(优选)自控系统标准文件工艺流程图常规绘制标准
自动控制流程图(参考模板)

1工业污水处理系统的工作原理1.1控制系统总体框图PLC为核心控制器,通过检测操作面板按钮的输入、各类传感器的输入,以及相关模拟量的输入,完成相关设备的运行、停止和调速控制。
3-2电气控制系统框图1.2工作过程控制过程可以分为单设备手动控制功能和自动运行功能。
在手动控制模式下,单设备可以单独运行,不影响其他设备运行。
如图4-1所示。
图4-1模式选择流程图1.3手动模式在就地箱手动模式下,可单独调试每个设备的运行,如图4-2所示。
在此模式下,可以通过按钮对加氯系统、电动阀门、曝气机、刮泥机,以及各类泵进行控制。
图4-2手动操作模式流程图1.4自动模式处于自动方式时,系统上电后,按下自动启动确认后系统运行,系统开始工作,其工作过程包括以下几个方面。
PLC检测到传感器状态进行启动如图4-3所示。
图4-3 自动操作模式流程图2自动控制流程在自动控制模式流程图中,调用了各个控制系统的程序,主要包括提升泵、潜水泵程序、加药系统程序、曝气沉砂系统程序、污泥回流泵系统程序。
以及污泥脱水系统程序,以下将分别介绍各个子程序的工作过程。
1提升泵控制流程图2潜水泵程序主要控制潜水泵的运行和停止,其工作过程包括以下几个方面:(1)自动过程开始启动潜水泵。
(2)检测液面高度,低于最低位传感器时,开始定时防止误判。
(3)定时到后,若仍低于最低位传感器,则停止潜水泵运行,否则潜水泵继续运行。
(4)检测液面处于中位和高位传感器之间时,开始定时防止误判。
(5)定时到后,若液面仍持续处于高位传感器,则输出报警信号。
潜水泵工作流程图如图4-5所示。
图4-5潜水泵工作流程图3曝气沉砂系统工作流程图如图4-7所示。
4-7曝气沉砂系统工作流程图4污泥回流系统程序主要控制污泥回流泵的运行和停止,其工作过程包括以下几个方面。
(1)自动过程开始首先检测液面高低,若低于最低位传感器,启动定时。
(2)定时到,若液面仍低于最低位传感器则停止回流泵运行。
工艺流程图绘制要求
食品工厂工艺设计图纸绘制要求一、统一要求1、绘图工作量:不少于两张图纸。
带控制点的工艺流程图至少1张;车间工艺布置图至少1张。
2、图纸幅面及格式:根据内容多少及复杂程度选定图纸幅面。
工艺流程图一般采用A1图幅,特别简单的可以采用A2图幅,需要加长时,按照GBT14689-2008执行。
车间工艺布置图一般采用A1图幅。
图纸幅面尺寸、图框位置及尺寸、标题栏方位的要求见GBT14689-2008;图纸上中文字体要求及数字、字母写法见GBT14691-1993。
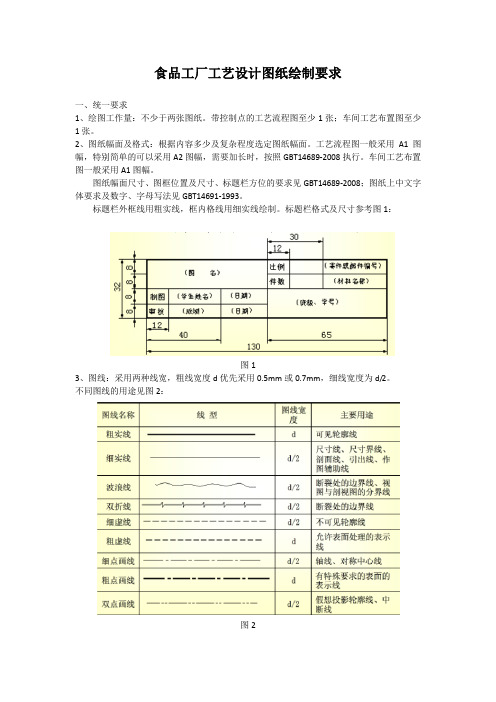
标题栏外框线用粗实线,框内格线用细实线绘制。
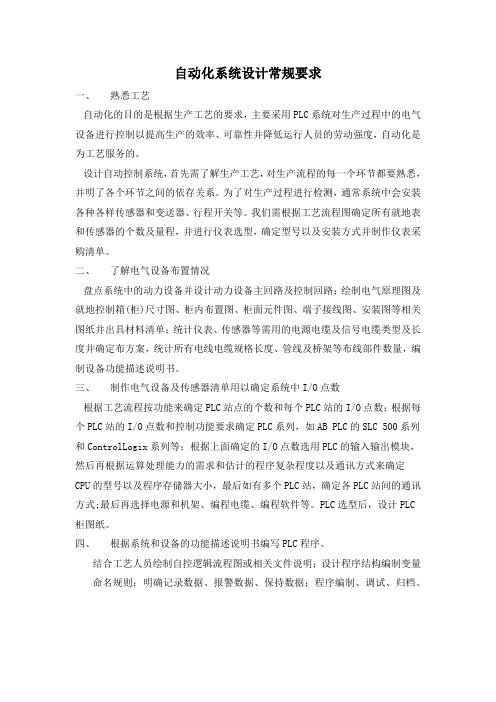
标题栏格式及尺寸参考图1:图13、图线:采用两种线宽,粗线宽度d优先采用0.5mm或0.7mm,细线宽度为d/2。
不同图线的用途见图2:图2图线中的线素长度见图3:图3二、带控制点工艺流程图的绘制1、工艺流程图内容:(1)设备示意图;(2)工艺管道及介质流向;(3)阀门仪表等控制点(4)设备位号标注2、工艺流程图绘制总原则顺、真、美、准、简:顺——图纸上设备应根据生产工艺顺序的先后从左到右依次绘制,图纸长度不够时可按照标准加长;真——图上设备之间的上下位置及设备高度要反映真实情况。
