砂箱的结构设计方法思维导图.
砂型铸造 PPT

型芯得形式:
第二节 砂型铸造
第二节 砂型铸造
三、铸件结构设计
(一)合金铸造性能对铸件结构设计得要求
1、铸件壁厚得设计 (1)合理设计铸件壁厚
①铸件得最小壁厚 在某种铸造工艺条件下,铸造合金能充满型腔得最小厚度。
在砂型铸造条件下,临界壁厚≈3×最小壁厚 在最小壁厚和临界壁厚之间就就是适宜得铸件壁厚。
③铸件截面形状 (2)铸件壁厚应均匀、避免厚大截面
(a)不合理
(b)合理
铸件壁厚应尽量均匀
第二节 砂型铸造
2、铸件壁间得连接 (1)铸件壁得连接处或转角处应有结构圆角
可减少热节和缓和应力集中。
(a)不合理
(b)合理
便于起模
第二节 砂型铸造
(2)分型面应尽量平直。 平直分型面可采用简便得分模造型, 弯曲分型面需采用挖砂或假箱造型。
起重臂平直分型面得选择
第二节 砂型铸造
(3)尽量减少分型面得数量。
三通减少分型面得分型方案
铸轮使用外型芯减少分型面
第二节 砂型铸造
(4)避免不必要得活块和型芯。
支架避免活块得分型方案
顶面 底、侧面
顶面 底、侧面
顶面 底、侧面
灰铸铁得机械加工余量 加工面与基准面之间得距离
(mm)
﹤50 50~120 120~260 260~500 500~800 800~1250
3、5~4、5 4、0~4、5 2、5~3、5 3、0~3、5 4、0~5、0 4、5~5、0 5、0~5、5 3、0~4、0 3、5~4、0 4、0~4、5 4、5~6、0 5、0~6、0 6、0~7、0 6、5~7、0 3、5~4、5 4、0~4、5 4、5~5、0 5、0~6、0 5、0~7、0 6、0~7、0 6、5~7、0 7、0~8、0 7、5~9、0 4、0~5、0 4、5~5、0 4、5~5、5 5、0~6、0 6、5~7、0 6、0~7、0 6、5~7、5 7、0~8、0 7、5~8、0 8、0~9、0 8、5~10 4、0~5、5 5、0~5、5 5、0~6、0 5、5~6、0 5、5~7、0 6、5~7、5
砂型铸造工艺装备设计

(一) 对模板的要求
模板尺寸应符合造型机的要求,模底板和砂箱、各模样之间应有准确的定位,模板应有足够的强度、刚度和耐磨性,制作容易,使用方便,尽量标准化。
(1)凡与铸件有关的尺寸,都应把铸件尺寸(包括铸件工艺尺寸)按铸造收缩率(K)加以放大。可依下式计算,并准确到0.1mm。
式中:L模 ―― 与铸件有关的模样尺寸;
L模 ―― 零件尺寸;
L艺 ―― 铸造工艺尺寸(如加工余量、铸造斜度、工艺补正量等之和),“+”号用于凸体尺寸,“-”号用于凹体尺寸。
砂型铸造工艺装备设计
砂型铸造工艺装备是造型,制芯及合箱过程中所使用的模具和装置的总称。包括模样、模板、模板框、砂箱、砂箱托板、芯盒、烘干板、砂芯修整模具、组芯及下芯夹具、量具及检验样板等。
对于大批量生产的铸件和批量虽小但重要的产品铸件,应经过试制阶段,证明铸造工艺切实可行后,才进行工装设计。所设计的各种模具应满足铸件要求,加工、使用方便和成本低廉。
设计和选用箱壁形式时,应注意以下几点:
① 简易手工造型砂箱,常用较厚的直箱壁,不设内外凸边,制造简单,容易落砂。
② 普通机器造型砂箱,常用向下扩大的倾斜壁,底部设凸边,防止塌箱,保证刚性,便于落砂,箱壁上留出气孔。
③ 中箱箱壁多为直壁,上下都设凸边。大砂箱内应有箱带以防止塌箱。,
④ 高压造型用砂箱,尽量不加箱带,以便落砂。因受力大,要求砂箱刚度大。小砂箱用单层壁,大砂箱用双层壁。箱壁上不设出气孔。
箱带结构设计.
