焊接残余应力的测量
残余应力的测试标准

残余应力的测试标准残余应力是指在物体内部或表面存在的一种应力状态,它是在物体内部或表面上由于加工、焊接、热处理等工艺过程中产生的应力。
残余应力的存在会对材料的性能和使用寿命产生一定的影响,因此对残余应力进行测试是非常重要的。
下面将介绍残余应力的测试标准及相关内容。
1. 测试方法。
残余应力的测试方法有很多种,常见的包括X射线衍射法、光栅法、中子衍射法、电子衍射法等。
其中,X射线衍射法是应用最为广泛的一种方法。
通过X射线衍射仪器可以测定材料内部的应力状态,得到残余应力的大小和分布情况。
2. 测试标准。
在进行残余应力测试时,需要遵循一定的测试标准,以保证测试结果的准确性和可靠性。
国际上常用的残余应力测试标准有ASTM E837-13、ISO 2360:2003、GB/T 2970-2016等。
这些标准对于测试方法、设备精度、样品制备、测试程序、数据处理等方面都有详细的规定,使用者可以根据实际情况选择合适的标准进行测试。
3. 测试样品。
在进行残余应力测试时,选择合适的测试样品对于测试结果的准确性至关重要。
通常情况下,可以选择金属材料、焊接接头、热处理件等作为测试样品。
对于不同材料和工艺的测试样品,需要根据标准要求进行制备和处理,以保证测试的有效性。
4. 测试结果。
残余应力测试的结果通常以应力大小和分布图形式呈现。
通过对测试结果的分析,可以了解材料内部或表面的应力状态,为进一步的工艺改进和材料设计提供参考依据。
同时,测试结果也可以用于评估材料的质量和可靠性,对于产品的使用和维护具有重要意义。
5. 应用领域。
残余应力测试在航空航天、汽车制造、电子设备、建筑结构等领域都有着广泛的应用。
通过对材料残余应力的测试,可以有效地预防材料的疲劳破坏、断裂和变形,提高产品的使用寿命和安全性,对于保障工程质量和产品质量具有重要意义。
6. 结语。
残余应力的测试标准对于保证测试结果的准确性和可靠性至关重要。
通过遵循相关的测试标准和方法,可以得到准确的残余应力测试结果,为材料的设计和工艺改进提供科学依据。
残余应力测试方法

残余应力测试方法残余应力是指材料或结构在受力作用后,未完全消除的应力。
残余应力的存在可能会对材料的性能和结构的稳定性产生影响,因此对残余应力进行测试和评估是非常重要的。
一、残余应力的形成原因1. 加工过程中的应力:在材料加工过程中,由于变形、切削或焊接等操作,会引入应力,这些应力可能会在材料中残留下来。
2. 热应力:材料在加热和冷却过程中,由于热胀冷缩不均匀,会产生热应力,这些应力也可能会残留下来。
3. 外部载荷:材料受到外部力的作用,如压力、拉力或弯曲力等,会导致材料产生应力,这些应力也可能会残留下来。
二、残余应力的测试方法1. X射线衍射法:通过测量材料中晶格的畸变程度来间接推测残余应力的大小和方向。
2. 中子衍射法:利用中子的衍射特性来分析材料中晶体的结构和应力状态。
3. 应变测量法:通过测量材料中的应变来推断残余应力的大小和分布。
4. 晶格畸变法:通过分析材料中晶格的畸变情况来评估残余应力。
5. 超声波法:利用超声波在材料中传播的速度和衰减情况来测量材料中的应力。
6. 磁性法:利用材料磁性的变化来分析残余应力的分布和大小。
7. 光学法:通过光学显微镜或偏光显微镜观察材料中的应力畸变情况。
8. 拉伸法:将材料进行拉伸测试,通过测量材料的应变和应力来计算残余应力。
