LED点荧光粉作业指导书
LED作业指导书

LED作业指导书(排支架) 页次:3/27一、目的:排料工序严格受控、保证产品品质二、使用范围:排支架工序三、使用设备:工具——一手套、支架座、铝盘、颜色笔四、作业规范4.1作业前先戴手套。
4.2根据当天需生产的品名规格,选用所需的支架与晶片.4.3依规定在支架底部画上颜色,以便于后段作业区分.五、注意事项5.1排料要整齐,每一支架座最多排50支,不够支请标明数量.5.2固双色支架直角排向右边,单色支架碗形排向左边.六、品质标准6.1排料过程中,如发现变黄、变黑不正常颜色的支架,应将其挑出.6.2支架有变形的,挑出作不良品处理,如发现数量较多的支架变形时,请将此情况向品管人员反映.LED作业指导书(扩晶) 页次:4/27一、目的:使扩晶工序受控,保证产品品质二、使用范围:扩晶工序三、使用设备:工具------扩晶机、子母环四、相关文件:<<生产工作单>>五、作业规范5.1晶片扩张.1、打开扩晶机电源开关.2、热板清温度调整至50-60℃,热机十分钟,扩晶片时温度设定65-75℃.3、打开扩晶机上压架,在热板上放置子母环内圈,圆角的一在朝上.4、将要扩晶之晶粒胶片放置热板上,使晶粒位于热板中央,预热30秒之后,扣紧上压架.晶粒在上,胶片在下.5、拨动下顶开关,顶板顶上,晶粒胶片开始扩张至定位.6、套上子母环,外环圆角的一面朝下.按上压开关将外圈压紧(可重复2-3次,使子母环套紧为止),再按上压开关,使上压座回到原位置.7、用小刀割除子母环外多余胶片,并按下顶开关,使顶板回位.8、取出已扩好晶粒的子母环.LED作业指导书(点银胶) 页次:5/27一、目的:使点银胶工序严格受控、保证产品品质.二、使用范围:备胶、点银胶工序.三、使用设备:工具------显微镜、点银胶、夹具、固晶笔。
四、相关文件:<<生产工作单>>五、作业规范5.1备银胶:从冰箱中取出银胶,室温解冻30分钟,待完全解冻后,搅拌均匀(约20-30分钟)将其装入点胶注射器内.5.2将排好的支架放到夹具上(一个夹具放25支),再用拍板拍平,然后进行点胶.5.3将排好的夹具放到显微镜下,将显微镜调到最佳位置(调节显微镜高度放大倍数,使下方支架顶部固晶区清楚5.4调节点胶机时间为0.2-0.4秒,气压表旋钮0.05-0.12Mpa,再调节点胶旋钮,使出胶量合乎标准.5.5用点胶针头将银胶点到支架(碗部)中心.5.6重复5.5的动作,按竖直方向点完一排支架,再向右移动点临近之竖直方向一排支架.5.7重复5.6的动作,点完夹具的全部支架.六、品质要求LED作业指导书(点银胶) 页次:6/276.1点银胶量要适度,固晶时银胶能包住晶片,晶片四周银胶高度在晶片高度的1/3以上,1/4以下.6.2银胶要点在固晶区中间(偏心距离小于晶片直径的1/36.3多余的银胶沾在支架或其他地方要用软纸擦干净.LED作业指导书(固晶) 页次:7/27一、目的:使固晶工序来格受控.保证产品品质.二、使用范围:固晶工序.三、使用设备:工具-----显微镜、固晶笔、固晶手座、夹具.四、相关文件:《半成品检验规范》《生产工作单》.五、作业规范5.1预备1.检查支架、晶片是否与生产工作单相符.2.扩张好的晶片环固定在固晶手座上,固定支架的夹具放在固晶手座下方,并对准显微镜,支架放在夹具上时注意支架大边向左,小边向右.3.调节显微镜高度及放大倍数,使支架固晶区最清晰.4.调节固晶手座高度,试固一下晶片,如晶片固支架上面不脱离胶纸,则调低固晶手座,如晶片接近支架即脱离胶纸,则需调高固晶手座.5.