HSK和BT刀柄种类规格
数控刀柄常用锥柄标准简介
数控刀柄锥柄标准简介目前,数控铣床和镗铣加工中心使用最多的仍是7∶24工具锥柄。
但在高速加工机床上,1∶10空心短锥柄的使用正日益增多。
对于车削中心和车铣中心,则以1∶10短锥柄使用较多(车削中心使用的CZG圆柱柄工具系统不属本文讨论范围)。
自动换刀机床常用的7∶24工具锥柄标准主要有:1. 中国国家标准GB/T10944-1,2-2006 “自动换刀机床用7∶24圆锥工具柄部40、45和50号圆锥柄-第一,二部分”;刀柄代号JT50(45)(40)-××2.国际标准ISO7388/1/2:2007(30、40、45、50、60号工具锥柄);刀柄代号:IV50(30)(45)(40)(60)-××,或SK50(40)-××3.德国标准DIN69871-1:1995(30、40、45、50和60号工具锥柄)刀柄代号:DV50(30)(45)(40)(60)-××,或SK50(40)-××4.日本标准JIS B6339:1998(30、35、40、45、50、55和60号工具锥柄)刀柄代号:BT50(30)(45)(40)(60)-××5.美国标准AMSEB5.50-1994(30、40、45、50和60号工具锥柄),刀柄代号:CAT50(30)(45)(40)(60)-××以上标准中,中国国家标准GB/T10944-1,2-2006与国际标准ISO7388/1/2:2007及德国标准DIN69871-1:1995可以互换在我国国内的机床中,中国国家标准GB/T10944-1,2-2006(或国际标准ISO7388/1/2:2007及德国标准DIN69871-1:1995)与日本标准JIS B6339:1998用得最多。
另外,最新的双面定位的7∶24工具锥柄,主要以日本BIG(大昭和)公司的BIG-plus标准为代表(有专利),代号为BBT50(40)-××手动换刀用7∶24工具锥柄的常见标准有:1.国家标准GB3837-20012.国际标准ISO297-19883.德国标准DIN2080-1979以上刀柄代号:NT50(40)(30)-××(在国内,其工具锥柄代号为“ST”)。
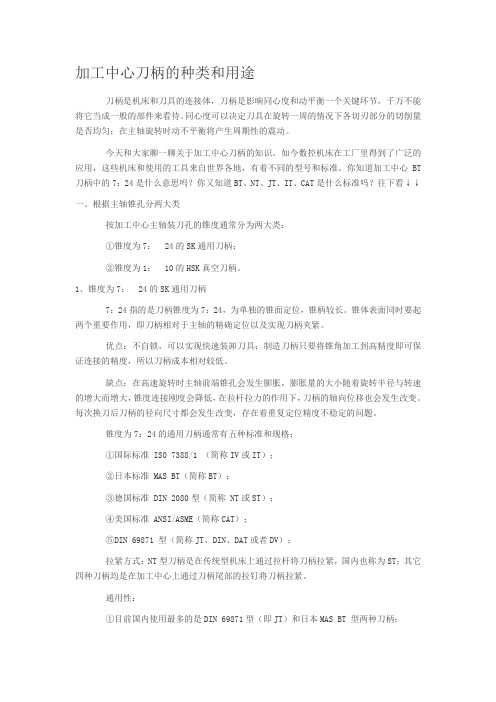
车铣复合加工中心用HSK-T刀柄世界标准ISO规格

圆柄刀具用侧固式刀柄 轴心通油 CC型
喷嘴通油 CN型
世界标准
ISO规格
车铣复合加工中心用
方柄刀具用刀柄 外径・ 切断加工用刀柄 SV型
P. 75
外径・ 端面加工用刀柄 SA型
外径・ 端面加工用 SB型
外径・ 端面加工用 SC型
外径・ 端面加工用 SN型
得到众多机床厂商采用,已标准化!
大隈 ・ MULTUS SERIES ・ MACTURN SERIES ・ MU MACTURN SERIES 等
松浦机械 ・ CUBLEX SERIES
DMG MORI
・ NT(NTX) SERIES ・ FD SERIES ・ CTX SERIES
HERMLE
φC
H 1
M
Kg
● 侧固索套(SS)
■标准附属品
95 32 70 62 M12 2.0
● 冷却液导管→P.111
100 32 70 62 M12 2.1
● 喷嘴用塞阀A=固定螺栓(M5ー12L)
● 中心通冷用塞阀B=固定螺栓(M5ー5L)
95 32 70 62 M12 2.2 ■备考
105 40 78 71
12.6
12.425
12.46 最大间隙 0.075
旋转刀具用刀柄 (HSK-A规格)
与加工中心具有互换性
备有可对应所有加工的旋转刀具用刀柄。 请从目录「加工中心用刀柄」选择。
复合加工机 可共用
2面拘束
缩短倒扣部位长度
为提高刀柄的刚性,最大限度缩短并加粗倒扣部位。
刚性UP!
