五金冲压生产记录表
合集下载
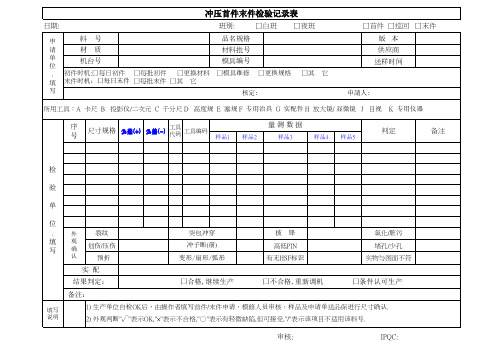
冲压首件末件检验记录表
冲压首件末件检验记录表
日期:
班别:
囗白班 囗夜班
申
料号
品名规格
请
材质
材料批号
单 位
机台号
模具编号
. 初件时机:囗每日初件 囗每批初件 囗更換材料 囗模具维修 囗更换规格
填 末件时机:囗每日末件 囗每批末件 囗其 它
写
核定:
囗其 它
囗首件 囗巡回 囗末件 版本 供应商
送样时间
申請人:
所用工具:A 卡尺 B 投影仪/二次元 C 千分尺 D 高度规 E 塞规 F 专用治具 G 实配件 H 放大镜/ 显微镜 J 目视 K 专用仪器
序 号
尺寸规格
公差(+)
Hale Waihona Puke 公差(-)工具 代码
工具编码
样品1
样品2
量测数据
样品3
样品4
样品5
判定
备注
检
验
单
位
.
外
裂纹
填 写
观 确
划伤/压伤
认
预折
突包冲穿 冲子断(崩) 变形/扇形/弧形
披锋 高低PIN 有无HSF标识
氧化/脏污 堵孔/少孔 实物与图面不符
实配
结果判定:
囗合格,继续生产
囗不合格,重新调机
囗条件认可生产
备注:
填写
1) 生产单位自检OK后,由操作者填写首件/末件申请,模修人员审核.样品及申请单送品保进行尺寸确认.
说明
2) 外观判断"√"表示OK,"×"表示不合格,"○"表示有轻微缺陷,但可接受,"/"表示该项目不适用该料号.
审核:
IPQC:
日期:
班别:
囗白班 囗夜班
申
料号
品名规格
请
材质
材料批号
单 位
机台号
模具编号
. 初件时机:囗每日初件 囗每批初件 囗更換材料 囗模具维修 囗更换规格
填 末件时机:囗每日末件 囗每批末件 囗其 它
写
核定:
囗其 它
囗首件 囗巡回 囗末件 版本 供应商
送样时间
申請人:
所用工具:A 卡尺 B 投影仪/二次元 C 千分尺 D 高度规 E 塞规 F 专用治具 G 实配件 H 放大镜/ 显微镜 J 目视 K 专用仪器
序 号
尺寸规格
公差(+)
Hale Waihona Puke 公差(-)工具 代码
工具编码
样品1
样品2
量测数据
样品3
样品4
样品5
判定
备注
检
验
单
位
.
外
裂纹
填 写
观 确
划伤/压伤
认
预折
突包冲穿 冲子断(崩) 变形/扇形/弧形
披锋 高低PIN 有无HSF标识
氧化/脏污 堵孔/少孔 实物与图面不符
实配
结果判定:
囗合格,继续生产
囗不合格,重新调机
囗条件认可生产
备注:
填写
1) 生产单位自检OK后,由操作者填写首件/末件申请,模修人员审核.样品及申请单送品保进行尺寸确认.
说明
2) 外观判断"√"表示OK,"×"表示不合格,"○"表示有轻微缺陷,但可接受,"/"表示该项目不适用该料号.
审核:
IPQC:
冲压首末件检验记录表
判定
组 长:
IPQC:
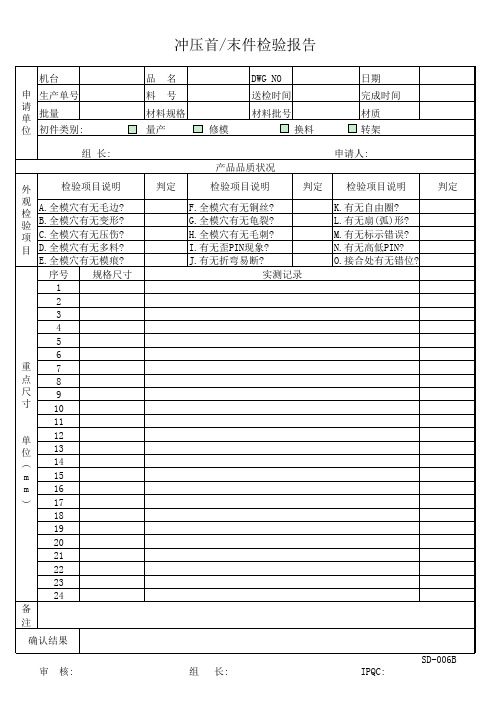
SD-006B
(
)
冲压首/末件检验报告
机台
申 生产单号 请 单 批量 位 初件类别:
品名 料号 材料规格 量产
修模
DWG NO 送检时间 材料批号
换料
日期 完成时间 材质 转架
组 长:
外
检验项目说明
观 检
A.全模穴有无毛边?
验 B.全模穴有无变形?
项 C.全模穴有无压伤?
目 D.全模穴有无多料?
E.全模穴有无模痕?
序号 规格尺寸
1
2
3
4
5
6
重
7
点
8
尺
9
寸 10
11
单 12 位 13
14
m
15
m 16
17
18
192021源自222324
备
注
确认结果
审 核:
产品品质状况
申请人:
判定
检验项目说明
判定 检验项目说明
F.全模穴有无铜丝? G.全模穴有无龟裂? H.全模穴有无毛刺? I.有无歪PIN现象? J.有无折弯易断?
实测记录
K.有无自由圈? L.有无扇(弧)形? M.有无标示错误? N.有无高低PIN? O.接合处有无错位?
五金表格模板

