国标长度尺寸公差标准
未注公差等级和标准公差表
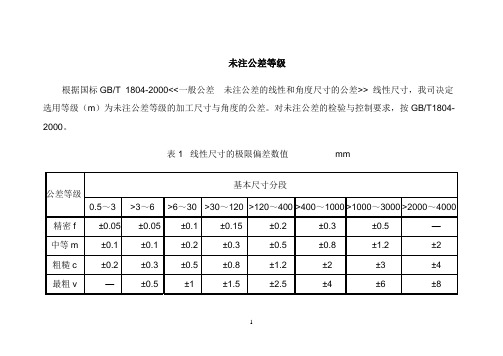
未注公差等级根据国标GB/T 1804-2000<<一般公差未注公差的线性和角度尺寸的公差>> 线性尺寸,我司决定选用等级(m)为未注公差等级的加工尺寸与角度的公差。
对未注公差的检验与控制要求,按GB/T1804-2000。
表1 线性尺寸的极限偏差数值mm1表2 倒圆半径和倒角高度尺寸的极限偏差数值mm2表3给出了角度尺寸的极限偏差数值,其值按角度短边长度确定.对圆锥角按圆锥素线长度确定。
表3 角度尺寸的极限偏差数值3未注尺寸公差按GB/T1804-m线性尺寸的极限偏差数值(GB/T1804-2000)(mm)公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 精密 f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5中等 m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2粗糙 e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3最粗 v -- ±0.5 ±1 ±1.5 ±2.5 ±4 ±6倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30精密 f ±0.2 ±0.5 ±1 ±24中等 m粗糙 e ±0.4 ±1 ±2 ±4最粗 v角度尺寸的极限偏差数值(GB/T1804-2000)公差等级基本尺寸分段~10 >10~50 >50~120 >120~400 >400精密 f ±1o ±30′±20′±10′±5′中等 m粗糙 e ±1o30′ ±1o ±30′±20′±10′最粗 v ±3o ±2o ±1o ±30′±20′未注形位公差按GB/T1184-K直线度和平面度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围5≤10>10~30 >30~100 >100~300 >300~1000 >1000~3000H 0.03 0.05 0.1 0.2 0.3 0.4K 0.05 0.1 0.2 0.4 0.6 0.8L 0.1 0.2 0.4 0.8 1.2 1.6垂直度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100>100~300 >300~1000 >1000~3000H 0.2 0.3 0.4 0.5K 0.4 0.6 0.8 1L 0.4 1 1.5 2对称度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100>100~300 >300~1000 >1000~3000H 0.56K 0.6 0.8 1L 0.6 1 1.5 2圆跳动的未注公差值(GB/T1184-1996)(mm)公差等级圆跳动公差值H 0.1K 0.2L 0.33.表面粗糙度零件的表面都应该注明粗糙度的等级。
常用尺寸段的标准公差
常用尺寸段的标准公差在工程制图和制造过程中,尺寸段的标准公差是非常重要的,它直接影响着产品的质量和性能。
本文将介绍常用尺寸段的标准公差,希望能对大家有所帮助。
首先,我们来了解一下什么是尺寸段的标准公差。
尺寸段是指在工程制图中所标注的尺寸范围,而公差则是指零件尺寸允许的最大偏差。
尺寸段的标准公差就是在一定的尺寸范围内,允许的最大公差范围。
常见的尺寸段包括,H7、H8、H9、H10等。
这些尺寸段都有相应的标准公差范围,下面我们将逐一介绍。
