电脑绣花机花样处理技术的研究及应用
电脑绣花工艺赏析
电脑绣花工艺赏析中国刺绣,历史悠久,为了与时俱进,电脑绣花机应时而生。
解决了人工刺绣速度慢,拷贝时偏差大,不能批量生产的通病。
大大提高了生产效率。
下面咱们看看那些常见和不常见的机绣工艺吧!1平绣刺绣工艺电脑绣花机中的平绣是通过应用不同的打版技巧,可取得多样的刺绣效果,也是最常用的工艺,平绣中又可分为跳针绣、走针绣和榻榻米绣。
跳针绣主要用于LOGO等简单字体和图案;走针绣用于细小文字和细小纹路的图案;榻榻米绣主要用于面积较大更精细的花样图案。
现在很多精美电绣都是多种工艺混合应用的结果。
2粗线秀刺绣工艺具有手绣的粗犷感,配合了仿手绣的潮流,为消费者所普遍欢迎。
特征:注:需用特别物料.采用了比普通绣花线(120d/2)为粗的线,如300d/2或450d/2。
适合于手袋、鞋面、服装上做出特殊的马克线粗线立体效果!3立体绣刺绣工艺实心立体绣是夹有垫加材料体现立体感的刺绣手法。
垫加材料立体环保,采用泡沫海绵和苯乙烯板等素材、并且其厚度在压布脚和布料之间(3~5mm)范围。
适合于手袋、鞋面、服装上做出特殊的立体效果!4百褶绣刺绣工艺以更紧密的卷褶工艺,做出不同于褶边绣的效果。
配合多色花带做出醒目亮丽的效果,用于晚装、牛仔服装,手袋上使用十分合适。
5中空立体绣中空立体绣是在刺绣加工后溶解加垫素材,使呈现出柔美的立体感的手法。
此手法原来需要很多的设备,但是根据独特的加工方法即能容易的进行。
实现具有高附加价值,柔美的立体的刺绣。
特征:1) 能体现海绵立体刺绣所不能体现的轻柔刺绣。
2) 上线对布料具有立体感,更能突出颜色的深度和光泽。
3) 对有伸缩性的布料和精致的布料,也能不损坏原有的气氛,体现柔和的效果。
4) 能保持粗线,毛线等特有的柔软性进行刺绣。
适合于手袋、鞋面、服装上做出特殊的立体效果!刺绣工艺十字绣本为坊间流行的手绣工艺,现在可以用机器进行模仿,大大增加了机器的附加值;如果打版时能配合打出类似手绣的效果,则更能刺激消费者的购买意欲。
2024年电脑绣花机市场分析现状
2024年电脑绣花机市场分析现状1. 背景介绍电脑绣花机是一种利用计算机技术进行绣花的设备,它能够实现高精度、高效率的绣花操作,被广泛应用于个性化定制、服装制作等领域。
随着人们对个性化产品的需求增加,电脑绣花机市场潜力巨大,各大制造商纷纷投入研发和生产,市场竞争激烈。
2. 市场规模根据市场调研数据显示,近年来电脑绣花机市场呈现快速增长的趋势。
预计到2025年,全球电脑绣花机市场规模将达到100亿美元。
亚太地区是该市场的主要增长驱动力,其次是北美和欧洲地区。
中国作为世界制造业大国,拥有庞大的纺织制造业,对电脑绣花机需求量大,市场规模也将持续扩大。
3. 市场趋势3.1 技术创新电脑绣花机市场持续向高精度、高效率方向发展,技术创新成为市场竞争的关键。
近年来,一些制造商通过引入人工智能、机器视觉等先进技术,提高了电脑绣花机的智能化水平。
