发动机活塞连杆组的装配技术探讨
活塞销与连杆的配合方式

活塞销与连杆的配合方式
活塞销和连杆是发动机中非常重要的组件,它们的配合方式对发动机
性能和寿命有着至关重要的影响。
下面我们来探讨一下活塞销和连杆
的配合方式。
活塞销与连杆的配合方式可以分为固定配合和浮动配合两种。
固定配合是指活塞销和连杆之间没有活动间隙,连接时必须使两者直
接固定,配合件之间毫米级的误差将会导致零件的总体偏差,这对于
高功率发动机而言是无法接受的。
固定配合的优点是连接紧密,不易
出现间隙,缺点是在变形、磨损等情况下极易发生损坏。
浮动配合是指活塞销和连杆之间有一定的活动间隙,在运动状态下可
以自由活动,但在低速运动时,如启动和低速行驶时,活塞销和连杆
之间的间隙可能会产生不必要的噪音和振动。
浮动配合的优点是可以
适应零件的变形和消除装配误差影响,缺点是容易产生间隙。
在实际应用中,一般采用浮动配合。
在活塞销和连杆之间预留一定的
间隙,使其能够承受运动时产生的热胀冷缩、变形、磨损等不利因素,同时保证连接紧密。
为了保证活塞销和连杆之间的配合能够达到最优
状态,需要定期进行检测和维护。
总之,活塞销和连杆的配合方式对于发动机的性能和寿命具有很大的影响。
在实际应用中,应根据不同的需求和应用场景选择合适的配合方式。
发动机活塞连杆组件装配技术要点
68 农机使用与维修 2017年第7期发动机活塞连杆组件装配技术要点刘欣(宾县宾州农机服务中心,黑龙江宾县150400 )摘要:从活塞、连杆、活塞环、活塞销的选配谈起,探讨了如何提高发动机活塞连杆组件装配质量。
关键词:发动机;活塞连杆;装配中图分类号:S218.5文献标识码:A doi : 10.14031 /i. cnki. niwx. 2017.07.057活塞连杆组由活塞、活塞环、活塞销、连杆等组成。
活塞组件是发动机重要组件之一,工作条件恶劣,易发生损 伤。
在发动机大修时离不开活塞组件的装配工作,其装配 质量的好坏对发动机修理质量、发动机工作性能影响很 大。
因此说,发动机活塞连杆组装配技术不容忽视。
1组装注意事项(1) 在同一系列发动机中,其活塞的结构不一定相同,因此在选购活塞时,必须根据发动机的类型选用对应类型的活塞。
同一台发动机要选用同一厂家、同一级别、同一尺寸分组或同一产品代号的活塞,其尺寸精度差不大于0.025 mm 。
活塞与汽缸的配合间隙应符合规定:4125A 是 0. 19 ~ 0. 23 mm ; CA 6102 是 0. 015 ~ 0. 035 mm 。
同组活 塞的重量差应符合规定:4125A 型不大于10 g ,CA 6102型 不大于8心(2) 选配活塞时,要检查活塞裙部与汽缸的配合间隙。
使用说明书中所说的活塞与汽缸的装配间隙,指的是 活塞裙部椭圆断面长轴与汽缸壁之间的间隙。
常用测量方法:一种是用千分尺测量活塞裙部规定的测量位置。
将 在此位置测得的数据与汽缸磨损最大部位的测量值相减, 并用所得差值与配缸间隙值相比较,即可确定该活塞可否使用。
另一种是将活塞倒放人汽缸套上部,用厚薄规插人活塞裙部与汽缸之间进行测量。
测量时应注意将厚薄规 插人垂直销孔的方向。
(3) 同一台发动机要选用同一厂家的连杆,其同组连 杆的重量差应符合规定:4125A 型不大于30 g ,CA 6102型 不大于20 g 。
汽车发动机活塞连杆组的装配