首先是H7尺寸段,它适用于精密配合的轴和孔的配合,其公差范围为0~-0.025毫米。
H7尺寸段的公差范围较小,适用于要求比较高的配合要求。
接下来是H8尺寸段,它适用于一般配合的轴和孔的配合,其公差范围为0~-0.040毫米。
H8尺寸段的公差范围相对较大,适用于一般的配合要求。
再者是H9尺寸段,它适用于普通配合的轴和孔的配合,其公差范围为0~-0.063毫米。
H9尺寸段的公差范围较大,适用于一般的普通配合要求。
最后是H10尺寸段,它适用于普通配合的轴和孔的配合,其公差范围为0~-0.100毫米。
H10尺寸段的公差范围最大,适用于一般的普通配合要求。
通过以上介绍,我们可以看出不同的尺寸段适用于不同的配合要求,公差范围也各有不同。
在实际的工程制图和制造过程中,我们需要根据具体的要求来选择合适的尺寸段和标准公差,以确保产品的质量和性能。
总的来说,尺寸段的标准公差是工程制图和制造过程中不可或缺的重要内容,它直接关系到产品的配合质量和精度要求。
因此,我们在实际应用中需要充分理解各个尺寸段的特点和适用范围,合理选择标准公差,以确保产品能够满足设计要求。
希望本文的介绍能够对大家有所帮助,让大家对常用尺寸段的标准公差有更深入的了解。
谢谢阅读!。
标准公差值及孔和轴的极限偏差值
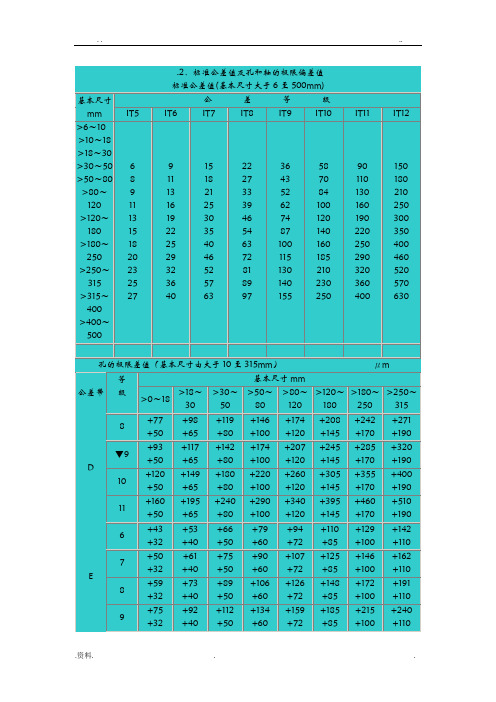
p5+26+18+31+22+37+26+45+32+52+37+61+43+70+50+79+56 ▼6+29+18+35+22+42+26+51+32+59+37+68+43+79+50+88+56 7+36+18+43+22+51+26+62+32+72+37+83+43+96+50+108+56注:标注▼者为优先公差等级,应优先选用。
形状和位置公差(摘自GB1182~1184-80)形位公差符号分类形状公差位置公差项目直线度平面度圆度圆柱度平行度垂直度倾斜度同轴度对称度位置度圆跳动全跳动符号圆度和圆柱度公差μm主参数d(D)图例公差等级主参数d(D)mm应用举例>6~10>10~18>18~30>30~50>50~80>80~120>120~180>180~250>250~315>315~400>400~5005 1.5 2 2.5 2.5 3 4 5 7 8 9 10 安装E、C级滚动轴承的配合面,通用减速器的轴颈,一般机床的主轴。
6 2.5 3 4 4 5 6 8 10 12 13 157 4 5 6 7 8 10 12 14 16 18 20 千斤顶或压力油缸的活塞,水泵及减速器的轴8 6 8 9 11 13 15 18 20 23 25 27颈,液压传动系统的分配机构9 9 11 13 16 19 22 25 29 32 36 40 起重机、卷扬机用滑动轴承等10 15 18 21 25 30 35 40 46 52 57 63直线度和平面度公差μm主参数L图例公差等级主要参数L mm应用举例≤1>10~16>16~25>25~40>40~63>63~100>100~160>160~250>250~400>400~6305 2 2.5 3 4 56 8 10 12 15 普通精度的机床导轨6 3 4 5 6 8 10 12 15 20 257 5 6 8 10 12 15 20 25 30 40 轴承体的支承面,减速器的壳体,轴系支承轴承的接合面8 8 10 12 15 20 25 30 40 50 609 12 15 20 25 30 40 50 60 80 100 辅助机构及手动机械的支承面,液压管件和法兰的连接面10 20 25 30 40 50 60 80 100 120 150平行度、垂直度和倾斜度公差μm主参数L、d (D)图例公差等级主参数L、d(D)mm应用举例≤10>10~16>16~25>25~40>40~63>63~100>100~160>160~250>250~400>400~6305 56 8 10 12 15 20 25 30 40垂直度用于发动机的轴和离合器的凸缘,装D、E级轴承和装C、D级轴承之箱体的凸肩6 8 10 12 15 20 25 30 40 50 60平行度用于中等精度钻模的工作面,7~10级精度齿轮传动壳体孔的中心线7 12 15 20 25 30 40 50 60 80 100垂直度用于装F、G级轴承之壳体孔的轴线,按h6与g6连接的锥形轴减速机的机体孔中心线8 20 25 30 40 50 60 80 100 120 150平行度用于重型机械轴承盖的端面、手动传动装置中的传动轴同轴度、对称度、圆跳动和全跳动公差确良μm主参数d(D)、B、L图例公差等级主参数d(D)、B、Lmm应用举例>3~6 >6~10>10~18>18~30>30~50>50~120>120~250>250~5005 3 4 56 8 10 12 15 6和7级精度齿轮轴的配合面,较高精度的快速轴,较高精度机床的轴套6 5 6 8 10 12 15 20 257 8 10 12 15 20 25 30 40 8和9级精度齿轮轴的配合面,普通精度高速轴(100r/min以下),长度在1m以下的主传动轴,起重运输机的鼓轮配合孔和导轮的滚动面M 12 15 20 25 30 40 50 60表面粗糙度表面粗糙度R a值的应用围粗糙度代号光洁度代号表面形状、特征加工方法应用围ⅠⅡ除净毛刺铸、锻、冲压、热轧、冷轧用于保持原供应状况的表面微见刀痕粗车,刨,立铣,平铣,钻毛坯粗加工后的表面可见加工痕迹车,镗,刨,钻,平铣,立铣,锉,粗铰,磨,铣齿比较精确的粗加工表面,如车端面、倒角微见加工痕迹车,镗,刨,铣,刮1~2点/cm2,拉,磨,锉滚压,铣齿不重要零件的非结合面,如轴、盖的端面,倒角,齿轮及皮带轮的侧面、平键及键槽的上下面,轴或孔的退刀槽看不见加工痕迹车,镗,刨,铣,铰,拉,磨,滚压,铣齿,刮1~2点/cm2IT12级公差的零件的结合面,如盖板、套筒等与其它零件联接但不形成配合的表面,齿轮的非工作面,键与键槽的工作面,轴与毡圈的摩擦面可辨加工痕迹的方向车,镗,拉,磨,立铣,铰,滚压,刮3~10点/cm2IT8~IT12级公差的零件的结合面,如皮带轮的工作面,普通精度齿轮的齿面,与低精度滚动轴承相配合的箱体孔微辨加工痕迹的方向铰,磨,镗,拉,滚压,刮3~10点/cm2IT6~IT8厅级公差的零件的结合面;与齿轮、蜗轮、套筒等的配合面;与高精度滚动轴承相配合的轴颈;7级精度大小齿轮的工作面;滑动轴承轴瓦的工作面;7~8 级精度蜗杆的齿面不可辨加工痕迹的方向布轮磨,磨,研磨,超级加工IT5、IT6级公差的零件的结合面,与C级精度滚动轴承配合的轴颈;3、4、5级精度齿轮的工作面暗光泽面超级加工仪器导轨表面;要求密封的液压传动的工作面;塞的外表面;活汽缸的表面注:1. 粗糙度代号I为第一种过渡方式。
公差(国标)

国际标准-ISO 2768-1一般公差第一部分:线形尺寸及角度公差,不影响个别公差1.适用范围现行ISO2768适用在以下公差未指示到的尺寸:A.线形尺寸:例如外径、内径、凹处尺寸、直径、半径、距离、平面的棱边的外部半径及倒角高度。
B.角度:众所皆知的角度不再提,例如90度角,除非在2768-2中提到或规则多边形。
C.组合加工所产生的线形尺寸及角度。