三、残余应力测试的应用领域1. 金属材料:在金属材料的制备和加工过程中,残余应力会对材料的强度、韧性和疲劳寿命等性能产生影响,因此对金属材料中的残余应力进行测试是非常重要的。
2. 焊接结构:焊接过程中产生的残余应力可能会导致焊接接头的变形或裂纹,因此对焊接结构中的残余应力进行测试可以评估焊接接头的质量和可靠性。
3. 玻璃材料:玻璃材料在制备和加工过程中可能会产生残余应力,这些应力可能会导致玻璃材料的破裂或变形,因此对玻璃材料中的残余应力进行测试可以评估其稳定性和可靠性。
4. 复合材料:在复合材料的制备和加工过程中,残余应力可能会导致复合材料的层间剥离或破坏,因此对复合材料中的残余应力进行测试可以评估其性能和可靠性。
焊接残余应力的测定及消除方法

焊接残余应力的测定及消除方法作者:王秀峰来源:《世界家苑》2017年第02期摘要:在钢结构行业中,焊接作为至关重要的应用技术,其应用的范围非常广泛,具有许多显著的优势,但是也具有一定的缺陷,钢结构焊接的残余应力和焊接中出现的变形问题。
在钢结构焊接作业中,如果出现钢材结构的温度不均匀,就会导致钢材结构出现许多焊接残余应力,从而造成焊接的钢结构产生变形以及开裂问题,影响了钢结构焊接施工质量。
本文主要针对钢结构焊接作业中残余应力产生的原因进行了深入分析,并对残余应力的影响展开了探讨,并提出了控制钢结构残余应力和变形的方法。
关键词:钢结构;焊接;残余应力;变形引言随着现代化科学技术的快速发展,我国的焊接加工技术也在不断发展进步,现代化焊接加工技术具有比较明显的技术优势,能够提高钢结构焊接的精细化水平。
1、焊接应力与焊接变形的定义1)焊接应力:钢材在焊接过程中,焊件部位会因为焊接时的局部高温产生不均匀的温度场。
高温时,有一部分钢材会产生很大的膨胀和伸长,但由于受到邻近钢材的约束影响,会在焊件内部产生较大的收缩应力。
在焊接的过程中,这种收缩应力伴随着焊接时间的变化和温度的升降变化不断的改变,而这种收缩应力就被定义为焊接应力。
2)焊接变形:焊接构件在焊接及逐渐冷却的过程中,由于焊接构件局部受热且受热不均匀,同时焊接构件冷却也不均匀,因此焊接构件不仅会产生焊接应力,还会产生各种变形。
这种焊件产生的变形,被称为焊接变形。
2、钢结构焊接应力与焊接变形产生的原因在钢结构焊接的过程中,由于对焊接钢构件局部加热,使得焊缝附近区域的温度很高,而远离焊缝的金属基本上不受热,其温度与室内温度差不多。
在焊接钢构件局部加热的过程中,焊缝附近金属由于受热作用会产生膨胀。
而远离焊缝的金属未受热不发生膨胀,但却会严重制约焊缝附近金属的膨胀过程,这样使得焊缝附近金属会产生部分塑性变形。
同样,在焊接金属冷却时也会受到周边未加热金属的影响,制约了焊接金属自由塑性收缩,使整个焊接钢构件均产生了收缩现象,同时也会产生焊接应力及焊接变形,这样就使得焊接钢结构产生了各种变形。
显微硬度压痕法测量焊接微区残余应力
髓源工程焊接国际论坛IFWT2005动转塔显微硬度计进行测量。
压痕大小测量在荷兰FEl公司的Sirion型场离子发射枪高分辨扫描电镜(SEM)上进行,在高倍下精确测出压痕的面秘比,,这比般的光学会相品微镜的测量精度要高得多。
3实验结果及讨论3.1显微压痕与残余应力的关系图5是纯铜片样品经二点弯曲后受拉伸应力部位的显微硬度压痕和未弯曲时的同一区域乐痕的形貌特征。
可以看Ⅱj纯铜片被弯曲之后,表面产生了大量孪晶和滑移带,说明此处有较大的应力集中,如图5a所示。
与无变形的区域相比,有孪晶和滑移带区域的压痕并没有明显的增大趋势,但是其面积比C。