用 厚薄 规测 量应 符合标 准 规定 。 边 隙过 大 , 需 重新 更 换 ; 边 隙过 小 , 可将 活塞 环 放在 平 板 的砂 布上 研 磨 。② 活 塞环 的漏 光度 ( 也 称 漏光 间 隙) 检查 。检查 时 , 先 将新 活塞 环平 放 下汽缸 内 , 并
常温 下 , 活 塞销 在 连杆 小 头衬 套 孑 L 中能 轻 松 转 动和移动 . 而 与销 座 孔 之 问 紧密 配 合 , 工作 时 才 能
相 对 运 动 。在 活 塞 销 一 侧 座孑 L 内 用 尖 嘴 钳 装 L
簧。 锁 环嵌 入环 槽 的深度 应 为锁环 直径 的 2 / 3 , 且贴 合牢靠 , 锁环 与 活 塞 销两 端应 有 间 隙 。再 装入 另 ・ 边 的卡簧 。 检查 卡簧 与活 塞销 问隙 是 否在 0 . 】 0 ~ 0 . 2 5
向和配 对记 号 , 并 将 轴瓦 背 面定 位 唇 L j 连 杆 火头 孔
切槽 相对 。
直 接 影 响发 动 机 的技 术 性 能 ( 特 别是 初 期 的 ) 和 缸
肇 的非 正常磨 损 。
( 2 ) 使 用 专用 上 具 活 塞环 材 料 的主 要 成分 是
铸铁 , 其 缺 点 是易 折 断 . 装 配不 当易变 形 , 所 以安 装 活 塞环 最好 使用 々用 l r 具( 活 塞环 涨钳 ) 使用 活塞
活 塞 连 杆 组 装 入 汽 缸
( 1 ) 将缸套表面、 活塞 连杆 组 等 清洗 干 净 , 将 ・ 缸 曲柄转 到 下 止点 位 置 ,取 一缸 的活 塞连 杆 总成 ,
在轴 瓦 、 活 塞 环处 加 注少 许 机 油 , 转 动 各 环 使 润 滑 油进 入环槽 . 并 检验 各 环开 口是 否处 于规 定疗位 。 ( 2 ) 将连杆轴瓦装入连杆和连杆盖 内. 沣 意 方
发动机活塞连杆组安装需注意的技术要点

发动机活塞连杆组安装需注意的技术要点作者:陈立艳来源:《农机使用与维修》2018年第01期摘要:活塞连杆组装配质量的好坏,对发动机修理质量、发动机工作性能影响很大。
重点提醒维修人员在安装活塞连杆组时,要注意检查活塞是否偏缸,检查缸塞间隙、存气间隙,以及安装活塞连杆组入汽缸的技术要点。
关键词:发动机;活塞连杆组;安装中图分类号:S2185文献标识码:Adoi:10.14031/ki.njwx.2018.01.039活塞连杆组是发动机重要组件之一,它把气体燃烧的压力传给曲轴,使曲轴旋转并输出动力。
活塞连杆组工作条件恶劣,配合件易发生磨损、擦伤,连杆易变形等,造成发动机功率下降,启动困难。
大修时,离不开活塞连杆组件的装配,而活塞连杆组装配质量的好坏,对发动机修理质量、发动机工作性能影响很大。
因此,要重视发动机活塞连杆组的装配技术。
1检查活塞是否偏缸内燃机主要零件的修理质量,特别是相对位置偏差较大时,将在活塞连杆组装配中反映出来,即活塞在汽缸中发生偏斜。
而活塞在汽缸中的偏斜将严重导致汽缸的偏磨,如当活塞在汽缸中的偏斜度在100 mm长度上为0.03 mm时,活塞对缸壁的压力可达15 MPa,而在转动曲轴时,所需的力矩增加1.5~2.0倍,达到200~250 N·m。
另外,活塞在汽缸中的偏斜还使密封性变坏,恶化活塞与活塞环的润滑条件。
活塞在汽缸中的偏斜量最大不应超过活塞与缸壁间的间隙,例如活塞在汽缸中的偏斜度在100 mm长度上不应大于±0.01 mm。