现行ISO2768不适用在以下尺寸:A.在其它标准里已提到的线条及角度公差B.圆弧括号内的备用尺寸C.矩形范围上所明指出的理论尺寸2.概论3.参考标准ISO2768-2:1989 一般公差第二部份:成份内几何上的公差,不影响个别公公差ISO8015:1985,技术图-基本公差要点4.一般公差4.1线形尺寸:见表一及表二4.2角度尺寸:见表三表一:线形尺寸可接受的偏差(除了平面棱形尺寸及倒角高度及外半径)单位:mm表二:平面棱形尺寸及倒角高度及外径的线形尺寸可接受的公差表三:角度尺寸可接受的公差5.图上标示符合ISO2768的图上指示说明有以下二种:A.《ISO2768》B.包含ISO2768有等级之表示方法为:《ISO2768-mm》6.报废除非指示有对立,那些超出公差的东西不应该自动被报废,产品的用途不变,下有保留的权利国际标准-ISO 2768-2第二部分:组合成份的几何公差,不影响个别公差。
1.适用范围:现行ISO2768用来简化图上的标示及在不影响个别公差的图上成份上规定几何公差,主要是用于原料加工的成份上。
2.一般性:公差等级的选择应考虑到工厂的习性,若需要更紧密的公差或对某一成份需更大的公差或更经济的考量,应直接参考ISO11013.其它参考标准:ISO1101:1983,技术图-几何公差-外形、方向、位置及平面一般性符号,图上标示。
ISO2768-1ISO5459:1981 技术图-几何公差-几何公差的特性参考ISO8051:1985 技术图-基线公差要点4.定义5.一般性公差:见文章B15.1独成份的公差5.1.1直度及平面度:见表一表一:直度及平面度公差:单位为mm,以长度为范围指标,分H、K、L三等级5.1.2圆周:圆周的公差是相同的,以数字为单位,以直径为范围指标,见B25.1.3圆柱形:圆柱形公差没有规定,若需改变,会用E点指示5.2元素公差5.2.1一般性5.2.2平行性:平行性公差也是相同。
公差等级表
公差等级表
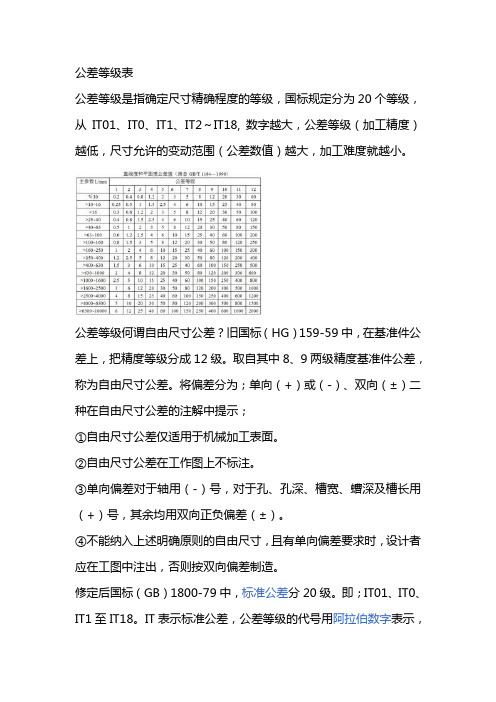
公差等级是指确定尺寸精确程度的等级,国标规定分为20个等级,从IT01、IT0、IT1、IT2~IT18, 数字越大,公差等级(加工精度)越低,尺寸允许的变动范围(公差数值)越大,加工难度就越小。
公差等级何谓自由尺寸公差?旧国标(HG)159-59中,在基准件公差上,把精度等级分成12级。
取自其中8、9两级精度基准件公差,称为自由尺寸公差。
将偏差分为;单向(+)或(-)、双向(±)二种在自由尺寸公差的注解中提示;
①自由尺寸公差仅适用于机械加工表面。
②自由尺寸公差在工作图上不标注。
③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。
④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。
修定后国标(GB)1800-79中,标准公差分20级。
即;IT01、IT0、IT1至IT18。
IT表示标准公差,公差等级的代号用阿拉伯数字表示,
从IT01至IT18等级依次降低。
并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条:
①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸,
②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。
③未注公差尺寸的公差等级规定为IT12至IT18。
一般孔用H(+);轴用h(-);长度用(±)?IT(即Js或js)。
必要时,可不分孔、轴或长度,均采用?IT(即Js或js)。
尺寸标准公差
尺寸标准公差尺寸标准公差是指在工程设计和制造过程中,为了保证零件尺寸的精度和质量,对尺寸公差进行规定和控制的一种技术要求。
尺寸标准公差的合理选择和应用,对于提高产品的质量、降低成本、提高生产效率具有重要意义。
本文将就尺寸标准公差的概念、作用、选择原则和应用进行详细介绍。
一、尺寸标准公差的概念。
