换热管与管板焊接工艺附加评定报告
双相不锈钢换热管与管板的焊接

焊接材料
型号
直径 I mm
电斑神类 与特 性
焊 接电流 IA
ER2209
1.0
直 流正接
1lO一145
谭接速度 焊接热输入 /( er a·r ai n。) /( kJ·em一’
Q345R堆焊 0.06 O.9 f A04 2+E22 09 )
1.O 0.03 5 0.00 2 22 .3 96 2.8 0.15
焊丝£R2 209 0 017 0. 50 l 63 0. 017 0. o。0 6 22 .94 8. 7l 3。 15 0.15 7
1.3焊 接热循环的 影响 双相不锈钢在焊接时。焊接热循环对焊接接头
文章编号:1002—025X(2013) 07—0051-03
双相不锈钢换热管与管板的焊接
周光河,肖 超,童爱群,文 成
( 中石油第二建设公司,甘肃兰州730060)
摘要:通过分析双 相不锈钢2205焊接接头的相比例影响 因素,采厨舍M,Ⅳ较高的焊接材料 .严格控制焊接热输入及层闻温度等 工
艺措施,从而有效控制铁素体和奥氏体两相组织在埠缝金属和热影响区中的比例,保证了焊接接头的耐蚀性能及高强度性能。
铁素体,并能阻止有害金属相的析出。因此,经过 对比分析,选用SANDVI K的焊丝25.10,4L,其Ni 含量高于母材,N含量与母材接近,化学成分对比 见表1。
衰1换热管 殛臂板堆焊 层、埠丝 的化学成 分(质 量分数) ( %)
材料
C
Si
Mn
P
S
Cr
Ni
Mo
N
换热管$31 80 3 O. 019 o.36 0.65 0. 018 0,00 l 22 .3 1 5.12 3.2 0.16
NBT47014-2011换热管与管板焊接工艺卡
线能量(kJ/cm)
施焊技术
牌号
直径
极性
电流(A)
预热温度(℃)
道间温度(℃)
焊后热处理
后热
钨极直径
喷嘴直径
脉冲频率
脉宽比(%)
气体成分
气体流量
正面
背面
编制
日期
审核
日期
批准
日期
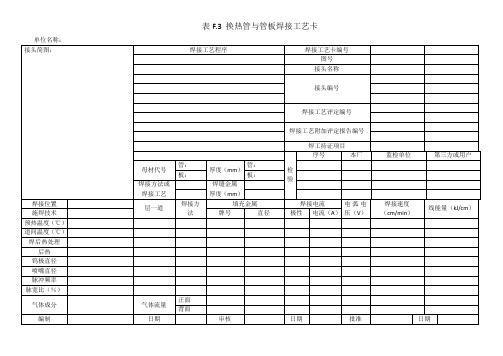
表F.3换热管与管板焊接工艺卡
单位名称:
接头简图:
焊接工艺程序
焊接工艺卡编号
图号
接头名称
接头编号
焊接工艺评定编号
焊接工艺附加评定报告编号
焊工持证项目
检验
序号
本厂
监检单位
第三方或用户
母材代号
管:
厚度(mm)
管:
板:
板:
焊接方法或焊接工艺
焊缝金属厚度(mm)
焊接位置
层一道
焊接方法
填充金属
焊接电流
电弧电压பைடு நூலகம்V)
换热管与管板焊接工艺附加评定报告

换热管与管板焊接工艺附加评定报告一、工艺概述二、焊接质量评估1.焊缝形貌评估:通过对焊缝形貌进行观察,焊缝应呈现均匀、光滑的形态,没有明显缺陷如气孔、夹渣、裂纹等。
2.焊接强度评估:进行焊接试样拉伸实验,测定焊缝的强度。
焊缝应具有足够的强度,能够满足工程要求。
3.渗漏试验评估:进行渗漏试验,将焊接结构加压至额定压力,并观察焊缝是否出现渗漏。
焊缝应无渗漏现象,确保焊接质量。
三、工艺稳定性评估1.过程稳定性:在生产中连续焊接多个换热管与管板接口,观察焊接过程的稳定性。
焊接工艺应稳定、可靠,能够保证焊接质量的一致性。
2.工艺可控性:通过调整焊接工艺参数,如焊接电流、电压、焊接速度等,评估工艺的可控性。
工艺应易于调整,能够满足不同焊接要求。
3.多批次一致性:连续进行多个批次的焊接试验,测定焊接参数的一致性。
焊接结果应相近,证明工艺的一致性和稳定性。
四、适用范围评估1.材料适应性:对不同材料的换热管与管板进行焊接试验,评估工艺的适应性。
工艺应能够适应各种材料组合,如不锈钢、碳钢等。
