变速器装配工艺卡PPT课件
2.6变速器装配-课件
• 二. 装配原则 •
•
2. 安装顺序绝大多数就是拆卸的反顺序。
注意事项
• 一. 注意操作人身安全。
• 二. 注意各零部件的清洗及润滑。
• 三. 分解变速器时不能用铁锤猛击零件,只能轻轻敲打,防止零部件 变形损坏。
• 四. 使用橡胶锤时不能用力过猛,不能敲打棱角部位,防止橡胶锤损 坏。
• 五.一组同学只能同时拆卸一个部件,不能七手八脚的拆,否则不清楚 同学相互间的拆卸过程及零部件的初始位置,不利于对总体结构的了 解,还容易造成安装时遗漏许多小零件,需要重复拆装才能完成。 • 六.不要见螺栓就拆,而要先拆部件总成再将其分解为零件。有些螺栓 先拆反而会影响对结构的了解,因为零件是组合在一起起作用的。
拆装步骤
• 十二. 将输入轴总成分解为零件。
拆装步骤
• 十三. 将中 间轴总成分 解为零件。
拆装步骤
• 十四. 将输出轴总成分解 为零件。
拆装步骤
• 十五. 分析各零件之间的相互关系,掌握同步器的工作原理。
拆装步骤
• 十六. 安装。 • • 1.安装顺序即拆卸的反方向。 2.拧紧螺栓要注意对称性,不要挨个紧。
4. 倒档防止误挂的结构及工作原理 二. 掌握变速器拆装的基本方法和步骤
三. 学会拆装工具的正确使用方法
变速器拆装的基本方法
• 一. 拆卸原则 • • • 1. 清洁机器表面,观察外部结构,找出部件总成。 2. 先拆部件总成再将其分解为零件。 3. 有序摆放拆下的零部件,牢记各零部件的拆卸顺序,在拆卸过程中最好 能用拍照来帮助记忆。 1. 零件经清洗打油后再进行安装。
工作原理
•
为了帮助了解手 动变速器的动力传递 路线,右图显示了处 于空挡状态的简单两
任务四 变速器装配

任务引入
任务四 变速器装配
任务分析
任务四 变速器装配
任务中三轴变速器是齿轮减速器。齿轮减速器是原动机和工作机之间的 独立的闭式齿轮传动装置,用来降低转速和增大转矩,以满足工作需要,当 出现故障时需要维修人员进行拆卸后修理。如何选用合适工具进行拆卸与装 配是本任务的核心内容。
相关知识
齿轮减速器如图5-31所示,其主要由直齿 圆柱齿轮、角接触轴承、支架、轴、端盖、 键等组成。
任务四 变速器装配
相关知识
任务四 变速器装配
2.输入轴的安装 将两个角接触轴承(按背靠背的装配方法)安装在输入轴上,轴承中间加轴承 内外圈套筒。安装轴承座套和轴承透盖,安装好齿轮和轴套后,轴承座套固定在箱 体上,挤压深沟球轴承的内圈把轴承安装在轴上,装上轴承闷盖,套上轴承内圈预 紧轴套,最后通过调整圆螺母来调整两个角接触轴承的预紧力。输入轴如图5-33所 示。 扩展阅读:观看微课学习【变速器拆卸与装配精度检测】
相关知识
任务四 变速器装配
相关知识
任务四 变速器装配
5.轴承端透盖安装 (1)固定端透盖的安装。把固定端透盖的4颗螺钉预紧,用塞尺检测透盖与轴 承室的间隙(见图5-36),选择一种厚度最接近间隙大小的青稞纸垫片,涂上黄油 (见图5-37),安装在透盖和轴承室之间。 (2)动端透盖的安装。选择0.3 mm厚度的青稞纸垫片,涂上黄油,装在透盖 和变速箱侧板之间。 6.调整齿侧间隙 通过杠杆百分表来调整两个直齿圆柱齿轮的齿侧间隙,如图5-38所示。
任务四 变速器装配
任务四 变速器装配
知识目标
◆学会识图。 ◆了解装配工艺,重视装配工艺方法。 ◆掌握齿轮减速器的装配方法,能够根据机械设备的技术要求按工艺过程进行装 配,并达到技术要求。 ◆掌握齿轮减速器设备空运转试验方法。 ◆掌握轴承的装配方法和装配步骤。
变速器换挡叉工艺工序卡
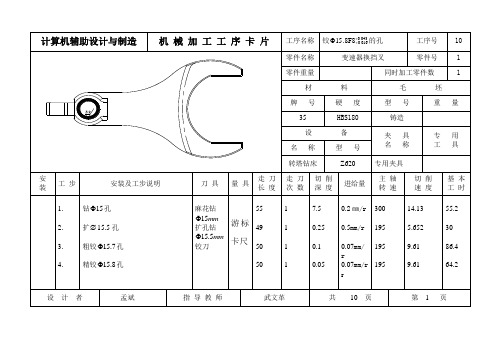