设备大小可不按比例画,但应尽量有相对大小的概念,有位差要求的设备,应表示其相对高度位置;美——设备尺寸大小基本反映比例关系准——阀门仪表位置能准确反应控制点简——作用相同的多台并联设备一般只表示其中的一台(或一组),而不必将全部设备同时画出,但在设备位号标注时应体现出来。
3、工艺流程图中设备的画法(1)设备示意图绘制的注意事项(a)所有的设备应根据流程顺序从左至右用细实线画出,设备图形按规定画法绘制,没有规定画法的设备,可画出其简略外形;(b)对工艺有特殊要求的设备,其内部构件应予表示。
例如板式塔应画出有物料进出的塔板位置及自下往上数的塔板总数;容器应画出内部挡板及破沫网的位置;反应器应画出器内床层数;填料塔应表示填料层、气液分布器、集油箱等的数量及位置;(c)设备机器上全部管口均应画出,管口一般用单细实线表示;(d)对于需要隔热的设备需在相应部位画出一段隔热层图例;(e)地下或半地下设备要表示出一段相关地面;(f)设备底座不表示;(g)设备位置高低要基本与实际相符,有位差要求的应标注限位尺寸。
自控系统标准文件4:自动化系统设计常规要求
自动化系统设计常规要求一、熟悉工艺自动化的目的是根据生产工艺的要求,主要采用PLC系统对生产过程中的电气设备进行控制以提高生产的效率、可靠性并降低运行人员的劳动强度,自动化是为工艺服务的。
设计自动控制系统,首先需了解生产工艺,对生产流程的每一个环节都要熟悉,并明了各个环节之间的依存关系。
为了对生产过程进行检测,通常系统中会安装各种各样传感器和变送器、行程开关等。
我们需根据工艺流程图确定所有就地表和传感器的个数及量程,并进行仪表选型,确定型号以及安装方式并制作仪表采购清单。
二、了解电气设备布置情况盘点系统中的动力设备并设计动力设备主回路及控制回路;绘制电气原理图及就地控制箱(柜)尺寸图、柜内布置图、柜面元件图、端子接线图、安装图等相关图纸并出具材料清单;统计仪表、传感器等需用的电源电缆及信号电缆类型及长度并确定布方案,统计所有电线电缆规格长度、管线及桥架等布线部件数量,编制设备功能描述说明书。
三、制作电气设备及传感器清单用以确定系统中I/O点数根据工艺流程按功能来确定PLC站点的个数和每个PLC站的I/O点数;根据每个PLC站的I/O点数和控制功能要求确定PLC系列,如AB PLC的SLC 500系列和ControlLogix系列等;根据上面确定的I/O点数选用PLC的输入输出模块,然后再根据运算处理能力的需求和估计的程序复杂程度以及通讯方式来确定CPU的型号以及程序存储器大小,最后如有多个PLC站,确定各PLC站间的通讯方式;最后再选择电源和机架、编程电缆、编程软件等。
PLC选型后,设计PLC 柜图纸。
四、根据系统和设备的功能描述说明书编写PLC程序。
结合工艺人员绘制自控逻辑流程图或相关文件说明;设计程序结构编制变量命名规则;明确记录数据、报警数据、保持数据;程序编制、调试、归档。
工艺流程图制图规范
工艺流程图制图规范工艺流程图一般有如下几种:1.全厂总工艺流程图或物料平衡图,在化工厂设计中,为总说明部分提供的全厂流程图样。
