回流焊温度曲线测试操作指导—范文
SMT回流焊的温度曲线说明与注意事项

SMT回流焊的温度曲线(Reflow Profile)说明与注意事项电子产业之所以能发展迅速,表面贴焊技术(SMT, Surface Mount Technology)的发明具有极大程度的贡献。
而回焊(Reflow)又是表面贴焊技术中最重要的技术之一。
下面给大家介绍下回焊的一些技术与温度设定的问题电路板组装的回流焊温度曲线(reflow profile)共包括了预热、吸热、回焊和冷却等四个大区块预热区预热区通常是指由温度由常温升高至150°C左右的区域﹐在这个区域﹐温度缓升(又称一次升温)以利锡膏中的部分溶剂及水气能够及时挥发﹐电子零件(特别是BGA、IO连接器零件)缓缓升温﹐为适应后面的高温作准备吸热区在这段几近恒温区的温度通常维持在150±10° C的区域﹐斜升式的温度通常落在150~190°C之间,此时锡膏正处于融化前夕﹐焊膏中的挥发物会进一步被去除﹐活化剂开始启动﹐并有效的去除焊接表面的氧化物﹐PCB表面温度受热风对流的影响﹐让不同大小、质地不同的零组件温度能保持均匀温度。
此区域的温度如果升温太快,锡膏中的松香(助焊剂)就会迅速膨胀挥发,正常情况下,松香应该会慢慢从锡膏间的缝隙逸散,当松香挥发的速度过快时,就会发生气孔、炸锡、锡珠等品质问题回焊区回焊区是整段回焊温度最高的区域﹐通常也叫做「液态保持时间,必须注意,温度不可超过PCB板上任何温度敏感元件的最高温度和加热速率承受能力。
回焊的峰值温度,通常取决于焊料的熔点温度及组装零件所能承受的温度。
一般的峰值温度应该比锡膏的正常熔点温度要高出约25~30°C,才能顺利的完成焊接作业。
如果低于此温度,则极有可能会造成冷焊与润湿不良的缺点冷却区在回焊区之后,产品冷却,固化焊点,将为后面装配的工序准备。
控制冷却速度也是关键的,冷却太快可能损坏装配,冷却太慢将增加TAL,可能造成脆弱的焊点。
冷却区应迅速降温使焊料凝固,迅速冷却也可以得到较细的合晶结构,提高焊点的强度,使焊点光亮,表面连续并呈弯月面状,但缺点就是较容易生成孔洞,因为有些气体来不及散去。
回流焊机温度测试指导书
中国 3000 万经理人首选培训网站
回流焊机温度测试指导书
文件编号 S0S0-010
版 本 页 次
A 2/2
3. 仪器开始工作后,如果断电,仪器会自动停止工作。给电也不会自动工作,必须清除数据 后才可以重新记录。 4. 两次测试时间时间必须间隔 30min 以上,使仪器充分冷却后才可以再次测试使用。 5. 开关 SW 除了在炉内测试数据时 (选中 FAST READ) 拨动到 COM 侧外, 在其他任何情况下 (通 讯、充电、 停止使用等)开关必须拨动到 BAT 侧。否则因为仪器长时间未关机造成锂电 池全部消耗使仪器设置丢失,无法正常工作。 三、测试周期 每半年一次。 四 、 参数设定 1. 速度:560MM/MIN 2. 温度: 第一温区 220℃ 第二温区 220℃ 第三温区 260℃ 第四温区 220℃ 第五温区 210℃
2
备注:当设定温度与测试温度有差异时,以测试温度为准。
核
准
审
核
制 朱
定 兵
部分) 德信诚0 万经理人首选培训网站
(按住 CTRL 并点击课程名称打开课程详细介绍)