短
倒扣部
幅 4 mm 深度 0.5 mm
7- 刀把刀具知识讲解
鸿准公司补充教学课件
刀
把
种
类
Ⅰ、HSK系列 Ⅱ、BT系列
HSK刀把
在HSK刀把出现以前,最被广泛运用的就是以CAT规范(V型接合系统)的 接合形式,通常都是以7:24比例的锥度设计来制作刀把。当时在制定CAT 规范时只需要几个正式的标准就可使用。 在1980年中期,使用者、工具机制造商以及刀具制造商发现不仅在传统上 甚至私人专利的研究发展上,CAT规范都已经达到了顶点。使用者想要一 种更新的标准及规范以更方便取得、不受私人专利的限制而且可以克服在 高速加工上的限制。大约在五年后在德国,由学者、工具机制造商、使用 者、刀具制造商等所组成的一个组织便制定出一个新的规范,也就是HSK 规范(HSK就是德国字Hollow Taper Shank的缩写)。在德国HSK的规范被 定为DIN69893,它的锥度比例是1:10,而对应HSK规范的主轴,其规范则 被定为DIN69093。 这个新的规范包含了六种形式的刀把并且有35种尺寸,HSK的主轴在制造 上也会对应每一种形式的刀把。到了1990年初期,之前定立HSK规范的组 织将这些规范授权给制造商并且在最后讨论出A、B、C、D这几种形式的 HSK刀把,此外还有E、F两种形式,其规范仍在初步制定中。
左边之图表为HSK与 SK刀把在切削时切削 力对于其轴向及径向 的精度影响。
碰撞、维修、主轴 CAT/SK/BT的刀杆会造成主轴前缘的磨损并且使得主轴的前缘扩大,而且当主轴转速在8000rpm以上 时,主轴接触壁扩张的速度会比刀杆的接触面来得更大,结果造成拉住刀杆的力量会将刀杆往主轴 的更里面拉进去,使得刀尖Z方向的位置改变并且因为刀杆被往主轴更里面的方向固定住反而造成 换刀时的困扰。对于HSK来说并不会发生这些问题,因为HSK有锥度以及击出来的边缘做接触,所以 刀尖的位置不会改变,因此转速的影响可不予以考虑。而且主轴的扩张速度比刀把来得小,因此不 论是在低速或是高速加工时,刀把都能紧密的固定在一个位置上。另一方面当发生撞刀时, CAT/SK/BT的主轴所受到的损害必定比HSK的主轴来得严重。这是因为当CAT/SK/BT的刀把越强壮时, 发生撞刀时经由刀把传递给主轴的力量就越大,而HSK的刀把因为里面是中空的再加上又是薄壁的 设计、重量又轻,因此当发生撞刀时,它就好像保险丝一样会断掉或破碎来保护昂贵的主轴不致于 发生严重的损坏。 各种不同切削条件下的适用性: 依照加工的需要HSK共有六种不同型式的刀把及主轴可供选择-A与C的型式可用于一般的加工(A型 式用来自动换刀,C型式用来手动换刀);B与D形式可用于转速变化不大但高扭力传输方面的加工, 同样地B型式用来自动换刀,D型式用来手动换刀;最后E与F的型式建议用做低扭力、超高转速而且 自动换刀方面的加工。由于考虑balance的问题,所以HSK在几何上完全都是对称的设计。
刀柄种类规格

加工中心的主轴锥孔通常分为两大类,即锥度为7:24的通用系统和1:10的HSK真空系统。
7:24锥度的通用刀柄锥度为7:24的通用刀柄通常有五种标准和规格,即NT(传统型)、DIN 69871(德国标准)、IS0 7388/1 (国际标准)、MAS BT(日本标准)以及ANSI/ASME(美国标准)。
NT型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
目前国内使用最多的是DIN 69871型(即JT)和MAS BT 型两种刀柄。
DIN 69871型的刀柄可以安装在DIN 69871型和ANSI/ASME主轴锥孔的机床上, IS0 7388/1型的刀柄可以安装在DIN 69871型、IS0 7388/1 和ANSI/ASME主轴锥孔的机床上,所以就通用性而言,IS0 7388/1型的刀柄是最好的。
(1)DIN 2080型(简称 NT或ST)DIN 2080是德国标准,即国际标准ISO 2583 ,是我们通常所说NT型刀柄,不能用机床的机械手装刀而用手动装刀。
(2) DIN 69871 型(简称JT、 DIN、DAT或DV)DIN 69871 型分两种,即DIN 69871 A/AD型和 DIN 69871 B型,前者是中心内冷,后者是法兰盘内冷,其它尺寸相同。