调节照明灯至自我感觉良好.5.2固晶笔将晶粒固至支架碗部银胶中心区上面.5.3固晶笔与固晶手座平冇保持30°-45°角,食指压至笔尖顶部.5.4固晶顺序为:从上到下,从左到右.5.5依次固完一组支架后,取下扩张晶片架.用固晶笔将晶片固平、扶正.LED作业指导书(固晶) 页次:8/275.6将作业完的支架轻取,轻放于指定位置.六、品质要求6.1晶片要固正,以免影响品质.6.2晶片不可悬浮在银胶上,要固到底,以免掉晶片.6.3银胶不可沾在晶片、支架上,以免焊线困难及影响品质.LED作业指导书(固晶品质标准) 页次:9/27固晶图面固晶规范判定处理方式晶片任一个面银胶胶量占晶片高度的1/2-1/4,并保持晶片周围2/3以上不粘胶。
2019-led灯作业指导书-推荐word版 (7页)
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==led灯作业指导书篇一:LED灯具作业指导书XG-QC-ZY-003-201XLED灯具作业指导书文件编号:XG-JS-ZY-001-201X版本:B/0受控状态:分发号:编制:审核:批准:XG-QC-ZY-003-201X修改记录XG-QC-ZY-003-201XLED灯具作业指导书1.目的:本标准规定对LED灯具制作的过程控制要求,确保生产质量符合规定要求。
2.范围:本标准适用于生产车间LED灯具的制作过程。
3.职责:3.1技术部负责本标准的编制、修改。
3.2生产部负责本标准的执行,并对生产过程中发现的不足及时反馈给技术部。
3.3品质部及有关人员参与对指导书及评审工作。
3.4仓储部负责生产备料与物料申报及时申报料品库存。
3.5采购部配合仓库及时购料。
4.程序:4.1 销售部与客户签订合同后,根据合同内容,下达《生产通知单》,根据《生产通知单》由技术部编制《物料清单》。
下发生产部、仓储部。
4.2生产部根据《物料清单》向仓储部领取原材料,按工艺要求生产。
4.3LED路灯作业流程篇二:led作业指导书篇三:[整理]史上最全LED行业作业指导书(工艺文件)大全 (1)[整理]史上最全LED相关作业指导书(工艺文件)大全一、封装篇LED封装芯片及材料产品购买地址: LED灯珠及光源产品购买地址:LED支架生产流程及应用教程下载地址:SMD-LED支架生产流程下载地址:/thread-50-1-1.htmlLED封装流程及作业指导(全)+品质检验标准下载地址:/thread-10802-1-1.htmlLED芯片全制程图解下载地址:大功率LED生产工艺及作业指导书下载地址:大功率LED光源生产工艺及封装技术(全面)下载地址:大功率LED灯珠封装流程工艺下载地址:/thread-11407-1-1.html大功率LED固晶作业指导书下载地址:/thread-10710-1-3.html大功率LED封装工艺系列之固晶篇下载地址:LED固晶站手动点银胶作业指导书下载地址:大功率LED生产流程图及相关配置下载地址:/thread-11408-1-1.html大功率LED灯珠封装流程工艺下载地址:大功率led底胶(银胶)作业指导书下载地址:SMD LED封胶作业指导+检验指导+检验标准下载地址:LED封胶作业指导书下载地址:/thread-10805-1-1.htmltop led封装作业指导书下载地址:/thread-10729-1-1.html二、照明灯饰产品篇LED照明灯饰产品购买地址:LED灯具产品作业指导书完全版(扫描版) 下载地址:LED压克力立体发光字制作工艺下载地址:LED发光字,灯串制作工艺及流程版权:第一LED网 LED技术交流论坛 