五金表格模板
五金表格模板通常指的是用于记录五金商品信息的电子表格,内容可能包括但不限于以下几类数据:
1. 商品名称:记录五金商品的具体名称。
2. 规格型号:记录五金商品的具体规格尺寸和技术参数。
3. 单位:商品计量单位,如个、千克、米、套等。
4. 库存数量:现有库存数量。
5. 进货价:采购该商品时的成本价格。
6. 零售价/建议售价:对外销售的价格。
7. 供应商信息:包括供应商名称、联系方式等。
8. 材质:五金产品的材质,如铁、铜、不锈钢、铝合金等。
9. 生产日期/保质期:对于有保质期要求的商品,需要记录这些信息。
10. 备注:可以记录特殊说明、到货日期或其他重要信息。
以下是一个简单的五金表格模板示例:
可以根据实际需求定制或修改以上这个模板,以便更有效地管理五金商品库存和销售。
冲压件首件检验记录(表格模板、格式)
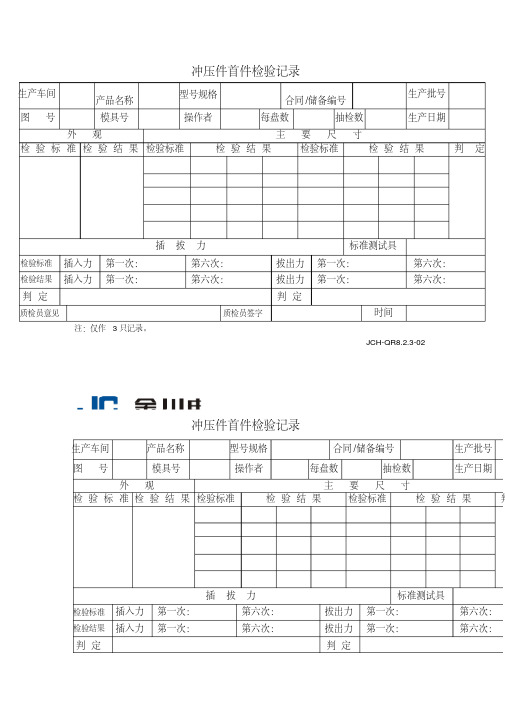
冲压件首件检验记录
生产车间
产品名称型号规格
合同/储备编号
生产批号
图号模具号操作者每盘数抽检数生产日期
外观主要尺寸
检验标准检验结果检验标准检验结果检验标准检验结果判定
插拔力标准测试具
检验标准插入力第一次:第六次:拔出力第一次:第六次:
检验结果插入力第一次:第六次:拔出力第一次:第六次:
判定判定
质检员意见质检员签字时间
注:仅作3只记录。
JCH-QR8.2.3-02
冲压件首件检验记录
生产车间产品名称型号规格合同/储备编号生产批号
图号模具号操作者每盘数抽检数生产日期
外观主要尺寸
检验标准检验结果检验标准检验结果检验标准检验结果判
插拔力标准测试具检验标准插入力第一次:第六次:拔出力第一次:第六次:
检验结果插入力第一次:第六次:拔出力第一次:第六次:
判定判定
质检员意见质检员签字时间注:仅作3只记录。
冲压部冲制课生产日报表