同时,一些制造商还注重对设备的外观设计和人机交互体验进行改进,使得电脑绣花机更加易用且美观。
3.2 应用扩展除了传统的纺织行业,电脑绣花机在其他领域的应用也逐渐扩展。
例如,在服装定制领域,电脑绣花机能够按照顾客的需求进行个性化定制,提供多样化的产品选择。
此外,电脑绣花机还被应用于家居装饰、汽车内饰等领域,为产品增加了独特的艺术元素。
3.3 环保节能电脑绣花机制造商也开始关注环保节能问题。
通过改进设备设计和使用更加节能的技术,降低了设备的能源消耗。
同时,一些制造商还采用环保材料,减少了电脑绣花机在生产和使用过程中对环境的影响,符合当代社会的可持续发展要求。
4. 市场竞争电脑绣花机市场竞争激烈,主要制造商包括日本的Brother Industries、瑞士的Tajima、中国的吉普敦等。
这些制造商凭借多年的技术积累和市场影响力,在全球范围内占据较大份额。
同时,一些新兴制造商也不断涌现,加剧了市场竞争。
为了提高竞争力,制造商们加大了研发投入,不断推出更加先进和创新的产品,以满足市场需求。
电脑绣花机花样制版方法
电脑绣花机花样制版方法作者:禾丰电脑绣花机所有者:/电脑绣花机是当代纺织业不可缺少的产品,它的便捷化、高速化、多样化,吸引了越来越多纺织、服装等客户的青睐。
电脑绣花机可以通过电控操作,制出不同的绣花样板。
在此,禾丰电脑绣花机为大家提供最全面的打版制样方法。
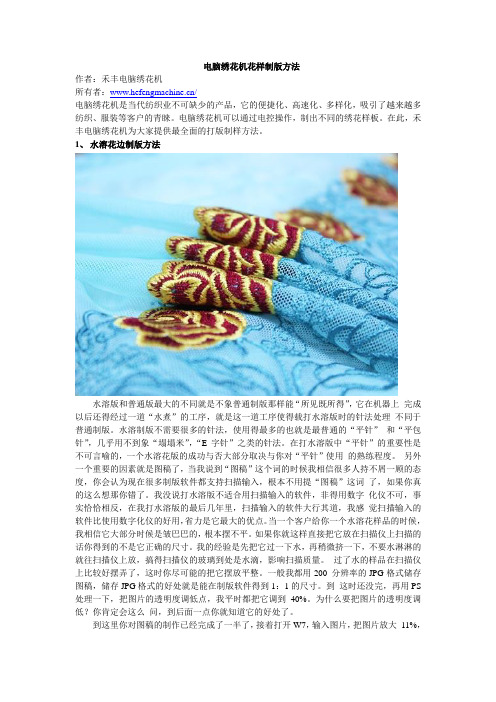
1、水溶花边制版方法水溶版和普通版最大的不同就是不象普通制版那样能“所见既所得”,它在机器上完成以后还得经过一道“水煮”的工序,就是这一道工序使得载打水溶版时的针法处理不同于普通制版。
水溶制版不需要很多的针法,使用得最多的也就是最普通的“平针”和“平包针”,几乎用不到象“塌塌米”,“E字针”之类的针法。
在打水溶版中“平针”的重要性是不可言喻的,一个水溶花版的成功与否大部分取决与你对“平针”使用的熟练程度。
另外一个重要的因素就是图稿了,当我说到“图稿”这个词的时候我相信很多人持不屑一顾的态度,你会认为现在很多制版软件都支持扫描输入,根本不用提“图稿”这词了,如果你真的这么想那你错了。
我没说打水溶版不适合用扫描输入的软件,非得用数字化仪不可,事实恰恰相反,在我打水溶版的最后几年里,扫描输入的软件大行其道,我感觉扫描输入的软件比使用数字化仪的好用,省力是它最大的优点。
当一个客户给你一个水溶花样品的时候,我相信它大部分时候是皱巴巴的,根本摆不平。
如果你就这样直接把它放在扫描仪上扫描的话你得到的不是它正确的尺寸。
我的经验是先把它过一下水,再稍微挤一下,不要水淋淋的就往扫描仪上放,搞得扫描仪的玻璃到处是水滴,影响扫描质量。
过了水的样品在扫描仪上比较好摆弄了,这时你尽可能的把它摆放平整。
一般我都用200 分辨率的JPG格式储存图稿,储存JPG格式的好处就是能在制版软件得到1:1的尺寸。