有较人的变化。
由测量可知,有变形和应力集中时产为1,08085,无变形时∥为09701l。
可见,残余戍力对压痕面积影响并不是很大,而是很大程度影响J.压痕的面积比。
a)有批应力集rfl区域的乐痕b)无扣应力集巾区域的压痕图5纯铜中拉伴残余应力时压痕朐影响图6显示出随着弯曲度的增大,每次弯曲后得到的硬度值基本上是不变的。
这与Oliver所得结果相符‘7一I,也说明我们的面积测量方法是准确的。
另外,Carlsson等人”’”1也指出硬度只与残余应变有关,而与残余应力几乎无关,图6巾的曲线显示硬度几乎不变,可知在弯曲后产牛^的残余应变极小,其值为常数。
在Carlsson和Sttresh口’91”1的研究中发现,当材料中存在拉伸残余应力时,压痕的面积比会小十没有残余应力时的面积比。
即面积比随着拉伸残余应力的增人而减小。
这是由f其压痕的面积是根据加载卸载曲线获得的,主要由乐入深度h决定,当存在批应力时,压痕的四周产生凹陷(Sink.in)或凸起(Pile-up)减小,造成真实面积A[A=4h2/(tan22。
)2】减小,从而得到的面积比减小。
而在本实验中,压痕面积比随着弯曲度的增大l叮增大,压痕面积比随着弯曲度变化而呈线性变化,如图7所示。
这是由于我们的压痕面积测鼍是根据眶痕的‘个俯视图得到的(见图4)。
焊接残余应力的测定

焊接残余应力的测定
目前,测定焊接残余应力的方法主要可归结为两类,即机械方法和物理方法。
1.机械方法
利用机械加工将试件切开或切去一部分,测定由此而释放的弹性应变来推算构件中原有的残余应力。
包括切条法、钻孔法和套孔法。
2.物理方法
是非破坏性测定焊接残余应力的方法,常用的有磁性法、超声波法和X射线衍射法。
(1)磁性法是利用铁磁材料在磁场中磁化后的磁致伸缩效应来测量残余应力的。
(2)X射线衍射法是根据测定金属晶体晶格常数在应力的作用下发生变化来测定残余应力的无损测量方法。
(3)超声波法是根据超声波在有应力的试件和无应力的试件中传播速度的变化来测定残余应力的。
高殿宝核电SA508-3钢厚板窄间隙焊缝焊接残余应力的测试
一、引言压力容器作为核电站最重要的主设备之一,其质量的优劣直接影响了整个核电站的正常运行。
窄间隙埋弧焊是核电压力容器制造中最常用的焊接方法,主要用于筒体与筒体、接管与筒体等主要部件的组焊。
近年来,我国在核电材料特性、焊接质量等方面取得了丰富的研究成果,但对核电结构焊接应力方面的基础研究比较少。
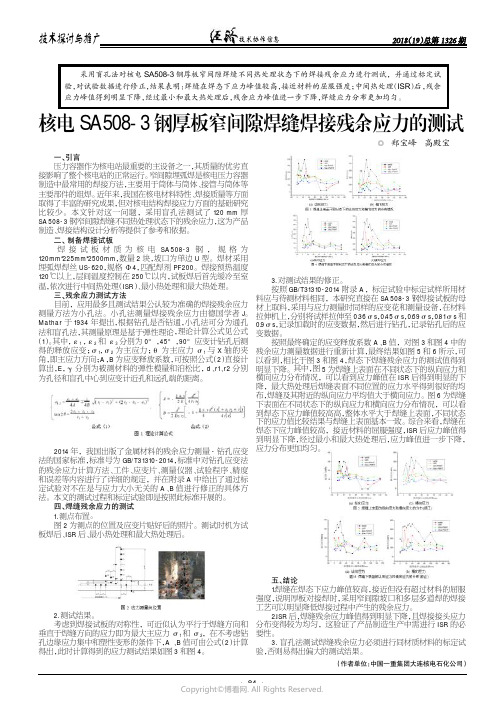
本文针对这一问题,采用盲孔法测试了120mm 厚SA508-3钢窄间隙焊缝不同热处理状态下的残余应力,这为产品制造、焊接结构设计分析等提供了参考和依据。
二、制备焊接试板焊接试板材质为核电SA508-3钢,规格为120mm*225mm*2500mm ,数量2块,坡口为单边U 型。
焊材采用埋弧焊焊丝US-620,规格Ф4,匹配焊剂PF200。
焊接预热温度120℃以上,层间温度控制在250℃以内,试板焊后首先缓冷至室温,依次进行中间热处理(ISR )、最小热处理和最大热处理。
三尧残余应力测试方法目前,应用最多且测试结果公认较为准确的焊接残余应力测量方法为小孔法。
小孔法测量焊接残余应力由德国学者J 。
Mathar 于1934年提出,根据钻孔是否钻通,小孔法可分为通孔法和盲孔法,其测量原理是基于弹性理论,理论计算公式见公式(1)。