LED电源网下载地址:LED软灯条系列生产工艺及作业指导书下载地址:插件led模组的作业指导书和工艺标准下载地址:/thread-10758-1-1.htmlLED点光源生产工艺及作业指导书下载地址:/thread-10707-1-1.htmlled球泡灯生产工艺及作业指导书大全(经典)下载地址:led日光灯生产工艺及作业指导书大全(经典)下载地址:led灯杯(射灯)MR16生产工艺及作业指导书下载地址:/thread-10733-1-1.htmlLED天花灯生产工艺流程下载地址:/thread-10671-1-1.htmlLED筒灯生产工艺流程图下载地址:LED平板灯,面板灯生产工艺及作业指导书下载地址:LED球泡灯SOP作业指导书-大功率MR16GU10JDRE27(通用) 下载地址:/thread-11008-1-1.htmlled路灯生产工艺及作业指导下载地址:/thread-10766-1-1.htmlLED洗墙灯,LED投光灯生产工艺流程文件下载地址:大功率led洗墙灯生产工艺及作业指导书下载地址:大功率LED水底灯(LED水下灯)生产工艺及流程下载地址:LED护栏管生产工艺及作业指导书下载地址:/thread-10706-1-1.html三、显示屏篇LED显示屏产品购买地址:LED全彩显示屏组装工艺规范,安装指导及售后维修下载地址:/thread-11070-1-1.htmlLED显示屏组装生产工艺及作业指导书下载地址:LED显示屏生产工艺及作业指导书下载地址:LED显示模组典型生产流程下载地址:/thread-10770-1-1.htmlLED点阵数码管作业指导书下载地址:/thread-10741-1-1.html版权:第一LED网 LED技术交流论坛 LED电源网四、驱动电源篇LED驱动电源产品购买地址:制作LED日光灯电源全过程下载地址:/thread-1185-1-1.htmlLED日光灯驱动电源生产工艺及作业指导书下载地址:/thread-10730-1-1.html五、其他LED储存作业指导书下载地址:LED燈板製作要求規範下载地址:http:///thread-10830-1-1.html LED封装-封透镜生产工艺及作业指导书下载地址:/thread-10734-1-1.htmlLED灯镜生产供应及作业指导书下载地址:测试led_积分球作业指导书下载地址:大功率LED测试仪器指导书下载地址:/thread-10715-1-1.htmlLED分光机校验作业指导书下载地址:/thread-10738-1-1.html发光二极管(led)插件作业指导书下载地址:LED灯散热器生产工艺及作业指导书下载地址:LED角度测试机的操作指导书下载地址:LED手动点胶作业指导书下载地址:/thread-10737-1-1.htmlLED灯珠到LED灯具的制作流程图解下载地址:LED冲压模具保养作业指导书下载地址:说明:此帖纯手工整理,难免有疏漏,若发现请及时联系我们纠正,QQ:359053666,同时欢迎发布产品相关作业,工艺文件!版权:第一LED网 LED技术交流论坛 LED电源网篇四:LED灯条作业指导书。
LAMP作业指导书

点胶一.作业设备及工具点胶机、支架座、手指套、固晶座、注射器、针头、显微镜、钨丝、台灯二.作业方式1.作业前先戴手指套。
2.根据当天需生产的品名规格,选用所需的支架。
3.每一支架座最多排25根, 不够25根的请标明数量。
4.调整胶量用细布点试.点胶时, 针头要从碗形上方正中间点下去,从正中间提上来,使其银胶或绝缘胶点在碗底中间,所点胶量要均匀。