对综合性化工厂则称全厂物料平衡图。
图上各车间(工段)用细实线画成长方框来示意。
流程线只画出主要物料,用粗实线表示。
流程方向用箭头画在流程线上。
图上还注明了车间名称,各车间原料、半成品和成品的名称、平衡数据和来源、去向等。
2.物料流程图MBD(material balance diagram),是在全厂总工艺流程图基础上,分别表达各车间内部工艺物料流程的图样。
在流程上标注出各物料的组分、流量以及设备特性数据等。
3.工艺管道及仪表流程图PID(Piping&Instrument Diagram),是以物料流程图为依据,内容较为详细的一种工艺流程图。
在管线和设备上画出配置的某些阀门、管件、自控仪表等的有关符号。
绘图软件工艺流程图一般绘图软件为AutoCAD,但企业及设计院一般使用在AutoCAD平台上二次开发的软件,如:国产软件——PIDCAD工艺流程图设计软件、工艺流程设计软件。
其中后者是将常用化工设备以组件形式构建数据库,用户直接调用即可。
绘制程序工艺流程图绘制程序为:首先选择图纸图副、标题栏等;其次,绘制主要设备;再次,绘制管线;然后,添加阀门、仪表、管件等,添加标注信息;最后,核查图纸正确性;工艺流程表示标准1总则1.1目的为了规范工艺流程图设计的内容及表示方法,提高设计质量,特编制本标准。
1.2范围1.2.1本标准规定了工艺流程图的绘制方法﹑详细设计(施工图设计)阶段的管道及仪表流程图﹑基础设计(初步设计)阶段的工艺管道及仪表流程图﹑外来流程图的编制﹑计算机辅助设计规定等要求。
1.2.2本标准适用于炼油装置和石油化工装置的“工艺流程图”(PFD)和“管道及仪表流程图”(PID)设计。
对于有特殊要求的项目,须结合具体情况,灵活运用。
1.3引用标准使用本标准时,应使用下列标准最新版本。
工艺流程图制图标准
工艺流程图制图标准工艺流程图是指将一个制作产品或执行某个操作的过程,通过图形和符号进行图解的一种方法。
它用来明确流程中各个步骤的顺序和关系,帮助人们更直观地了解工作流程,并为之后的改进和优化提供依据。
工艺流程图制图的标准有如下几点:1.符号的选择:制作工艺流程图时应选择统一的符号,以确保图示的统一性和易懂性。
一般工艺流程图使用的符号包括:开始和结束的圆圈,操作步骤的长方形框,决策节点的菱形框等。
每个符号对应着不同的含义,使用时要符合规定的标准。
2.步骤说明:每个步骤都需要进行简要的说明,以便读者能够明白每个步骤的具体操作和目的。
说明文字应简洁明了,尽量避免使用模糊朦胧的词句,同时要确保文字的准确性和一致性。
3.流程的顺序和连接:工艺流程图中的每个步骤都应按照时间顺序进行排列,以确保整个流程的合理性。
同时,每个步骤之间都要有明确的连接线,表示各个步骤之间的关联和顺序。
4.标尺和刻度:在制作工艺流程图时,应使用合适的比例尺和刻度,以便读者能够根据图示的比例来判断大小和位置关系。
标尺和刻度的使用要准确和一致,确保图示和实际情况一致。
5.图示的布局:工艺流程图的布局应合理,以便读者能够从图中快速找到所需信息。
一般来说,可以按照从左到右、从上到下的顺序进行排列,同时要避免图示中的遮挡和混乱。
6.标题和图例:每个工艺流程图都应有明确的标题,以便读者能够快速地了解图示的内容。