到这时还没完,再用PS 处理一下,把图片的透明度调低点,我平时都把它调到40%。
为什么要把图片的透明度调低?你肯定会这么问,到后面一点你就知道它的好处了。
到这里你对图稿的制作已经完成了一半了,接着打开W7,输入图片,把图片放大11%,现在一般的制版软件几乎都有这一功能。
电脑绣花机的各种绣法应用
电脑绣花机的各种绣法应用
电脑绣花机拥有各种各样的绣法,通过这些绣法,设计者也就是打版师能制作出各种精美的绣品。
以下是瑞珂玛提供的电脑绣花机的绣法及其应用:
1.贴布绣
贴布绣也称补花绣,是一种将其他布料剪贴绣缝在服饰上的刺绣形式。
中国苏绣中的贴续绣也属这一类。
其绣法是将贴花布按图案要求剪好,贴在绣面上,也可在贴花布与绣面之间衬垫棉花等物,使图案隆起而有立体感。
贴好后,再用各种针法锁边。
贴布绣绣法简单,图案以块面为主,风格别致大方。
2.雕绣
雕绣又称楼空绣,是一种有一定难度、效果十分别致的绣法。
它的最大特点是在绣制过程中,按花纹需要修剪出孔洞,并在剪出的孔洞里以不同方法绣出多种图案组合,使绣面上既有洒脱大方的实地花,又有玲戏美观的楼空花,虚实相衬,富有情趣。
绣品高雅、精致。
3.包梗绣
包梗绣主要特点是先用较粗的线打底或用棉花垫底,使花纹隆起,然后再用绣线绣没,一般采用平绣针法。
包梗绣花纹秀丽雅致,富有立体感,装饰性强,又称高绣,在苏绣中则称凸绣。
包梗绣适宜于绣制块面较小的花纹与狭瓣花卉,如菊花、梅花等,一般用单色线绣制。
4.彩绣
彩绣泛指以各种彩色绣线统制花纹图案的刺绣技艺,具有绣面平服、针法丰富、线迹精细、色彩鲜明的特点,在服装饰品中多有应用。
彩绣的色彩变化也十分丰富,它以线代笔,通过多种彩色绣线的重叠、并置、交错产生华而不俗的色彩效果。
尤其以套针针法来表现图案色彩的细微变化最有特色,色彩深浅融汇,具有国画的渲染效果。
直线电机在电脑绣花机中的应用介绍

直线电机在电脑绣花机中的应用介绍概述电脑绣花机是一种通过电脑控制的自动化绣花设备,使用者可以通过电脑上的软件编辑出要绣的图案,然后将数据传输给电脑绣花机,机器会按照预设的路径,使用不同颜色的线进行针迹绣制。
通过使用直线电机,电脑绣花机可以更加精确快速地完成绣制任务。
直线电机的优势直线电机是一种常见的线性电机,其特点是输出力矩大、速度快、精度高、可靠性强,运动平稳。
相比传统的轮廓线驱动方式,使用直线电机的电脑绣花机具有以下优势:1.精度更高:直线电机可以实现连续运动,从而避免了轮廓线驱动中,由于运动不连续而导致的误差。
这样,在电脑绣花机使用直线电机进行运动时,可以确保绣花的精度更高,线路更加平滑。
2.加速度更大:由于直线电机的输出力矩大,因此可以更加迅速地响应用户输入,完成加速和减速。
这样一来,电脑绣花机的运动速度更快,时间更短,效率更高。
3.更加稳定:直线电机的结构较为紧凑,具有长寿命和高可靠性的特点。
使用直线电机的电脑绣花机,不仅能够实现高速高精度的绣花,还能够保证机器运行的稳定性和安全性。