5.银胶量多少根据所用晶片高度来定,占晶片高度的1/3-1/4.且每点银胶量要均匀。
三. 品质标准1.上支架过程中,如发现变黄、变黑、变形等不正常颜色的支架, 应将其挑出。
如发现数量较多时, 请将此情况向品质部人员反映。
2.点胶规范示意图如下:五.注意事项1.上支架要整齐,每一支架座最多排25根, 不够25根的请标明数量。
2.固双色支架直角排向左边,单色支架碗形排向左边。
3.点胶时,碗壁沾胶及支架第二点沾胶,要求用洒精擦试干净。
4.点胶前要看生产指令单后,再选支架和胶的种类,以免用错料。
固晶一.作业设备及工具显微镜、台灯、手指套、固晶座、固晶笔二.作业方式1.适当的调整固晶座,使晶片环与支架保持适当的高度。
2.右手拿固晶笔并靠于固晶座上,左手扶固晶座。
用固晶笔将晶片划到支架的碗杯或平面上。
拿笔姿势及方法应人而异,以方便自己作业为准。
3.固晶应从支架的左边往右边,从晶片右边往左边(左边往右边)。
三. 品质标准1.晶片任一个面银胶(或绝缘胶)量占晶片高的1/3-1/4,并保持晶片周围2/3以上区域不沾胶。
2.晶片必须在碗杯或平面的正中间。
不能浮于银胶(或绝缘胶)上面;不能底面局部没有沾到银胶(或绝缘胶);不能倾斜于银胶(或绝缘胶)上面。
3.晶片焊垫有杂物或是污染物应将其挑出,数量过多应及时向品质部反映。
4.固晶标准示意图:固晶QC、烘烤一. 作业设备及工具显微镜、台灯、烤箱、手指套、固晶笔、固晶座、传递盒、挑针二.作业方式1.作业员固晶后应先自检,合格后再流到QC处检查。
LED灯具作业指导书
LED灯具作业指导书
文件编号:XG-JS-ZY-001-2013 版本:B/0
受控状态:
分发号:
编制:
审核:
批准:
修改记录
LED灯具作业指导书1.目的:
本标准规定对LED灯具制作的过程控制要求,确保生产质量符合规定要求。
2.范围:
本标准适用于生产车间LED灯具的制作过程。
3.职责:
技术部负责本标准的编制、修改。
生产部负责本标准的执行,并对生产过程中发现的不足及时反馈给技术部。
品质部及有关人员参与对指导书及评审工作。
仓储部负责生产备料与物料申报及时申报料品库存。
采购部配合仓库及时购料。
4.程序:
销售部与客户签订合同后,根据合同内容,下达《生产通知单》,根据《生产通知单》由技术部编制《物料清单》。
下发生产部、仓储部。
生产部根据《物料清单》向仓储部领取原材料,按工艺要求生产。
路灯作业流程
5.相关文件:
《成品检验作业指导书》
6.记录:
《领料单》
《物料清单》 XG-JS-JL-006-2013/B/0 保存期限:3年《成品入库单》
7.补充:。
led作业指导书_secret_图文(精)

文件编号:QI-ED-01 版页日本:A1 次:27/27 期:05、09、26 LED 作业指导书(烘烤)一、目的:使烘烤工序严格受控、保证产品品质。
二、使用范围:固晶烘烤或灌胶烘烤。
三、使用设备工具:烘箱、手套,烘烤记录表。
四、相关文件:《生产工作单》五、作业规范 5.1 依据工作指令单上所开的烘烤要求设定不同产品型号所对应的烘烤温度。
5.2 烘烤材料时要根据不同材料去选定相对应的颜色、烤箱去进行烘烤。
烤箱温度一般在正负 3 度公差左右为常公差。
六、注意事项 5.3 烤箱温度一般在正负 3 度公差左右为常公差。
六、注意事项 6.1 固晶烘烤 150 度,90 分钟; 6.2 注意烘烤时间不能过长而缩短,导致品质不良现象。
6.1 产品短烤 125 度±3 度,60 分钟; 6.2 3¢产品长烤 125 度±3 度,6 小时;5¢产品长烤 125 度±3 度,8 小时。