其中,ε1,ε2和ε3分别为0°,45°,90°应变计钻孔后测得的释放应变;σ1,σ2为主应力;θ为主应力σ1与X 轴的夹角,即主应力方向;A ,B 为应变释放系数,可按照公式(2)直接计算出,E ,γ分别为被测材料的弹性模量和泊松比,d 、r1、r2分别为孔径和盲孔中心到应变计近孔和远孔端的距离。
2014年,我国出版了金属材料的残余应力测量-钻孔应变法的国家标准,标准号为GB/T31310-2014,标准中对钻孔应变法的残余应力计算方法、工件、应变片、测量仪器、试验程序、精度和误差等内容进行了详细的规定,并在附录A 中给出了通过标定试验对不在是与应力大小无关的A 、B 值进行修正的具体方法。
盲孔法测量残余应力
盲孔法测量残余应力
切割法和套环法测量残余应力具有较大的破坏性,因此目前在焊接件和铸件上应用的较多的残余应力测量方法是盲孔法,盲孔法就是在工件上钻一小通孔或不通孔,使被测点的应力得到释放,并由事先贴在孔周位的应变计测得释放的应变量,再根据弹性力学原理计算出残余应力来。
钻孔的直径和深度都不大,不会影响被测构件的正常使用。
并且这种方法具有较高的精度,因此它以成为应用比较广泛的方法。
(一)理论公式的推导当残余应力沿厚度方向的分布比较均匀时,可采用一次钻孔法测量残余应力的量值。
用图3.6 表示被测点o 附近的应力状态:σ1和σ2为o 点的残余主应力。
在距被测点半径为r 的Р点处,σr和σt分别表示钻孔释放径向应力和切向应力。
并且σr和σ1的夹角为ф。
根据弹性力学原理可得P 点的原有残余应力σ˙r和σ˙t与残余主应力σ1和σ2的关系如式(4)钻孔法测残余应力时,要在被测点о处钻一半径为a 的小孔以释放应力。
由弹性力学可知,钻孔后P 点处的应力σ?r和σ?t分别为式(5)在一般情况下,主应力方向是未知的则上式中含有三个未知数σ1,σ2和Ф。
如果在与主应力成任意角的Ф1,Ф2,Ф3三个方向上贴应变片,由上式可得三个方程,即可求出σ1,σ2和Ф来。
为了计算方便,三个应变片之间的夹角采用标准角度,如Ф,Ф+45?,Ф+90?,这样测得的三个应变分别为
ε0,ε45和ε90即:
在有些情况下,公式(12)将会有所变化: 1.如果被测点的残余应力是单向应力状态,只要在应力方向上贴一应变片,钻孔后即可测出应变εo,把Ф=0,
σ2=0代入(11)式得
2.如果残余应力σ1和σ2的方向已知,则可沿两个主应力方向贴一应变片,。
某工程节点焊接残余应力测试及消除试验研究
t e i iti o s r a l n h i r t n sr s eifi ef ci e h on S b e v b y a d t e vb ai te sr l f t . o e S e v
Ke o d : s u l t s ;irt ns es e e ; l dHo e h i e w lig o t y w r s r i a s es v a o rs rl fB i l T c nq ; e n i e d r b i t i n e u d jn
t lp n tae u t l s T ee t h e i u ls e sa d e t t h f c h e iu l t s n t e iit i i e e . i e er td b t wed . o d tc e r sd a t s n si e t e ef t e r sd a r so h on , sn e s a t r ma e t se t
V 6 No3 o. J 2 .
