电气工程师论文2008解析
[工程类试卷]2008年注册电气工程师(供配电)公共基础真题试卷及答案与解析
![[工程类试卷]2008年注册电气工程师(供配电)公共基础真题试卷及答案与解析](https://img.taocdn.com/s3/m/2fb5c3f37f1922791688e8dc.png)
2008年注册电气工程师(供配电)公共基础真题试卷及答案与解析一、单项选择题1 设,则与都垂直的单位向量为:(A)(B)(C)(D)2 已知平面π过点M1(1,1,0),M2(0,0,1),M3(0,1,1),则与平面m垂直且过点(1,1,1)的直线的对称方程为:(A)(B)(C)(D)3 下列方程中代表锥面的是:(A)(B)(C)(D)4 函数,在x→1时,f(x),的极限是:(A)2(B)3(C)0(D)不存在5 函数y=sin2在x处的导数是:(A)sin(B)cos(C)(D)6 已知f(x)是二阶可导的函数,y=e2f(x),则为:(A)e2f(x)(B)e2f(x)fˊˊ(x)(C)(D)7 曲线y=x3-6x上切线平行于x轴的点是:(A)(O,O)(B)(C))(D)(1,2)和(-1,2)8 设函数f(x)在(-∞,+∞)上是偶函数,且在(0,+∞)内有fˊ(x)>0,fˊˊ(x)>0,则在(-∞,0)内必有:(A)fˊ>0,fˊˊ>0(B)fˊ<0,fˊˊ>0(C)fˊ>0,fˊˊ<0(D)fˊ<0,fˊˊ<09 若在区间(a,b)内,fˊ(x)=gˊ(x),则下列等式中错误的是:(A)f(x)=Cg(x)(B)f(x)=g(x)+C(C)∫df(x)=∫dg(x)(D)df(x)=dg(x)10 设f(x)函数在[0,+∞]上连续,且满足,则f(x)是:(A)xe-x(B)xe-x-e x-1(C)e x-2。
(D)(x-1)e-x11 广义积分,则C=(A)π(B)(C)(D)12 D域由x轴、x2+y2-2x=0(y≥O)及x+y=2所围成,f(x,y)是连续函数,化为二次积分是:(A)(B)(C)(D)13 在区间[0,2π]上,曲线y=sinx眦与y=cosx鼢之间所围图形的面积是:(A)(B)(C)(D)14 级数的收敛性是:(A)绝对收敛(B)条件收敛(C)等比级数收敛(D)发散15 函数e x展开成为x-1的幂函数是:(A)(B)(C)(D)16 微分方程(1+2y)xdx+(1+x2)dy的通解为:(以下各式中,C为任意常数) (A)(B)(1+x2)(1+2y)=C(C)(D)(1+x2)2(1+2y)=C17 微分方程yˊˊ(yˊ)2的通解是:(以下各式中,C1、C2为任意常数)(A)1nx+C(B)1n(x+C)(C)C2+1n|x+C1|(D)C2-1n|x+C1|18 下列函数中不是方程yˊˊ-2yˊ+y=0的解的函数是:(A)x2e x(B)e x(C)xe x(D)(x+2)e x19 若P(A)>0,P(B)>0,P(A|B)=P(A),则下列各式不成立的是:(A)P(B|A)=P(B)(B)(C)P(AB)=P(A)P(B)(D)A,B互斥20 总体x的概率分布见题表,其中θ(0<θ<)是未知参数,利用样本值3、1、3、0、3、1、2、3,所得θ的矩估计值是:(A)(B)(C)2(D)021 已知矩阵,则A的秩r(A)=(A)0(B)1(C)2(D)322 设λ1,λ2是矩阵A的2个不同的特征值,ζ,η是A的分别属于λ1,λ2的特征向量,则以下选项中正确的是:(A)对任意的k1≠0和k2≠0,k1ζ+k2η都是A的特征向量(B)存在常数k1≠0和k2≠0,使得k1ζ+k2η是A的特征向量(C)存在任意的k1≠0和k2≠0,k1ζ+k2η都不是A的特征向量(D)仅当k1=k200时,k1ζ+k2η的特征向量23 质量相同的氢气(H2)和氧气(02),处在相同的室温下,则它们的分子平均平动动能和内能的关系是:(A)分子平均平动动能相同,氢气的内能大于氧气的内能(B)分子平均平动动能相同,氧气的内能大于氢气的内能(C)内能相同,氢气的分子平均平动动能大于氧气的分子平均平动动能(D)内能相同,氧气的分子平均平动动能大于氢气的分子平均平动动能24 某种理想气体的总分子数为N,分子速率分布函数为f(v),则速率在v1→v2区间内的分子数是:(A)(B)(C)(D)25 已知某理想气体的摩尔数为v,气体分子的自由度为i,i,k为玻尔兹曼常量,R为摩尔气体常量。