内审员系列培训课程 查看详情 A01 ISO9001:2008 内审员培训班(ISO9001 内审员) A02 ISO14001:2004 内审员培训班 A03 ISO/TS16949:2009 内审员培训 A04 OHSAS18001:2007 标准理解及内审员培训 A05 IECQ-HSPM QC080000 内审员培训 A06 ISO13485:2003 医疗器械质量体系内审员培训 A07 SA8000 社会责任内审员培训(SA8000 内审员) A08 ICTI 玩具商业行为守则内审员培训班 A09 ISO14064:2006 内审员培训班 A10 GB/T23331-2009 能源管理体系内审员培训 A15 量规仪器校验与管理实务(仪校员培训 内校员培训) A16 ISO 管理代表及体系推行专员训练营 A17 ISO 文控员培训/文管员培训实务课程 A18 优秀管理者代表训练营 (MR 管理代表训练) JIT 精益生产现场管理系列课程 查看详情 P01 JIT 精益生产与现场改善培训班 P02 生产合理化改善-IE 工业工程实务训练营 P03 PMC 生产计划管理实务培训班(生管员培训) P04 高效仓储管理与盘点技巧培训班(仓管员培训) P05 目视管理与 5S 运动推行实务培训班 P06 采购与供应链管理实务 (采购员培训) 中基层管理干部 TWI 系列训练 查看详情 M01 优秀班组长管理实务公开课(班组长公培训) M02 优秀班组长现场管理实务培训班 M03 优秀班组长品质管理实务培训班 M04 优秀班组长生产安全管理实务培训班 M06 提升团队执行力训练课程 (执行力培训) M07 如何做一名优秀的现场主管培训班 M08 中基层现场干部 TWI 管理技能提升(TWI 培训) M09 有效沟通技巧培训班(团队沟通 企业内外部沟通) M10 企业内部讲师培训班(TTT 培训) M11 MTP 中阶主管管理才能提升培训班(MTP 培训) M12 高效能时间管理培训班 TS16949 五大工具与 QC/QA/QE 品质管理类 查看详情 Q05 TS16949 五大工具实战训练 (五大工具培训) Q06 APQP&CP 先期质量策划及控制计划培训 Q07 DFMEA 设计潜在失效模式分析培训(DFMEA 培训) Q08 PFMEA 过程潜在失效模式及效应分析训练营 Q09 MSA 测量系统分析与仪器校验实务 Q10 SPC 统计过程控制培训课程(SPC 训练) Q11 CPK 制程能力分析与 SPC 统计制程管制应用训练 Q12 QC 七大手法与 SPC 实战训练班(QC7 & SPC 培训) Q03 品质工程师(QE 质量工程师)实务培训班 Q02 品质主管训练营(品质经理人训练) Q01 杰出品质检验员 QC 培训班 Q13 品管常用工具 QC 七大手法培训(旧 QC7 培训) Q14 新 QC 七大手法实战培训(新 QC7 培训) Q04 QCC 品管圈活动训练课程 (QCC 培训) 节能环保安全 EHS 公开课程 查看详情 E01 节约能源管理培训(节能降耗培训) E03 GBT23331-2009 能源管理体系知识(GBT23331 标准理解) 3 A18 ISO50001 能源管理体系内审员培训(ISO50001 内审员) A12 ISO9000/ISO14000 一体化内审员培训班 A13 ISO14001/OHSAS18001 体系二合一内审员培训班 A14 ISO9000/ISO14000/OHSAS18001 一体化内审员培训班 德信诚精品企业内训课程 查看详情 M05 优秀班组长管理技能提升内训班(1-3 天) P07 年终盘点与库存管理实务内训班( 1-2 天课程 ) M13 高绩效团队及执行力提升训练营(团队执行力 1-2 天) Q15 FMEA 失效模式分析实战训练内训(FMEA 内训 1-3 天) Q16 新旧 QC 七大手法实战内训(QC7 内训 1-2 天) A11 ISO 内审员审核技巧提高班(ISO 内审员提高班) A23 ISO10012 测量管理体系内审员培训(ISO10012 内审员) A22 C-TPAT 体系反恐验厂培训班(精品内训课程) A21 ISO20000 IT 服务管理体系标准理解与实施培训 A20 ISO27001 信息安全管理标准理解及内审员培训 A19 ISO10015 培训管理体系标准理解与实施培训
