的加工质量和加工效率。
数控磨边机的应用不仅可以提高产品的质量,还可以降低加工过程中的劳动强度,提高工作环境的安全性。
二、玻璃零件加工机械数控技术研究的发展趋势随着数控技术的不断发展,玻璃零件加工机械数控技术也呈现出以下几个发展趋势:1. 精度提升传统的玻璃加工方式往往受到人工操作的限制,容易出现加工误差。
而数控技术的应用使得加工过程更加精确和稳定,能够实现更高的加工精度。
未来的研究将致力于进一步提升数控加工中心、数控切割机、数控磨边机等设备的精度,以满足更加复杂的玻璃零件加工需求。
2. 自动化程度增加随着智能制造的发展,玻璃零件加工机械的数控技术也将趋向于自动化程度的提升。
自动化生产线将取代传统的分流生产模式,实现从设计到生产的全过程自动化。
CNC不良分析及改善

➢ 1.6 烧边不良的对策
✓ 增大冷却水的流量压力 ✓ 加工路径采用逆铣加工,废泄向外快速甩出
➢砂轮棒粗砂磨损
➢粗加工速度过快
➢切削液流量少,冷 却效果不够。
➢粗加工预留太少
✓换砂轮棒加工深度
✓加工进给速度降低
✓主轴转速降低,调 整切削液水流。
✓更改加工程序,预 留量增大
➢ 1.1 崩边不良的原因和对策
孔下刀点、或者抬刀点,固定位置的崩边原因与处理方法
➢砂轮棒刀尖磨损
➢砂轮棒结头等位置 超尺寸公差
➢ 1.6 烧边不良的现象
➢ 磨边发白或颗粒物、不光滑
➢ 1.6 烧边不良的原因
➢ 冷却性能不足,磨削产生的热量对 砂轮棒和玻璃造成破坏
➢ 磨削产生的玻璃粉泄无法快速排出, 导致粉泄对玻璃挤压造成破坏
➢ 切削液的水流偏小无力,砂轮棒在 高速旋转时会将水甩开,导致冷却 性能降低
➢ 水流冲击的位置偏离加工点,也导 致加工到局部位置时冷却性能降低
亮
➢ 靠角磨损
边
原 因
产品加工过程中跑位
➢ 负气压不够,玻璃吸不住
➢ 产品尺寸过小,导致玻璃吸不牢
➢ 加工速度过快或切削量太大,加工阻力太大
➢ 1.3 亮边不良的对策
玻璃放偏
✓作业员的作业手 法培训 ✓检查/更换新靠 角
玻璃跑位
✓负压点检确认 ✓修改加工程序,减 少加工速度和切削量 ✓垫白纸增加摩擦力 ✓改进底座,增加吸 附面积
➢ 1.4 划伤不良的现象
➢ 玻璃面点状、线状、 区域状等划伤
➢ 1.4 划伤不良的原因
➢来料划伤 ➢开料划伤
测
料
➢放片的手法不正确 ➢插架的手法不正确 ➢自检动作划伤
玻璃幕墙玻璃、加工不合格原因及治理措施

玻璃幕墙玻璃、加工不合格原因及治理措施玻璃幕墙玻璃、加工不合格原因及治理措施?1、现象(1)幕墙使用的玻璃不是安全玻璃。
(2)玻璃没有磨边、倒棱,有爆边、缺角现象。
(3)玻璃加工几何尺寸超差。
(4)镀膜玻璃有针孔、斑点、脱模现象。
(5)玻璃有霉点、锈迹。
2、原因分析(1)承包商偷工减料,鱼目混珠,未按规范要求选用玻璃。
(2)玻璃加工不合格。
(3)玻璃运输、保管不当。
3、治理措施(1)玻璃幕墙宜采用半钢化玻璃、钢化玻璃或夹层玻璃。
玻璃的外观质量、性能应符合现行国家标准的规定:热反射镀膜玻璃,应采用真空磁控阴极溅射镀膜玻璃或在线热喷涂镀膜玻璃。
用于热反射镀膜玻璃的浮法玻璃其外观质量和技术指标,应符合现行国家标准《浮法玻璃》(GB11614)中优等品或一等品规定;夹层玻璃,应采用聚乙烯醇缩丁醛(PVB)胶片干法加工合成夹层玻璃,其性能应符合现行国家标准《夹层玻璃》(GB9962)的有关规定;钢化玻璃,其性能应符合现行国家标准《幕墙用钢化玻璃与半钢化玻璃》(GB17841)的有关规定。