2008年注册电气工程师(供配电)《专业知识考试(上)》真题及详解

2008年注册电气工程师(供配电)《专业知识考试(上)》真题及详解一、单项选择题(共40题,每题1分。
每题的备选项中只有1个最符合题意)1.在低压配电系统中,当采用隔离变压器作间接接触防护措施时,其隔离变压器的电气隔离回路的电压应不超过()V。
A.500B.220C.110D.50答案:A解析:根据《低压电气装置第4-41部分:安全防护·电击防护》(GB 16895.21—2011)第413.3.2条规定,被分隔回路的电源应至少是一个简单分隔的电源,被分隔回路的电压不得超过500V。
2.以节能为主要目的采用并联电力电容器作为无功补偿装置时,应采用哪种无功补偿的调节方式?()A.采用无功功率参数调节B.采用电压参数调节C.采用电流参数调节D.采用时间参数调节答案:A解析:根据《供配电系统设计规范》(GB 50052—2009)第6.0.10条规定,无功自动补偿的调节方式,宜根据下列要求确定:①以节能为主进行补偿时,采用无功功率参数调节;当三相负荷平衡时,亦可采用功率因数参数调节;②提供维持电网电压水平所必要的无功功率及以减少电压偏差为主进行补偿时,应按电压参数调节,但已采用变压器自动调压者除外;③无功功率随时间稳定变化时,宜按时间参数调节。
3.在低压配电系统中SELV特低电压回路的导体接地应采用哪一种?()A.不接地B.接地C.经低阻抗接地D.经高阻抗接地答案:A解析:根据《低压电气装置第4-41部分:安全防护·电击防护》(GB 16895.21—2011)第414.4.4条规定,SELV回路内的外露可导电部分不得与地、保护导体以及其它回路的外露可导电部分作电气连接。
4.电力负荷应根据下列哪项要求划分级别?()A.电力系统运行稳定性B.供电的可靠性和重要性C.供电和运行经济性D.供电质量要求答案:B解析:根据《供配电系统设计规范》(GB 50052—2009)第3.0.1条规定,电力负荷应根据对供电可靠性的要求及中断供电在对人身安全、经济损失上所造成的影响程度进行分级,并应符合下列规定:①符合下列情况之一时,应视为一级负荷:a.中断供电将造成人身伤害时;b.中断供电将在经济上造成重大损失时;c.中断供电将影响重要用电单位的正常工作。
2008年注册电气工程师公共基础考试真题及答案

2008年注册电气工程师公共基础考试真题及答案一、 单项选择题(共120题,每题1分。
每题的备选项中只有一个最符合题意。
) 1. 设,,则与,都垂直的单位向量为:( )。
k j i 32++=αk j i 23--=βαβ(A ) (B ) ()k j i -+±()k j i +-±31(C ) (D )()k j i ++-±31()k j i -+±31答案:D解析过程:由向量积定义知,,,故作向量,的向量积,再单位化则可。
由于αβα⊥⨯ββα⊥⨯αβ,取,再单位化得,故应选(D )。
k j i kj i 555231321-+=--=⨯βαk j i -+()k j i -+±312. 已知平面过点(1,1,0),(0,0,1),(0,1,1),则与平面垂直且过点(1,1,1)的直线的对称方程为:ππ( )。
(A ) (B ), 110111-=-=-z y x 1111-=-z x 1=y (C ) (D ) 1111-=-z x 110111--=-=-z y x 答案:B解析过程:因为直线与平面垂直,故平面的法向量就是所求直线的方向向量,又平面过点(1,1,0),πππ(0,0,1),(0,1,1),三点可确定两个向量,即,。
()()()k j i k j i -+=-+-+-=1001011α()()()j k j i =-+-+-=1101002α平面的法向量可取为这两个向量的向量积,即,所求直线的方向向量为。
πk j kj in +=-=010111k i +3. 下列方程中代表锥面的是:( )。