直线电机在电脑绣花机中的应用直线电机广泛应用于电脑绣花机中,主要应用在绣头的电脑控制、运动和部件的位置调整。
以下是直线电机在电脑绣花机中的主要应用:绣头的电脑控制电脑绣花机的绣头是机器会通过线头对面绣花底布进行运动,完成绣花的核心部分。
使用直线电机的电脑绣花机,可以通过电脑上的软件,对绣头进行精准控制。
用户可以通过软件自由调整绣花的大小、位置和形状,直线电机可以根据这些指令精确移动绣头,完成出色的自动绣花。
运动调整在绣花过程中,绣头需要进行上下、左右运动来完成不同花型的绣制。
直线电机可以根据输入信号,根据自定义运动路径来完成绣头的运动,从而实现绣花线条的精确绣制。
部件的位置调整电脑绣花机中的各个部件,如:花针、轮廓线等都需要进行位置调整,以保证绣花的精度和美观。
直线电机可以通过对绣花机花针、轮廓线等部件的控制,对这些零件进行精准的位置调整,保证绣花的档次和品质。
电脑绣花机花样制版方法
电脑绣花机花样制版方法
首先,制版前需要准备好相关文件和工具,包括电脑绣花机、计算机、绣花软件、绣花针、布料等。
1.打开电脑绣花机和计算机,确保两者能够正常连接。
2.安装绣花软件,并将软件与电脑绣花机连接,根据软件提示进行设
置和调试。
3.将设计师提供的花样样稿导入绣花软件中。
可以通过扫描或导入图
片文件的方式将花样输入到软件中。
5.在软件中选择合适的线迹和颜色。
根据布料和花样的需要,选择适
合的线迹材料和颜色。
6.对花样进行分层和编程。
根据花样的复杂程度,将花样分为不同的
层次,并为每个层次编程。
编程的目的是为了控制绣花针的动作和线迹的
绣制顺序,确保花样能够按照预设的样式完成绣制。
7.设置好绣花机的参数。
根据花样和布料的需要,设置绣花机的速度、线迹紧密度、绣花针的次数等参数。
8.将编程后的花样传输到绣花机上。
通过计算机与绣花机的连接,将
编程后的花样传输到绣花机中。
9.在布料上进行试绣。
在进行正式绣制之前,可以在布料上进行试绣,检查绣花效果和调整细节。
10.开始正式绣制。
当试绣效果满意后,可以进行正式绣制。
将布料
固定好,启动绣花机,开始按照编程好的花样进行绣制。
以上就是电脑绣花机花样制版的方法。
随着科技的发展,电脑绣花机的功能和操作也在不断改进和完善,使得制版更加方便快捷,绣制效果更加精细。
但无论使用何种技术,对于制版人员来说,熟练掌握操作技巧和对花样的理解是至关重要的。
基于WinCE5.0的电脑绣花机花样管理系统的研究
磁盘花样管 理
O 引 言
电 脑绣 花 机 正 朝着 高 速 、高精 度 、智 能化 、多 功 能 化 和 高
速 预览 ;实验 测 试 表 明 :该 系 统操 作 方 便 , 图形 界 面友 好 ;对 提 高 电脑 绣 花 机 的控 制 品 质和 档 次 具有 重 要 的 应 用价 值 。
关键 词 :电脑 绣 花 机 ;花 样 管理 系统 ;WiC 5 0 n E .