同时,图示中还应包含适当的图例,用来解释和标明不同符号和线条的含义。
7.使用软件辅助绘制:当制作复杂的工艺流程图时,可以使用专门的绘图软件来辅助完成。
这样可以更加精确和方便地绘制出清晰、美观的工艺流程图。
总之,制作工艺流程图时需要遵循一定的制图标准,以确保图示的准确性和可读性。
通过合理使用符号、步骤说明、流程顺序和连接、标尺和刻度、图示布局、标题和图例,以及使用绘图软件辅助绘制等方法,可以制作出高质量的工艺流程图,帮助人们更好地理解和优化工作流程。
工艺流程图的规范
工艺流程图的规范工艺流程图(Process Flow Diagram,简称PFD)是工业生产过程中常用的一种图示工具,用来描述整个产品的生产线条及其各个流程单元之间的关系和操作顺序。
规范的工艺流程图能帮助工程师和操作人员更好地理解和控制生产过程,提高生产效率。
下面是一些关于工艺流程图规范的要点和指导事项。
1. 简洁明了:工艺流程图应该尽量简洁明了,删除不必要的细节,只保留与生产过程相关的主要信息。
图中应包括主要的输入和输出物流、加工步骤、操作设备和控制系统等。
2. 流程单元的表示:每个流程单元应该在图中用矩形框表示,框中注明流程单元的名称和表示符。
流程单元之间用直线连接。
3. 输入和输出物流的表示:输入和输出物流应该以箭头表示,箭头的起点表示输入来源,箭头的终点表示物流的去向。
箭头上应标明物流的名称和数量。
4. 设备的表示:每个操作设备可以用一个简化的图标表示,图中应标明设备的名称和表示符。
设备图标应与实际设备相符,以便操作人员能够快速识别和理解。
5. 控制系统的表示:控制系统通常采用通用符号进行表示,如传感器、阀门、仪表等。
图中应标明控制系统的类型和关键参数。
6. 原料和产品的表示:在工艺流程图中,原料和产品可以用特殊的图标进行表示。
原料通常用一个倒三角形表示,产品通常用一个正三角形表示,并标明名称和规格。
7. 流程单元之间的连接:流程单元之间的连接应该清晰明了,用直线连接,并在线上标明连接线的关系和流向。
8. 标明流程单元的编号:每个流程单元应该标明一个唯一的编号,以便于查找和分析。
编号通常采用阿拉伯数字或者机构内部的代码规定。
9. 文字和符号的标明:工艺流程图上的文字和符号应该清晰可读,字体应该足够大,符号应该符合相关的标准和规范。
10. 编制和审查的要求:工艺流程图的编制和审查应由专业人员进行,确保准确无误。
图的文件名和版本号应注明清楚,以便于后续的追溯和修改。
工艺流程图是一种重要的工业生产管理工具,它能够帮助工程师和操作人员更好地理解和控制生产过程。
工艺流程图的标准

基本要求主要是图纸、比例、字体和图线的选用。
1图样幅画:又称图纸幅画,在计算机进行绘图时,应该配置相应的图样幅画、标题栏、代号栏、附加栏等内容,装配图或安装图上一般应配备明细表内容,工艺流程图上应配备图例等内容。
GB/T 14689-93《技术制图图样幅画格式》中已对图样幅画与格式做了详细的规定。
在用计算机绘图时,根据实际需要,图样幅画还可以设置以下内容:(1)方向符号:用来确定CAD图样的视图方向。
(2)剪切符号:用于对CAD图样的裁剪定位。
(3)米制参考分度:用于对图样比例尺寸提供参考。