(A ) (B )023222=-+z y x 123222=-+z y x (C ) (D )123222=--z y x 123222=++z y x 答案:A 解析过程:表示单叶双曲面; 123222=-+z y x 表示双叶双曲面; 123222=--z y x 表示椭球面; 123222=++z y x 由,得,表示锥面。
【2008年中国电工技术学会电力电子年会论文】1075

无桥部分有源PFC的理论分析与实验研究杨喜军1,王晗1,杨兴华1,郜登科1,雷淮刚2,管洪飞21)上海交通大学电气工程系,上海2002402)上海大学自动化系,上海2000721) Email:yangxijun@ 2) Email:huaigang.lei@摘要为了节能降耗、抑制谐波电流和提高传动效果,交直交变频空调日益得到了广泛的应用。
变频空调的前级AC/DC功率电路一般采用完全有源功率因数校正(PFC)方案,能够带来非常好的校正效果。
但是由于传统BOOST完全有源PFC方案得到的直流电压较高,使得功率器件的开关应力较大,系统效率较低,不利于大功率应用。
鉴于此提出了一种结合有源PFC技术和无源PFC技术、并采用双端脉冲控制策略的Buck型的混合有源PFC方案。
上述部分有源PFC方案是通过单片机ST7MC1K2编程实现,功率电路采用Fairchild的无桥PFC(BLPFC)功率模块FPAB50PH60,具有过载与过流保护功能。
结果可以使得各种负载下交流输入侧的各次谐波电流均满足IEC61000-3-2标准,中等负载下输入功率因数高达0.99,比同等输出功率的情况下完全PFC供电的变频空调系统效率高出2~3%,高达98%,轻载下输出直流平均电压接近电网电压幅值,重载下输出直流平均电压不低于电网电压幅值40V,能够提高后级逆变器的调制度,有利于降低馈入电动机的谐波电压含量,电动机的恒转矩范围仍然比无源PFC时较宽。
关键词单相PFC,有源PFC,无源PFC,混合PFC,无桥PFC,部分PFCTheoretic Analysis and Experimental Study of a Novel Bridgeless Partial APFCYANG Xi-jun1,WANG Han1,YANG Xing-hua1,GAO Deng-ke1,LEI Huai-gang2,GUAN Hong-fei21)Dept. of Electrical Engineering, Shanghai Jiao Tong University, Shanghai 200240;2)Dept. of Automation, Shanghai University, Shanghai 200072Abstract: A novel synthesized active PFC scheme is presented here, by integrating active PFC and passive PFC technologies. The principle of the partial PFC is analyzed theoretically and implemented. The ST7MC1K2 is used as the only MCU, and the power circuit consists of bridgeless PFC (BLPFC) power module FPAB50PH60. As a result, the harmonic current components of gained input current are consistent with IEC61000-3-2, and the input power factor is high up to 0.99 under medium and higher power outputs. The efficiency is higher than that of traditional complete PFC by 2-3%, up to 98%.Key words: Single-phase PFC, Active PFC, Passive PFC, Synthetic PFC, Bridgeless PFC (BLPFC), Partial Active PFC1. 引言在变频家用电器行业,交直交变频器的应用越来越广泛,越来越深入。