Re e r h o sg ng M a a e ntS s e o s a c fDe i ni n g me y t m f Co mpu e ie t r z d Em b o de y M a h ne Ba e n W i CE . r i r c i sdo n 5 0
一
存 后 ,可调 入 内存 花样 管 理 子 模 块 对 花样 进 行 刺 绣 前 的查 看 , 预 览 ,编辑 等 操 作 ,待 选 定 刺 绣 花 样后 就 基 本 完 成 了刺 绣 前 的
可 靠 性 的方 向发 展 ,对 人 机 界 面 的友 好 性 与人 性 化 要 求 日益 提 高 。花 样 管 理 系 统是 人 机 界 面 的重 要 部 分 ,包 括 花 样 文件 输 入 输 出 、编 辑 、预 览 、选 择 、删 除 等 功 能 。 对 电 脑 绣 花 机 来 讲 ,
中图 分 类号 : P 1 i P 1 T 31T 35
基 于 W iC . n E 5 0的 电脑 绣 花 机 花 样 管 理 系统 的研 究
家用电脑绣花机花样处理及研究
家用电脑绣花机花样处理及研究近年来,随着电脑技术的迅猛发展,家用电脑绣花机成为了越来越多家庭的新宠。
家用电脑绣花机的出现,不仅使绣花变得更加简单高效,而且为普通家庭提供了更多的创作空间。
本文将探讨的相关内容。
首先,我们要了解家用电脑绣花机的基本原理。
家用电脑绣花机通过将电脑与绣花机相连接,使得用户可以在电脑上设计绣花图案,并将其传输到绣花机上进行实际绣制。
这一技术的出现,使得绣花的设计和制作过程更加方便快捷。
在家用电脑绣花机中,花样处理是一个重要的环节。
花样处理的目的是将设计好的绣花图案转化为绣花机可以识别和执行的指令。
家用电脑绣花机通常配备了专业的绣花软件,用户可以通过该软件对图案进行编辑、调整和优化。
在软件中,用户可以选择不同的绣花线色彩、线密度和绣花效果,以满足个性化的需求。
花样处理的关键在于将复杂的图案转化为绣花机可以识别的简单指令,这就需要绣花软件具备强大的图像处理能力和高效的算法。
家用电脑绣花机花样的研究也是一个持续发展的领域。
目前,许多学者和研究人员致力于改进绣花软件的功能和性能,以满足用户的不断需求。
他们通过研究图像处理、模式识别和机器学习等领域的理论和方法,不断改进花样处理的算法和技术。
例如,一些研究者提出了基于神经网络的图像识别算法,可以更准确地识别绣花图案中的线条和颜色;还有一些研究者提出了基于机器学习的自动优化算法,可以根据用户的需求自动调整绣花线的密度和颜色。
这些研究成果的应用,使得家用电脑绣花机的花样处理能力得到了显著提升。
总之,家用电脑绣花机的花样处理及研究是一个不断进步的领域。
随着科技的不断发展,我们相信家用电脑绣花机将会带来更多的惊喜和创新。
无论是家庭用户还是专业绣花爱好者,都可以通过家用电脑绣花机实现自己的绣花梦想。
国内电脑绣花机的现状及发展
国内电脑绣花机的现状及发展桂林路标市场研究有限公司近年来随着改革开放以及西部大开发的深入,我国的国民经济得到了飞速的发展。
同样,在普通社会公民所说的“衣食住行”中占首位的服装产业取得了蓬勃的发展。
我国已经成为了一个立足本国面向世界的服装产业大国。
在这样的时代背景之下,作为服装产业的附属产业之一的刺绣业也兴旺发达起来。
刺绣这一传统中的手工艺术在信息社会中得到了质的飞跃,电脑绣花机就是传统的刺绣与电子、机械相结合的产物。
1 电脑绣花机的工作原理及主要特征1.1 电脑绣花机的工作原理电脑绣花机是在电脑缝纫机的基础上发展起来的。
多年来一直由机械技术占统治地位的缝纫机领域,自1975年以来引入了电子技术,从此缝纫机开始进入了电脑控制的机电一体化时代。
电脑缝纫机是以微处理器进行四轴数控。
数控系统控制x及y方向的两个步进电机带动工作台作平面运动,同时监视检测使针进行上下运动的电机(主轴电机)的回转,从而对x-y工作台及针的摆动完成间断运动的控制。
在此基本原理上,电脑缝纫机还加入了断线检测、数据存储等功能模块,是其工作稳定便捷。
电脑绣花机在电脑缝纫机的基础上加入了刺绣的功能特性,对电脑缝纫机的软硬件进行适当的改变以适应刺绣的需要。
电脑绣花机的主要特性电脑绣花机具有结构简单、工作稳定、功能多、自动化程度高、操作简便及噪声小等特点,图1为电脑绣花机样机。
