纺织 纺粘非织造布生产线
双组份纺粘法非织造布生产线开发

中国丙纶网常州网优信息技术有限公司常州新北区通江大道398-1号2231室Tel :(86-519)85126892Fax:(86-519) 85157580e-mail:service@双组份纺粘法非织造布生产线开发上海太平洋纺织机械成套设备有限公司 姚克明上海太平洋纺织机械成套设备有限公司(与上海合成纤维研究所合作)推出的双组分纺粘法非织造布成套装置是生产双组分皮芯复合纺无纺布的成套设备。
z背景介绍双组分复合纺粘法非织造布是目前世界上纺粘技术的发展方向。
在国外也正处于发展阶段,仅有美国诺信(Nordson)、希尔(Hills)、德国纽玛格(Nuemag)、莱芬豪舍(Leifenhauser)、日本尤尼吉卡(Unitika)和荷兰阿克苏(Akzo)少数公司在进行开发研究,其中的一些公司已有了试验性生产线。
上海太平洋纺织机械成套设备有限公司(与合纤所合作)推出的双组分纺粘法非织造布成套装置具有完全的自主知识产权,在我国纺粘法技术上具有领先地位。
z生产线开发1. 产品型号、名称、用途、适用范围及其加工原料、半成品、成品规格1.1 产品型号:TCTQ166型1.2 产品名称:PP/PE皮芯型双组分复合纺粘法非织造布联合机1.3 产品用途本产品适用于PP/PE皮芯型双组分复合纺粘法非织造布,主要生产品种为16-160g/m2的非织造布。
1.4 适用范围:a)PP/PE皮芯型双组分成分:PP和PE;b)PP/PE皮芯型的双组份复合比(体积比):PP/PE=〔55~65〕/〔45~35〕;c)纺丝速度(工艺速度):1000~2000m/min。
1.5 加工原料、半成品、成品规格中国丙纶网常州网优信息技术有限公司常州新北区通江大道398-1号2231室Tel :(86-519)85126892Fax:(86-519) 85157580e-mail:service@PP/PE皮芯型双组分复合纺粘法非织造布的原料为PP和PE;最终门幅3.2m,非织造布规格16-160g/m22. 工作条件2.1静变器及电气控制柜2.2环境温度:20~30℃2.3环境相对湿度:≤75%2.4侧吹风2.4.1进风温度: 16-30℃2.4.2进风压力:200-500Pa2.4.3进风空气相对湿度:65-75%2.5压缩空气2.5.1压力:>0.65Mpa2.5.2过滤精度:40μm2.5.3露点:≤40℃2.6成网卷切环境温度:24-26℃2.7电网2.7.1 电压:380±38V2.7.2 频率:50±0.5Hz2.8 原料2.8.1 PP切片2.8.1.1 含尘率:≤1%且均匀分布2.8.1.2 含水率:≤0.005%2.8.1.3 分子量:15000~160002.8.1.4 预热温度:≥120℃2.8.1.5切片尺寸:Φ3mm×3mm或4mm×4mm×2.5mm2.8.2 PE切片2.8.2.1 含尘率:≤1%且均匀分布2.8.2.2 含水率:≤0.005%2.8.2.3 分子量:15000~160002.8.2.4预热温度:≥120℃中国丙纶网常州网优信息技术有限公司常州新北区通江大道398-1号2231室Tel :(86-519)85126892Fax:(86-519) 85157580e-mail:service@2.8.2.5切片尺寸:Φ3mm×3mm或4mm×4mm×2.5mm3. 主要技术参数3.1 双组分成品规格:最终门幅3.2m,16-160 g/m2的非织造布。
纺粘非织造布生产线产生并丝的原因和改进措施

车辆工程技术61机械电子 在起步发展阶段,我国纺粘非织造布生产线的建设,主要以模仿发达国家为主,产品内在质量十分优良,非织造布均匀性也能得到有效彰显。
但实际非织造布表面质量有限,并丝问题尤为严重,进而降低了整个生产线的生产质量。
所谓并丝,主要指喷丝形成非织造布过程中,出现明显的缠绕现象。
总的来说,除了纺丝时初生丝由于骤冷风冷却不良而产生并丝外,还涉及到其他三种情况。