电气工程及其自动化本科生毕业论文

本科生毕业论文学院电气信息工程学院专业电气工程与其自动化届别2008届题目基于通信协议的LED屏ActiveX控件设计学生姓名学号指导教师目录摘要 (4)前言 (5)第一章绪论 (7)1.1 选题的目的和意义 (7)1.2 LED发光原理 (8)1.3 LED特点 (9)第二章LED的发展与其应用 (11)2.1 LED结构 (11)2.2 LED的发展 (13)2.2.1 LED的发光强度、效率、功率 (14)2.3 LED灯 (17)2.4 LED的应用 (18)2.4.1 LED的静态显示 (19)2.4.2 LED的静态应用 (19)2.4.3 LED的动态显示 (20)2.4.4 LED的动态应用 (21)2.5 LED发展趋势 (22)第三章控件开发 (23)3.1 VB开发ActiveX控件 (23)3.1.1 ActiveX控件简介 (24)3.1.2 ActiveX控件的运行周期 (24)3.1.3 ActiveX控件运行周期内的关键事件 (26)3.1.4 创建ActiveX控件的三种模式 (27)3.1.5 开发ActiveX控件的基本步骤 (28)3.2 LED屏控件开发 (32)3.2.1 通信协议 (33)3.2.2 LED屏ActiveX控件开发 (36)3.2.3 LED条屏的组成 (43)3.2.4条屏的连接 (47)第四章力控开发 (50)4.1 力控介绍 (51)4.2 ActiveX控件在力控中的应用 (51)第五章总结 (54)致谢 (56)参考文献 (56)基于通信协议的LED屏ActiveX控件设计郭正红云南民族大学电气信息工程学院摘要在现代信息社会中各种信息实时的公开发布变的越来越重要。
在更好的、方便的获取信息过程中,LED显示屏发挥了巨大的作用。
LED 作为一种新型的节能、环保的绿色光源产品,受到人们越来越多的关注。
LED行业对经济增长贡献越来越大。
电气化专业论文
分类号:TM728单位代码:10452毕业论文(设计)无人值班变电所监控系统研究姓名刘奎学号200407340160年级 2004专业电气工程及其自动化系(院)物理系指导教师霍建振2008年5月4日摘要近年来,随着电力系统管理体制的深化改革,变电站的自动化技术也不断进步,目前很多变电站,特别是110KV以下变电站已逐步实现无人值班或值守。
另一方面电力公司各部门、各单位也都有了相应的专用网络,随着发电企业网络的全面改造,对于变电站,除了常规的自动化系统之外,远程视像/环境监控系统已逐步成为为无人值班变电站新增的而且是一个十分必要的自动化项目,是其他自动化手段所不可替代的。
关键词:监控系统;无人值班ABSTRACTIn recent years, with the power system management system reform, the substation automation technology has been improved, many of the current substation, in particular the 110 KVA substation has been following the progressive realization of unattended or on duty. On the other hand the power companies of all departments and units also have the corresponding private network, with the full power of the corporate network, the substation, in addition to conventional automated systems, remote video / environmental