数控刀柄常用锥柄标准简介
锥柄标准

主轴锥孔加工中心的主轴锥孔通常分为两大类,即锥度为7:24的通用系统和1:10的HSK真空系统。
9 t4 n5 J; Z1 A7 Y P一.7:24锥度的通用刀柄9 `锥度为7:24的通用刀柄通常有五种标准和规格,即NT(传统型)、DIN 69871(德国标准)、IS0 7388/1 (国际标准)、MAS BT(日本标准)以及ANSI/ASME(美国标准)。
三维网技NT型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
目前国内使用最多的是DIN 69871型(即JT)和MAS BT 型两种刀柄。
DIN 69871型的刀柄可以安装在DIN 69871型和ANSI/ASME主轴锥孔的机床上, IS0 7388/1型的刀柄可以安装在DIN 69871型、IS0 7388/1 和ANSI/ASME主轴锥孔的机床上,所以就通用性而言,IS0 7388/1型的刀柄是最好的。
(1)DIN 2080型(简称 NT或ST)DIN 2080是德国标准,即国际标准ISO 2583 ,是我们通常所说NT型刀柄,不能用机床的机械手装刀而用手动装刀。
(2) DIN 69871 型(简称JT、 DIN、DAT或DV)DIN 69871 型分两种,即DIN 69871 A/AD 型和 DIN 69871 B型,前者是中心内冷,后者是法兰盘内冷,其它尺寸相同三维|cad|机械|汽车|技术|catia|pro/e|ug|inventor|solidedge|solidworks|caxa; p8 K+ y# _9 o; I (3) ISO 7388/1 型(简称 IV或IT)其刀柄安装尺寸与DIN 69871 型没有区别,但由于ISO 7388/1 型刀柄的D4值小于DIN 69871 型刀柄的D4值,所以将ISO 7388/1型刀柄安装在DIN 69871型锥孔的机床上是没有问题的,但将DIN 69871 型刀柄安装在ISO 7388/1型机床上则有可能会发生干涉。
数控刀柄规格型号大全
数控刀柄规格型号内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.数控铣床和镗铣加工中心使用最多的是7∶24工具锥柄。
但在高速加工机床上,1∶10空心短锥柄的使用正日益增多。
对于车削中心和车铣中心,则以1∶10短锥柄使用较多(车削中心使用的CZG圆柱柄工具系统不属本文讨论范围)。
自动换刀机床常用的7∶24工具锥柄标准主要有:一,中国国家标准GB 10944-89“自动换刀机床用7∶24圆锥工具柄部40、45和50号圆锥柄”;自动换刀机床用7∶24工具锥柄的中国国家标准GB 10944-89是参照采用国际标准ISO 7388/1:1983制定的,除对极个别项目数据进行了圆整(如尾部螺纹底孔深度13)或未规定数据(如法兰上的键槽根底倒角)外,其它数据完全相同。
外形尺寸相同,分为A型和B型两种:A型拉钉的拉紧面斜角为15°,用于不带钢球的拉紧装置,代号为“LDA”;B型拉钉的拉紧面斜角为45°,用于带钢球的拉紧装置,代号为“LDB”。
二者均带贯通孔,用于冷却液流通。
手动换刀用7∶24工具锥柄的常见标准有国家标准GB 3837.3-83和国际标准ISO 297-82,以及机械行业标准JB 3381.1-83。
1∶10空心工具锥柄目前已有国家标准GB 19449.1-2004“带有法兰接触面的空心圆锥接口二,国际标准ISO 7388/1:1983(40、45和50号工具锥柄)和ISO 7388/3:1986(30号工具锥柄);国际标准ISO 7388/1:1983又是参照德国标准DIN 69871-1的A型工具锥柄制定的,所以这三个标准的外形尺寸相同。
在国内,其工具锥柄的代号为“JT”。