1 纺粘非织造布生产线产生并丝的原因1.1 喷嘴甬道中的并丝 从实际工作角度来说,喷嘴中主流的流出截面窄缝尺寸属于是关键内容,实际要求也十分严格。
但从实际加工中能够看出,想要实现在600mm长度范围内始终保持较高精度比较困难。
该类精度在一定范围内处于变化状态,如空气流量不等、流速不一致等等,均可能引发并丝问题。
另外,喷嘴在使用时,由于上方喷丝板出现明显的漏料和断丝情况,容易导致溶体熔团进入到喷嘴内部,增加了横向气流问题的出现几率。
另外,在甬道疏通时,工作人员会选择金属钩子执行操作,容易引发喉道上唇出现变形问题,这也让整个尺寸精度的控制变得更加困难,增加并丝问题的出现几率。
喷丝板清理时,工作人员往往会选择在喷丝板上喷硅油,如果喷洒过量,硅油也会进入到甬道之中,导致大量纤维粘结与内壁,增加其粗糙程度,这同样会引发并丝问题。
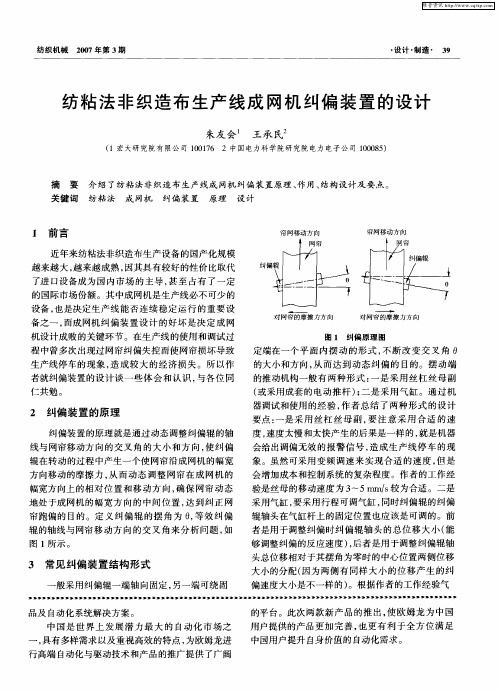
1.2 摆丝器造成的并丝 当两辊朝着一个方向移动时,流线会受到明显压缩,变得越来越致密,这也使得气流流速越来越快,导致纤维向其靠拢,受此影响,束丝也会摆动起来,一般情况下,束丝和摆辊运动方向处于相向状态。
如果是从理论角度来说,不同工位的束丝可以平行落于网帘之上,但事实并非如此。
这主要是由于束丝不可能正好落在间距c中间,即使在静态时能够做到,之后的动作也会出现变化,此时,整个系统面临的牵伸气流为湍流,让圆辊周围的气流变得十分混乱,最终引发以下两种情况:第一,两股束丝会相互交叉在一起;第二,其中一股束丝一会靠左,一会靠右。
从喷嘴出口到成网机网帘这段距离,束丝极容易变成并丝。
国产PET细旦双狭缝纺粘法非织造布生产线的研制

4 3
1 1 生 产线 主要 工 艺流程 . 该 生 产 线 所采 用 的 生产 方 法 为 纺粘 法 , 即挤 压
针对 单 狭 缝 布 面横 向拉 力 较低 的缺 陷, 进行 专
门改进 后 的整 体 牵 伸器 具 有 双 狭 缝 , 理 是 在狭 缝 原
收稿 日期 :0 70 0 2 0 73 作者简介 : 李冶(9 8一) 女, 9 0年 毕业于 天津纺 织工学 院, 16 , 19 现主 要从事非织造布设备研 制、 市场开发工作, 高级工程师。
该 生产 线 的创新 点集 中体现 在整板 式 细旦高 效
纺丝箱体、 整幅双狭缝正压气流牵伸装置、 宽幅薄型
为 原 料 , 计 能 力 为 60 0ta 产 品 规 格 1 设 0 / ; 6~ 1 0 / , 品幅宽 3 2 纺 丝 速度 ≥ 50 0 mi, 6 g m2 产 .m, 0 m/ n 生产 速度 2 0 5 m/ n 0 ~2 0 mi。这 条 国产 化 的 P T 细 E
1 P T细旦 双狭 缝薄 型纺 粘法 非织 造布 生 E
产 线 的 技 术 优 势
中国第一条 国产 化 P T细 旦 双 狭 缝 薄 型 纺粘 E 法非 织造 布生产 线 已安 装 在 宜 昌, 生产 线 具 有 工 艺
先进 、 无污 染 、 程 短 、 省投 资 、 品成 本 低 、 济 流 节 产 经 效 益好 的特 点 。新 投产 的 生产 线 以纤维 级聚 酯切 片
( 织 工 业 非 织造 布 技术 开 发 中 心 , 宁 沈 阳 1 0 1 ) 纺 辽 10 6
摘 要 :介 绍 了国产 P T 细旦双 狭缝 纺粘 法 非 织造 布 生 产 线 的研 制 情况 及 其 产品 的应 用 领域 。说 E
涤纶纺粘针刺无纺布生产线

涤纶纺粘针刺无纺布生产线目录摘要......................................... 错误!未定义书签。
Abstract ......................................... 错误!未定义书签。