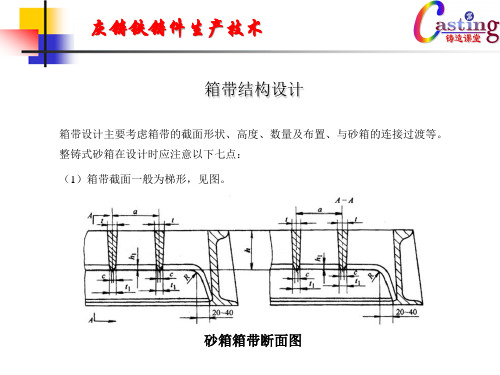
箱带结构设计
箱带设计主要考虑箱带的截面形状、高度、数量及布置、与砂箱的连接过渡等。 整铸式砂箱在设计时应注意以下七点: (1)箱带截面一般为梯形,见图。
砂箱箱带断面图
灰铸铁铸件生产技术
箱带结构设计
箱带设计主要考虑箱带的截面形状、高度、数量及布置、与砂箱 的连接过渡等。整铸式砂箱在设计时应注意以下七点: (2)对于手工造型500mm×400mm以下的砂箱,机器造型平均 轮廓尺寸为700mm×800mm的砂箱可不设箱带;长度大而宽度 小于500mm的砂箱可设横向箱带,间距一般为150~200mm;当 砂箱宽度大于600mm时,设横向和纵向箱带。纵向箱带间距可取 130~180mm
艺位置
a)I型
砂箱箱带的布置
b)II型 c)III型 d)IV型
灰铸铁铸件生产技术
箱带结构设计
箱带设计主要考虑箱带的截面形状、高度、数量及布置、与砂箱的连接 过渡等。整铸式砂箱在设计时应注意以下七点:
(5)箱带厚度一般取箱壁厚度的75~100%。
(6)对于大、中型砂箱,可在箱带设2~4处收缩断口,以减轻铸造应力。 断口位置在砂箱四角附近。 (7)对于焊接式砂箱的设计时,既要满足砂箱的使用性能,还应遵循结 构件的设计原则及金属材料焊接性方面的要求。
e 15 20 40
f 20~30 30~40 40~50
g 40~60 75~100 150~200
L 60 100 200
灰铸铁铸件生产技术
箱带结构设计
箱带设计主要考虑箱带的截面形 状、高度、数量及布置、与砂箱 的连接过渡等。整铸式砂箱在设 计时应注意以下七点: (4)箱带的布置一般采用正交 和错交两种布局,箱带与箱带、 箱带与箱壁的连接均应圆角过渡, 见图。箱带不能妨碍浇冒口的安 放,也不能妨碍铸件和浇冒口的 收缩,还应预留出芯头及其它工
砂型制备ppt实用资料
第二节 砂芯制备 一、砂芯结构
砂芯由砂芯主体和芯头两部分组成
图2-21 砂芯结构 1—吊环 2—芯骨 3—焦炭 4—通气孔 5—砂芯主体 6—芯头
a)铸件 b)抽心模样 1—排气管 2—草袋 3—炉渣 4—钢轨 5—填充砂 6—地坑 7—铁棍 8—面砂 9—型腔 10—砂坑 11—刮板 c)刮制下砂型 d)刮制上砂型 e)铸型 1—刮板支架 2—刮板 3—地桩(底座) d)装配右侧中砂型 e)装配上砂型后成为铸型 在砂型铸造中,用砂型形成铸件的外轮廓 形状和尺寸,用砂芯形成铸件的内腔形状和尺寸 九、抽心模造型和劈箱造型 1—排气管 2—草袋 3—炉渣 4—钢轨 5—填充砂 6—地坑 7—铁棍 8—面砂 9—型腔 10—砂坑 11—刮板 1—定位销 2—锁紧用搭钩 a)铁砧模样 b)造活砂部位 c)造上砂型 d)起模 a)铸件 b)抽心模样 十、脱箱造型(活箱造型) 图2-3 挖砂造型过程示意图 图2-8 三箱造型过程示意图 在铸造生产中有机器生产和手工生产两种铸型制备方法 1—定位销 2—锁紧用搭钩 五、活砂造型(抽砂造型) 五、活砂造型(抽砂造型) 1—模样 2—底板 3—铁片镶角
图2-12 抽心模样示意图 a)铸件 b)抽心模样 1~8—模块起模次序
图2-13 劈箱造型 a)劈为两半的模样 b)装配左侧中砂型 c)组装砂芯
d)装配右侧中砂型 e)装配上砂型后成为铸型
十、脱箱造型(活箱造型)
图2-14 可拆式砂箱简图 1—定位销 2—锁紧用搭钩
图2-15 脱箱造型 a)造下砂型 b)造上砂型 c)提起上砂型 d)取出模板 e)合好上砂型 f)脱箱并套箱