2.焊接位置适应性:测试对不同位置的换热管与管板进行焊接,如平面、斜面、棱角等。
工艺应能够适应各种位置要求。
3.焊接薄厚板适用性:评估焊接薄厚板的能力,如1mm至10mm的板材。
工艺应能够适应不同板材的厚度要求。
五、结论基于对换热管与管板焊接工艺的附加评定,总结如下:该焊接工艺的焊缝形貌均匀光滑,没有明显缺陷。
焊接强度符合工程要求,渗漏试验结果良好。
在生产中焊接工艺稳定可靠,易于调整,并具有一致性。
工艺适应性广,能够适应各种材料、位置和薄厚板的要求。
六、建议鉴于该焊接工艺的优点和适应性广泛,建议在相关工程中继续使用该工艺,并加强质量控制,确保焊接质量的稳定和可靠性。
以上是对换热管与管板焊接工艺附加评定的报告,总结了焊接质量、工艺稳定性和适用范围等方面的评估结果,并提出了相关建议。
双管板换热管胀接工艺评定

双管板换热管胀接工艺评定一、试胀的目的1、.检查胀管器的质量。
2.检查管材的胀接性能。
3.根据试胀的检查结果,确定台适的胀管率和制定胀接工艺规程。
二、试胀的合格标准1、试胀管未发生过胀、欠胀、开裂、起槽、挤压、切痕等主要缺陷。
2、外观成形正常,用目测或放大镜检查喇叭口翻边无裂纹,挤胀,切痕等缺陷。
3、手摸管子内外部表面,管子胀紧的过渡部分是圆滑过渡,无突然变形;用角尺放于管子两侧检查其胀口无偏挤现象,要求间隙偏差≤0.3mm。
3.试胀管在解剖检查时,胀口与外壁啮合良好,印痕均匀明显,管壁减薄量均匀,且控制在5~1 5% 之内。
4.水压试验未发现漏水、滴水珠现象(不包括渗水或泪珠)三、工艺适用范围四、胀接准备4.1、胀接管子的技术要求4.1.1、用于胀接的管子应符合图纸要求相关标准规定。
4.1.2、管子外表面不得有锈蚀、砂眼、裂纹,管端不得有纵向沟纹,如有横向沟纹,其深度不得超过管子壁厚的1/10,内外表面均不得有严重锈蚀现象。
4.1.3、管口端面不得有毛刺,并应与管子中心线垂直,用角尺检查,角尺与管口边缘之间的间隙,不得大于管子外径的2%。
4.1.4、换热管管身应清理干净,保证在穿管时不污损管孔壁面,换热管管端外表面应除锈至呈金属光泽(但不得出现棱角),其长度不小于二倍管板厚度。
4.2 、胀接管孔的技术要求4.2.1、管孔的加工一般应遵循“钻底孔→扩孔→铰孔→开槽,工序余量查《机械加工手册》。
4.2.2、管孔表面不应有影响胀接紧密性的缺陷,如贯通的纵向或螺旋状刻痕等。
4.2.3、管板孔壁应清除干净,不得有油渍、污物,存在缺陷的管孔在缺陷未消除以前不得胀管,消除较小的缺陷一般可用刮刀修刮,必要时可用有机容剂清洗管板孔壁。
4.2.4、打磨孔壁的锈蚀,应用细砂布等不致使孔壁产生明显刻痕的工具进行,将孔壁处理至发出金属光泽,打磨后管孔壁的表面粗糙度不得大于Ra12.5μm。
4.3 、硬度检查及管端退火4.3.1、硬度测试可在切取的试样上进行,亦可在管板和胀接管端上直接进行。
钛管换热器的换热管与管板焊接工艺介绍

钛管换热器的换热管与管板焊接工艺介绍文章介绍了以海水作为冷却介质的换热器中一种以爆炸复合钛钢板作管板、以钛管作换热管的换热管与管板焊接的工艺评定及生产制作中的焊接工艺。
文章为钛制换热器的生产制造提供可借鉴经验。
标签:钛管换热管;复合钛钢板管板;换热管与管板工艺评定;生产制作滨海电站的换热器设备若采用常规不锈钢管做换热管、低合金钢作管板,管板和换热管会在一两年内发生严重的点腐蚀、溃蚀等现象,使用周期短,不但成本高而且有碍生产。
我公司设计制造的以钛管作为换热管、复合钛钢板作为管板的换热器经厂家使用取得了良好的抗腐蚀效果。
文章将介绍此设备换热管与管板的工艺评定及生产制作工艺。