引言. (4)第一章总论 (5)1.1 概述 (5)1.2 装置概况 (6)1.3 设计依据 (6)1.4 设计原则 (6)1.5 装置组成及设计范围 (7)1.6工作制度劳动定员 (7)1.7 产品所需的主要原材料指标 (9)1.8 主要原材料及辅助材料消耗 (13)1.9 主要技术经济指标 (14)第二章工艺设计 (16)2.1概述 (16)2.2 生产方案与设计规模 (16)2.3 工程规格及消耗 (17)2.4 产品质量指标 (18)2.5 工艺流程介绍 (20)2.6 纺丝主要工艺参数 (21)2.7工艺参数计算 (22)2.8 物料衡算 (24)第三章设备选型与计算 (27)3.1 概述 (27)3.2 设备选型的原则 (27)3.3 设备选型 (27)第四章总图运输 (32)4.1 概述 (32)4.2 设计依据 (32)4.3 平面布置 (32)4.4 储存 (32)4.5运输 (33)4.6 消防 (33)第五章供电设计 (34)5.1 概述 (34)5.2 供电设计 (34)5.3 防火安全 (35)第六章自动控制设计 (36)6.1 概述 (36)6.2 主要控制系统 (36)第七章土建 (38)7.1概述 (38)7.2 设计依据 (38)7.3建筑设计 (38)第八章公用工程与空调设计 (40)8.1 概述 (40)8.2 对压空要求 (40)8.3 水系统 (41)8.4 空调 (42)第九章管道设计与安装 (43)9.1 管道连接方式 (43)9.2 管道焊接要求 (43)9.3 管道安装 (43)9.4 管道的清洗与试压 (44)9.5 管道的保温与涂漆 (45)第十章设备安装 (46)10.1 概述 (46)10.2设计依据 (46)10.3设备安装 (46)第十一章物检和化验 (47)11.1依据 (47)11.2 物检化验 (47)第十二章消防设计 (49)12.1 概述 (49)12.2 设计依据 (49)12.3 火灾危险分析 (49)12.4 防火安全措施 (50)12.5 消防设计 (50)第十三章环境保护 (51)13.1 概述 (51)13.2依据 (51)13.3 主要污染物及处理措施 (51)13.4绿化设计 (51)第十四章劳动安全卫生 (52)14.1 概述 (52)14.2 设计依据 (52)14.3 安全危险因素和安全卫生因素 (52)14.4防护措施 (52)第十五章经济核算 (53)15.1 概述 (53)15.2 估算 (53)15.3 成本核算 (53)参考文献 (55)附录一 (58)设备一览表 (58)附录二 (62)单位说明 (62)致谢 (63)引言非织造布材料现今广泛的应用在很多的方面,逐渐成为了国民经济的一个重要组成部分。
纺粘法非织造布生产线成网机纠偏装置的设计
帘 网移 动方 向
帘 网移动 方 向
纠偏辊
一 一
一
乙 一
j
维普资讯
4 ・ 计・ 造 ・ 0 设 制
纺 织机 械
20 0 7年 第 3期
化 纤 长 丝卷 装 的理 论 研 究 及对 生产 实践 的指 导
包 角作 者认 为在 5 。 7 。 间 为宜 , 角太 小 摩 擦 0- 0 之 包 力 会减小 , 角太大 纠偏 时 的负载会 加 大 ; 果是 高 包 如
噪声低 , 结构 简 洁耐用 , 易维 护 。实际使用 发 现采用 这种结 构 , 网机 运行 速度 恒定一 段时 间 , 成 并且 经过
几次 纠偏 动作 后 , 纠偏 辊 会 找 到 一个 非 常 好 的平 衡 位置 , 网帘基本 不 再 跑 偏 , 偏 装置 基 本 不再 动 作 , 纠 直 至 网帘速度 发生 变化 时才会 再度跑 偏而 有纠偏 动 作 。缺 点是 要做 细 致 的调 试 电气 的工 作 , 到 最 优 找
卷装 的卷 绕形 式有很 多 , 卷装 的形 状来 分 , 从 目 前主要 有 圆柱形 卷 装 、 圆锥 形卷 装 和其 他形 状 卷 装
( 双锥端 圆柱 形卷 装 等 ) 如 三大 类 ; 卷 装 圆周 面上 从
2 化纤长丝卷装卷绕的原理
化 纤 长丝卷 装是 卷绕 机构将 连续 输人 的长丝 在
轴 头在气 缸杆 上 的 固定位 置有 1 调 整量 即可 。 0n