数控刀柄常用锥柄标准简介
数控刀柄锥柄标准简介目前,数控铣床和镗铣加工中心使用最多的仍是7∶24工具锥柄。
但在高速加工机床上,1∶10空心短锥柄的使用正日益增多。
对于车削中心和车铣中心,则以1∶10短锥柄使用较多(车削中心使用的CZG圆柱柄工具系统不属本文讨论范围)。
自动换刀机床常用的7∶24工具锥柄标准主要有:1. 中国国家标准GB/T10944-1,2-2006 “自动换刀机床用7∶24圆锥工具柄部40、45和50号圆锥柄-第一,二部分”;刀柄代号JT50(45)(40)-××2.国际标准ISO7388/1/2:2007(30、40、45、50、60号工具锥柄);刀柄代号:IV50(30)(45)(40)(60)-××,或SK50(40)-××3.德国标准DIN69871-1:1995(30、40、45、50和60号工具锥柄)刀柄代号:DV50(30)(45)(40)(60)-××,或SK50(40)-××4.日本标准JIS B6339:1998(30、35、40、45、50、55和60号工具锥柄)刀柄代号:BT50(30)(45)(40)(60)-××5.美国标准AMSEB5.50-1994(30、40、45、50和60号工具锥柄),刀柄代号:CAT50(30)(45)(40)(60)-××以上标准中,中国国家标准GB/T10944-1,2-2006与国际标准ISO7388/1/2:2007及德国标准DIN69871-1:1995可以互换在我国国内的机床中,中国国家标准GB/T10944-1,2-2006(或国际标准ISO7388/1/2:2007及德国标准DIN69871-1:1995)与日本标准JIS B6339:1998用得最多。
另外,最新的双面定位的7∶24工具锥柄,主要以日本BIG(大昭和)公司的BIG-plus标准为代表(有专利),代号为BBT50(40)-××手动换刀用7∶24工具锥柄的常见标准有:1.国家标准GB3837-20012.国际标准ISO297-19883.德国标准DIN2080-1979以上刀柄代号:NT50(40)(30)-××(在国内,其工具锥柄代号为“ST”)。
数控刀柄标准
数控刀柄标准一.国内应用的数控机床工具柄部及配用拉钉标准1.国家标准GB10944-89《自动换刀机床用7:24圆锥工具柄部40、45和50号圆锥柄》这个国家标准规定的柄部,在型式与尺寸上与国际标准ISO7388/1完全相同。
详见图7.3-1和7.3-1。
与ISO7388/1相比,增加了一些必要的技术要求,标注了表面粗糙度及形位公差,以保证刀柄的制造质量,满足自动加工中刀具的重复换刀精度要求。
它主要应用于镗铣类加工中心机床的各种刀柄。
2.国家标准所规定的拉钉,《自动换刀机床用7:24圆锥工具柄部40、45和50号圆锥柄用拉钉》这个国家标准所规定的拉钉,在型式与尺寸上与ISO7388/Ⅱ相同。
可与前述标准GB1 0944-89中所规定的柄部配合使用。
3.日本标准JIS B6339-1986《加工中心机床用工具柄部及拉钉》这个标准只适用于日本进口的加工中心机床及过去几年我国的部分机床厂与日本合作设计和生产的加工中心机床。
它是在日本机床工业协会标准MAS403-1982的基础上制订出来的,在日本得到广泛的应用。
我国1985年以后设计的加工中心机床已改用新的国家标准GB10994和GB10945。
4.国家标准GB3837-83《机床工具7:24圆锥联结》这种锥柄主要用于手动换刀数控机床及重型镗铣床等。
二.整体式工具系统标准JB/GQ5010-1983《TSG工具系统型式与尺寸》TSG工具系统中的刀柄,其代号(按1990年国家标准报批稿)由四部分(JT-45-Q32-120)组成,各部分的含义如下:JT-表示工具柄型代码。
45-对圆锥柄表示锥度规格。