图2-17 手工造型用的木质模板 a)劈为两半的模样 b)装配左侧中砂型 c)组装砂芯 a)铸件 b)抽心模样 a)固定式制芯骨的软砂床 b)硬砂床 c)加固硬砂床 图2-10 实物造型过程示意图 a)铸件图 b)模样 c)造下型 d)造上型 e)铸型 d)装配右侧中砂型 e)装配上砂型后成为铸型 a)活块模用销钉定位 b)活块模用燕尾槽定位 c)造型时拔销钉 d)起出主体模样后取活块模 c)造上砂型 d)移活砂块并起模 e)铸型 五、活砂造型(抽砂造型) 1—定位销 2—锁紧用搭钩 五、活砂造型(抽砂造型) 图2-1 整模造型过程
砂箱翻转机构设计

砂箱翻转机构设计铸造是现代工艺装备制造业的基础之一,砂箱的翻转机构作为铸造重要的组成部分,本次设计就是针对翻转结构进行分析和设计,砂箱翻转机构的结构设计尺寸、平稳性、翻转的连续性管理以及中国制造企业成本对提铸造技术效率和保证系统安全性有很大的影响,研究了可以通过实现原地低位的翻转机构,并对动态稳定性方面进行数据分析,结果发现表明:翻转机构在翻转时连续平稳。
倒车占地面积小,制造成本低的机制,具有良好的发展前景,有很高的推广价值,本设计主要是翻箱机构,将工件翻转。
设计翻箱机构,包括翻箱机构的工作基本原理、各部件的组成、其操作要求和教学方法研究以及翻箱机构进行技术发展要求我们进行了概述,其中,所述选择方案包括,以及确定相应蜗杆轴和电动机齿轮的选择和绘制三维图,图转动壳体机构和组件图的一些重要部分的一般组件。
翻转机构在翻转时连续平稳。
翻转机构占地空间小,制造技术成本低,具有一个良好的应用发展前景,有很高的推广企业价值。
关键词:翻箱机构;电动机;蜗轮蜗杆;齿轮传动1 绪论1.1立题依据砂型铸造是现今许多零件的铸造方法。
因为现在许多模具生产线都是支架和行车配合人进行,这就存在劳动强度大、操作危险性高和工作效率低等明显的缺点。
而砂箱翻转机构一般是通过机构间的运动配合和动力传递进行工作,此机构就具有结构紧凑、工作效率高、操作安全系数高且承载能力高等优点。
故本课题来设计一个简单、方便的砂箱翻转机构。
1.2 翻箱机构的研究现状翻箱机构设计是耳目一新的课题。
这方面的国内外研究都比较稀少。
有两个箱翻转机构,连杆机构和齿轮箱转动转动情况的机制。
连杆翻箱机构的结构设计如下。
图1.2 连杆翻箱机构通过包括一个框架1,其特征在于,摆动缸2,活塞杆2被连接到气缸3中的摆,摆锤由3 4 7摇杆摆连接,摆块7与支架6接通,钟摆摆杆使3、4部件,部件9构件10接通,构件10被安装在框架1上,连接部件9乇块6部件9,摆锤4,构件10和齿条4摆,摆锤7,连接块保持部6,9构成的四连杆构件。
21 第八章砂型铸造

三 通 的 分 型 方 案
36
37
38
(3)应尽 量减少型芯 的数量。
使用型芯减 少分型面
39
(三)工艺参数的确定
铸件收缩率:
垂直芯头
水平芯头
40
41
( 2 ) 起 模 斜 度 ( 拔 模 斜 度 )
• 为使模样容易从铸型中取 出或型芯自芯盒中脱出, 平行于起模方向在模样或 芯盒壁上的斜度称为起模 斜度。
按砂箱区分
两箱造型 三箱造型 地坑造型 脱箱造型 整模造型 分模造型 挖砂造型 假箱造型 活块造型 刮板造型
按模型区分
4
5
6
型砂
原 砂
附 加 物 锆 英 砂
粘 结 剂 水 玻 璃
石 英 砂
铬铁 矿 砂
煤 粉
木 屑
粘 土
树 脂
7
8
造型方法
特点
举例
整模造型 整体模型,分型面为平面
分模造型 分开模型,分型面多是平面
3、抛砂造型抛砂造型.rm
4、射砂挤压造型.rm
20
21
22
23
24
25
26
三相电弧炉
27
坩埚炉
28
29
30
支座的零件图、铸造工艺图、模样图及合型图
31
浇注位置——浇注时铸件在铸型中所处的空间位置。
分型面——铸型组元间的结合面。
32
33
34
上 下
35
(二)铸型分型面的选择
活块造型 将模样上有妨碍取模的部分做成活动的
挖沙造型 造型时须挖去阻碍取模的型砂
刮板造型 和铸件截面形状相适应的板状模样 三箱造型 铸件两端截面尺寸较大,需要三个沙箱
砂型铸造
机器造型工艺特点:
1)需采用模板进行两箱造型; 2)不宜进行三箱及活块造型