(4)对中符号:用于对CAD图样的方位起到对中作用。
对于复杂的CAD装配图在标准中一般要求设置图符分区,图符分区主要用于对图纸存放的图形、尺寸、结构、说明等内容起到查找、定位方便的作用。
同时规定在CAD绘图中对图纸有加长加宽要求时,应按基本幅面的短边(B)成整数倍增加。
电热管CAD制图标准基本要求主要是图纸、比例、字体和图线的选用。
1、图样幅画:又称图纸幅画,在计算机进行绘图时,应该配置相应的图样幅画、标题栏、代号栏、附加栏等内容,装配图或安装图上一般应配备明细表内容,工艺流程图上应配备图例等内容。
GB/T 14689-93《技术制图图样幅画格式》中已对图样幅画与格式做了详细的规定。
在用计算机绘图时,根据实际需要,图样幅画还可以设置以下内容:(1)方向符号:用来确定CAD图样的视图方向。
(2)剪切符号:用于对CAD图样的裁剪定位。
(3)米制参考分度:用于对图样比例尺寸提供参考。
(4)对中符号:用于对CAD图样的方位起到对中作用。
对于复杂的CAD装配图在标准中一般要求设置图符分区,图符分区主要用于对图纸存放的图形、尺寸、结构、说明等内容起到查找、定位方便的作用。
同时规定在CAD 绘图中对图纸有加长加宽要求时,应按基本幅面的短边(B)成整数倍增加。
2、比例:CAD图样中所采用的比例应该符合国家标准GB/T 14609-93《技术制图比例》的有关规定,具体见表2-2.必要时候也可以选择表2-3中的比例。
工艺流程图标准绘制方法

工艺流程图绘制方法——PID图PID图图纸规格采用1号图纸规格(594 mm×841 mm),并用多张1号图分开表示。
每张图纸的有关部分均应相互衔接,完善地表示出整个生产过程。
少数物流和控制关系来往密切且内容较多,表示在一张1号图中太挤的情况下,可按图纸延长的标准加长1/4或1/2。
PID图的内容应根据工艺流程图和公用工程流程图的要求,详细地表示装置的全部设备、仪表、管道和其他公用工程设施,具体内容如下:a) 全部设备;b) 全部仪表(包括控制、测量及计算机联结);c) 所有管道、阀门(低高点放空除外)、安全阀、大小头及部分法兰;d) 公用工程设施、取样点、吹扫接头;e) 工艺、仪表、安装等特殊要求。
PID图中设备画法编号例如E-1由三台换热器并联操作,其编号分别为E-1A,E-1B,E-1C(或E-1A/B/C);如P-1为两台泵(一台操作,一台备用),其编号为P-1A,P-1B(或P-1A/B)。
用细实线画出装置全部操作和备用的设备,在设备的邻近位置(上下左右均可)注明编号(下画一粗实线)、名称及主体尺寸或主要特性。
编号及名称应与工艺流程图相一致,编号方法与“工艺流程图”2.4.2规定相同。
但同一作用的设备由多台组成(或备用)时,可在编号数字后加A,B,C。
设备的主体尺寸或特性的标注方法按不同外型或特性规定如下:a) 立式圆筒型:内径ID×切线至切线高T/T,mm,b) 卧式圆筒型:内径ID×切线至切线长T/T,mm,c) 长方型:长×宽×高,mm,d) 加热及冷换设备:标注编号、名称及其特性(热负荷、及传热面积)e) 机泵,设备大小可不按比例画,但应尽量有相对大小的概念,有位差要求的设备,应表示其相对高度位置,例如热旁路控制流程中的冷凝器和回流罐。