Q32-表示工具的规格。
120-表示刀柄的工作长度。
它所表示的工具为:自动换刀机床用7:24圆锥工具柄(GB10944),锥柄为45号,前部为弹簧夹,最大夹持直径32mm,刀柄工作长度(锥柄大端直径φ57.15mm处到弹簧夹头前端面的距离)为120mm。
表1 工具柄部型式代号表2 工具的用途代号及规格参数数控刀具国家标准一.可转位刀具刀片型号编制标准1.可转位车刀型号表示规则GB/T5343.1,它等效采用ISO5680-1989。
CNC标准刀柄及拉钉
CNC刀柄标准加工中心的主轴锥孔通常分为两大类,即锥度为7:24的通用系统和1:10的HSK真空系统。
7:24锥度的通用刀柄锥度为7:24的通用刀柄通常有五种标准和规格,即NT(传统型)、DIN 69871(德国标准)、IS0 7388/1 (国际标准)、MAS BT(日本标准)以及ANSI/ASME(美国标准)。
NT型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
目前国内使用最多的是DIN 69871型(即JT)和MAS BT 型两种刀柄。
DIN 69871型的刀柄可以安装在DIN 69871型和ANSI/ASME主轴锥孔的机床上, IS0 7388/1型的刀柄可以安装在DIN 69871型、IS0 7388/1 和ANSI/ASME主轴锥孔的机床上,所以就通用性而言,IS0 7388/1型的刀柄是最好的。
(1)DIN 2080型(简称 NT或ST)DIN 2080是德国标准,即国际标准ISO 2583 ,是我们通常所说NT型刀柄,不能用机床的机械手装刀而用手动装刀。
(2) DIN 69871 型(简称JT、 DIN、DAT或DV)DIN 69871 型分两种,即DIN 69871 A/AD型和DIN 69871 B型,前者是中心内冷,后者是法兰盘内冷,其它尺寸相同。
(3) ISO 7388/1 型(简称 IV或IT)其刀柄安装尺寸与DIN 69871 型没有区别,但由于ISO 7388/1 型刀柄的D4值小于DIN 69871 型刀柄的D4值,所以将ISO 7388/1型刀柄安装在DIN 69871型锥孔的机床上是没有问题的,但将DIN 69871 型刀柄安装在ISO 7388/1型机床上则有可能会发生干涉。
(4) MAS BT 型(简称 BT)BT型是日本标准,安装尺寸与 DIN 69871、IS0 7388/1 及ANSI 完全不同,不能换用。
CNC标准刀柄及拉钉
CNC刀柄标准加工中心的主轴锥孔通常分为两大类,即锥度为7:24的通用系统和1:10的HSK真空系统。
7:24锥度的通用刀柄锥度为7:24的通用刀柄通常有五种标准和规格,即NT(传统型)、DIN 69871(德国标准)、IS0 7388/1 (国际标准)、MAS BT(日本标准)以及ANSI/ASME(美国标准)。
NT型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
目前国内使用最多的是DIN 69871型(即JT)和MAS BT 型两种刀柄。
DIN 69871型的刀柄可以安装在DIN 69871型和ANSI/ASME主轴锥孔的机床上, IS0 7388/1型的刀柄可以安装在DIN 69871型、IS0 7388/1 和ANSI/ASME主轴锥孔的机床上,所以就通用性而言,IS0 7388/1型的刀柄是最好的。
(1)DIN 2080型(简称 NT或ST)DIN 2080是德国标准,即国际标准ISO 2583 ,是我们通常所说NT型刀柄,不能用机床的机械手装刀而用手动装刀。
(2) DIN 69871 型(简称JT、 DIN、DAT或DV)DIN 69871 型分两种,即DIN 69871 A/AD型和DIN 69871 B型,前者是中心内冷,后者是法兰盘内冷,其它尺寸相同。