其主要特征如下:a.优异的可操作性该机大多采用了键盘式操作,相应处理软件的使用使刺绣工作变得简单易于掌握。
显示设备在一定程度上的使用使操作的可视化得到了加强,从而便于一般从业人员的使用。
在工作台面下设有长杆开关,启动停机都有十分方便。
绷架的任意方向可手控运行,从而非常容易找到所需要的定位点。
中高档机还设有高速、低速空走功能,使补绣、定位都非常快捷,灵便。
b.具有很强的编辑和存储功能计算机的使用使绣花机能记忆近百种花样,记忆针数达到30多万针,如用户需要可额外增加扩充配置,满足不同的需要。
电脑绣花机运动控制研究与应用的开题报告
电脑绣花机运动控制研究与应用的开题报告一、选题背景及研究意义随着时代的发展和生产方式的变革,纺织行业正处于高速发展的时期。
传统的手工绣花方式已经无法满足现代纺织生产的需求,电脑绣花机应运而生,其生产效率、品质和多样性得到了极大提高。
而电脑绣花机运动控制是电脑绣花机的核心部分,其在提高电脑绣花机生产效率、降低生产成本和提高产品品质方面发挥着重要作用。
本研究旨在探究电脑绣花机运动控制的原理、方法和应用技术,研究其对提高电脑绣花机生产效率、降低生产成本和提高产品品质的影响,从而为电脑绣花机运动控制技术的进一步发展提供理论依据和实践方案,具有重要的研究意义和实际应用价值。
二、研究内容和研究方法本研究主要内容包括:1. 电脑绣花机运动控制的原理和方法研究:介绍电脑绣花机的运动控制系统和其原理,分析电脑绣花机运动控制的方法及其优缺点。
2. 电脑绣花机运动控制技术的应用研究:深入了解电脑绣花机运动控制技术的应用,具体探究其在提高生产效率、降低生产成本和提高产品品质方面的应用。
3. 设计与开发电脑绣花机运动控制系统:结合实际需要,设计并开发适合电脑绣花机的运动控制系统,测试该系统的性能和实用性,并探究其可行性。
本研究采用文献资料法、实验研究法和数值模拟法进行研究。
首先,深入了解电脑绣花机运动控制理论和技术,分析、比较已有的相关研究成果,并对其进行综合评价。
其次,设计适合电脑绣花机的运动控制系统,并通过实验研究和数值模拟,验证其性能和实用性。
最后,根据实验和模拟结果,分析运动控制系统的优缺点,并提出改进方案,为该领域的进一步发展提供科学依据和实践参考。
三、预期成果1. 深入理解电脑绣花机运动控制的原理、方法和应用技术,并研究其对提高电脑绣花机生产效率、降低生产成本和提高产品品质的影响。
2. 设计与开发适合电脑绣花机的运动控制系统,并测试其性能和实用性。
3. 提出改进方案,为电脑绣花机运动控制技术的进一步发展提供理论依据和实践方案。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
孙瑜刘芳(南京理工大学自动化学院,江苏南京210094)Study and Application of Computer Embroidery Machine Pattern Processing Technique摘要为了对花样进行有效的处理,在详细分析了DSB 格式花样文件存储特点的基础上,研究了坐标系缩放算法与花样的绝对坐标变换算法。
在坐标系缩放算法中,进一步研究了保证花样数据精度的方法,使花样能精确的显示;绝对坐标变换的应用,消除了数据在变换过程中产生的累积误差,提高了变换精度。
利用Qt Designer 设计了电脑绣花机嵌入式系统花样处理程序,实现了花样的动态不失真显示和不失真变换操作。
关键词:电脑绣花机,花样文件,花样处理AbstractIn order to process the pattern well,on the base of analyzing the storage characteristic of DSB pattern,the algorithmof zooming coordinate and the absolute coordinate algorithm for pattern transformation were studied.The pattern was dis-played precisely by using the zooming coordinate algorithm which ensured the precision of the pattern data;The transfor-mation precision was improved by using