因此,装配活塞连杆组时,应重点检查活塞在汽缸内的偏斜度,它能综合性地发现问题。
检查活塞偏斜度时,将活塞连杆的组合件(不装活塞环)按各缸记号分别装入汽缸,并按规定扭力拧紧连杆螺栓。
首先检查连杆小头在活塞销座间是否居中,其两侧间隙不应相差悬殊,相差悬殊的主要原因是汽缸中心线产生偏移所致。
然后转动曲轴,當活塞在汽缸上止点、中部、下止点三个位置时,用厚薄规分别检查各缸活塞头部前后方向与缸壁的配合间隙,视其是否相等。
活塞连杆组的装配实习报告

活塞连杆组装配实习报告一、实习目的通过本次实习,了解并掌握活塞连杆组的结构、工作原理和装配方法,提高自己的动手能力和实际操作技能,为今后从事发动机维修工作打下基础。
二、实习时间2021年X月X日三、实习地点某汽车维修厂四、实习内容和过程1. 了解活塞连杆组的结构及作用活塞连杆组是发动机的重要部件,主要由活塞、连杆、活塞销等组成。
活塞承受燃烧产生的压力,通过连杆将压力传递给曲轴,使发动机产生动力。
2. 学习活塞连杆组的装配方法(1)压装连杆铜套:使用压力机或虎钳将连杆铜套压装到连杆上,注意铜套上的油孔或油槽与连杆上的油孔要对正,以保证润滑。
(2)装配活塞及连杆:将活塞放入加热至90~100℃的水或机油中,取出后,将活塞销铳入活塞销座、连杆小头孔内,连接活塞与连杆。
注意活塞顶部边缘缺口与连杆体、连杆盖凸点都朝向同一侧。
(3)安装活塞环:使用活塞环装卸钳依次装上气环、油环。
注意扭曲环不可装反,内切扭曲环一般装于第一道环槽,边缘槽口向上;外切扭曲环一般装于第二、三道环槽,边缘槽口向下。
(4)装入连杆组:将活塞连杆总成装入缸套,注意检查其垂直度误差,使之符合要求。
润滑活塞、活塞环和缸套内表面,然后利用活塞环夹箍将活塞连杆总成装入缸套。
3. 实习总结通过本次实习,掌握了活塞连杆组的结构、工作原理和装配方法。
在实际操作过程中,注意活塞连杆组的装配要求,确保装配质量,为发动机的正常运行提供保障。
五、实习心得体会通过本次实习,我对活塞连杆组装配过程有了更深入的了解,提高了自己的动手能力。
在实际操作过程中,我认识到理论知识与实践操作相结合的重要性,今后将继续努力学习,提高自己的专业素养。
六、对母校教学实习工作的建议1. 增加实习课时,让学生有更多机会动手操作,提高实际操作技能。
2. 加强实习指导,安排经验丰富的老师进行现场教学,为学生解答疑难问题。
3. 加强与企业合作,提供更多实习机会,让学生在实际工作中锻炼自己。
发动机连杆组件的装配技术要点
经反复拧紧与松退 , 其 自锁能 力将 自然 下降 , 因此 , 在大修
时应更换 连杆 自锁螺母 。
2 连 杆 轴 瓦 的 装 配
连杆轴瓦装 在连杆 大端孔 内。它是一种滑 动轴承 ( 只 有极少数小型发动 机用滚 动轴 承) , 由两 个半 圆形 的瓦 片
8 0
d o i : 1 0 . 1 4 0 3 1 / j . c n k i . n j w x . 2 0 1 5 . 0 5 . 0 5 2
农 机 使 用 与 维 修
2 0 1 5年第 5期
发 动 机 连 杆 组 件 的装 配技 术 要 点
, 黑龙 江 嫩 江 1 6 1 4 0 0 )
隙过大时 , 油膜不 易形 成 , 轴 瓦合金 层 易产生 疲 劳裂纹 甚
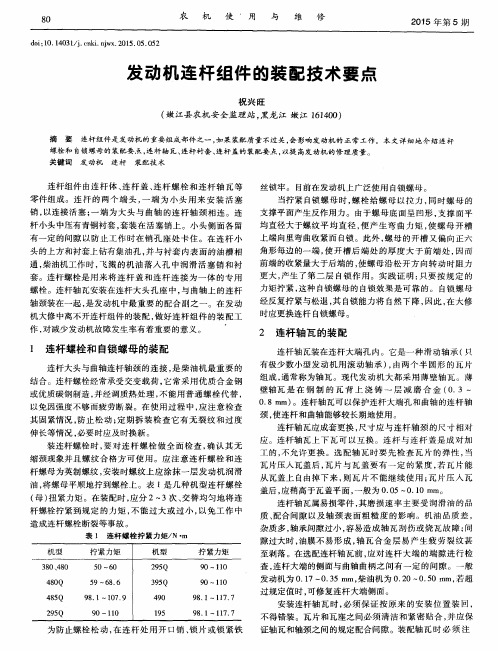