M a 201 v 0
科 技 通 报
BULLETI 0F SCI N ENCE AND TECH N0L O5月 01
某 工 程 节 点 焊 接 残 余应 力 测试 及 消 除试 验 研 究
徐 勤 良 邢 丽 z ,
残 余 应 力 是 指 在 没 有 外 部 因素 ( 或 温 度 作 力 用) 时就 已存 在 于 材 料 内部 并 自相 保 持 平 衡 的应
焊接残余应力的实验
焊接残余应力的实验引言:焊接是一种常见的金属连接方法,但焊接过程会引入残余应力。
这些残余应力可能会对焊接件的性能和可靠性产生负面影响。
因此,研究和了解焊接残余应力的产生机制以及如何控制和减小这些应力对焊接工艺的优化至关重要。
本实验旨在通过模拟焊接过程,分析和测量焊接残余应力,并探索减小这些应力的方法。
一、实验目的本实验旨在:1. 研究焊接残余应力的产生机制;2. 分析残余应力对焊接件性能和可靠性的影响;3. 测量和评估焊接残余应力的大小和分布;4. 探索减小焊接残余应力的方法。
二、实验原理焊接残余应力的产生主要受到以下几个因素的影响:1. 热应力:焊接过程中,由于局部加热和冷却引起的温度梯度会导致材料的热膨胀和收缩,从而产生热应力。
2. 相变应力:焊接过程中,由于材料的相变(如固态到液态的相变)引起的体积变化会导致相变应力。
3. 形变应力:焊接过程中,由于材料的塑性变形引起的应力会产生形变应力。
三、实验步骤1. 准备焊接试样:选择合适的焊接材料和工艺参数,制备焊接试样。
2. 进行焊接过程模拟:使用焊接模拟设备,模拟焊接过程,控制温度和冷却速率。
3. 测量焊接残余应力:使用合适的测量方法,如杆件法、光栅法或应变计法,测量焊接试样上的残余应力。
4. 分析和评估结果:根据测量数据,分析焊接残余应力的大小和分布,并评估其对焊接件性能和可靠性的影响。
5. 探索减小焊接残余应力的方法:根据分析结果,探索减小焊接残余应力的方法,如优化焊接工艺参数、使用预热和后热处理等。
四、实验结果与讨论根据实验测量数据,得到焊接试样上残余应力的大小和分布情况。
根据分析结果,残余应力主要集中在焊接接头处。
这些残余应力可能会导致焊接件的变形、开裂和疲劳寿命下降等问题。
因此,减小焊接残余应力对于提高焊接件的性能和可靠性至关重要。
根据实验结果和分析,可以采取以下几种方法减小焊接残余应力:1. 优化焊接工艺参数:合理选择焊接电流、焊接速度和焊接角度等参数,以减小焊接过程中的热应力和形变应力。
焊接残余应力的测试及研究
8 9 2 0 E m i sm t 6 .o 7 0 5 5,— al j q @13em。 :
S ONG Ja — n, ANG u q , ANG n - h n JANG a - u ,I Yu — h n in mi W Yo — iW Do g s e g,I B o h a JA n s e g
(Nig oBrn h o h n a e f d a c ce c Nig o3 5 0 , hn n b a c f iaAc d myo n n eS in e, n b 1 1 3 C ia) C Or
维普资讯
第3 0卷 第 2期
2o 0 7年
3月
兵 器 材 料 科 学 与 工 程
0RDNANCE M A . AL CI I ERI S ENCE AND ENGI NEERI NG
Vo .O No. 13 2 Ma 一 r 20 o7
过程 和 焊接 结构 的使 用性 能 ,如 焊接 残余 应 力 可能 引 起结 构 的脆 性断 裂 ,拉 伸残 余应 力能 降 低疲 劳 强度 和 腐蚀抗 力 ,焊 接 残余 应 力是焊 件 产生 变 形和 开 裂等 工
作 者 简介 :宋 建 民 ( 9 0 )男 ,内 蒙 古 呼 伦 贝 尔 市 ,硕 士 研 究 生 ,主要 从 事超 声 冲击 处 理 对 焊 接 结 构 的 影 响 方 面 的 研 究 。联 系 电话 :5 4 18- , 07—