回流焊八温区标准曲线

回流焊八温区标准曲线
回流焊八温区标准曲线
回流焊是一种用于电子元件焊接的工艺,其八温区标准曲线是回流焊温度设置的参考。
以下是回流焊八温区标准曲线的各个阶段:
1.预热阶段
在预热阶段,温度从室温逐渐上升到预热温度。
这个阶段的目的是使回流焊炉内的温度稳定,以确保焊接效果的一致性。
预热阶段通常持续几分钟,并且在这个阶段,元件逐渐加热到足够温度,以便进行下一步操作。
2.浸温阶段
在浸温阶段,温度继续上升到浸温温度。
这个阶段的目的是使元件的焊接部分达到熔点,以便进行焊接操作。
浸温阶段通常持续几秒钟,并且在这个阶段,元件焊接部分会融化并准备好进行焊接。
3.回流阶段
在回流阶段,温度继续上升到回流温度。
这个阶段的目的是使焊接部分的金属完全熔化并形成焊点。
回流阶段通常持续几秒钟,并且在这个阶段,元件被放置在回流焊炉中,以形成焊接点。
4.冷却阶段
在冷却阶段,温度逐渐降低到室温。
这个阶段的目的是使焊接部分的金属冷却并固定下来。
冷却阶段通常持续几分钟,并且在这个阶段,元件被取出并放置在冷却架上,以加速冷却过程。
以上是回流焊八温区标准曲线的四个阶段。
在设置回流焊温度时,应该根据具体的元件和焊接需求进行调整,以确保焊接效果的最佳化。
SMT回流焊温度曲线测试操作指导书—范文

SMT回流焊温度曲线测试操作指导书一范文一、目的:用于指导回流焊温度曲线测试操作指示。
二、适用范围:适用于本公司SMT回流焊温度测试三、职责:无四、作业内容:4.1设定温度参数制程界限:4.1.1工程师根据锡膏型号、特殊元件规格、特殊测量位置、FPC制程以及客户的要求制定一个合理的温度曲线测试范围,包括:升温区、浸泡(保温)区、回流区、冷却区的具体参数及定义回流焊标准温度曲线4.1.2预热区:通常是指由室温升温至150度左右的区域。
在此温区,升温速率不宜过快,一般不超过3度/秒。
以防止元器件应升温过快而造成基板变形或元件微裂等现象。
4.1.3浸泡(保温)区:通常是指由110度~190度左右的区域。
在此温区,助焊剂进一步挥发并帮助基板清楚氧化物,基板及元器件均达热平衡,为高温回流做准备。
此区一般持续时间问60~120秒。
4.1.4回流区:通常是指超过217度以上温度区域。
在此温区,焊膏很快熔化,迅速浸润焊接面,并与基板PAD形成新的合金焊接层,达到元件与PAD之间的良好焊接。
此区持续时间一般设定为:45~90秒。
最高温度一般不超过250度(除有特定要求外)。
4.1.5冷却区:该区为焊点迅速降温,将焊料凝固,使焊料晶格细化,提高焊接强度。
本区降温速率一般设置为-3~-1度/秒左右。
4.2测温板的制作4.2.1采用与生产料号一致的样品板作为测温板,制作测温板时,原则上应保留必要的具有代表性的测温元器件,以保证测试测量温度与实际生产温度保持一致。
4.2.2测温板与生产料号在无法保持一致情况下,经工程师验证认可,可使用与之同类型的测温板进行测量。
4.2.3测温点应该选择最具有代表性的区域及元件,比如最大及最小吸热量的元件,零件选取优先级(如Socket->Motor->大型BGA ->小型BGA->QFP或SOP->标准Chip)除此之外,还应选择介于两者之间的一个测温区。
如图:回流焊标准测温点4.2.4 一般测温点在每板上不得少于3个,有BGA或大型IC至少选取4个,基于特殊代表型元件为首选原则选取元件。
回流焊接及温度曲线测试作业指导书

2.7、产品摆放时应尽量保证基板上多数小体积元件(0805以下)排列方向垂直于网带运动
方向。
2.8、焊接人员随时观察焊接结果,若焊接缺陷持续增多,应及时反馈给印刷工序以便调整
印刷参数,同时报告工艺员。
2.9、放片取片时必须戴细纱手套,垂直拿取,不得与传送带摩擦,产品从回流焊炉取出后