(2)夹丝玻璃,裁割后玻璃边缘应及时开展修理和防腐处理。
当加工成中空玻璃时,夹丝玻璃应朝向室内一侧。
(3)中空玻璃,其内外层玻璃均应为安全玻璃,边沿应采用双道密封。
明框幕墙的中空玻璃的密封胶应采用聚硫密封胶和丁基密封腻子;半隐框和隐框幕墙的中空玻璃的密封胶应采用构造硅酮密封胶和丁基密封腻子。
中空玻璃性能应符合现行国家标准《中空玻璃》(GB11944)的有关规定。
(4)钢化、半钢化和夹丝、夹网玻璃均应按设计尺寸在工厂制作,不允许在现场切割。
钢化、半钢化玻璃的热处理必须在玻璃切割、钻孔、挖槽等加工完毕后开展。
(5)所有幕墙玻璃必须开展倒棱、倒角、磨边等边缘处理,防止因外力和温度变化造成应力集中而产生破裂。
(6)玻璃的切割、开孔、边缘切口不允许有明显的缺陷,其效果必须符合玻璃加工的质量要求。
(7)玻璃运输贮藏应有防雨防潮措施。
玻璃CNC加工技术探讨

玻璃CNC加工工艺流程
切割
利用CNC加工技术将玻璃原片 切割成所需的形状和尺寸。
钻孔
在玻璃上钻出所需的孔洞,以 满足特定的安装和连接需求。
原片选择
根据加工需求选择合适的玻璃 原片,确保其质量和尺寸符合 要求。
优化加工工艺参数
深入研究玻璃材料的物理和化学特性,优化切割、磨削、抛光等工 艺参数,提高加工效率和产品质量。
开发新型刀具和磨具
针对玻璃材料的加工特性,研发更耐磨、更稳定的刀具和磨具,延 长使用寿命,提高加工精度。
CNC加工技术与新材料的结合
1 2 3
探索新型玻璃材料
研究新型玻璃材料,如高强度、高韧性、多功能 性等,拓宽玻璃CNC加工技术的应用领域。
目的和意义
目的
探讨玻璃CNC加工技术的原理、 应用和发展趋势,以提高玻璃加 工的精度和效率。
意义
随着科技的发展,玻璃CNC加工 技术的应用越来越广泛,对提高 产品质量、降低生产成本、推动 产业发展具有重要意义。
02 CNC加工技术基础
CNC加工技术概述
CNC加工技术是一种基于计算机数控技术的制造工艺,通过精确控制切削工具的运 动轨迹,实现复杂形状和结构的加工。
CNC车床
钻孔机、磨床等辅助设备
这些设备可以配合CNC加工中心完成 钻孔、磨削等加工工序。
车床主要用于回转体零件的加工,可 以实现高效、高精度的加工。
CNC加工材料选择
01
02
03
玻璃材料
玻璃材料具有高透光性、 高硬度等特点,是CNC加 工中的主要材料之一。
玻璃CNC加工技术理论与实践

3.2.2 外形粗加工
外形粗加工—铣削参数项: 1. 确认高度、深度设置,主要的设置是“参考 高度”与“深度”。 参考高度也称为安全高度,指刀具空行程移 动时的高度,切换下刀点移动时避免刀具撞 到工件产品,通常设置范围2.0-5.0。 深度指正常加工时的加工深度,设定值通常 为负值,根据砂轮棒加工尺寸的位置来定。 2. 设置补正模式与方向 补正模式通常使用“电脑”模式和“两者” 模式,设置“电脑”模式 时,机床上的刀具 补偿不生效,设置“两者”模式时,机床上 的刀具补偿可生效 补正方向分“左”“右” ;通常顺铣加工设 置“左”,逆铣加工设置“右”。
治具