(3) ISO 7388/1 型(简称 IV或IT)其刀柄安装尺寸与DIN 69871 型没有区别,但由于ISO 7388/1 型刀柄的D4值小于DIN 69871 型刀柄的D4值,所以将ISO 7388/1型刀柄安装在DIN 69871型锥孔的机床上是没有问题的,但将DIN 69871 型刀柄安装在ISO 7388/1型机床上则有可能会发生干涉。
(4) MAS BT 型(简称 BT)BT型是日本标准,安装尺寸与 DIN 69871、IS0 7388/1 及ANSI 完全不同,不能换用。
数控刀柄标准
数控刀柄标准2007年06月22日星期五 11:36一.国内应用的数控机床工具柄部及配用拉钉标准1.国家标准GB10944-89《自动换刀机床用7:24圆锥工具柄部40、45和50号圆锥柄》这个国家标准规定的柄部,在型式与尺寸上与国际标准ISO7388/1完全相同。
详见图7.3-1和7.3-1。
与ISO7388/1相比,增加了一些必要的技术要求,标注了表面粗糙度及形位公差,以保证刀柄的制造质量,满足自动加工中刀具的重复换刀精度要求。
它主要应用于镗铣类加工中心机床的各种刀柄。
2.国家标准所规定的拉钉,《自动换刀机床用7:24圆锥工具柄部40、45和50号圆锥柄用拉钉》这个国家标准所规定的拉钉,在型式与尺寸上与ISO7388/Ⅱ相同。
可与前述标准GB10944-89中所规定的柄部配合使用。
3.日本标准JIS B6339-1986《加工中心机床用工具柄部及拉钉》这个标准只适用于日本进口的加工中心机床及过去几年我国的部分机床厂与日本合作设计和生产的加工中心机床。
它是在日本机床工业协会标准MAS403-1982的基础上制订出来的,在日本得到广泛的应用。
我国1985年以后设计的加工中心机床已改用新的国家标准GB10994和GB10945。
4.国家标准GB3837-83《机床工具7:24圆锥联结》这种锥柄主要用于手动换刀数控机床及重型镗铣床等。
二.整体式工具系统标准JB/GQ5010-1983《TSG工具系统型式与尺寸》TSG工具系统中的刀柄,其代号(按1990年国家标准报批稿)由四部分(JT-45-Q32-120)组成,各部分的含义如下:JT-表示工具柄型代码。
45-对圆锥柄表示锥度规格。
Q32-表示工具的规格。
120-表示刀柄的工作长度。
它所表示的工具为:自动换刀机床用7:24圆锥工具柄(GB10944),锥柄为45号,前部为弹簧夹,最大夹持直径32mm,刀柄工作长度(锥柄大端直径φ57.15mm处到弹簧夹头前端面的距离)为120mm。
刀柄种类规格

加工中心的主轴锥孔通常分为两大类,即锥度为7:24的通用系统和1:10的HSK真空系统。
7:24锥度的通用刀柄锥度为7:24的通用刀柄通常有五种标准和规格,即NT(传统型)、DIN 69871(德国标准)、IS0 7388/1 (国际标准)、MAS BT(日本标准)以及ANSI/ASME(美国标准)。
NT型刀柄德国标准为DIN 2080,是在传统型机床上通过拉杆将刀柄拉紧,国内也称为ST;其它四种刀柄均是在加工中心上通过刀柄尾部的拉钉将刀柄拉紧。
目前国内使用最多的是DIN 69871型(即JT)和MAS BT 型两种刀柄。
DIN 69871型的刀柄可以安装在DIN 69871型和ANSI/ASME主轴锥孔的机床上,IS0 7388/1型的刀柄可以安装在DIN 69871型、IS0 7388/1 和ANSI/ASME主轴锥孔的机床上,所以就通用性而言,IS0 7388/1型的刀柄是最好的。
(1)DIN 2080型(简称NT或ST)DIN 2080是德国标准,即国际标准ISO 2583 ,是我们通常所说NT型刀柄,不能用机床的机械手装刀而用手动装刀。