1 设备简介我公司为南方沿海某电厂390MW热电联产燃气蒸汽联合循环机组配套设计制造的水(除盐水)-水(海水)热交换器,其结构图如图1所示,公称通径DN1400mm,换热面积1200m2,总长11000mm,热换管为西安宝钛美特法力诺?覫19x0.5mmTA2钛焊管,卧式平盖管箱折流杆换热器,换热器型号SSL-1200-1,单回程,开式循环冷却水(海水)进入水-水热交换器管程,将壳侧闭式循环冷却水(除盐水)冷却后排入循环水排水管,闭式循环冷却水回水经闭式循环冷却水泵升压,经过水-水热交换器冷却后,向客户提供冷却水。
1-前管箱2-管板3-前导流筒4-壳体5-折流圈6-换热管7-后导流筒8-后管箱图1 钛管换热器结构图换热器壳体圆筒、壳体进出水管、进出水管法兰均为普通碳素结构钢Q235-B;管箱筒节用爆炸复合钛钢板(TA2+Q235-B),管箱进出水管用优质碳素结构钢20管(内衬丁基橡胶HY2D),管箱法兰亦为普通碳素结构钢Q235-B (内衬丁基橡胶HY2D);管板采用爆炸复合钛钢板(TA2+Q345R);换热管采用TA2钛管。
该设备要求按GB151-1999《管壳式换热器》,对主要焊缝的无损检测A、B 类焊缝进行20%的射线探伤,按照JB/T4730.2-2005标准的Ⅲ级合格。
对换热管与管板接头焊接工艺评定及附加评定的理解

G B 1 5 1 — 1 9 9 9 { 管壳式 换热器 》 附 录 B的修订 。而 G B 1 5 1 —
1 9 9 9 ( 管壳式 换热 器》 附 录 B规 定 “ 钢 制 和 钛 制 换 热 管 与 管 板 连 接 的 强 度 焊 焊 接 接 头 ”应 按 附 录 B 中 的 要 求 进 行 焊 接 工 艺 评 定 。基 于 以上 两 点 ,很 多 技 术 人 员 片 面 的认 为. 新 标 准 的适 用 范 围 是 在 老 标 准 上 增 加 了 “ 胀 焊 并用 ” 焊 缝 .强 度 焊 连 接 的 焊 接 接 头 工 艺 评 定 仍 应 按 新 标 准 附 录 D进行。 然而 , 2 0 1 1 年 4月 全 国锅 炉 压力 容 器 标 准 化 技
中 图分 类 号 : TG4 5 3
文 献标 志码 : A
文章编号 : 1 6 7 2 —3 8 7 2 ( 2 0 1 7 ) 1 1 — 0 1 0 8 —0 2
换 热 管 与 管 板 连 接 是 在 管 壳 式 换 热 器 的设 计 中 比较 重 要 的结 构 .在 设 备 运 行 过 程 中 每 一 个 连 接 处 均 应 保 证 介 质 无 泄 漏 且 具 有 承 载 作 用 。换 热 管 与 管 板 连 接 接 头 不 仅 加 工 量 巨 大 ,而 且 其 制 造 质 量 直 接 关 系 到 换 热 器 是 否
焊 缝 的 角 焊 缝 部 分 和 角 焊 缝 可 仅 采 用 角 焊 缝 试 件 进 行 评
定。
2 胀 焊 并 用 接 头 的焊 缝
胀 焊 并 用 是 采 用 胀 接 加 焊 接 连 接 的接 头 , 其 既 克 服 了 纯胀接接头在振动 、 过 大 温 度 波 动 和 明显 应 力 腐 蚀 倾 向的 场 合 容 易 失 效 的 问题 , 也 克 服 了仅 强 度 焊 接 接向场 合 的 问题 。 因 此 , 在 接 头 需 承 受 振 动 或 循 环 载 荷 、存 在 缝 隙腐 蚀 倾 向 和 采 用 复 合 管 板 时 , 换 热 管 与 管 板 连 接 接 头 需 采 用 胀 焊 并 用 连 接 方 式 。 胀 焊 并 用 又 分 为 强 度 焊 加 贴 胀 和 密 封 焊 加 强 度 胀 接 。对 于 钢
列管式换热器中管板与换热管束胀焊结合连接工艺探讨

列管式 换热器 中管板 与换 热管束 胀焊结合连接工3 7 1 0 0 )