二、玻璃加工异常分析与对策
常见不良类型
1、崩边 2、孔砂崩 3、亮边 4、划伤 5、R角变形
6、孔变形 7、孔槽崩缺 8、烧边
学习的目标
2.1 崩边不良的现象
崩边缺点高度大于0.05mm,无法返修。 砂崩缺点高度小于0.03mm,可以返修。
2.1 崩边不良的现象
崩边位置
外形边、孔槽边, 不固定位置。
孔下刀点、或者抬 刀点,固定位置。
2.1 崩边不良的原因和对策
外形边、孔槽边,不固定位置的崩边原因与处理方法
砂轮棒粗砂磨损
换砂轮棒加工深度 加工进给速度降低
粗加工速度过快
切削液流量少,冷 却效果不够。
主轴转速降低,调 整切削液水流。
更改加工程序,预 留量增大
2.2 孔砂崩不良的现象
二次元45倍放大效果
玻璃产品倒边处的表面细小的崩边
2.2 孔砂崩不良的原因和对策
切削液浓度保持 2.5%以上
切削液浓度偏低
改善的 对策
孔精修速度根据玻 璃材质设定加工速度
玻璃CNC不良原因分析及改善
③手指接触玻璃表面或插架碰撞划伤 ③取放玻璃时拿捏玻璃两侧,避免玻璃表面碰撞硬物 ④玻璃碰玻璃磨擦导致花片 ① 参数不合理 崩边 崩角 ② 刀具磨损过多 ③ 主轴转速不够、主轴气压不够 ④ 来料不良 ①刀具设的深度不合理 外形倒 ②底座不平 边大小 ③来料不良(厚度不均匀) ①真空气压不够 ② 水脏、水变质 ③ 切割速度过快、吃刀量太大 ④刀具磨损、没有切割力 偏位 亮边 ⑤来料不良(来料变形) ⑥操作手法不正确 ⑦ 参数不合理 ⑧ 机床原点不正确 ⑨主轴转数不正确,主轴气压不够 ① 水冲不到位 ② 刀具磨损 砂边 ④在生产产品过程中一只手只允许拿一片玻璃 ①开机按要求检查参数和设置参数 ②定时更换刀具,定时检查刀具是否合格 ③检查气压稳定性,检查主轴气压是否足够 ④检验来产料品,不合格超标就退回前工序 ①设置刀具深度要根据刀具图纸和产品图纸要求来设置, ②铣底座选用较好的刀具铣,底座每30分钟清洁一次 ③抽检部分来料厚度,以最中值厚度调机 ①定时检查真空气压稳定性,不稳定必须等气压稳定在生产 ②发现水不够清澈和较多玻璃微粒及亚克力碎屑应及时更换 ③切割速度要根据玻璃材料和厚度来选用最合理切割速度 ④定时检查刀具磨损程度,刀具不良时应及时更换 ⑤ 在放片时发现有来料变形时应拿出来计前工序不良 ⑥培训统一放片手法,必须放到位才能加工 ⑦程序员必须按规定分三次检查参数(mastercam参数检查, mastercam仿真检查,机器仿真检查) ⑧每当停电或关机后回了原点必须热机和回工件原点 ⑨检查气压稳定性,检查主轴气压是否足够
尺寸 不良
②放片不到位stercam参数检查,mastercam ③程序员必须检查确认参数设置,非技术人员不可更改任何参数 仿真检查,机器仿真检查) ④调机前检查电子图档是否一致,不一致要及时更换电子图档 ④ 根据图纸型号、版本号来拷贝电子图档
玻璃CNC原因分析

⑥ 调机人员必须根据材料,厚度不同选用最有效的进给速度加工 ⑥ 技术员必须根据产品的材料、厚度的不同选用最有效的进给速度 ①刀具与水位要调节合理 ,检查抽水过滤器是否阻塞,检查水箱 ①每次装刀时要确认好整个刀头是否喷到水 水是否足够,检查水是否硬化 ②定时更换刀具,选用合适刀具,主轴转速适中 ② 选用合适砂粒号刀具,选用标准参数调机