(3) ISO 7388/1 型(简称 IV或IT)其刀柄安装尺寸与DIN 69871 型没有区别,但由于ISO 7388/1 型刀柄的D4值小于DIN 69871 型刀柄的D4值,所以将ISO 7388/1型刀柄安装在DIN 69871型锥孔的机床上是没有问题的,但将DIN 69871 型刀柄安装在ISO 7388/1型机床上则有可能会发生干涉。
(4) MAS BT 型(简称 BT)BT型是日本标准,安装尺寸与 DIN 69871、IS0 7388/1 及ANSI 完全不同,不能换用。
加工中心刀柄的种类和用途
加工中心刀柄的种类和用途刀柄是机床和刀具的连接体,刀柄是影响同心度和动平衡一个关键环节,千万不能将它当成一般的部件来看待。
同心度可以决定刀具在旋转一周的情况下各切刃部分的切削量是否均匀;在主轴旋转时动不平衡将产生周期性的震动。
今天和大家聊一聊关于加工中心刀柄的知识。
如今数控机床在工厂里得到了广泛的应用,这些机床和使用的工具来自世界各地,有着不同的型号和标准。
你知道加工中心BT 刀柄中的7:24是什么意思吗?你又知道BT、NT、JT、IT、CAT是什么标准吗?往下看↓↓一、根据主轴锥孔分两大类按加工中心主轴装刀孔的锥度通常分为两大类:①锥度为7:24的SK通用刀柄;②锥度为1:10的HSK真空刀柄。
1、锥度为7:24的SK通用刀柄7:24指的是刀柄锥度为7:24,为单独的锥面定位,锥柄较长。
锥体表面同时要起两个重要作用,即刀柄相对于主轴的精确定位以及实现刀柄夹紧。
优点:不自锁,可以实现快速装卸刀具;制造刀柄只要将锥角加工到高精度即可保证连接的精度,所以刀柄成本相对较低。
缺点:在高速旋转时主轴前端锥孔会发生膨胀,膨胀量的大小随着旋转半径与转速的增大而增大,锥度连接刚度会降低,在拉杆拉力的作用下,刀柄的轴向位移也会发生改变。
每次换刀后刀柄的径向尺寸都会发生改变,存在着重复定位精度不稳定的问题。
锥度为7:24的通用刀柄通常有五种标准和规格:①国际标准 IS0 7388/1 (简称IV或IT);②日本标准 MAS BT(简称BT);③德国标准 DIN 2080型(简称 NT或ST);④美国标准 ANSI/ASME(简称CAT);⑤DIN 69871 型(简称JT、DIN、DAT或者DV);拉紧方式:NT型刀柄是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
通用性:①目前国内使用最多的是DIN 69871型(即JT)和日本MAS BT 型两种刀柄;②DIN 69871型的刀柄还可以安装在ANSI/ASME主轴锥孔的机床上;③国际标准IS0 7388/1型的刀柄还可以安装在DIN 69871型、ANSI/ASME主轴锥孔的机床上,所以就通用性而言,IS0 7388/1型的刀柄是最好的。
刀柄形式

加工中心的主轴锥孔通常分为两大类,即锥度为7:24的通用系统和1:10的HSK真空系统。
7:24锥度的通用刀柄锥度为7:24的通用刀柄通常有五种标准和规格,即NT(传统型)、DIN 69871(德国标准)、IS0 7388/1 (国际标准)、MAS BT(日本标准)以及ANSI/ASME(美国标准)。
NT型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
目前国内使用最多的是DIN 69871型(即JT)和MAS BT 型两种刀柄。
DIN 69871型的刀柄可以安装在DIN 69871型和ANSI/ASME主轴锥孔的机床上,IS0 7388/1型的刀柄可以安装在DIN 69871型、IS0 7388/1 和ANSI/ASME主轴锥孔的机床上,所以就通用性而言,IS0 7388/1型的刀柄是最好的。
(1)DIN 2080型(简称NT或ST)DIN 2080是德国标准,即国际标准ISO 2583 ,是我们通常所说NT型刀柄,不能用机床的机械手装刀而用手动装刀。
(2)DIN 69871 型(简称JT、DIN、DAT或DV)DIN 69871 型分两种,即DIN 69871 A/AD型和DIN 69871 B型,前者是中心内冷,后者是法兰盘内冷,其它尺寸相同。
(3)ISO 7388/1 型(简称IV或IT)其刀柄安装尺寸与DIN 69871 型没有区别,但由于ISO 7388/1 型刀柄的D4值小于DIN 69871 型刀柄的D4值,所以将ISO 7388/1型刀柄安装在DIN 69871型锥孔的机床上是没有问题的,但将DIN 69871 型刀柄安装在ISO 7388/1型机床上则有可能会发生干涉。