4 不 同推动形式优缺点对 比
4 1 丝杠丝 母 副 的优 点 是 纠 偏精 度 高 , 靠 性 高 , . 可
5 结 束 语
国产纺粘针剌非织造布生产线调试中的关键问题介绍

在 调试 这条 生产 线过 程 中积 累 了一些 经 验 , 在 这 里与 国 内同行 进行 探讨一 下 。
图 1 纤 网在 预 针 刺 机 前 示 意 图
( )牵 引力 F 1
供 的。但是 , 也与 主 针 刺机 后 面 的 输 出辊 与 预 针 其 刺机后 面 的输 出辊 之 间 的速 度 差 、 针 刺机 后 面 的 主
维普资讯
20 ( 第 5 0 7年 总 9期 )
裴 生 , 涛 : 产 纺 粘 针刺 非织 造 布 生产 线 调 试 中 的 关键 问题 介 绍 周 国
4 3
或 使刺针折 断 ; 张 力 过大 , 在 运 行 过 程 中 , 若 布 就容 易产生窄 幅现象 , 使布达 不到 预定 的宽 度。
丝 网还没有成 布 , 只是 丝与 丝之 间相 互搭 接 在 一起,
没有互相缠结 在一起。所 以, 这时候 入 口阻力对 丝网 的影响极大 。入 口阻力 主要 是 由预针 刺机 的 两板 之 系数 的大 入 I
小, 还有丝 网脱离铺 网机 网帘后 的惯性 力组成的 。
摘要 : 绍 了国产 聚酯 纺粘针 刺 非织造 布 生 产线 生 产调 试 过程 中 的两 个 关键 问题 , 明 了调 试过 介 说
程 关 键 问题 的 解 决 办 法 。
关键 词 :非织造 布 ; 纺粘 法 ; 刺法 ; 针 生产 线 ; 调试 ; 关键 ; 问题 ; 绍 介
中 图分类号 : 13 文献 标识 码 : TS 7 A 文章 编号 :0 52 5 ( 0 7 0 —0 20 1 0 —0 4 2 0 ) 10 4 —3 我 国的非织 造 布行 业 飞 速地 发 展 , 目前 国 内 已 经有 上千 家企业 在生产 着不 同 品种的 非织造 布 。生 产设备 有进 口和 国 产 的两 种 , 着 国 内设 备 厂 技 术 随
2024年纺粘法非织造布生产线项目合作计划书
纺粘法非织造布生产线项目合作计划书目录前言 (4)一、工程设计说明 (4)(一)、建筑工程设计原则 (4)(二)、纺粘法非织造布生产线项目工程建设标准规范 (4)(三)、纺粘法非织造布生产线项目总平面设计要求 (5)(四)、建筑设计规范和标准 (5)(五)、土建工程设计年限及安全等级 (5)(六)、建筑工程设计总体要求 (5)二、后期运营与管理 (6)(一)、纺粘法非织造布生产线项目运营管理机制 (6)(二)、人员培训与知识转移 (7)(三)、设备维护与保养 (7)(四)、定期检查与评估 (8)三、纺粘法非织造布生产线项目建设地分析 (8)(一)、纺粘法非织造布生产线项目选址原则 (8)(二)、纺粘法非织造布生产线项目选址 (9)(三)、建设条件分析 (10)(四)、用地控制指标 (11)(五)、用地总体要求 (12)(六)、节约用地措施 (13)(七)、总图布置方案 (15)(八)、运输组成 (17)(九)、选址综合评价 (20)四、纺粘法非织造布生产线项目概论 (20)(一)、创新计划及纺粘法非织造布生产线项目性质 (20)(二)、主管单位与纺粘法非织造布生产线项目执行方 (20)(三)、战略协作伙伴 (21)(四)、纺粘法非织造布生产线项目提出背景和合理性 (22)(五)、纺粘法非织造布生产线项目选址和土地综合评估 (24)(六)、土木工程建设目标 (25)(七)、设备采购计划 (25)(八)、产品规划与开发方案 (26)(九)、原材料供应保障 (26)(十)、纺粘法非织造布生产线项目能源消耗分析 (27)(十一)、环境保护 (28)(十二)、纺粘法非织造布生产线项目进度规划与执行 (29)(十三)、经济效益分析与投资预估 (29)(十四)、报告详解与解释 (30)五、人员培训与发展 (31)(一)、培训需求分析 (31)(二)、培训计划制定 (33)(三)、培训执行与评估 (34)(四)、员工职业发展规划 (35)六、质量管理与监督 (37)(一)、质量管理原则 (37)(二)、质量控制措施 (38)(三)、监督与评估机制 (40)(四)、持续改进与反馈 (41)七、合作伙伴关系管理 (44)(一)、合作伙伴选择与评估 (44)(二)、合作伙伴协议与合同管理 (45)(三)、风险共担与利益共享机制 (47)(四)、定期合作评估与调整 (47)八、纺粘法非织造布生产线项目收尾与总结 (49)(一)、纺粘法非织造布生产线项目总结与经验分享 (49)(二)、纺粘法非织造布生产线项目报告与归档 (52)(三)、纺粘法非织造布生产线项目收尾与结算 (53)(四)、团队人员调整与反馈 (55)九、供应链管理 (56)(一)、供应链战略规划 (56)(二)、供应商选择与评估 (57)(三)、物流与库存管理 (58)(四)、供应链风险管理 (59)十、市场营销与品牌推广 (60)(一)、市场调研与定位 (60)(二)、营销策略与推广计划 (61)(三)、客户关系管理 (63)(四)、品牌建设与维护 (64)前言在当今激烈的市场竞争中,项目合作是激发创新、优化资源配置、实现共赢战略的关键手段。
2400纺粘无纺布生产设备参数
2400纺粘无纺布生产设备参数一、设备概述2400纺粘无纺布生产设备是一种用于制造纺粘无纺布的专用设备。
纺粘无纺布是一种由纤维通过纺粘工艺制成的非织造布,具有优异的透气性、吸湿性和柔软性,广泛应用于医疗、卫生、农业、家居等领域。
二、设备参数1. 生产线速度:2400米/分钟生产线速度是指设备在生产过程中纺粘无纺布的线速度,也是衡量设备生产效率的重要指标。
2400米/分钟的生产线速度意味着设备能够每分钟制造2400米的纺粘无纺布。
2. 纺丝温度范围:150℃-250℃纺丝温度是指将纤维熔化并进行纺丝的温度范围。
在2400纺粘无纺布生产设备中,纺丝温度范围为150℃-250℃,这个温度范围可以根据具体的纤维材料和产品要求进行调节,以确保纤维熔化和纺丝的质量。
3. 纺丝喷孔数量:2400个纺丝喷孔是指用于将熔融纤维喷射到纺丝板上形成纺丝的孔洞。
2400纺粘无纺布生产设备具有2400个纺丝喷孔,这意味着设备可以同时进行2400个纺丝喷射,提高了生产效率。
4. 纺丝板宽度:2400毫米纺丝板是纺粘无纺布生产设备中用于接收纺丝喷孔喷射出的纤维的部件,其宽度决定了纺丝的宽度。
2400纺粘无纺布生产设备的纺丝板宽度为2400毫米,可以制造宽度为2400毫米的纺粘无纺布。
5. 纺丝喷孔间距:1.5毫米纺丝喷孔间距是指纺丝喷孔之间的距离,决定了纺织布的纺丝密度。
2400纺粘无纺布生产设备的纺丝喷孔间距为1.5毫米,可以制造出较高密度的纺粘无纺布。
6. 烘箱温度控制范围:80℃-200℃烘箱是用于将纺丝后的纤维进行固化和加热处理的设备,其温度控制范围决定了纤维的固化程度。
2400纺粘无纺布生产设备的烘箱温度控制范围为80℃-200℃,可以根据不同的纤维材料和产品要求进行调节,确保纺粘无纺布的质量。
7. 设备尺寸:长8000毫米 x 宽6000毫米 x 高3500毫米设备尺寸是指2400纺粘无纺布生产设备的长、宽、高的尺寸。
Fare公司的各种非织造布生产线
聚酯 (E 、C P T 聚合 物 ,同时使 用 皮芯 型 、 P T oE )
并列型和桔瓣型等特 殊的喷丝头来实现不 同产品结
构。
F 公司的纺粘 生产线生产的双组分非织造布 a
组分比例从 5 : 到 9 : ,面密度 最低达到 8 / 00 5 01 0 m , g
2 特 种 聚 合 物 生 产 线
同样 在短 纤维领 域 ,最 近 售 出的生产 线 中大 多设计成可生产双组分皮芯型或并列型 、中空共轭
(is tc )和超细纤维 。
织造 布生 产线。该技术是从 2 0多条双组 分生产线 改造成纺粘法生产 线的建设和 开车实践 中获得 的。
纺粘 双组分 生产 线 主要 使 用聚烯烃 (P E 和 P 、P )