应小心将产品平放在转运盘中或放在产品架上,对面积大且PCB板较薄的产品,应将其
线要求,方可进行生产作业,否则应暂停作业,反馈给工艺人员处理。
1.3、若客户要求测量指定的焊接曲线,可先测量“ZH-MPCB”曲线,再测量指定曲线。
1.4、下列情况下需对炉温进行测量:
每班生产前
生产过程中对设备进行维修后,继续生产前
炉温曲线按日期保存于电脑中。
1.5、若使用的测试板改变,则标准曲线应进行更新。
2.4、操作员按要求将已贴装好的产品(PCB和厚膜)平稳地放在轨道或载带上,放板时遵
循逐次递增和递减原则进行,产品间的间隔在1CM以上,若产品放在不通透的垫板上,
则垫板间距应大于10CM。
2.5、如产品需焊接第二面时,且底面有大体积元件(如贴片铝电容、变压器、线绕电感器
等),应先点胶固定。
2.6、使用网带焊接第二面时,产品下应垫垫板,且垫板面积必须大于产品面积。
平放,自然冷却3.1、调入并运行温度曲线“ZH-MPCB”,待设备达到恒温状态后,方可开始进行测量。
3.2、将热电偶的插头按编号插入记录器的热电偶插座中。
3.3、打开温度记录器电源开关,将测试板放在回流炉的网带或轨道上。
编制 日期
审批 日期
日期
日期
作业指导书
1.4、操作时做好静电防护。
1.5、取、放片时轻拿轻放,不能与外物摩擦,产品不能叠放,并随时注意焊接质量,有异
回流焊炉温曲线的设定及异常情况分析
回流焊温度曲线的设定及异常情况分析正确设定回流焊温度曲线是获得优良焊接质关键前言红外回流焊是SMT大生产中重要的工艺环节,它是一种自动群焊过程,成千上万个焊点在短短几分钟内一次完成,其焊接质量的优劣直接影响到产品的质量和可靠性,对于数字化的电子产品,产品的质量几乎就是焊接的质量。
做好回流焊,人们都知道关键是设定回流炉的炉温曲线,有关回流炉的炉温曲线,许多专业文章中均有报导,但面对一台新的红外回流炉,如何尽快设定回流炉温度曲线呢?这就需要我们首先对所使用的锡膏中金属成分与熔点、活性温度等特性有一个全面了解,对回流炉的结构,包括加热温区的数量、热风系统、加热器的尺寸及其控温精度、加热区的有效长度、冷却区特点、传送系统等应有一个全面认识,以及对焊接对象--表面贴装组件(SMA)尺寸、组件大小及其分布做到心中有数,不难看出,回流焊是SMT工艺中复杂而又关键的一环,它涉及到材料、设备、热传导、焊接等方面的知识。
本文将从分析典型的焊接温度曲线入手,较为详细地介绍如何正确设定回流炉温度曲线,并实际介绍BGA以及双面回流焊的温度曲线的设定。
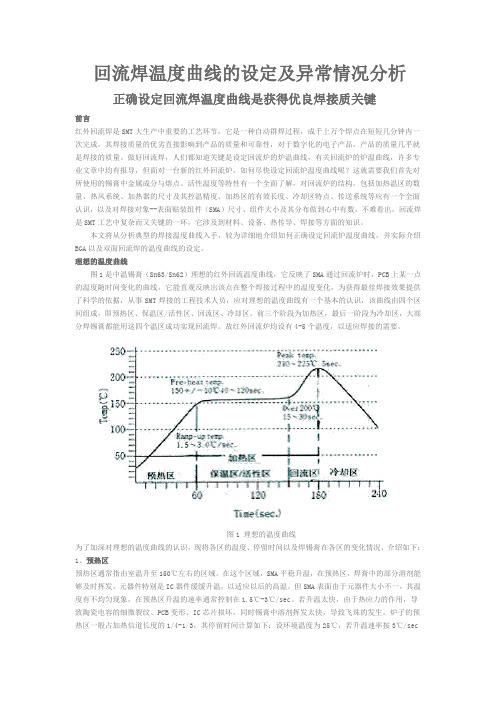
理想的温度曲线图1是中温锡膏(Sn63/Sn62)理想的红外回流温度曲线,它反映了SMA通过回流炉时,PCB上某一点的温度随时间变化的曲线,它能直观反映出该点在整个焊接过程中的温度变化,为获得最佳焊接效果提供了科学的依据,从事SMT焊接的工程技术人员,应对理想的温度曲线有一个基本的认识,该曲线由四个区间组成,即预热区、保温区/活性区、回流区、冷却区,前三个阶段为加热区,最后一阶段为冷却区,大部分焊锡膏都能用这四个温区成功实现回流焊。
故红外回流炉均设有4-5个温度,以适应焊接的需要。
图1 理想的温度曲线为了加深对理想的温度曲线的认识,现将各区的温度、停留时间以及焊锡膏在各区的变化情况,介绍如下:1、预热区预热区通常指由室温升至150℃左右的区域。
在这个区域,SMA平稳升温,在预热区,焊膏中的部分溶剂能够及时挥发,元器件特别是IC器件缓缓升温,以适应以后的高温。
bga 回流焊温度曲线
bga 回流焊温度曲线一、概述BGA(Ball Grid Array)是一种集成电路封装技术,其具有高密度、低功耗和易散热等特点。
在进行电路板维修或升级时,常常需要使用到BGA回流焊设备对BGA芯片进行焊接。
在焊接过程中,合理的温度曲线设计是保证焊接质量的关键因素之一。