拧紧力矩
9 0~1 1 0 9 0~1 1 0
机型
3 8 0 、 4 8 0 4 8 0 Q 4 8 5 Q 2 9 5 Q
拧紧力矩
5 0— 6 0 5 9~ 6 8 . 6 9 8 . 1 ~1 0 7 . 9 9 0~l 1 0
更大 , 产 生 了第 二 层 自锁 作 用 。实 践 证 明 : 只 要 按 规 定 的
杆小头 中压有青铜衬套 , 套装在活塞 销上 。小头侧 面各 留 有一定 的间隙 以防止 工作 时在销 孔座处 卡住 。在连 杆小 头的上方和衬套上钻有集油孔 , 并 与衬套 内表面 的油槽 相 通, 柴油机工作时 , 飞溅 的机油 落人孑 L 中润 滑活塞 销 和衬
装连杆螺栓时 , 要 对连 杆螺 栓做 全面 检查 , 确 认其 无
缩颈现象并且螺 纹合格 方 可使用 。应 注 意连杆 螺栓 和连
柴油机活塞连杆组件装配要求
HEBEINONGJI摘要:本文对柴油机活塞连杆组件装配技术要求做了重点阐述,为修理维修人员提供参考,提高柴油机的修理质量。
关键词:柴油机;活塞连杆;装配要求柴油机活塞连杆组件装配要求七台河市农业机械化学校王海林活塞连杆组件是柴油机中工作条件最恶劣的组件,也是易损件,每次柴油机大修时都要对其进行拆卸,对每个零件进行技术状态评定,更换损坏的零件。
活塞连杆组件的装配是柴油机大修时必须要进行的,而装配质量对柴油机的工作可靠性和使用耐久性影响很大,应该按技术要求进行。
1活塞铝合金制成。
在气缸内做往复运动,压缩气体并承受气体膨胀作功的压力。
由顶部、环槽部和裙部组成。
顶部直接承受气体压力,并有相应的燃烧室。
环槽部安装活塞环,裙部引导活塞直线运动,并承受侧压力。
活塞顶的形状与燃烧室结构密切相关。
活塞装配要求如下:⑴活塞和气缸必须有适当的配合间隙。
为的是防止柴油机工作时,活塞在气缸中受热膨胀而卡死。
测量方法:将活塞倒放入气缸套上部,用厚薄规插入活塞裙部与气缸之间进行测量。
测量时应注意将厚薄规插入垂直销孔的方向,并使其深入整个活塞裙部的长度内。
各机型的气缸间隙(裙部长轴与气缸套之间)见说明书。
(2)活塞顶部是承受气体压力的部分,它与气缸、气缸盖组成燃烧室。
活塞顶部往往被制成各种形状的凹坑,用以弓I导气流运动,形成涡流,改善混合气形成的条件。
安装时活塞顶凹坑尖顶与燃烧室喷孔相对。
(3)活塞位于上止点时,活塞顶与气缸盖平面之间的距离称压缩余隙,压缩余隙大小影响压缩比,各种机型都对压缩余隙有规定值,不得随意改变。
安装气缸垫时要注意气缸垫的厚度标准,否则会造成压缩余隙的改变。
(4)活塞销孔中心线与活塞裙部中心线必须垂直,以保证活塞在气缸中运行的直线性,减少缸塞组件的磨损。
销孔磨损量、圆度超限时应更换。
销孔应无毛刺,挡圈槽不得有崩坍等缺陷。
(5)活塞有拉毛、划痕、烧蚀严重,裂纹、环槽崩角、磨损超限等现象时应予以更换。
2活塞销活塞销连接活塞与连杆,将活塞承受的气体压力传给连杆。
活塞连杆组的拆装分析解析
任3、将指定活塞连杆旋转到下止点位置,用抹布清洁气缸务(口述有无缸肩和积炭)。
实4、翻转台架,使油底壳位置向上。
施5、检查或设置装配标记(如果无原车标记,用记号笔在连杆和连杆轴承盖上做记号)。
6、用指针式扭力扳手和14#套筒分2次旋松连杆螺母,手旋并取下螺母。