the absolute coordinate algorithm which eliminated the accumulated errors in transformation.The pattern processing programs of computer embroidery machine embedded system were designed by us-ing Qt Designer.The programs realize the undistorted showing of dynamic pattern picture in stable base areas and undis-torted transformation of the pattern.Keywords :computer embroidery machine,pattern file,pattern processing花样处理是电脑绣花机中的关键技术。
花样处理技术是通过花样信息的读取和操作来实现花样图案的显示、缩放和旋转等的技术。
梁克等人提出一种基于自主研制的花样格式的花样处理方法,处理效果好,但不适用于普通格式的花样文件,应用受到限制。
本文在综合考虑处理效果和实用性的基础上,实现了花样处理,并将此处理技术应用于实际的绣花系统,取得了很好的效果。
1花样文件存储格式及其特点花样处理是基于花样文件的操作,花样文件有DST 、DSB 、DSZ 等多种格式,每种格式的文件存储方式固定,并有其各自的特点。
本文简单介绍DSB 格式花样的存储特点,详细文件格式介绍可参考文献[4]。
DSB 格式花样文件由文件头、针位信息和文件尾三部分组成。
文件头存储花样的整体信息,有总针数、换色次数等;文件尾是文件的结束标识,花样文件均以1a 结束。
花样文件中最主要的信息是花样的针位信息,X 、Y 轴步进电机即是根据此信息带动绣框运动。
花样的针位信息由三个字节组成一个缝制单元,如表1所示:表1DSB 花样一针信息存储格式第一个字节A 7~A 0是控制功能码,包括了正常缝制、剪线、跳线等缝制动作,其中正常缝制和跳线又包括绣框移动的方向描述;第二、三个字节B 7~B 0和C 7~C 0分别是针迹Y 轴方向和X 轴方向的位移大小。
该位移大小是相对于前一针的相对偏移量。
由上述分析可以得出,DSB 格式花样具有以下特点:1)花样的文件头便于花样信息的校正。
2)花样针位信息中的控制信息给出了绣框运动的方向。
3)针位信息中的位移信息的最大存储范围为0~127,并且只能存储整数形式的值。
在对花样进行处理时,需特别注意位移存储的范围和形式。
2花样显示技术的实现花样文件是以数据的形式存储花样的图像信息,它的存储特点为信息存储量大,所需空间少,便于电脑绣花机刺绣,但其并不直观,为了使用户直观的看到花样的图案,需要实现花样的显示功能。
花样显示是运用Qt 绘图机制将花样文件转换为花样图案显示在屏幕上,方便用户预览花样。
要把任意一个花样显示在固定的显示区域,需做的工作为:①求动态缩放比例,使缩放后的花样尺寸满足显示区域的大小。
②求花样中心点,使花样能居中显示。
对此,我们采用动态调整坐标系的方法,即通过动态缩放坐标系,在固定区域显示动态变化的花样图案。
这样保证了显示图案的完整性和精确性,使绘制出的图案更美观,而且毫不失真。
用图1来说明整个思路。
假想在坐标原点处存在一个大小与原始花样一致的区域,将原始花样整体平移到该区域,再缩放坐标系使花样的大小与显示区域一致。
平移采用的是中心点重合的方法,下面详细介绍。
图1中,(a)为花样原始坐标系花样显示效果,花样文件中的花样信息均是在此坐标系下的数据,(b)为(a)中坐标系经过X 、Y 方向分别按一定的比例K x 、K y 压缩后的坐标系,花样图案即是在此坐标系下显示的。
图1(a)中,X min 为花样在X 方向的最小值,X max 为花样在X 方向的最大值,同理,Y min 、Y max 分别为花样在Y 方向的最小值、最大值。