设备内部构件的画法与PFD图规定要求相同。
相同作用的多台设备应全部予以表示,并按生产过程的要求表示其并联或串联的操作方式。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
节目录
5 带控制点的工艺流程图
5.1 设备的画法与标注
在施工流程图中,设备的画法与方案流程图基本相同。
与方案流程图不同的是:对于两个或两个以上的相同设 备一般应全部画出。
施工流程图中每个工艺设备都应编写设备位号并注写设备 名称。与方案流程图中的设备位号应该保持一致。
当一个系统中包括两个或两个以上完全相同的局部系统 时,可以只画出一个系统的流程,其他系统用双点画线的 方框表示,在框内注明系统名称及其编号。
3 方案流程图
3.1 方案流程图的作用及内容
作用:表达物料从原料到成品或半成品的工艺过程, 及所使用的设备和机器。用于设计开始时的工艺方 案的讨论,也可作为施工流程图的设计基础。
内容: ①设备——用示意图表示生产过程中所使用的机器、 设备;用文字、字母、数字注写设备的名称和位号。 ②工艺流程——用工艺流程线及文字表达物料由原 料到成品或半成品的工艺流程。
塔(T)
设备名 称/代号
反应器 (R)
图例
换热器 (E)
泵(P)
节目录
返回
附:设备代号与标准图例2-2
设备名 图例 称/代号
容器(V)
设备名 图例 称/代号
容器(V)
压缩机 (C)
设备内 件附件
节目录
返回
5 带控制点的工艺流程图
5.2 管道流程线的画法及标注
名称
主要物料管道
其他物料管道
引线、设备、管 件、阀门、仪表
1.2 基本流程
1 图幅定比例 2 细实线画出厂房地平线或参考平面 3 根据流程,用细实线由左向右依次画出设备的简略外形和内部特征,
设备管口不予画出,对于过大、过小的设备可适当缩小、放大。设备 间留一定距离,以便布置流程线。 4 标注设备位号和名称,一般写在相应设备的图形下方或上方,其位置 横向排成 一行。 5 用粗实线画出主要物料流程线;用中实线画辅助介质流程线;管道的 高低位置应近似反应管线的实际安装位置;适当位置标注箭头;两线 相交注意断线。 6 标注管道号、管径和管道等级三部分。参见格式 7 在流程线上画出阀门、主要管件和管道附件以及仪表控制点等符号与 代号。 8 标注工艺流程图中仪表的符号。 9 编制图例,填写标题栏。
施工流程图的内容: 设备示意图:带接管口的设备示意图,注写设备位号及名
称; 管道流程线:带阀门等管件和仪表控制点(测温、测压、测
流量及分析点等)的管道流程线,注写管道代号; 对阀门等管件和仪表控制点的图例符号的说明; 标题栏。
节目录
管道流程线
5 带控制点的工艺流程图
管道代号
仪表 阀门
设备位号
设备示意图
节目录
3 方案流程图
设备位号
设备
工艺流程 线
用文字表明 流程情况
某物料残液蒸馏处理的工艺方案流程图
节目录
3 方案流程图
3.2 方案流程图的画法
按照工艺流程的顺序,把设备和工艺流程线自左至右 地展开画在一个平面上,并加以必要的标注和说明。
设备画法
设备位号及名称的注写 工艺流程线的画法
车间或工段号
用细实线画出设设备分类号 备的大概轮廓和
(a)管道相连