6.3 注意烘烤时间不能过长而缩短,导致品质不良现象。
LED配胶作业指导书
LED配胶作业指导书LED配胶作业指导书一、操作指导概述:1、了使配硅胶、配荧光粉作业有所依据,达到标准化;2、大功率LED配硅胶作业、配荧光粉作业。
二、操作指导说明1、作业设备工具及物料1.1、设备工具: 真空机、烤箱、电子秤、烧杯/瓷杯、勺子、摄子、搅拌棒。
1.2、配硅胶物料: 硅胶A、硅胶B。
1.3、配荧光粉物料:荧光粉、硅胶A、硅胶B。
2、作业方式:2.1、配硅胶/配荧光粉前,先确定硅胶型号及配比/硅胶与荧光粉型号及配比,并记录于《配胶记录表》中。
2.2、配硅胶时:依次加入所需硅胶A、硅胶B,手动快速搅拌5-10分钟。
配荧光粉时:依次加入所需荧光粉、硅胶A、硅胶B,手动快速搅拌5-10分钟。
2.3、经过搅拌均匀后放入真空机内抽真空5-10分钟,真空机设定温度为25±5℃。
2.4、配硅胶时:抽真空后,无须搅拌即可使用。
配荧光粉时:抽真空后,用玻璃棒顺时针轻轻地搅拌3-5分钟,速度约为5S一圈。
2.5、硅胶每两个小时配一次,荧光粉每二个小时配一次。
2.6、每隔20分锺应重新搅拌荧光粉一次,搅拌方法按5.2.4进行。
硅胶不用搅拌。
2.7、配好的硅胶在2小时内用完,超出2个小时后,应该进行报废。
2.8、配好的荧光粉在2小时内用完,超过2个小时后,要进行报废。
2.9、作业环境要确保无尘,一定要穿静电衣、戴帽子才能作业。
三、注意事项1、配胶前,首检电子秤水平线是否在中间。
2、配胶前,一定要检查配胶工具是否干净,不得有杂物。
3、配胶时,手与其它物体勿碰到烧杯/瓷杯,避免重量不准确。
4、每倒完一种所需物料后,电子秤必须归零稳定后,方可倒另一种物料,荧光粉与硅胶的误差为0.001克。
粉量及胶量一定精确。
5、配硅胶时,总重量不得超过100克。
6、配好的硅胶/荧光粉必须搅拌均匀、充分脱泡、尽快使用。
7、在配胶过程中丙酮水、酒精等不得渗入胶里面,否则整杯胶予以报废。
8、真空机保持干净,做好5S工作。
9、配胶完毕后,荧光粉、荧光胶、烧杯/瓷杯、搅拌工具,与其它物料放回原位置,垃圾丢入指定的垃圾桶中。
LED点粉检验工作指引

4.相关文件
4.1《荧光粉检验规范》 QSI-022
4.2《SMD点荧光粉(胶)检验规范》 QSI-141
5.相关表单表单编号 保存部门 保存期限
5.1【点荧光粉(胶)检验日报表1】FQ017-01 LP QA6年
材 料
1
已点荧光粉半成品
辅 料
1
【荧光分检验日报表】
2
手指套
3
4
工 治 具
1
料盒/料盘
2
离子风机
3
显微镜
4
台灯
5
防静电手环
6
圆珠笔
7
镊子
8
挑针
LED测试机/颜色Hale Waihona Puke 色板操作说明作业流程
标准工时
5K/小时
1.作业工序
点荧光粉检验
2.作业准备
准备好SMD测试机台,相对应的测试治具、点亮比对颜色板、工单要求参数与样品。
3.作业步骤
3.1.确认待点材料型号须与LED工单及流程单是否相符;
3.2.生产线作业员首先进行首件制作,并与工程品管一起确认发光颜色是否与样品一致;
3.3.IPQC首件检验,确认相关电性参数及核对颜色,OK则开机点胶,NG则调机改善;
点荧光粉作业规范
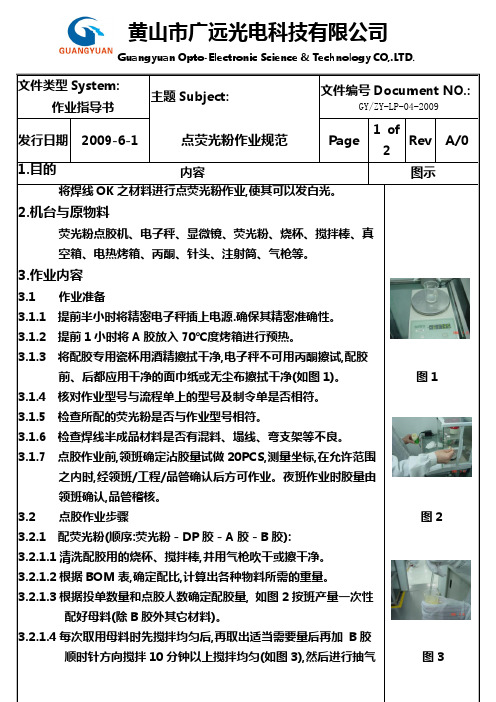
领班确认,品管稽核。
3.2点胶作业步骤图2
3.2.1配荧光粉(顺序:荧光粉-DP胶-A胶-B胶):
3.2.1.1清洗配胶用的烧杯、搅拌棒,并用气枪吹干或擦干净。