摘 要: 列管式换热 器是化 工生产 中热量 交换 的关键设备 , 管板 与换 热管的连接是这类化 工容 器的关键 部位 , 通 常情况 下换热 器管子 与管板连接都 采用胀焊结合的加 工工 艺, 究竟是先焊后胀还是先胀后 焊的好, 在 实际使 用中存在争论。笔 者详细分析 了两种 连接 加工 方法, 各 自的优劣性及 适用范 围, 并 以实际生产 当中的设备为例进行 了说 明 , 目的在 于为实
间 隙 ,从 而 达 到密 封 紧 固 的 目的 。这种 接 头 的优 点
是: 由于换热管与管板孔之间的间隙小 , 能够有效防 3 纯碱生产 中常用的接头连接工艺 止介质渗入期 间 , 进而产生的间隙腐蚀 。其缺点是 : 对 管板孔的加工精度要求较高 ;换热管具有一定的 3 . 1 胀接 塑形 ; 对 换 热 管 和 管板 的 硬度 都有 要 求 , 一 般要 求 换 常用 的胀 接加 工 方法 有 : 手 工胀 管 器 滚 压胀 接 、 热 管端 的 硬度 要 比管 板 硬度 低 HB 2 0—3 0 ; 抗拉 脱 离 计 算 机 胀 管 器 滚 压 胀 接 和 液 袋 式 胀 管 机 胀 接 等 几 偏低; 对使用介质温度有一定的局限性 , 例如 , 在使 种 。在 MI I 换 热器 的制造 中选用 液 袋 式 液 压胀 接 方 用 温度大于 3 0 0 c C 时 ,材料的蠕变会使挤压残余应 式。这是因为该方式效率高、 换热管端面与管板孑 L 胀 力逐渐消失产生连接失效现象 。
收 稿 日期 : 2 0 1 3 - 0 4 - 0 8
作者 简介 : 刘 玉梅 ( 1 9 7 5 一) 。 女, 甘肃武威人 。 工程师 , 本科 , 研究方 向为机械设计及制造 。
换热管与管板焊接工艺评定选择
换热管与管板焊接工艺评定分析
对接和角焊 缝评定
换热管与热管与管板焊接工艺评定-对接焊缝评定的选择
对接焊缝的焊接工艺评定, 主要保证焊接接头的力学性能, 按照NB/T47014选择合适的工 艺评定。
换热管与管板焊接工艺评定-附件评定选择
谢谢
THANK YOU FOR WATCHING
换热管与管板焊缝主要是受剪切力,管子与管板之间焊缝焊脚长度则 决定了抗剪切能力,焊接工艺附加评定是对焊脚长度进行评定。
换热管与管板焊接工艺评定-附件评定选择
换热管与管板焊接工艺评定-附件评定选择
换热管与管板焊接工艺评定-附件评定选择
Φ25×2.5的换热管06Cr19Ni10与S30408管板焊接工艺附件评定 PQRGB01合格后,评定因素和覆盖的范围见下表:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
预置金属衬套
预置金属衬套的形状于尺寸
换热管与管板的连接方法
换热管与管板接头的清理方法
外观检验:报告编号
结果
渗透检验:报告编号
接头编号
1
2
3
4
5
6
7
8
910有无Fra bibliotek纹金相检验:报告编号
检验面编号
1
2
3
4
5
6
7
8
是否合格
有无裂缝、未熔合
角焊缝厚度(nn)
是否焊透
结论:本附加评定按NB/T47014—2011附录D规定焊接试件、检验试样,确认试验记录正确
换热管与管板焊接工艺附加评定报告
单位名称
焊接工艺附加评定报告编号焊接工艺卡编号
接头简图:
换热管与管板接头:标注母材类别、换热管外径、管壁厚度、管孔周边管板结构、预置金属村套形状于尺寸、孔桥宽度。
评定因素:
焊接方法及机动化程度
焊接位置
焊条直径
填充金属公称直径
手工焊时立焊方向(向下、向上)
角焊缝厚度
每面单道焊/多道焊
评定结果:(合格、不合格)
焊工姓名
焊工代号
试焊日期
编制日期
审核日期
批准日期