的新型双组分纤维 。 低熔点 的 P T C P T纤维 是市场上最抢手 的 E — oE
产 品之一。这些全新的聚合物 ,其熔融温度甚至低
于 10o 在非织造布领域有着重要的用途。C - 1 C, o
P T 用来作为双组 分皮芯纤维的外层 ,每个纺丝 E 可
部位的产量达到 5 0k/ ,两组分比例从 5 : 0 g h 0 0到 5
—
卜 。—卜 ”—卜 ”—卜 、
{行 业动 态 {
k + + + +
公 司用 I e 熔 喷材 料 与粘胶 材 料混 用 ,吸收 性 n o g
美 国 N tr Wok 发布 在 非 织 造 布 中 a e rs u
使 用 的生 物 聚 合物
聚乳 酸 聚合 物生 产 企业 N t ewo s 20 年 ar u r 于 09 k 9月 在 丹 佛 召开 的 国 际 非 织 造 布 技 术 会 议 ( T ) I C N
纺粘法丙纶非织造布生产线
纺粘法丙纶非织造布生产线安全运转操作程序目录1生产线启动前的准备工作2生产线辅助设备启动程序3生产线主设备启动程序及操作顺序4运转操作注意事项5生产线的调整6 生产线临时停机7 生产线计划停机纺粘法丙纶非织造布生产线安全运转操作程序1 生产线启动前的准备工作生产线启动前,须按下列步骤做好准备工作1.1清理卫生,使车间内环境及机台无杂物、灰尘、油污。
1.2仔细清除各设备与物料直接接触部位的不洁物,尤其是热轧机花纹辊、成网机网帘及各传动辊等部位,要保持洁净。
1.3对原辅料进行检查,确认无误后方可投入使用。
1.4做好成品检验(平方米克重、断裂强力、断裂伸长率等)的准备工作。
1.5检查供电情况,确认各动力控制柜工作状况正常。
1.6检查成品卷装吊运用的行车,确认其工作状况正常。
1.7检查纺丝用的喷丝板安装情况,确认安装无误。
1.8在开机前4~6小时打开纺丝箱导热油炉电源,确保其正常运行并保温。
1.9在开机前2~3小时打开螺杆挤压机加热电阻电源,确保其正常运行并保温。
1.10在开机前1~2小时打开热轧机导热油炉电源,确保其正常运行并保温。
1.11备好开机所需所有物品(脱模剂、刮刀、铅笔、手套等),将其摆放于操作位置。
1.12根据生产要求拌好聚丙烯料,启动自动吸料机,将拌好的原料吸到料斗里备用。
2生产线辅助设备启动程序当准备工作完成后,按下列步骤启动辅助设备2.1检查并打开所有冷却、冷冻水阀门,启动冷却水循环系统,使供水温度及流量达到生产要求。
2.2打开供气阀门,启动压缩空气系统,确保各用气点的压力稳定。
2.3在生产前1小时启动冷冻水制冷循环系统,并使供水温度及流量达到生产要求。
2.4在开机前2~5分钟启动骤冷风(拉伸)系统,并调整其工艺参数,达到生产要求,并确保其运行稳定。
2.5在开机前2~5分钟启动双侧吸风(网下)系统,调整各项参数达到生产工艺要求并确保其运行稳定。
2.6根据生产要求启动单体抽吸装置,达到工艺要求并使其运行稳定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3 各公司非织布产品性 能对比
通过以上介绍,可以看出三家 公司纺粘非织造生产线的差别很 大,因此其非织造产品将具有不同 的性能。为了进行对比,我们选取 了国内具有代表性的三家公司的 常规 PP 双头纺粘非织造产品进行 具 体 分 析,他 们 的 产 品 性 能 见 表 1。
44
国际纺织导报 2006 年第 5 期
另一方面,诺信公司是少数几 家能够提供双组分纺粘非织造设 备的公 司 之 一,绍 兴 耀 龙 公 司 于 2005 年 引 进 了 一 条 生 产 线,填 补 了国内双组分纺粘非织造布的空 白。双组分纺粘非织造是将复合 纺丝的成纤技术和纺粘法的成网、 成布技术相结合的一种最新的非 织造工艺技术。其最大优点是可 用 不 同 原 料、通 过 不 同 复 合 形 式、 生产出不同性能的产品,极大地拓 展了纺粘法技术发 展 的 空 间 。该
STP 纺 粘 设 备 采 用 多 块 喷 丝