7、用橡胶锤轻敲连杆螺栓,取出连杆盖(注意连杆轴承不要掉落),同时取下下盖上的连杆轴承。
.8、套上连杆螺栓保护套9、用榔头柄在合适的位置推出连杆活塞组(用左手在缸体上平面处扶持住)。
10、取下连杆螺栓上的护套,取下连杆和连杆轴承盖上的连杆轴承,并按顺序摆放。
11、使用活塞环扩张器拆下两道压缩环,用手拆下组合油环,用铲刀清理活塞顶面积炭。
、用抹布清洁:12活塞连杆、活塞环、连杆轴承(两片,并注意原来的安装位置摆放)连杆轴承盖、连杆螺母、气缸筒和连杆轴颈。
、用压缩空气吹净上述清洗零件。
1316、测量活塞环端隙:用钢直尺或是游标卡尺的深度尺测量活塞高度(50.00mm ),将第一道(或第二道)气环放入相应气缸,用活塞将活塞环推入气缸(可以用钢直尺借用活塞销平面处测量,此时的距离为47mm),取出活塞,用钢直尺再次检查推入深度应为97mm。
清洁塞尺,测量端隙。
第一道气环:0.250~0.450mm(使用极限:1.05mm)第二道气环:0.350~0.600mm(使用极限:1.20mm)油环:0.150~0.500mm(使用极限:1.10mm)结论:如果端隙超过使用极限,更换活塞环, 如果使用新活塞环,端隙超过最大值,重新镗削所有4个气缸或更换气缸体。
17、检查连杆螺栓:把螺帽装到连杆螺栓上,检查能用手容易地将螺帽拧到底,如果螺帽转动困难,用游标卡尺测量螺栓外径(在距离螺栓底面15mm处测量)标准外径:0.860 - 9.000 mm18、测量活塞裙部直径:将活塞倒置,清洁千分尺并校零(注意手法),用布清洁活塞裙部,在与销孔轴线垂直的方向距离活塞顶28.5 mm 处测量活塞头部直径。
活塞连杆组的选配及装配过程分析
活塞连杆组是发动机的主要动力部件 。 活塞连杆组的选配和装 气 , 还 因弹力过高 , 使活塞环组 的摩擦力加很大影响 。
易破坏缸壁 上的油膜 , 产生干摩擦 , 导致拉缸 等异 常损伤。
1活塞与气缸的配合间隙
塞加热炉温度 控制在1 3 0 " ( 3 。
( 3 ) 挑选连杆 : 每 台车 的连杆 的重量 组别 号必须一样 。
然后转动活塞环 , 待润滑油 向活塞环槽 内渗 流后将活塞连杆 ( 4 ) 装配连杆 、 活塞销 : ①将活塞从加 热炉 中取出, 使活塞顶部朝 滑油 , 组按安装方 向装入第一缸 ; 与此 同时 , 另一人可在 气缸 体另一侧观 下放在工作台上 , 并用 白细布清理活塞销 孔的毛刺 ; ②装活塞销 时, 察 连杆是否在活塞 中间; 活塞顶部 的箭 头方 向指 向自己的右手侧 ; ③一手按住活塞 , 一手将
【 擒 要l 在研 发发 动机 时, 为 了保证发 动机正 常运行, 需根 据特 定公 式计 算活塞 和 气缸 的 间隙, 气缸 间隙在一 定的 范围 内发动机 的性 能最优, 间 隙过 大, 气缸和 活塞间会 漏气 间隙过 小又会 卡死, 同时, 活塞连杆组在 装配过程 中的装 配方式和 步骤也至 关重要, 本文 又对活塞连杆 组的分装 和总装 方 法做 出指 导 , 此指导 可 用于发动 机批 量 生产的作 业 指导 。 【 关键 词 】活塞 气缸 连 杆 间隙
隙过大或过小 , 应予以更换 。 侧 隙的检查方法是 : 将活塞环压到活塞 环槽 内滚动一 圈, 应能 自由滚动 , 无 阻力感 ; 也可 用塞尺测量侧 隙