monitoring system has gradually become a Add the unmanned substation is a very necessary and the automation project, the other by means of automation can not be replaced.Keywords:monitoring system;unattended前言 (1)第1章绪论 (2)1.1传统变电站监控系统工作模式及存在的问题 (2)1.1.1 传统变电站监控系统的工作模式 (2)1.1.2 传统变电站监控系统存在的问题 (2)1.2 综合自动化的发展简况 (3)1.2.1 变电站综合自动化的基本概念 (3)1.2.2 变电站综合自动化的发展概况和现状 (4)1.3无人值班变电站概述 (5)1.3.1 无人值班变电站的基本概念 (5)1.3.2 无人值班变电站的发展 (5)1.4 变电站综合自动化与无人值班 (6)1.5无人值班变电站要求 (6)第2章无人值班变电站监控系统 (7)2.1 变电站监控系统的基本要求 (7)2.1.1 无人值班变电站的运行模式 (7)2.1.2 变电站监控系统的基本要求 (7)2.2 微机保护与监控系统 (8)2.2.1 微机保护理论基础 (8)2.2.2 微机保护与监控系统的关系 (9)2.3变电站监控系统的功能与结构 (10)2.3.1 监控系统的功能 (10)2.3.2 监控系统的功能结构 (11)2.3.3 监控系统的组态 (12)2.4 无人值班变电站监控新技术 (15)2.4.1 数字图像传输的基本原理 (15)2.4.2 远程图像监控系统的结构 (16)2.4.3 工程设计 (18)结论 (20)参考文献 (22)谢辞 (21)随着电力工业的不断发展和城乡电网改造的持续推进,电力部门网络改造正在全面展开。
电气工程师论文精选

电气工程师论文精选随着我国社会经济的不断发展,各种大型电气工程的不断出现,电气工程的科技化程度也越来越高。
下文是店铺为大家搜集整理的关于电气工程师论文的内容,欢迎大家阅读参考!电气工程师论文篇1浅谈建筑电气中的低压电气安装技术摘要:随着我国经济的发展,城市化进程的加快,住宅小区建设项目越来越多。
低压电气设备是建筑工程中基础性设施,关系到人们的日常生活,必须做好施工质量的管理。
低压电气安装工程一般工期较长、工序复杂、受到多方面因素的影响,在施工过程中涉及到交叉施工,因此,必须进行科学合理的安排,提高施工技术,才能有效的保证低压电气安装的质量。
关键词:建筑;低压电气;安装近年来,我国电气化安装技术不断提高,在建筑工程中的应用也越来越广泛,给人们的日常生活带来极大的便利。
但是,低压电气安装技术比较复杂,专业程度较高,施工中还涉及到多种交叉施工,因此,做好建筑低压电气安装技术的研究,对促进建筑行业的发展具有非常重要的现实意义。
1、低压电气安装工程特点的概况重视预防工作,严把质量关。
由于低压电气安装过程中容易受多种外在因素影响,每道工程环节存在诸多质量隐患,因此要重点加强预防工作,严把施工质量关,确保工程施工进度和安装质量达到工程要求。
影响因素多,综合性强、涉及面广。
建筑工程低压电气安装工程具有工种繁多、工期进度长等特点,也就决定工程必然面临着影响因素众多、施工综合性强、牵涉面广的问题。
工期长工种复杂。
施工之前,要做好接地网、管线铺设等前期土建工程,并开展焊接工作;该工序完成后,进入到设备试机阶段,全部工程竣工之后还要对电气系统进行总调试,再由有关部门进行最后的竣工检测验收。
该工序阶段要涉及到土建、设备安装调试、工程质量验收等多个工种。
2.建筑工程低压电气安装技术2.1 充分领会图纸的设计意图施工图纸是保证施工正常开展的前提条件,只有在充分熟悉施工图纸的基础上,才能够组织有效的施工活动,及时发现问题并迅速解决,促进工程施工活动顺利开展。
2008电气工程师(发输变电)案例分析试题(上午卷).doc
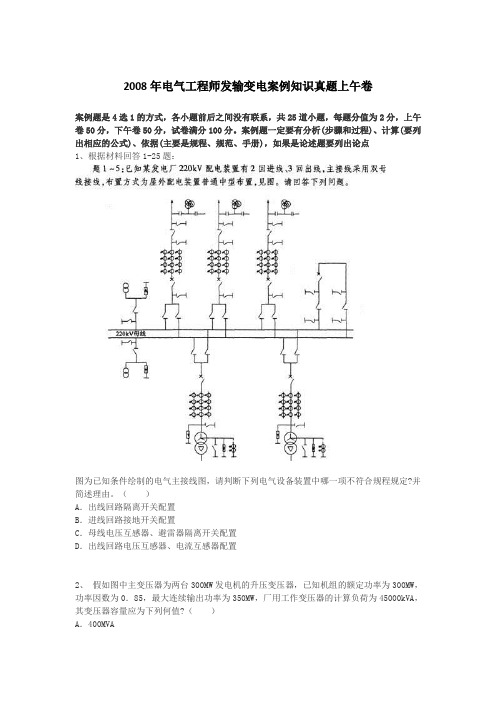
2008年电气工程师发输变电案例知识真题上午卷案例题是4选1的方式,各小题前后之间没有联系,共25道小题,每题分值为2分,上午卷50分,下午卷50分,试卷满分100分。