本文将介绍一种适用于BGA的回流焊温度曲线的设计与实现方法。
二、温度曲线设计原则1. 预热阶段:为了使锡膏或助焊剂均匀融化,提高润湿性,应确保足够的加热时间。
2. 升温阶段:应缓慢升高温度,避免瞬间高温导致锡膏飞溅或芯片损坏。
3. 焊接阶段:在此阶段,应保持适当的温度以保证锡膏充分熔化并达到理想润湿效果。
4. 冷却阶段:为防止冷速过快导致虚焊等质量问题,应适当延长冷却时间。
三、温度曲线设定及参数说明1. 起始温度(Top Hot):设置加热开始时的最高温度,通常为250℃-300℃。
2. 恒温时间(Hold Time):在预设的温度下保持的时间,以确保锡膏或助焊剂融化并获得良好的润湿效果。
根据具体情况,一般建议在20-60秒之间选择合适的值。
3. 降温速度(Cool Down Rate):降温过程的速率控制,以防止因温度骤降导致的冷缩应力造成芯片损伤。
一般来说,应在每分钟下降约5℃左右为宜。
4. 冷却时间(Cooldown time):整个焊接过程结束后,PCB板的冷却时间,应根据实际情况进行调整,以防止焊接后由于热胀冷缩引起的不良后果。
四、实验结果与分析通过实际操作与测试,我们发现按照上述温度曲线设计的焊接工艺能够有效提升焊接质量,减少虚焊、连焊等问题。
同时,我们还观察到了在不同温度段下,锡膏的润湿性能以及芯片的热扩散情况。
这些数据为我们进一步优化温度曲线提供了依据。
五、温度曲线调整与优化在实际操作过程中,我们可能会遇到一些特殊情况,如锡膏过期、环境温湿度变化等。
此时,需要对温度曲线进行适当调整以适应这些变化。
此外,通过定期的测试和实验,我们可以对温度曲线的参数进行调整和优化,以提高焊接质量。
回流焊炉温测试指引
回流焊炉温测试指引回流焊炉温测试可是电子制造领域里相当重要的一环哟!咱今天就来好好聊聊这个事儿。
我记得之前在一个工厂里,有个新手小哥负责回流焊炉温测试。
他一脸懵地拿着测温仪,那迷茫的小眼神就好像在说:“这玩意儿咋用啊?”看着他那手足无措的样子,真让人忍俊不禁。
咱们先来说说为啥要进行回流焊炉温测试。
这就好比做饭,火候不对,菜就不好吃。
回流焊也是这个道理,如果炉温控制不好,那电路板上的元器件可能就没法完美焊接,会出现虚焊、短路等各种问题。
所以,为了保证产品质量,炉温测试必不可少。
那进行回流焊炉温测试需要准备些啥呢?首先,得有一台靠谱的炉温测试仪,就像战士上战场得有把好枪一样。
还有耐高温的热电偶,这可是感知温度的“小触角”。
另外,别忘了准备测试用的电路板,要和实际生产的差不多才行。
接下来就是测试的步骤啦。
第一步,要把热电偶固定在电路板上的关键位置,比如芯片引脚、焊点这些地方。
固定的时候可不能马虎,得确保热电偶和测试点紧密接触,不然测出来的温度可就不准啦。
我就见过有人固定得松松垮垮,结果测出来的数据乱七八糟,把自己都给搞晕了。
然后,把装好热电偶的电路板放进回流焊炉里,启动炉子开始运行。
这时候,炉温测试仪就开始工作啦,它会记录下整个过程中的温度变化。
等炉子运行完,把电路板和测试仪取出来,把测试数据下载到电脑上。
分析数据这一步也很关键哟!要看温度曲线是不是符合工艺要求。
比如说,预热区的升温速度不能太快,不然元器件可能会受到热冲击;回流区的温度要足够高,让焊锡充分熔化;冷却区的降温速度也要适当,太快太慢都不好。
如果发现数据有问题,就得调整炉子的参数,重新测试,直到温度曲线合格为止。
有一次,我们测试完发现回流区的温度不够高,焊锡没有完全熔化,导致焊点不牢固。
大家一起研究了半天,发现是炉子的加热管有一部分坏了,换了新的加热管之后,再次测试,终于得到了完美的温度曲线。
总之,回流焊炉温测试虽然看起来有点麻烦,但只要认真仔细,按照步骤来,就能保证生产出来的电路板质量杠杠的!可别像开头那个新手小哥那样手忙脚乱哟!希望大家都能掌握好这个技能,为电子制造行业贡献一份力!。