3.2.1.2根据BOM表,确定配比,计算出各种物料所需的重量。
3.2.1.3根据投单数量和点胶人数确定配胶量,如图2按班产量一次性
3.2.2点胶作业:
3.2.2.1将盛有荧光胶的针筒装在荧光粉点胶机上,并按《点胶机
操作说明书》调试好点胶机之胶量与气压。
3.2.2.2将已焊线材料进行点胶作业,使其点到杯中的荧光粉微凸。
3.2.2.3作业员对已点胶之材料进行目视全检作业,检验胶量是否图4
合适(胶量标准如图4:杯子四周为平杯,中间呈轻微凸形,
1.目的
将焊线OK之材料进行点荧光粉作业,使其可以发白光。
2.机台与原物料
荧光粉点胶机、电子秤、显微镜、荧光粉、烧杯、搅拌棒、真
空箱、电热烤箱、丙酮、针头、注射筒、气枪等。
3.作业内容
3.1作业准备
3.1.1提前半小时将精密电子秤插上电源.确保其精密准确性。
3.1.2提前1小时将A胶放入70℃度烤箱进行预热。
3.3.3检查烘烤后荧光粉的量是否满足要求,若有不足的,要补胶重新
烘烤。
3.3.4将材料进出烤时间及实测温度记录于《荧光粉烘烤记录表》。
3.3.5.烘烤过程中,如遇停电,烤箱因损坏而温度异常等偶发事件,请
提报给技术部处理。
3.3.6.在作业过程中,IPQC每2小时最少抽检一次。
3.4注意事项
3.4.1配荧光胶公差范围:荧光粉&漂白粉&DP胶&AB胶±0.0003g。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文件编号:WI-PMP-001 版次:A/0 第1 頁,共4 頁
一、范围:本作业指导书适于LED Bonding线白光作业。
二、目的:使白光作业有章可循。
三、作业机台及物料:
1.烤箱
2.显微镜
3.台灯
4.989精密点胶机
5.针筒(头)
6.静电环
7.
静电环检测器8.LED半成品9.烧杯10.玻璃棒11.气枪12.A、B 胶、扩散剂、荧光粉13. 真空烤箱14. 电子称
四、辅助工具及其它:
1.铝盘
2.挑针
3.镊子
4.平口钳
5.砂纸
6.生料带
7.丙酮
8.手套
9.铜丝10.棉签
五、内容:
1.准备作业步骤
1.1. 核对产品型号与流程单及派工单型号是否相符;
1.2. 根据工单配比计算具体配比比例数据并记录;
1.3. 检查焊线半成品材料是否有混料、塌线、PCB变形等不良;
1.4. 将针头及针筒清洗干凈,并用气枪吹干;
1.5. 检察是否将所用之DP胶预热;(预热条件为70±5℃/30mins);
1.6. 开启烤荧光粉烘烤烤箱;(设定温度值为120±5℃)。
2.作业步骤
2 .1.将配胶之烧杯清洗干净,并用气枪吹干;(注:切勿使用纸巾或不干净碎布擦干,避
免杂物混入)
2 .2. 根据计算数据调配荧光粉,将烧杯放在已归零之电子秤上,称出烧杯重量X并记录。
再将电子秤归零,依据生产工单配比依次放入荧光粉、扩散剂,然后再倒A胶,最后加入B 胶,测出加入质量Y后取下烧杯并归零,然后测量烧杯与加入Y之总质量Z ,则X+Y之和
文件编号:WI-PMP-001 版次:A/0 第2 頁,共4 頁与
Z误差在±0.005g以内,否则重新配粉;
2 .3. 将配好之荧光粉,顺时针搅拌8Min后,从底部观察是否搅拌均匀,如有颗粒状沉淀
则需继续搅拌,搅拌完毕将荧光粉交与领班;
2 .4. 将配粉情况记录于配粉记录表上。
3. 点荧光粉作业
3.1. 机台部件功能及认识:
3.1.2 机台零部件
图1 机台正面图
图2 机台胶量调节区
文件编号:WI-PMP-001 版次:A/0 第3 頁,共4 頁
文件编号:WI-PMP-001 版次:A/0 第4 頁,共4 頁。