值。 背隙的检查方法 是: 将活塞环装到活塞环槽 内, 用 肉眼观察 活塞 ( 1 ) 发动机制造厂所规定 的活塞与气缸配合间 隙是在2 0 " ( 2 环境 环应低于活塞环槽岸 , 否则 , 活塞环 背隙为0 , 活塞环受热膨胀 , 将卡 温度 条件 下的装配间隙 。 在镗 、 磨缸或装配测量 时要 求活塞 与气缸 滞在环槽 内, 甚至 引起拉缸故 障。 的配合 间隙时 , 若配合间隙过大 , 可能发生气缸压 力偏 低, 配合间隙 ( 7 ) 测量活塞在气缸 内的偏斜量 : 将未装活塞环的活塞 连杆组按 过小 , 可能发生高温拉缸等故 障。 镗、 磨缸或装配测量 时活塞 与气缸 装配要求装入气缸 内, 摇转 曲轴 两圈后用 塞尺测量活塞头前 、 后方 的配合 间隙可按 以下公 式计算 : Xc = X+ O . 0 0 0 0 1 2 D( 2 0 - t ) , 式中: X c 在 活塞 上 止点 、 下止点 和 气缸 中部 时与 气缸 的间 隙 , 其 差值 在 为镗 、 磨缸或装配测量 时活塞 与气缸的配合间隙( mm) ; X为配合 间 l O O m m长度上 均为 ≤0 . 0 3 mm。 如活塞在上止点和下止点时该 间隙 隙规 定值 ( mm) , D 为 气缸直径( am) r , t 为环境 温度( ℃o 的差值 符合 规定 , 而在气缸 中部时差值过大 , 说明连杆扭曲 ; 若活塞 ( 2 ) 确保活塞销 和活塞销座孑 L 之 间为0 . 0 0 3 - 0 . O 1 4 mm的过渡配 在上止点和下止点时 , 该 间隙的差值过大, 则说 明连杆弯 曲、 连杆衬 合。 检查 活塞销与活塞销座孔配合 的精确 的检查方法 是 : 用内径表 套孔轴线歪斜或气缸轴线与 曲轴轴 线不垂直 等, 这 时应逐一检查 、 和外径千分尺 分别 测量 活塞 销座 孔直 径和活塞销外径 。 处理 。 ( 3 ) 确保连杆衬套与连杆小头孔、 连杆衬套孔与活塞销的配合要 ( 8 ) 活塞 环断面形状和正确 的安装方向: 在将活塞环往活塞上安 求。 装时 , 最重要的是活塞环的安装方 向必须正确 。 第一道活塞环为气
发动机活塞连杆组件装配技术要点
发动机活塞连杆组件装配技术要点作者:刘欣来源:《农机使用与维修》2017年第07期摘要:从活塞、连杆、活塞环、活塞销的选配谈起,探讨了如何提高发动机活塞连杆组件装配质量。
关键词:发动机;活塞连杆;装配中图分类号:S218.5 文献标识码:Adoi:10.14031/ki.njwx.2017.07.057活塞连杆组由活塞、活塞环、活塞销、连杆等组成。
活塞组件是发动机重要组件之一,工作条件恶劣,易发生损伤。
在发动机大修时离不开活塞组件的装配工作,其装配质量的好坏对发动机修理质量、发动机工作性能影响很大。
因此说,发动机活塞连杆组装配技术不容忽视。
1 组装注意事项(1)在同一系列发动机中,其活塞的结构不一定相同,因此在选购活塞时,必须根据发动机的类型选用对应类型的活塞。
同一台发动机要选用同一厂家、同一级别、同一尺寸分组或同一产品代号的活塞,其尺寸精度差不大于0.025 mm。
活塞与汽缸的配合间隙应符合规定:4125A是0.19~0.23 mm;CA6102是0.015~0.035 mm。
同组活塞的重量差应符合规定:4125A型不大于10 g,CA6102型不大于8 g。
(2)选配活塞时,要检查活塞裙部与汽缸的配合间隙。