回流焊炉测温作业指导书
1.目旳..PURPOSE1.1 保证机器及设备保持良好状态。
2.合用范围..SCOPE2.1 此程序合用于所有回流焊炉。
This document covers activity of all Reflow oven.3.定义..DEFINITION3.1 PCB Printed Circuit Board 印刷线路板3.2 MI Manufacturing Instruction 生产作业指导书4.参照文献..REFERENC.DOCUMENT4.1 生产作业指导书Manufacturing Instruction4.2 Profiler 温度测试仪作业指导书 (QS-JMME-114)Profiler Temperature Checker Work Instruction (QS-JMME-114)5.职责..RESPONSIBILITY5.1 工程师及技术员。
Engineer and Technician.5.1.1 当有新产品将要生产前, 必须设定回流焊炉炉温, 速度及进行测温。
When a new product before production, the Reflow oven mustbe setup temperature, speed setting and temperaturetesting.5.1.2 保证每次转变回流焊炉炉温及等待至炉温稳定后, 于1小时内执行测温。
Ensure checked temperature profile within 1 hour aftertemperature stable per change reflow temperature.6.设备及物料..EQUIPMEN.AN.MATERIAL6.1 回流焊测试仪 Profile Checker6.2 高温锡线 High Activity Type Solder Wire6.3 印刷线路板 PCB6.4 铬铁 Iron Tip7.程序..PROCEDURE7.1 回流焊温辨别预热、浸润、回焊和冷却四个部份, 详细如图1。
回流焊 温度曲线 无铅
回流焊温度曲线对于无铅焊接非常重要,因为无铅焊接需要更高的温度来熔化焊料。
以下是无铅回流焊温度曲线的几个关键区域:
预热区:预热区通常是将PCB板从室温加热到150°C的区域。
这个区域的目的是逐渐加热PCB板和元器件,以减少热冲击并避免元器件损坏。
预热区的升温速率应控制在1-3°C/秒之间。
恒温区:恒温区是将PCB板维持在一定温度范围内的区域,通常是在150-180°C之间。
这个区域的目的是使PCB板和元器件达到热平衡,以确保焊接时元器件的温度均匀。
恒温区的时间可以根据PCB板的厚度和元器件的数量进行调整。
回流区:回流区是将焊料加热到其熔点并使其流动的区域。
无铅焊料的熔点通常比传统的锡铅焊料要高,因此需要更高的温度。
回流区的峰值温度通常在240-260°C之间,而且这个区域的升温速率应该很快,以确保焊料迅速熔化并润湿焊盘。
回流区的时间应该足够长,以确保焊料充分润湿焊盘并形成可靠的焊接点。
冷却区:冷却区的目的是将焊接后的PCB板逐渐冷却到室温。
这个区域的降温速率应该控制在2-5°C/秒之间,以避免PCB板和元器件因快速冷却而受损。
为了获得最佳的无铅回流焊效果,需要根据具体的焊接要求和PCB板的特点来调整温度曲线。
此外,还需要选择合适的焊料、助焊剂和焊接工艺参数,以确保焊接质量和可靠性。
总之,无铅回流焊温度曲线是确保焊接质量和可靠性的关键因素之一。
通过适当调整温度曲线和选择合适的焊接材料和工艺参数,可以获得高质量的焊接效果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