①定时检查真空气压稳定性,不稳定必须等气压稳定在生产 ②发现水不够清澈和较多玻璃微粒应及时更换 ③切割速度要根据玻璃材料和厚度来选用最合理切割速度 ④定时检查刀具磨损程度,刀具不良时应及时更换 ⑤ 在放片时发现有来料变形时应拿出来计前工序不良 ⑥培训统一放片手法,用手感觉必须放到位才能加工 ⑦技术员必须按规定分三次检查参数(mastercam参数检查, mastercam仿真检查,机器仿真检查) ⑧每当停电或关机后回了原点必须热机和回工件原点 ⑨检查气压稳定性,检查主轴气压是否足够 ⑩ 选用合理刀具,用报废玻璃对新刀具时进行磨合
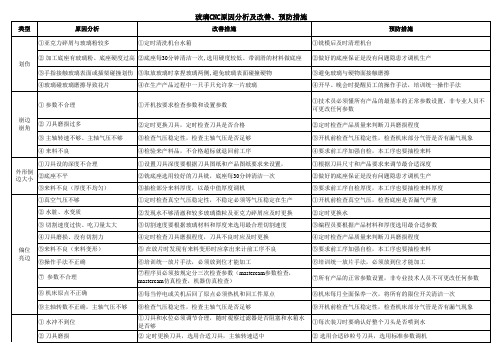
玻璃CNC原因分析及改善、预防措施
类型 原因分析 ① 吸收盒脏(磨粉与玻璃粉较多) 划伤 ② 加工底座有玻璃粉、底座硬度过 高 ③ 检验的毛巾脏、玻璃粉较多 ④玻璃碰玻璃磨擦导致花片 ① 参数不合理 崩边 崩角 ② 刀具磨损过多 ③ 主轴转速不够、主轴气压不够 ④ 来料不良 ①刀具设的深度不合理 ②放片不到位 精孔倒 边大小 ③粗孔边距没控制好 边 ④精孔底座过松 ⑤来料外形变形(厚度不均匀) ①刀具设的深度不合理 外形倒 ②底座不平 边大小 ③套位夹具过松 ④来料不良(厚度不均匀) ①精孔底座松动 ②粗孔边距超公差 孔偏 ③操作不手法统一、放片不到位 ④ 真空气压不够 ⑤单片加工的粗孔变形 ⑥ 进给率过快,圆弧与直边不稳合 ①定时清洗吸塑盒和垫纸 ②底座每30分钟清洁一次,选用硬度较低、带润滑的材料做底座 ③20分钟洗一次,洗前用水泡20分钟 ④在生产产品过程中一只手只允许拿一片玻璃 改善措施 预防措施 ①用插架泡水方式避免玻璃与物料的面接触磨擦 ②做好的底座保证是没有问题隐患才调机生产 ③玻璃清洁选用清洗机清洁,避免玻璃与物料的面接触磨擦 ④开早、晚会时提醒员工的操作手法,培训统一操作手法
中空玻璃产品检验中常见质量问题及原因分析

始露 点不 符合标 准要 求 的现象 。一 般情况 下 ,中空 玻璃 中每 米金 属 间隔框 内干燥 剂 的填充量 不应低 于
2 5g。
3 初 始 露点 温 度 高
露 点是 中空 玻璃最 重 要的质 量特性 之一 ,在产 品检 验 中最 常 见 的质 量 问题 是 初 始 露 点 温 度 高 。 G / 14 - 2 0 标 准 中规定 中 空玻璃 的初始 露点 BT1 9 4 0 2 温 度 ≯一 0c 4 c,一 些 企 业 的 产 品 达 不 到 要 求 ,见
封胶之间及与玻璃之间没有很好 的黏接 ,存在空隙和
1 引 言
随着 我 国建筑 节能政 策和法 规 的大力实施 ,中 空 玻璃作 为重 要 的节能 产 品 ,在建 筑 门窗及 幕墙 上
的应 用越 来越 广泛 。 由于较低 的技 术 门槛 、较少 的
脱离的现象 ,特别是 在产品的角部容易 出现 问题 ,见 图1 ~图4 。导致产生上述 问题 的主要原因有 : ( )一 些 企业 为 了降低 成 本 ,减 少原 材 料 的 1 使 用 ,不 按 要 求 打 胶 ,造 成 密 封 胶 厚 度 、宽 度
进行 阐述和分析 。
( )密封 胶 涂 布机 或 打胶 机 故 障 ,未 得 到及 3
时检 修 。
2 密 封 胶 厚 度 、 宽 度 小 ,涂 布 不 均 匀 、 不