(4)MAS BT 型(简称BT)BT型是日本标准,安装尺寸与DIN 69871、IS0 7388/1 及ANSI 完全不同,不能换用。
HSK刀柄入门必读
HSK真空刀柄一种新型的高速锥型刀柄,采用锥面与端面双重定位的方式,在足够大的拉紧力作用下,HSK1:10空心工具锥柄和主轴1:10锥孔之间在整个锥面和支承平面上产生摩擦,提供封闭结构的径向定位,平面夹紧定位防止刀柄的轴向窜动,其径向跳动不超过3μm,轴向重复定位精度高达1μm。
传统的BT刀具系统的加工性能已难以满足高速切削的要求。
HSK(德文Hohlschaftkegel缩写)刀柄是德国阿亨(Aachen)工业大学机床研究所在20世纪90年代初开发的一种双面夹紧刀柄,它是双面夹紧刀柄中最具有代表性的,在高速切削加工中应用越来越广泛。
从1987年开始,由德国阿亨工业大学机床实验室以及一些工具制造厂、机床制造厂、用户企业等30多个单位成立了专题工作组,在M.Weck教授领导下开始了新型工具系统的研究开发工作。
经过第一轮研究,工作组于1990年7月向德国工业标准组织提交了「自动换刀空心柄」标准建议。
德国于1991年7月公布了HSK刀具系统的DIN标准草案,并向国际标准化组织建议制定相关ISO标准。
1992年5月,国际标准化组织ISOT/TC29(工具技术委员会)决定暂不制订自动换刀空心柄的ISO标准。
经过工作组的第二轮研究,德国于1993年制定了HSK工具系统的正式工业标准DIN69893。
1996年5月,在ISO/TC29/WG33审议会上,制订了以DIN69893为基础的HSK刀具系统的ISO标准草案ISO/DIS12164。
经过多次修订后,于2001年颁布了HSK刀具系统正式ISO标准ISO12164。
HSK刀柄要求高精度制造等级,刀锥度和主轴锥度接收器之间的公差通常小于0.002mm,需要高精度的测量仪表,德国戴博Diebold自行设计制造了HSK测量系统和先进的平衡设备,并开发了HSK夹紧装置模具化系统和平衡适配器。
德国戴博Diebold主轴拉力计HSK-A80测力器1)为什么叫做"HSK"?答:因为德文全称是Hohl Shaft Kegel;中文是空心锥度刀柄;英文是Hollow Taper Shank。
加工中心刀柄的标准
加工中心刀柄的标准7:24的刀柄有:JT 系列刀柄(ISO、德国DIN标准、中国GB标准)BT 系列刀柄(日本MAS标准)JT-WA系列刀柄(德国VDI标准)JT-U系列刀柄(美国ANSI标准)CAT系列刀柄(美国ANSI标准-卡特彼勒)ST 系列刀柄(中国GB标准)SK 系列刀柄(德国DIN标准)分类:加工中心的主轴锥孔通常分为两大类,即锥度为7:24的通用系统和1:10的HSK真空系统。
一、锥度为7:24的通用刀柄通常有五种标准和规格:NT(传统型)简称NT或ST)DIN 69871(德国标准)(简称JT、DIN、DAT或DV)IS0 7388/1 (国际标准)(简称IV或IT)MAS BT(日本标准)(简称BT)ANSI/ASME(美国标准)(简称CAT)★NT型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
目前国内使用最多的是DIN 69871型(即JT)和MAS BT 型两种刀柄。
DIN 69871型的刀柄可以安装在DIN 69871型和ANSI/ASME主轴锥孔的机床上,IS0 7388/1型的刀柄可以安装在DIN 69871型、IS0 7388/1 和ANSI/ASME主轴锥孔的机床上,所以就通用性而言,IS0 7388/1型的刀柄是最好的。
★拉钉有三个关键参数:θ角、长度l以及螺纹G关于刀柄拉钉的θ角有如下几种情况:1、MAS BT(日本标准)刀柄拉钉θ角有45°、60°和90°之分,常用的是45°和60°的;2、DIN 69871刀柄拉钉(通常称为DIN 69872-40/50)θ角只有75°一种;3、IS0 7388/1刀柄拉钉(通常称为IS0 7388/2-40/50)θ角有45°和75°之分;4、ANSI/ASME(美国标准)刀柄拉钉θ角有45°、60°和90°之分。