回流焊温度曲线测试操作指导—范文
1,设定温度参数制程界限:
1.1工程师根据锡膏型号、特殊元件规格、特殊测量位置、FPC制程以及客户的要求制定一个合理的温度曲线测试范围,包括:升温区、浸泡(保温)区、回流区、冷却区的具体参数及定义
1.2预热区:通常是指由室温升温至150度左右的区域。
在此温区,升温速率不宜过快,一般不超过3度/秒。
以防止元器件应升温过快而造成基板变形或元件微裂等现象。
1.3浸泡(保温)区:通常是指由110度~190度左右的区域。
在此温区,助焊剂进一步挥发并帮助基板清楚氧化物,基板及元器件均达热平衡,为高温回流做准备。
此区一般持续时间问60~120秒。
1.4回流区:通常是指超过217度以上温度区域。
在此温区,焊膏很快熔化,迅速浸润焊接面,并与基板PAD形成新的合金焊接层,达到元件与PAD之间的良好焊接。
此区持续时间一般设定为:45~90秒。
最高温度一般不超过250度(除有特定要求外)。
1.5冷却区:该区为焊点迅速降温,将焊料凝固,使焊料晶格细化,提高焊接强度。
本区降温速率一般设置为-3~-1度/秒左右。
2,测温板的制作
2.1采用与生产料号一致的样品板作为测温板,制作测温板时,原则上应保留必要的具有代表性的测温元器件,以保证测试测量温度与实际生产温度保持一致。
2.2测温板与生产料号在无法保持一致情况下,经工程师验证认可,可使用与之同类型的测温板进行测量。
2.3测温点应该选择最具有代表性的区域及元件,比如最大及最小吸热量的元件,零件选取优先级(如Socket->Motor->大型BGA ->小型BGA->QFP或SOP->标准Chip)除此之外,还应选择介于两者之间的一个测温区。
2.4一般测温点在每板上不得少于3个,有BGA或大型IC至少选取4个,基于特殊代表型元件为首选原则选取元件。
2.5位置分布:采用全板对角线型方式或4角1中心点方式,能涵盖整块板位置分布.
2.6测温线应用耐高温黄胶带或红胶固定在测温板上。
3,测试炉温曲线
3.1根据工程师制定的温度制程界限,炉温测试技术员基于不同的回流炉结构先行预设定各
区炉温,以达到温度制程要求.
3.2将测温板上的热电偶依次插入测试仪的插孔内.戴上保护套,同时注意空气线必须插入第一插孔内。
3.3 炉温设定后,待回流炉绿灯正常亮起后,方可以用测温板进行测试。
3.4将测温板及测试仪小心的放入回流焊的传送带或链条上,并打开测试仪的电源及记录数据开关,进板方式应与所生产的板子相同。
3.5测试完成后,在出板端取出测试仪。
3.6在电脑端读出温度曲线,检查曲线是否在合理的制程范围内,否则技术员需要继续调试各区温度,直到测量出符合制程界限的温度曲线。
4,数据收集
1 如图打开电脑KIC测温程序。
并检查锡膏制程是否OK.
2 输入相关信息包括炉温、温区、链速、测试通道等。
3根据提示连接测温仪,开始读取数据。
4根据温度曲线要求分析数据,并将符合规定的温度曲线打印出来,以便存档.
5填写《温度曲线确认表》,并有ME、IPQC共同确认OK后张贴在回流炉上。
5,炉后检查
检查在此温度设置下的基板过炉后焊接情况,根据此焊接良率来确认此设定范围及炉温参数设定的合理性。
6,测试频率
回流焊的温度曲线由技术员每天测试一次,若换线应重新做,并将正确的温度曲线图打印,填写相应的《温度曲线确认表》。
7,注意事项:
7.1如客户有要求需测量IC/QFP温度时,要将热电偶线引接在IC的引脚上。
7.2如客户有要求需测量BGA温度时,需在测试板正面的BGA焊盘处位置上的钻一个孔,直至反面,把热电偶线从测试板反面插入焊接到BGA的焊点上,同时将整个BGA焊接在
测试板上。
7.3如需测量手焊元件温度时,要将热电偶线从正面穿过焊孔,伸出测试板的长度为1.5-2mm 以便接触到锡波。
7.4在测试的过程中注意安全,防止高温烫伤。