连 续
目前 ,生 产和使 用量 最 大的 中空玻 璃是 金属 间 隔条式 双道 密封产 品 ,出现 密封胶涂布质量 问题 的情
质稳定 的具 有强 大深度 吸 附能力 的干 燥剂 ,因为干
图3 丁基 胶 与 二 道 密封 胶 间存 在 空 隙
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
⑥培训统一放片手法,用手感觉必须放到位才能加工
⑦技术员必须按规定分三次检查参数(mastercam参数检查, mastercam仿真检查,机器仿真检查)
⑧每当停电或关机后回了原点必须热机和回工件原点
⑦技术员必须懂所有产品的正常常数设置,非技术人员不可更改任 何参数
⑧机床每月全面保养一次,将所有的限位开关清洁一次
类型
原因分析
玻璃CNC原因分析及改善、预防措施
改善措施
预防措施
① 吸收盒脏(磨粉与玻璃粉较多) ①定时清洗吸塑盒和垫纸
①用插架泡水方式避免玻璃与物料的面接触磨擦
划伤
② 加工底座有玻璃粉、底座硬度过高 ②底座每30分钟清洁一次,选用硬度较低、带润滑的材料做底座
③ 检验的毛巾脏、玻璃粉较多
③20分钟洗一次,洗前用水泡20分钟
①真空气压不够 ② 水脏、水老化 ③ 切割速度过快、吃刀量太大 ④刀具磨损、没有切割力 ⑤来不不良(来料变形) 偏位 亮边 ⑥操作手法不正确 ⑦ 参数不合理
⑧ 机床原点不正确 ⑨主轴转数不正确,主轴气压不够 ⑩刀具砂粒过粗,切割阻力大 ① 水冲不到位
② 刀具磨损 ③参数不合理 砂边 ④ 刀具、砂粒过粗 ⑤ 主轴转数不合理
①刀具设的深度不合理
①设置刀具深度要根据刀具图纸和产品图纸要求来设置,
①根据刀具尺寸和产品要求来调节最合适深度
②放片不到位 精孔倒 边大小 ③粗孔边距没控制好
边 ④精孔底座过松
②培训统一放片手法,用手感觉必须放到位才能加工 ③粗孔送料前全检边距,不合格超标按规定处罚 ④底座必须适中,用到过松时要及时更换
①刀具与水位要调节合理 ,检查抽水过滤器是否阻塞,检查水 箱水是否足够,检查水是否硬化
②定时更换刀具,选用合适刀具,主轴转速适中
①每次装刀时要确认好整个刀头是否喷到水 ② 选用合适砂粒号刀具,选用标准参数调机
③开机按要求分三次检查参数(mastercam参数检查,mastercam ③技术员必须懂所有产品的正常常数设置,非技术人员不可更改任
⑥进给速度过快
①水冲不到位
②刀具磨损 烧边 ③参数不合理
④刀具砂粒过粗 ⑤主轴转数不合理、进给速度过快 ①真空气压不够、走位 ②放片不到位 尺寸 不良 ③参数出错
①定时检查真空气压稳定性,不稳定必须等气压稳定在生产
①开机前检查真空气压,检查底座是否漏气严重
②发现水不够清澈和较多玻璃微粒应及时更换
②定时更换水
④要求前工序自检厚度,本工序也要抽检须适中,比成品尺寸单边大3个丝即可,过松时及时更换 ③铣好的底座拿10片产品验证合格后再调机生产
②粗孔边距超公差
②粗孔送料前全检边距,不合格超标按规定处罚
②粗孔必须安排熟练使用卡尺的人开机
孔偏
③操作不手法统一、放片不到位 ④ 真空气压不够 ⑤单片加工的粗孔变形 ⑥ 进给率过快,圆弧与直边不稳合
②培训统一放片手法,用手感觉必须放到位才能加工 ③粗孔必须安排熟练使用卡尺的人开机 ④铣好的底座拿10片产品验证合格后再调机生产