(优选)自控系统标准文件工 艺流程图常规绘制标准
主菜单
1.图纸绘制注意点
1.1 写在前面 1 尽可能按照设备尺寸和比例进行绘制 2 必须根据图纸内容构想图层设计(颜色、
线型、粗细),在绘图中图层的应用将 能使图纸修改和读取方便很多 3 如果按照本PPT要求制作的图纸可不必 出具首页图,(首页图用于图例和各种 符号/字母说明)。如果图纸内容较少 可将相关说明放在图纸的空白处。
节目录
4 物料流程图
物料流程图是在方案流程图的基础上,用图形与表格相结合 的形式,反映设计中物料衡算和热量衡算结果的图样。
在方案流程图上增加以下内容: 在设备位号及名称的下方加注设备特性数据或参数。
如:换热设备的换热面积; 塔设备的直径、高度; 贮罐的容积; 机器的型号等。
在流程的起始处以及使物料产生变化的设备后,列表注明物 料变化前后其组分的名称、流量(kg/h)、摩尔分数(%) 等参数及各项的总和,实际书写项目依具体情况而定。
示意图,一般不
按比例a,)管但道应相保连
持它们的相对大
小。
填料塔
V 04 08 A 真空受槽
(b)管道交叉
板式塔
喷洒塔
设用备粗序实号线来绘制主 相要同物设备料的的序工号艺流程
线,用箭头标明物
料的流向,并在流 浮头式列
管换热器
套管式换热器
釜式换热器
设程备名线称的起始和终了 位置注明物料的名
称、来源或去向。
节目录
5 带控制点的工艺流程图
X X XXX X 12 3 4
1:设备类别代号 2:主项编号 3:同类设备中的设备顺序号 4:相同的设备尾号
注:主项编号 例:某项目分车间和罐区两大部分,则有可编辑主项编号为 00;车间编号为01;主项划分应在显要位置标识。
节目录
附:设备代号与标准图例2-1
设备名 图例 称/代号
表格线和指引线都用细实线绘制。
节目录
4 物料流程图
物料变化前后
设备特性数据 或参数
节目录
5 带控制点的工艺流程图
管道及仪表流程图(PID)也称带控制点的工艺流程图,简 称施工流程图,是在方案流程图的基础上绘制的内容较为详尽 的一种工艺流程图。 是设计、绘制设备布置图和管道布置图的基础,又是施工安 装和生产操作时的主要参考依据。 在施工流程图中应把生产中涉及的所有设备、管道、阀门 以及各种仪表控制点等都画出。
等图例
图例
名称
ቤተ መጻሕፍቲ ባይዱ
粗实线 电伴热 0.9~1.2 mm 管道
中粗线 夹套管 0.5~0.7 mm
细实线
管道隔
0.15~0.3 mm 热层
图例
仪表管道 原有管线
电动信号线 翅片管
气动信号线 柔性管 管线宽度与其相接 同心异 的新管线宽度相同 径管
伴热(冷)管道
喷淋管
节目录
5管道及仪表流程图
管道流程线要用水平和垂直线表示,注意避免穿过设备或 使管道交叉,在不可避免时,则将其中一管道断开一段,管 道转弯处一般画成直角。
节目录
2概述
工艺流程图是用来表达化工生产工艺流程的设计文件。
工
方案流程图
在工艺路线选定后,进行概念性 设计时完成,不编入设计文件
艺 流 程
物料流程图
在初步设计阶段,完成物料衡算 时绘制
图
在方案流程图的基础上绘制的内
管道及仪表流程图 容较为详细的一种工艺流程图
(带控制点的工艺流程图)
这几种图由于要求不同,其内容和表达的重点也不一 致,但彼此之间却有着密切的联系。