案例题一定要有分析(步骤和过程)、计算(要列出相应的公式)、依据(主要是规程、规范、手册),如果是论述题要列出论点1、根据材料回答1-25题:图为已知条件绘制的电气主接线图,请判断下列电气设备装置中哪一项不符合规程规定?并简述理由。
()A.出线回路隔离开关配置B.进线回路接地开关配置C.母线电压互感器、避雷器隔离开关配置D.出线回路电压互感器、电流互感器配置2、假如图中主变压器为两台300MW发电机的升压变压器,已知机组的额定功率为300MW,功率因数为0.85,最大连续输出功率为350MW,厂用工作变压器的计算负荷为45000kVA,其变压器容量应为下列何值?()A.400MVAB.370MVAC.340MVAD.300MVA3、假设图中主变压器容量为340MVA,主变压器220kV侧架空导线采用铝绞线,按经济电流密度选择其导线应为下列哪种规格?(经济电流密度j=0.72)()A.2 x400mm2B.2 x500mm2C.2 x630mm2D.2 x800mm24、主变压器高压侧配置的交流无间隙金属氧化锌避雷器持续运行电压(相地)、额定电压(相地)应为下列哪组计算值?()A.≥145kV,≥189kVB.≥140kV,≥189kVC.≥145kV,≥182kVD.≥140kV,≥182kV5、如图中主变压器回路最大短路电流为25kA,主变压器容量340MVA,说明主变压器高压侧电流互感器变比及保护用电流互感器配置选择下列哪一组最合理?()A.600/1 A,5P10/5P10/TYP/TYPB.800/1A,5P20/5P20/TYP/TYPC.2×600/1A.5P20/5P20/TYP/TYPD.1000/1 A,5P30/5P30/5P30/5P306、根据材料回答6-30题:某220kV配电装置户外中型布置,在配电装置布置设计时,应考虑安全带电距离、检修维护距离以及设备搬运所需安全距离,请根据下列220kV配电装置各布置断面回答问题(海拔高度不超过1000m)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
提高80万吨棒材生产线3#飞剪剪切稳定性
摘要:提高3#飞剪剪切稳定性及提高3#飞剪的剪切精度,保证HRB400细晶粒带肋钢筋的定尺率达到厂部目标值,甚至超出目标值。
为厂部创造经济效益。
关键词:3#飞剪、1#、2#热检、稳定性、剪切精度、定尺率、PLC 一、引言:
昆钢棒线厂80万吨棒材生产线(第一作业区)是一条技术领先的全连轧棒材生产线。
以生产Φ12-Φ40的热轧带肋钢筋为主,产品主要用于水电站、大坝、路桥以及城市建筑的建设。
而作为棒材生产线的咽喉设备3#飞剪对于保证产品的成材率、定尺率、合格率又起着至关重要的作用,它的剪切稳定性,直接关系着各项经济技术指标能否顺利完成。
2004年我厂自主研发了具有国内领先水平的晶粒细化带肋钢筋,并于2005年投入批量生产。
穿水轧制HRB400产品与正常轧制HRB335产品相比,具有强度高的优点,可以减少15%-20%的使用量,达到降低成本和节约资源的目的,因此市场需求量逐步提高。
采用晶粒细化(穿水)轧制工艺生产HRB400带肋钢筋,不仅保证了产品的抗拉强度和冷弯性能都能满足品质要求,同时生产成本也显著降低。
在生产初期,HRB400细晶粒带肋钢筋的定尺率低于HRB335非细晶粒带肋钢筋,产品效益提升不充分。
比较如图所示:
正常轧制HRB335带肋钢筋的定尺率2004年达到98.7%,2005年4月、5月穿水轧制HRB400细晶粒带肋钢筋的平均定尺率为98.4%,而厂部目标为HRB400细晶粒带肋钢筋定尺率不低于98.5%。
如果能够保证3#飞剪剪切稳定性及提高3#飞剪的剪切精度,那么HRB400细晶粒带肋钢筋的定尺率就可以达到厂部目标值,甚至超出目标值。
二、工艺流程简介及穿水轧制工艺造成定尺率低的原因分析:
轧制HRB335带肋钢筋和HRB400细晶粒带肋钢筋在工艺上的区别在于是否在3#飞剪前进行了穿水冷却。
如图所示:
98.76
98.2
98.3 98.4 98.5 98.6 98.7 98.8