合计: 总计: 打磨线 点焊线
合计: 总计: A.教育训练 G.前工程异常
B.整理,整顿 H.停工待料
C.换线,换模 I.人力不足
D.品质异常 J.停电停气
E.设备异常 K.计划停止
F.模, 夹,治,具异常
L.待确认
M.产能异常
N.其它停止
核准:
复核:
初核:
制表:
机台线 料 别号
冲压部冲制课生产日报表
日期:
年
月
日
品 名
制单 制单 工程 号量数
生 产 数
制单累 入库 计数 数
入库 累计 数
不良 数
不良 率(%)
报废 数
报废 率 (%)
标准 产能
实际 产能
标 准 人 数
实际 人数投入 工时生产 工时损 失 工 时
总损 失工 时
机台 稼动 率
损失 原因
备 注
合计: 试模
合计: 总计: A.教育训练 G.前工程异常
B.整理,整顿 H.停工待料
C.换线,换模 I.人力不足
D.品质异常 J.停电停气
E.设备异常 K.计划停止
F.模, 夹,治,具异常
L.待确认
M.产能异常
N.其它停止
核准:
复核:
初核:
制表:
机台线 料 别号
冲压部冲制课生产日报表
日期:
年
月
日
品 名
制单 制单 工程 号量数
生 产 数
制单累 入库 计数 数
入库 累计 数
不良 数
不良 率(%)
报废 数
报废 率 (%)
标准 产能
实际 产能
标 准 人 数
实际 人数投入 工时生产 工时损 失 工 时
总损 失工 时
机台 稼动 率
损失 原因
备 注
合计: 试模
五金生产报表

XXX电器科技有限公司
五金生产车间每小时报表
生产日期:2010年1月3日 产量(Pcs/H) 标准 80 80 80 80 80 80 80 80 80 80 80 80 960 80 80 80 80 80 80 80 80 110 110 110 110 1080 实际 56 58 60 63 62 61 61 62 58 56 53 62 712 62 59 63 63 62 62 63 54 60 108 106 104 866 人均生产率 达成比率 工单累计 待生产 出勤工时 损耗工时 (%) (PCS/人*小时) 完成数量 数量 70.00% 72.50% 75.00% 78.75% 77.50% 76.25% 76.25% 77.50% 72.50% 70.00% 66.25% 77.50% 74.17% 77.50% 73.75% 78.75% 78.75% 77.50% 77.50% 78.75% 67.50% 54.55% 98.18% 96.36% 94.55% 80.19% 1.5 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 12.5 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.0 1.5 1.5 1.5 1.5 14.0 37 58 60 63 62 61 61 62 58 56 53 62 57 62 59 63 63 62 62 63 54 40 72 71 69 62 856 914 974 1037 1099 1160 1221 1283 1341 1397 1450 1512 1512 1574 1633 1696 1759 1821 1883 1946 2000 60 168 274 378 378 1144 1086 1026 963 901 840 779 717 659 603 550 488 488 426 367 304 241 179 117 54 0 2440 2332 2226 2122 2122 0.45 0.28 0.25 0.21 0.23 0.24 0.24 0.23 0.28 0.30 0.34 0.23 3.25 0.23 0.26 0.21 0.21 0.23 0.23 0.21 0.33 0.68 0.03 0.05 0.08 2.75 转模 转模/调机 粘模维修 修模 除修模转模外损失工时为作业员 操作问题所致损失 未达成原因
冲压各项表单填写

_
磷青铜Βιβλιοθήκη C5210__
120-150 100-160 150-170 140-205 170-190 _ 190-210 185-235 210-230 210-260 _
_
黃銅
C2680 R
_
_
_
75-125
_
85-145
_
95-165
_
105-175
_ 145-UP _
_
铍铜
C17200
_
90-160
_
_
_
洋白铜
C7521
_
70-UP
_
80-120
_
120-180
_
_
_
160-UP
_
_
_
_
SECC
_ 95-130(8D) _ 115-150(4D) _ 135-185(2D) _ 170(1D) _
_
_
_
_
_
SPCC-SD
_ 95-130(1/8H) _
115-150
_
135-185
_
_
_ 170-235 _
20
材料图片
21
22
16
533WD
17
科莱蒙特重负荷冲压油(S-805)
18
冲压切屑油(S-800)
19
常用金属与非金属材质表
金属材质硬度对照表-HV
质别/参照标准
O
1/4H
1/2H
3/4H
H
EH
FH
JIS材质/牌号
GB
JIS
GB
JIS
GB
JIS
(冲压)工艺参数记录

日期 时间
零件代号
零件名称
模具闭合 冲压速度 送料速度 高度(mm) (次/分) (mm/s或%)
步距 (mm)
送料行程 (mm)
收缩行程 (mm)
升降行程 (mm)
操作者签字
备注
3 9:00 几号
C45684
支架
参照作业指导书
684
压力机上 显示表
23
压力机操 作箱或连 续冲压时 压力机角
度表
68
90
送料机查看
250
200
70
机械臂控制箱
谁谁谁 填写临时更改原因
如有参数变动,简 单记录原因
cyxy600模具闭合高度mm冲压速度送料速度mms或mm送料行程mm收缩行程mm升降行程mm压力机上显示表压力机操作箱或连续冲压时压力机角度表如有参数变动简单记录原因冲压工艺参数记录设备编号
(冲压)工艺参数记录
版本
A/0
(2016)年 ( 2 ) 月
设备编号:(CY-XY600)
文件编号 XW04-8.2.3.1-01