(2)DIN 69871 型(简称JT、DIN、DAT或DV)DIN 69871 型分两种,即DIN 69871 A/AD型和DIN 69871 B型,前者是中心内冷,后者是法兰盘内冷,其它尺寸相同。
(3)ISO 7388/1 型(简称IV或IT)其刀柄安装尺寸与DIN 69871 型没有区别,但由于ISO 7388/1 型刀柄的D4值小于DIN 69871 型刀柄的D4值,所以将ISO 7388/1型刀柄安装在DIN 69871型锥孔的机床上是没有问题的,但将DIN 69871 型刀柄安装在ISO 7388/1型机床上则有可能会发生干涉。
(4)MAS BT 型(简称BT)BT型是日本标准,安装尺寸与DIN 69871、IS0 7388/1 及ANSI 完全不同,不能换用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数控刀柄锥柄标准简介
目前,数控铣床和镗铣加工中心使用最多的仍是7∶24工具锥柄。
但在高速加工机床上,1∶10空心短锥柄的使用正日益增多。
对于车削中心和车铣中心,则以1∶10短锥柄使用较多(车削中心使用的CZG圆柱柄工具系统不属本文讨论范围)。
自动换刀机床常用的7∶24工具锥柄标准主要有:
1. 中国国家标准GB/T10944-1,2-2006 “自动换刀机床用7∶24圆锥工具柄部40、45和50号圆锥柄-第一,二部分”;
刀柄代号JT50(45)(40)-××
2.国际标准ISO7388/1/2:2007(30、40、45、50、60号工具锥柄);
刀柄代号:IV50(30)(45)(40)(60)-××,或SK50(40)-××
3.德国标准DIN69871-1:1995(30、40、45、50和60号工具锥柄)
刀柄代号:DV50(30)(45)(40)(60)-××,或SK50(40)-××
4.日本标准JIS B6339:1998(30、35、40、45、50、55和60号工具锥柄)
刀柄代号:BT50(30)(45)(40)(60)-××
5.美国标准AMSEB5.50-1994(30、40、45、50和60号工具锥柄),
刀柄代号:CAT50(30)(45)(40)(60)-××
以上标准中,中国国家标准GB/T10944-1,2-2006与国际标准ISO7388/1/2:2007及德国标准DIN69871-1:1995可以互换
在我国国内的机床中,中国国家标准GB/T10944-1,2-2006(或国际标准ISO7388/1/2:2007及德国标准DIN69871-1:1995)与日本标准JIS B6339:1998用得最多。
另外,最新的双面定位的7∶24工具锥柄,主要以日本BIG(大昭和)公司的BIG-plus标准为代表(有专利),代号为BBT50(40)-××
手动换刀用7∶24工具锥柄的常见标准有:
1.国家标准GB3837-2001
2.国际标准ISO297-1988
3.德国标准DIN2080-1979
以上刀柄代号:NT50(40)(30)-××(在国内,其工具锥柄代号为“ST”)。
以上三个标准可以互换(德国标准刀柄尾部的螺纹分公制与英制)
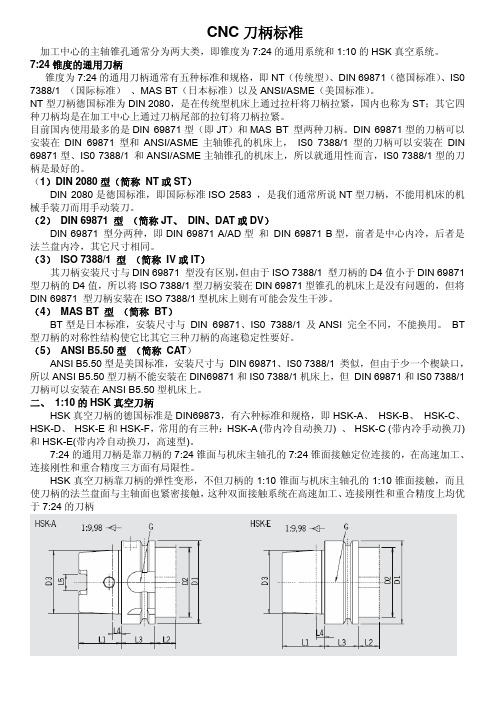
1∶10空心工具锥柄
目前已有国家标准GB19449.1-2004“带有法兰接触面的空心圆锥接口第1部分:柄部—尺寸”。
它等同采用了国际标准ISO12164-1:2001的内容。
德国标准DIN69873-1:2003也等同采用了国际标准ISO12164-1:2001的内容。
刀柄代号为:HSK100(63)(50)-××
其它常见结构的1∶10工具锥柄基本采用企业标准(有专利),具有垄断性,如美国肯纳公司的KM型系列、瑞典山特维克公司的Capto系列、德国瓦尔特公司的NOVEX系列等。