2#剪
穿水冷却管
3#剪
初轧机
移钢台架
1#剪
中轧机
精轧机
成品台架
2、从示意图中我们可以看到,1#,2#热金属检测仪就是3#飞剪剪 切最关键的检测信号,检测信号的准确与否及稳定性将直接关系3#飞剪的剪切稳定性,只要保证了这两个信号准确无误,那么定尺率达标或超出将会实现。
影响这两个信号的主要原因主要表现在以下几个方面:
①、轧件在轧制过程中掉落的氧化渣遮挡热检,造成热检闪断;
②、轧机及穿水管道水雾较大时造成信号闪断或检测不准;
③、2#热检由于穿水后检测不到低温钢件,造成检测信号中断; ④、外界太阳光线照射到热检上,造成飞剪误动作。
信号不稳定或闪断造成堆钢如下图所示:(加入图)
飞剪
三、改进措施:
1、加装光幕检测器,由于光幕检测器检测面积大,检测不受温度的
限制,因此,在3#飞剪前加装对射式光幕检测器代替2#热检进行
信号的采集。
如图所示:
3#飞剪
1#热检2#热检光幕检测器
穿水辊道
加装的光幕检测器信号闪断
加装了光幕检测器后彻底解决穿水后检测信号不稳定的问题,保证优化剪切功能的使用。
但是光幕的安装位置靠穿水辊道太近,水雾较大,光幕电缆腐蚀严重,造成信号中断,3#飞剪不剪。
所以又将光幕的位置移到3#飞剪后面,PLC 参数修改及移位改造图如下所示:
3#飞剪
1#热检
2#热检
光幕检测器
穿水辊道
光幕检测器
改造前位置 改造后位置
HMD2到剪刀
中心的距离
3600mm
因为2#热检的移位,如上图所示,2#热检到剪刃的距离矢量发生了变化,由原来4200mm到现在的-3600mm,这个距离参数必须在3#飞剪PLC程序里修改,否则将影响3#飞剪的剪切精度在做了以上的改进后,发现把光幕移到3#飞剪后面,由于3#飞剪分段钢件后,中间有空隙,会使2#光幕闪断,为解决这个问题又在3#飞剪PLC程序里加了个过滤信号,把这个短暂的闪断处理掉。
如图所示:
过滤时间为200ms
2,对1#热检闪断的改进:在3#飞剪PLC程序中加入出口机架的咬钢信号和延长信号干扰的过滤时间。
原理说明:1#热检功能主要是检测有钢信号和让计数器置零的作用,所以在过钢过程中不允许信号有闪断,否则会造成3#飞剪乱剪或堆钢等后果。
所以把干扰过滤的时间加长,只要信号闪断在给定的过滤时间内,那么系统也会认为1#热检信号是在保持的。
如图所示:
另外在1#热检的反馈信号逻辑程序里加入了一个比较稳
过滤时间为250ms
定的出口机架的咬钢信号,只要在过钢过程中,出口机架有咬钢
信号,即使1#热检偶尔有闪断,但出口的信号会一直保持,系统也能认为1#热检的反馈信号保持,如图所示:
咬钢信号
咬钢信号
咬钢信号
咬钢信号
3,在热检箱至检测口的上方制作并安装遮光罩,避免光线直接射到镜头上干扰热金属检测仪。
并在热检上方加装压缩风管,采用压缩空气进行吹扫检测口,清除水雾和渣子。
实施效果图如下:
四,改进后的效果统计
2005年6—10月份HRB400细晶粒带肋钢筋定尺率统计表
经济效益计算:
1、直接经济效益:
⑴5个月间共生产HRB400细晶粒带肋钢筋80647.093吨,定尺率提高
0.38%相当于减少了306.45吨非定尺钢的产生,按定尺钢与非定尺钢
差价为150元/吨计算,产生经济效益:
80079.772吨×0.38% ×150元/吨=45968.84元;
⑵改造前由于3#飞剪未剪,每月至少发生了7次堆钢故障,改造后消除了未剪情况,5个月内有效地避免了35次堆钢,共减少105吨废品的产生。
按每吨3200元/吨计算,扣除废品回收1820元/吨,产生经济效益:
105吨×(3200-1820)元/吨=144900元;
产生直接经济效益共计:45968.84+144900=190868.84元降低了成本,提高了经济效益,为企业节能降耗作出了贡献。
2、间接经济效益:
⑴通过本次改造提高了3#飞剪的剪切稳定性,从而降低了故障停机时间,使轧制HRB400细晶粒带肋钢筋的作业率有了明显的提高;
⑵ HRB400细晶粒带肋钢筋的定尺率提高后,增强了企业的品牌形象,提高了用户满意度和产品竞争力,为企业开拓市场创造了有利条件。
提高80万吨棒材生产线3#飞剪剪切稳定性
昆钢棒线厂熊跃斌
2008年7月10日。