三、真空密封造型
真空密封造型又称真空薄膜造型、减压造型、负压造型或V法,适用于生产薄 壁、面积大、形状不太复杂的扁平铸件。 真空密封造型过程: (1)通过抽气箱抽气,将预先加热好的塑料薄膜吸贴到模样表面上。 (2)放置砂箱,充填型砂,微振紧实。 (3)刮平,覆背膜,抽真空,使砂型保持一定的真空度。 (4)在负压状态下起模、下芯、合型浇注。铸件凝固后恢复常压,型砂自行溃散, 取出铸件。
通常3~15mm
4. 铸造收缩率
铸造收缩率K定义如下:
K
式中: L模──模样尺寸; L件──铸件尺寸。
ห้องสมุดไป่ตู้
L模-L件 L件
100 %
通常灰铸铁为0.7~1.0%,铸造碳钢为1.3~2.0%,铝硅合金为 0.8~1.2%,锡青铜为1.2~1.4%。
5. 铸型起模斜度
为了起模方便又不损坏砂型,凡垂直于 分型面的壁上留有起模斜度,如图2-22所示。 起模斜度值见JB/T 5105-1991。
缺点:
对形状复杂、较高的铸件覆膜成形困难,工艺装备复杂, 造型生产率比较低。
四、气流冲击造型
原理:利用气流冲击,使预填在砂箱内的型砂在极短的时间内完成冲击 紧实过程。
1. 气冲紧实过程:
气冲紧实过程可分成两个阶段:
(1) 型砂自上而下加速并初步紧实阶段 在顶部气压迅速提高的作用下,表面层型砂上下 产生很大的气压差,使表面层型砂紧实度迅速提 高,形成一初实层。在气压的推动下,初实层如 同一块高速压板,以很大的速度向下移动,使下 面的砂层加速并初步紧实。
2、机器造型
1)生产效率高; 2)铸型质量稳定(紧实度高而均匀、型腔轮廓清晰); 3)设备和工艺装备费用高,生产准备时间较长。
刘大招储砂罐设计

维修电工技师毕业设计说明书目录前言 (2)1可变控制器的概述 (3)2.PLC简介 (4)2.1 PLC 的特点 (4)2.2 PLC 的选择和I/O分配 (5)3. PLC 控制的工作过程 (9)3.1单步点动工作 (9)3.2手动工作 (10)3.3自动控制 (10)3.4紧急停止 (11)4. 外部接线图 (11)5 梯形图和语句表 (25)6. PLC改造效果 (25)7 参考文献 (26)8 结束语 (27)9 谢辞 (27).附录 (27)附录1 主电路图 (28)附录2 控制面板示意图 (29)附录3 传送带示意图 (30)附录4 储砂罐三视图 (31)前言正文稿微机技术已经并继续在改变世界,以微机技术为基础的可编程控控制器也正在改变着工厂自动控制的新面貌,随着可控可编控制器的普及和推广,它以其可靠性极高,能经受恶略环境的考验,使用极其方便的巨大优越性,迅速占领工业自控领域,成为工业自动控制的首选产品,特别是在许多新建,扩建项目和设备的技术改造中常采用PLC作为控制装置。
本人通过这次在维修电工技师班的学习,掌握了一些可编控制器设计的基本方法,以及一些特点,怎么样去合理的选用PLC,正确的布局布线来提高控制系统的可靠性和系统性价比,有感于此,我查阅了有关于三菱可编程控制器的资料,然后结合本单位现有设备极其运行情况,特别选择了修船设备的储砂罐的控制系统为背景设计了一套自动控制程序。
在本论文的编写过程中,我得指导老师:赵培和老师;以及开发区技能鉴定中心的孙增全老师。
他们都给予了我莫大的帮助及指导,在论文的编写和设计中提出了很多宝贵意见,通过多次于他们讨论解决当中遇到的问题,同时还有我的许多同事也都给大力支持和帮助。
没有他们的支持和帮助,要完成论文是不可想象的,在此表示衷心的感谢。
编写过程中,由于本人水平有限,错误和不妥之处在所难免,欢迎各位老师和各位同事给予批评指正。
编写:刘大招2010-12-121.可编程控制器的概述新型控制器应具有十项条件进行招标;编程方便,可在现场修改程序;维修方便,最好可编程控制器是一种以计算机为核心的通用工业装置,是现代新型工业控制的标志产品。