使用说明书中所说的活塞与汽缸的装配间隙,指的是活塞裙部椭圆断面长轴与汽缸壁之间的间隙。
常用测量方法:一种是用千分尺测量活塞裙部规定的测量位置。
将在此位置测得的数据与汽缸磨损最大部位的测量值相减,并用所得差值与配缸间隙值相比较,即可确定该活塞可否使用。
另一种是将活塞倒放入汽缸套上部,用厚薄规插入活塞裙部与汽缸之间进行测量。
测量时应注意将厚薄规插入垂直销孔的方向。
(3)同一台发动机要选用同一厂家的连杆,其同组连杆的重量差应符合规定:4125A型不大于30 g,CA6102型不大于20 g。
装配好的活塞连杆各总成的重量差不大于40 g。
连杆在组装前应进行弯曲、扭曲的检查及校正。
(4)活塞销与活塞销孔应选用同一尺寸组的,配合应适宜。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2 0 1 5年 第 5期
农 机 使 用
与
维 修
7 9
标, 如活塞环 的端 隙 、 侧隙、 背隙、 漏 光度。 活塞环 的端 隙是指把 活塞环放在 标准 的环规 里 , 或放
在气缸孔里 的未磨损 区段( 表面积碳 必须清 除) , 测量和检
种没有记号 和安装 要求 的活塞 环。锥面 环安 装时 要注 意
动机功率 。油环主要起刮油和布 油作用 , 刮除气缸 壁上多
余的机油 , 防止机 油进 入燃烧 室 , 并 在 气缸 壁面 涂上 一层 均匀 的机油膜 , 这样 既可 以防止 机油 窜人 气缸燃 烧 , 又可
以减小活塞 、 活塞环 与 气缸 的磨损 和摩 擦 阻力 。此 外 , 活
此, 对发动机活塞连杆组 的装配工作要给予足够的重视。
这说明在相 同 的轴 向力 作用 下 , 轴 承预 紧后 , 齿轮 轴 平衡 了一部分轴 向载 荷 , 减 少 了轴 向位移 , 即提高 了轴 向
刚度。
位置不正确 , 应进行调整 , 方法是 移动 主动锥 齿轮 , 增加 调
整垫片 的厚度 , 使主 动锥齿 轮前移 ; 反之则 后移。 ( 0 1 )
方向, 如果 锥度 装反 , 会 往上 刮油 , 增加机 油消耗 ; 无 论 哪
种锥 面环一般 不做 第一 道环 , 做第 二 、 三 道气 环。油环 要
查活塞两端头 之间的间隙 。对于标 准新气 缸 , 测量 气缸 内 壁 的上 中下 部位 都可 确定 活 塞环 的开 口间隙 。对 于使 用
过、 未经加 工的气 缸 , 用 量缸 表检 测气 缸 的锥 度和椭 圆度 是 否超 限 , 如无量缸表可用活 塞来检测 。若气 缸不超 限选 配活塞环开 口间隙按活 塞 环在气 缸 内所 能行 程到 最下 端
安装在 两气 环的下面 , 安装时注意螺旋 弹簧 在环体槽 内的
状态 , 以防其松脱 。 活塞环安装时 , 应 注意使 各 环开 口相 互错 开 1 2 0 。 , 第
摘 要 活塞连杆 组件 装配不 当会影响发动机 工作性能 的发挥 , 甚至会导致新的故障发 生。因此 , 对发动机活 塞连杆组 的
发 动 机 活 塞 连 杆 组 装 配技 术
装配工作要 给予足 够的重视 。本文对发动机活塞连杆组重要部件 的装 配技术进行 了探讨 。
关键 词
活塞连杆 组是发 动 机重要 动力 组件 , 工作 条件 恶劣 。
7 8
农 机 使 用
与 维 修
2 0 1 5年第 5期