⑤来料外形变形(厚度不均匀)
⑤来料抽检部分厚度,以最中值厚度调机
⑤要求前工序自检厚度,本工序也要抽检来料厚度
①刀具设的深度不合理
①设置刀具深度要根据刀具图纸和产品图纸要求来设置,
①根据刀具尺寸和产品要求来调节最合适深度
外形倒 ②底座不平 边大小 ③套位夹具过松
②铣底座选用较好的刀具铣,底座每30分钟清洁一次 ③套位夹具必须比开料尺寸单边大3-4个丝,过大需更换
②做好的底座保证是没有问题隐患才调机生产 ③铣好的底座拿10片产品验证合格后再调机生产
④来料不良(厚度不均匀)
④抽检部分来料厚度,以最中值厚度调机
查,mastercam仿真检查,机器仿真检查)
何参数
②定时更换刀具,定时检查刀具是否合格 ③检查气压稳定性,检查主轴气压是否足够
②定时检查产品质量来判断刀具磨损程度 ③开机前检查气压稳定性,检查机床部分气管是否有漏气现象
④ 来料不良
④检验来产料品,不合格超标就退回前工序
④要求前工序加强自检,本工序也要抽检来料
③培训统一放片手法,用手感觉必须放到位才能加工 ④ 定时检查真空气压稳定性,不稳定必须等气压稳定在生产 ⑤ 检查单片成型的粗孔时,发现有变形现象必须换刀调机 ⑥ 圆弧参数尽可能走慢,直线参数走适中即可
③培训统一放片手法,用手感觉必须放到位才能加工 ④开机前检查真空气压,检查底座是否漏气严重 ⑤走单片成型产品要求每片自检外观,发现有不良现象要及时换刀 ⑥根据机器的性能选用最合适的圆弧与直线参数配比
③ 技术员必须根据材料,厚度选用最合理参数加工
③技术员要根据产品材料和厚度选用最合适参数
④ 选用最合理刀具,用报废玻璃对新刀具进行磨合
④ 根据产品材料选用合适砂粒号刀具
⑤ 技术员必须设置主轴参数在合理范围,非技术人员严谨更改 ⑤ 技术员必须检查好主轴参数再调机生产
⑥ 调机人员必须根据材料,厚度不同选用最有效的进给速度加工 ⑥ 技术员必须根据产品的材料、厚度的不同选用最有效的进给速度
⑨检查气压稳定性,检查主轴气压是否足够
⑨开机前检查气压稳定性,检查机床部分气管是否有漏气现象
⑩ 选用合理刀具,用报废玻璃对新刀具时进行磨合
①刀具和水位必须调节合理,随时观察过滤器是否阻塞和水箱水 是否够 ② 定时更换刀具,选用合适刀具,主轴转速适中
⑩ 根据产品材料选用合适砂粒号刀具 ①每次装刀时要确认好整个刀头是否喷到水 ② 选用合适砂粒号刀具,选用标准参数调机
③切割速度要根据玻璃材料和厚度来选用最合理切割速度
③技术员要根据产品材料和厚度选用最合适参数
④定时检查刀具磨损程度,刀具不良时应及时更换
④定时检查产品质量来判断刀具磨损程度
⑤ 在放片时发现有来料变形时应拿出来计前工序不良
⑤要求前工序加强自检,本工序也要抽检来料
⑥培训统一放片手法,用手感觉必须放到位才能加工
④玻璃碰玻璃磨擦导致花片
④在生产产品过程中一只手只允许拿一片玻璃
②做好的底座保证是没有问题隐患才调机生产 ③玻璃清洁选用清洗机清洁,避免玻璃与物料的面接触磨擦 ④开早、晚会时提醒员工的操作手法,培训统一操作手法
① 参数不合理
崩边 崩角
② 刀具磨损过多 ③ 主轴转速不够、主轴气压不够
①开机按要求检查参数和设置参数,分三次检(mastercam参数检 ①技术员必须懂所有产品的正常常数设置,非技术人员不可更改任