板、多 个 正 压 牵 伸 管、摆 片 式 摆 丝 器 和 打 散 式 铺 网,设 备 复 杂、能 耗 大、布面易产生云斑。由于牵伸器 的能力有限,不太适合生产涤纶非 织造布。同时,STP 的摆丝机构非 常复杂,维修工作量大。但多块式 喷丝板易于改变产品幅宽,原料消 耗节约,生产成本较低。STP 公司 的设备已经由一代型发展到了三 代型。其中三代机型在喷丝板和 牵伸喷 管 上 作 了 改 进,采 用 双 模 头,使非织造材料的均匀性比二代 有明显提高。其年产量为 6 000 t, 幅宽毛边 3 600 mm,牵 伸 速 度 为 3 500 m / min,产 品 规 格 为 10 g ~ 150 g / m2,单丝线密度可达 1. 5 dtex。
4 张闯 . 聚酯( PET)纺粘法非织造布纺丝工 艺探讨 . 产业用纺织品,2004,22(l2): l7 ~ l9
5 陈喆,陈 龙 敏 . 纺 粘 非 织 造 工 艺 的 发 展 ( 二). 上海纺织科技,2005,33(4):36 ~ 37
An overview on spunbond nonwovens eguipments and products
非织造技术
纺粘非织造布生产线及其产品性能的对比分析
王 洪 吴海波 殷保璞 靳向煜 东华大学纺织学院( 中国)
摘 要:介绍了三家世界著名的纺粘非织造布生产线制造商———德国莱芬,美国诺信 和意大利 STP。分析和比较了不同的纺粘非织造布生产线和产品的特点。讨 论了纺粘非织造布的技术发展趋势。以期为我国大型纺粘非织造生产线及相 应非织造布的消费提供一定的背景知识。
非织造 技 术 之 一 的 纺 粘 法 由 世界 上 最 大 的 两 家 非 织 造 公 司———德国 Freudenberg 公司和美 国杜邦公司在 20 世纪 60 年代同 时开发成 功[3]。纺 粘 法 具 有 高 的 生产效率和相对低的成本,因而吸 引了越来越多的厂家。在大约 30 家年销售 额 超 过 5 000 万 美 元 的 卷装 非 织 造 布 制 造 商 中,Frendenberg、杜邦、BBA 和 PGI 名列前四。 他们早已看准中国市场,都已在中
23
28
23
抗拉强度 CD( N / 5 cm)
13
16
18
伸长率( % )
40 ~ 80
40 ~ 80
!48
生产线利用 ~ills 公司的喷丝板专 利技术,结合诺信公司的整体式狭 缝牵伸技术,使纤维经受较高的牵 伸,成形的 PE / PET 双组分非织造 布经热扎后,表面的 PE 熔融成为 粘结剂和涂层,而芯层的涤纶不受 影响,所以产品具有较高强度和卓 越的防 水 性 能,可 做 篷 布 覆 盖 材 料。其他相关的产品还有日本尤 尼吉 卡( Unitika )公 司 的 PE / PET 皮芯复合产品 Eleves,Freudenberg 公司的 PA / PET 桔瓣型复合纤 维 Evolon,Neumag 公 司 的 PP / PE 皮 芯型双组分复合纺粘非织造布。
Wang Hong,Wu Haibo,Yin Baopu,Jin Xiangyu, College of Textiles,Donghua Uniuersity,Shanghai / China
Abstract: The three worid-famous spunbond nonwovens faciiities manufacturers—Reifenhauser,Germany,Nordson, U. S. ,and STP,Itaiy,are introduced. The characteristics of the diffrent spunbond nonwovens faciiities and the nonwovens products are compared and anaiyzed. The technicai deveiopment trend for spunbond nonwovens products is discussed.