电脑绣花机花样处理技术的研究及应用A 7A 6A 5A 4B 7B 6B 5B 4C 7C 6C 5C 4A 3A 2A 1A 0B 3B 2B 1B 0C 3C 2C 1C 0电脑绣花机花样处理技术的研究及应用60图1调整坐标系预览花样过程从图1可以看出,对于任何一个花样文件都能找到X min、X max、Y min、Y max,则有花样的宽度和花样的高度的计算公式如下:width=Ymax-Ymin(1)height=Xmax-Ximn(2)中心点在X方向的值为X cx:Xcx=Xmin+height/2(3)中心点在Y方向的值为Y cy:Ycy=Ymin+width/2(4)计算原始花样在假想区域的起绣参考量:Xstart=height/2-Xcx=-Xmin(5)Ystart=width/2-Ycy=-Ymin(6)显然,从式(5)和(6)得到的起绣参考量坐标值都是整数,这样保证了数据的精确度。
起绣参考量与花样文件中的第一针的偏移量的和即为起绣点。
接下来需要确定坐标系压缩比例。
花样的原始宽度和高度见式(1)和式(2),显示花样的区域由用户指定。
假设显示区域为600×400,那么X、Y方向的压缩比例为:Kx=400/height(7)Ky=600/width(8)花样显示的流程图如图2所示。
图5(a)给出了花样显示的效果图。
3花样变换技术的研究由于电脑绣花机的内存有限,为了减少内存的消耗,要求一个花样文件能绣出多种图案,花样变换即可以解决此问题,花样变换技术的应用满足了用户对花样多样性的要求,在电脑刺绣中起了重要的作用。
花样的变换包括花样的缩放、旋转、花样裁剪、花样拼接等。
本文主要以旋转变换为例讨论花样的缩放和旋转变换。
如图3所示,其中,花样上的一点P n+1(△x,△y)逆时针旋转角θ(规定逆时针转为正向旋转),形成新的点P軍n+1(△x,△y)。
旋转后P軍n+1点相对于前一点P n点的坐标可以表示为:△x=rcos(α+θ=△xcosθ+△ysinθ)△y=rsin(α+θ=△xsinθ+△ycosθθ)(9)花样文件只能存储整数形式的偏移量,而从式(9)可以看到,计算过程会产生小数值。
总结失真原因为:1)每针偏移量参与浮点计算会丢失小数部分的数值;2)旋转变换会导致每针信息产生的误差值发生累积现象。
由浮点数参与运算产生的误差不可避免,但是每针的误差较小,如果能消除误差的累积,就能实现不失真变换。
为了消除累积误差,本文采用的是绝对坐标的处理方法,具体做法是:每针的旋转不以上一点为参考点,而是选择某一固定点(此处选为该花样的起绣点),计算出所要旋转的点与该点的绝对坐标,对该坐标值进行旋转操作,之后再用操作点旋转后的坐标计算该点相对于前一点的偏移量,写入花样文件。
这样就有效的消除了累积。
原理说明如图4所示,设有某花样中的三个点PnPn+1Pn+2,逆时针旋转θ后得到P軍nP軍n+1P軍n+2,其中,P为花样的起绣点,各点均以P为旋转基准点。
图3花样旋转过程示意图图4绝对坐标算法旋转示意图由于篇幅有限,花样旋转的流程图不在此赘述,图5(b)给出了旋转处理的效果图。
花样的缩放和旋转原理相同,不同点在于:花样的缩放不需要处理花样控制代码,变换前后保持一致。
但是,花样放大可能出现花样一针的位移量超出花样文件设定的最大存储范围,此时就需要对超出存储范围的针进行分针处理。
4花样放大后长针分针算法实现在花样的放大变换时,当花样的缩放率大于1时,可能出现放大后某些针的位移量大于花样格式固定的存储范围,此时需要分针处理。
由于本文研究的放大最大缩放率为200%,一针信息放大后最多采用两针即可实现存储。
同时,分针过程中X、Y方向的变换率必须相同,否则走针方向会偏离原始花样的走针方向。
另外,分针的中间处不能落针,否则与花样信息发生偏差。
总之,分针过程必须保证以下几点:①长针分成两针;②新针X、Y方向位移变化比率相同;③新添加针应为跳针;④新形成的两针走针位移和应与变换后的走针总长度相同。
5结果分析根据上述的处理方法,在Linux系统下,利用Qt Designer编写程序,运行结果如图5所示。
图5(a)为原始花样显示效果图,从中可以看出花样居中显示,针迹清晰,不存在花样的失真,显示效果很完美;从图5(b)为花样经过37°旋转变换效果图,从中可以看出花样的旋转能保持与原始花样相同的视觉效果;图5(c)为花样缩放50%的效果图;图5(d)为花样不采用绝对坐图2花样显示流程图图5花样处理效果图(下转第63页)表4决策规则表(上接第61页)标处理算法旋转37°后的效果图,从图中可以看出,花样有明显失真。
对比图(a)、(b)、(c)与(d),可以看出,本文所采用的处理方法实现了花样的不失真显示和不失真变换,达到了预期的效果。