尺寸标准公差是指在设计图纸上规定的尺寸公差,用来限制零件尺寸的变化范围。
在实际生产中,由于加工误差、测量误差和材料性能的不均匀性等因素的影响,零件的尺寸很难完全符合设计要求。
因此,必须在设计图纸上规定一定的尺寸公差,以保证零件在加工和装配过程中的质量要求。
二、尺寸标准公差的作用。
1. 保证零件的互换性。
在一定的尺寸公差范围内,不同厂家生产的零件可以互相替换使用,提高了零部件的通用性和标准化水平。
2. 控制零件的加工精度。
尺寸标准公差的设置可以指导加工工艺和工艺装备的选择,保证零件的加工精度和表面质量。
3. 降低生产成本。
合理的尺寸标准公差可以减少对加工精度的要求,降低了加工难度和成本。
4. 提高产品质量。
通过尺寸标准公差的控制,可以减少零件的尺寸变化范围,提高了产品的质量稳定性和可靠性。
三、尺寸标准公差的选择原则。
1. 根据零件的功能和使用要求确定。
对于需要密封、传动、定位等功能的零件,应选择较小的尺寸公差;对于外形尺寸较大、结构简单的零件,可以适当放宽尺寸公差。
2. 考虑加工工艺和设备能力。
在选择尺寸标准公差时,必须考虑到加工设备的精度和加工工艺的可行性,避免因尺寸公差过小而导致加工难度和成本的增加。
3. 综合考虑经济性和可靠性。
在确定尺寸标准公差时,必须综合考虑产品的使用要求、生产成本和市场竞争力,寻求经济效益和产品质量的最佳平衡点。
四、尺寸标准公差的应用。
1. 在设计图纸上明确规定。
设计人员在绘制零件图纸时,必须根据零件的功能和使用要求,合理选择和规定尺寸标准公差,确保零件的质量和可靠性。
2. 在加工过程中严格控制。
国标尺寸公差GB2

GB/T 1804 未注公差的线性和角度尺寸的公差M中等级精度尺寸分段/线性尺寸的极限偏差数值0.5-3/±0.1>3-6/±0.1>6-30/±0.2>30-120/±0.3>120-400/±0.5>400-1000/±0.8>1000-2000/±1.2>2000-4000/±2未注尺寸公差按GB/T1804-m未注尺寸公差按GB/T1804-m线性尺寸的极限偏差数值(GB/T1804-2000)(mm)公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000精密 f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2粗糙 e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3最粗v -- ±0.5 ±1 ±1.5 ±2.5 ±4 ±6倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30精密 f ±0.2 ±0.5 ±1 ±2中等m粗糙 e ±0.4 ±1 ±2 ±4最粗v角度尺寸的极限偏差数值(GB/T1804-2000)公差等级基本尺寸分段~10 >10~50 >50~120 >120~400 >400精密 f ±1o ±30′±20′±10′±5′中等m粗糙 e ±1o30′ ±1o ±30′±20′±10′最粗v ±3o ±2o ±1o ±30′±20′未注形位公差按GB/T1184-K直线度和平面度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤10>10~30 >30~100 >100~300 >300~1000 >1000~3000H 0.03 0.05 0.1 0.2 0.3 0.4K 0.05 0.1 0.2 0.4 0.6 0.8L 0.1 0.2 0.4 0.8 1.2 1.6垂直度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100>100~300 >300~1000 >1000~3000H 0.2 0.3 0.4 0.5K 0.4 0.6 0.8 1L 0.4 1 1.5 2对称度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100>100~300 >300~1000 >1000~3000H 0.5K 0.6 0.8 1L 0.6 1 1.5 2圆跳动的未注公差值(GB/T1184-1996)(mm)公差等级圆跳动公差值H 0.1K 0.2L 0.33.表面粗糙度零件的表面都应该注明粗糙度的等级。
尺寸公差与偏差
对于轴:a~h的基本偏差为上偏差es,其绝对值依 次减小,j~zc的基本偏差为下偏差ei,其绝对值依 次增大。 对于孔:A~H的基本偏差为下偏差EI,其绝对值依 次减小,J~ZC的基本偏差为上偏差ES,其绝对值依 次增大。
A
B
孔
EI
+0-
CCDD
E EF F FGG H J K M N JS
P
R
S
基孔制中有59种常用配合,13种 优先配合。
优先、常用和一般公差带
标准公差系列中的任一公差与基本偏差系列中任一偏差组合,即 可得到不同大小和位置的公差带。在基本尺寸D≤500mm内组成 543种孔的公差带和544种轴的公差带。如果将这些孔轴公 差带在生产实际中都投入使用,显然是不经济的,而且也不必要 的。
为了简化公差带种类,减少与之相适应的定值刀、量具和工艺装 备的品种和规格,对基本尺寸至500mm的孔、轴规定了优先、常 用和一般用途公差带。书中表2-11和表2-12分别是轴和孔的一般 用途公差带(轴119种,孔105种),其中方框内为常用公差带 (轴59种,孔44种),带圆圈的为优先公差带(轴孔各有13种)。
基本偏差的换算规则
1)通用规则:同名字母代号的孔和轴的基 本偏差的绝对值相等,而符号相反,即 从公差带图解看,孔的基本偏差是轴的 基本偏差相对于零线的倒影。
2)特殊规则:同名代号的孔和轴的基本偏差的符号 相反,而绝对值相差一个△值。
公差带与配合代号
由基本偏差代号及公差等级代号组成。
位置
大小
或用数字(mm)表示(或两者结合)
练习
下列配合属于哪种基准制的哪种配合,确定其 配合的极限间隙(过盈)和配合公差。并画出 其公差带图。
ø50H8/f7, ø30K7/h6, ø30H7/p6
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
国标长度尺寸公差标准
标准公差是由国家标准规定的,用以确定公差带大小的任一公差。
国家标准规定的公差等级是确定零件尺寸精度的等级[1] ,国家标准将标准公差分为20个等级,它用符号“IT”和阿拉伯数字组成的代号表示,即IT01、IT0、IT1~IT18表示。
零件的制造误差不仅与加工方法有关,而且与基本尺寸的大小有关,为了便于评定零件尺寸公差等级的高低,规定了标准公差因子。
标准公差因子是计算标准公差的基本单位,是制定标准公差系列值的基础。
通过大量的生产实践和科学实验,经统计分析发现,零件的加工误差与基本尺寸呈立方抛物线的关系。
当尺寸≤500mm时,国家标准的标准公差因子按下式计算:
式中,——标准公差因子,单位为μm;
——基本尺寸分段内首尾两个尺寸的几何平均值,单位为mm。
在上式中,前面一项主要反映加工误差,第二项用来补偿测量时温度变化引起的公称尺寸成正比的测量误差。
但是随着公称尺寸的逐渐增大,第二项的影响越来越显著[2] 。
对大尺寸而言,温度变化引起的误差随直径的增大呈线性关系。
当公称尺寸>500~3150mm时,国家标准的标准公差因子按下式计算:
当公称尺寸>3150mm时,以为基础来计算标准公差,也不能完全反映实际出现的误差规律,但尚未确定出合理的计算公式。