为使有 关 厂 家 在 引 进 设 备 前 对以上企业有所了解,也为广大的 非织造布消费者提供选材依据,现 对这些企业的生产线及产品特色 介绍如下。
2 相关厂商及产品介绍
2. 1 莱芬公司 莱芬在纺粘非织造生产领域
所取得的成功是有目共睹的,一些 大型 非 织 造 产 品 生 产 商,如 BBA 和 PGI 都采用它的设备。它专业 供应 Reicofil 交钥匙纺粘生产线, 项 目 上 马 快,生 产 成 本 较 低,在 传 统纺粘 领 域 具 有 很 大 的 竞 争 力。 该公司通过不断优化冷却系统、拉 伸系统和铺网系统,已使其纺粘生 产 线 由 Reicofil I 型 发 展 到 了 Reicofil IV 型,成网均匀性和产量 明显提高。
总之,作为纺粘非织造领域的 新生力量,诺信公司采用了先进的 设备技 术,如 整 体 狭 缝 式 正 压 牵 伸,整体式喷丝板、升降式钢平台, 使纤维能够经历足够的拉伸,成形 布面均匀,并可适应多品种。缺点 是技术不太稳定,能耗大。 2. 3 意大利 STP 公司
意大利 STP 公司的纺粘设备 具有很大的价格吸引力,我国有不 少企业引进他们的设备,其中有代 表性的如山东俊富、浙江华银和杭 州金富公司。
国设立了工厂或代表处[4]。 同时,国际上著名的非织造设
备生产商也通过各种渠道在中国 推广他们的设备,在我国近几年来 引进的多套非织造布生产设备中, 以意大 利 STP、德 国 莱 芬( Reifenhauser)和美国诺信( Nordson)的生 产线为主[4]。如 湖 北 金 龙 王 公 司 从莱芬 公 司 引 进 了 SMS 生 产 线, 并已于 2004 年底建成投入生产; 河北香河和杭州金 富 公 司 从 STP 公司引 进 了 SMS 生 产 线;绍 兴 耀 龙和张家港骏马公司从诺信公司 引进了涤 丙 两 用 SS 和 SMS 生 产 线。
总之,Reicofil 系 列 设 备 采 用 整体式喷丝板、横式整体文丘里管
国际纺织导报 2006 年第 5 期
43
式负压牵伸,设备紧凑、结构简单, 产品成网均匀,能耗低。缺点是牵 伸 力 不 够,纵 横 向 强 力 差 异 大,很 难做涤纶和锦纶的纺粘及复合纺 粘产品。 2. 2 诺信公司
相对来说,国内非织造布行业 对诺信公司的了解较少。诺信是 一家从热熔胶涂装起家的美国公 司。该公司十多年来在熔喷非织 造生产设备方面取得了很大的成 就,并于 1999 年收购了 J&M Laboratories 公司而进入了纺粘非织造 行业。
关键词:纺粘法,非织造布,莱芬公司,诺信公司,意大利 STP 公司
l 引言
非织造 行 业 作 为 纺 织 业 中 的 朝阳工业,近年来在我国得到了迅 速的发展,国内各厂家纷纷引进大 型的非 织 造 生 产 线,非 织 造 新 材 料、新 产 品、新 技 术 和 新 装 备 不 断 出现,有关于非织造方面的文章报 道也比以 往 大 大 增 多[l,2]。同 时, 产业用纺织品及家用纺织品的广 阔市场使其他行业的企业积极介 入,如江苏悦达集团在“ 十一五”期 间大力发展产业用纺织品,使汽车 装饰布与该集团生产的汽车配套。
纺粘法非织造产品的质量通 常考虑 的 是 外 观、手 感 和 力 学 性 能,其中纤维的线密度是重要的影 响指标。降低纤维的线密度,不但 可以提高非织造产品的柔性和手 感,而且可以使相同面密度产品中 单位面积的纤维根数增加,提高覆 盖率,改善外观。由于传统纺粘工 艺纺丝的纤维线密度在 2 dtex 以 上,使 产 品 在 外 观、手 感 及 力 学 性 能等方面较差,因此现代纺粘生产 线都致力于降低纤维的线密度。
三家企 业 为 满 足 市 场 需 求 都 在对生产线进行不断的改造,使非 织造布技术朝以下方面发展:新材 料( 高性能、高功能纤维,特别是超 细纤维);高附加值、高品质( 纤网 均匀,适于非织造布的涂层、贴合、 染 整 技 术 );生 产 技 术 复 合 化 ( SMS,纺 粘、熔 喷、水 刺 的 复 合 等);应用电子技术( 自动化、采用 电子 称 重 及 监 控 系 统);高 产( 宽 幅、高速),具体到纺粘法则向着高 速度、多喷丝孔、多纺丝头、高生产