发Hale Waihona Puke 动 机 活 塞 连 杆组 的装 配 技 术 探 讨
姜景 红 ,唐秀 丽 ( 1 . 东丰 县 东丰 镇农机 技 术推 广站 , 吉林 东丰 1 3 6 3 0 0; 2 . 东丰县 农机技 术 推 广站 , 吉林 东丰 1 3 6 3 0 0 )
一
道环 的开 口朝 向排气管侧 , 油环 撑簧 的对 口处放 在油环
发动机 的工作可靠性 和使用耐久性 , 在很大 程度上 与活塞 连杆组 的工作 情况 有关 。活塞连 杆组 件装 配不 当会影 响
发动机工 作 性 能的 发挥 , 甚 至会 导 致新 的故 障 发生 。 因
件 。气环 的作用主要是控制燃烧 室密封性 , 控制燃 烧室 的 漏气度到最低 限度 , 以提高 气缸 的压缩 压 力 , 进 而提 高发
正确安装活塞环 , 要保证活塞环 的几个 技术指 标都达
对轴承进行预紧时 , 预紧力不 宜过 大。过大则 会 因载 荷过大使轴 承工作 时 发热 , 降低轴 承使 用 寿命 。因此 , 应
按制造厂 的规定 进行 调整 检查 。轴承 预 紧度一 般都 是通 过螺纹 、 垫片或隔套等改变两锥轴 承 内环 或外环之 间 的距 离来调整 的。结构不 同, 调整装 置 和部 位均有 所不 同。农
一
定的阻力 , 以使 主 、 从动锥齿轮接 近实 际工作情况 , 然后
图 2 主减速器轴 承受力分析二
观察齿轮轮齿上的啮合印痕 。正确 的 啮合 印痕是 : 无论从 动锥齿轮轮齿 的工 作 面 ( 凸面 ) 或非 工作 面 ( 凹面 ) , 其 啮 合印痕均位于齿面 的中央 , 并 稍偏 向小端 。如果 啮合 印痕
1 活 塞 环 安装
活塞环 安装 于活 塞上 , 一个 活塞 一般安 装 2— 3个 气 环, 一个油环 。活塞环与活塞 、 气缸 套 、 气缸 盖一起密 封燃
塞环还起支承活塞在气缸 中做正 常运动 , 防止活塞 与气缸
套直接接触 。
1 . 1 活 塞 环 技 术 指 标
烧室 , 是发动机动 力源 组件 , 是保 证发 动机 功率 的关键 零
2 . 2 主、 从 动 锥 齿 轮 啮 合 印 痕 的 调 整
主、 从动锥齿 轮在 工作 中不 仅要 有合 适 的啮 合 间隙 ,
还必须有正确 的啮合 印痕 , 即要 有较大 的受力 面积 和正确 的受力位置 , 以保证 主 、 从 动锥 齿轮 工作噪声 小 , 轮 齿磨损 均匀 , 使用 寿命 长。检查 啮合 印痕 的方 法 是 : 将轴 承 预紧 度及 啮合间隙调整好 后 , 在 主 动锥 齿轮 3~4个齿 的工作 面和非工作面上 , 均匀地涂 上一层 薄薄 的红丹油 。用手握 住 主动锥齿 轮的凸缘来 回转动 ; 同时在 从动 锥齿轮 上施加
用运输车大都是通过垫片来调整 主动锥 齿轮轴 承预 紧度。
图1 主减速器轴承受 力分析一
示, 当受 P力作用 时 , 后轴 承座处 产 生反作 用力 AP , 前轴 承座将抵消原轴 向力 , 产 生弹性恢 复力 AP 。因两 P 互相
抵消 , 故 AP=P / 2 。
增加垫片 的厚 度 , 轴 承 预 紧度 减 小 ; 反之, 轴 承 预 紧度增 加 。从动锥齿轮 ( 差 速器壳 ) 轴 承预 紧度 则是通过 拧动 两 侧 的轴承调整螺母来调整 的。拧 入调整 螺母 , 轴 承预 紧度 增加 ; 反之 , 轴承预 紧度减小 。