计算机辅助设计与制造机械加工工序卡片工序名称铰043.0016.08F8.15++Φ的孔工序号10零件名称变速器换挡叉零件号 1零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35 HBS180铸造设备夹具名称专用工具名称型号转塔钻床Z620 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1.2.3.4.钻15Φ孔扩∅15.5孔粗铰15.7Φ孔精铰15.8Φ孔麻花钻15mmΦ扩孔钻15.5mmΦ铰刀游标卡尺5549505011117.50.250.10.050.2㎜/r0.5mm/r0.07mm/r0.07mm/rr30019519519514.135.6529.619.6155.23086.464.2 设计者孟斌指导教师武文革共10 页第 1 页计算机辅助设计与制造机械加工工序卡片工序名称粗铣叉口19 5.9⨯两内侧面工序号10零件名称变速器换挡叉零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35HBS180铸造设备夹具名称专用工具名称型号卧式铣床X620 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时粗铣叉口19 5.9⨯两内侧面硬质合金立铣刀游标卡尺卡板50 1 2mm 0.15mm 450r/min 56.52m/min 10 设计者孟斌指导教师武文革共10 页第 2 页计算机辅助设计与制造机械加工工序卡片工序名称粗铣16x56两侧面工序号30零件名称变速器换挡叉零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35 HBS180铸造设备夹具名称专用工具名称型号卧式铣床X620 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时粗铣16x56两侧面高速钢镶齿三面刃铣刀40mmΦ15β=︒游标卡尺卡板70 1 2mm 0.08mm/r 165r/min 20.7m/min 20设计者孟斌指导教师武文革共10 页第 3 页计算机辅助设计与制造机械加工工序卡片工序名称粗铣叉口前后两侧面工序号40零件名称变速器换挡叉零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35 HBS180设备夹具名称专用工具名称型号卧式铣床X620 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时粗铣叉口前后两侧面高速钢镶齿三面刃铣刀225mmΦ15β=︒游标卡尺卡板55 1 2mm 0.08mm/r165r/min 26.7m/min60设计者孟斌指导教师武文革共10 页第 4 页计算机辅助设计与制造机械加工工序卡片工序名称切槽粗铣16.5x14.5面铣11x9.65铣16.5x42.9面工序号50零件名称变速器换挡叉零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35 HBS180铸造设备夹具名称专用工具名称型号卧式铣床X620 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时1.2.3.4. 切槽粗铣16.5x14.5面铣11x9.65铣16.5x42.9面切槽刀高速钢镶齿三面刃铣刀40mmΦ15β=︒游标卡尺卡板55254055222222220.15mm/r0.08mm/r0.08mm/r0.05mm/r190r/min165r/min165r/min165r/min8.35m/min20.7m/min20.7m/min20.7m/min2471218设计者孟斌指导教师武文革共10 页第5 页计算机辅助设计与制造机械加工工序卡片工序名称精铣叉口两内侧面工序号60零件名称变速器换挡叉零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35 HBS180铸造设备夹具名称专用工具名称型号卧式铣床X620 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时精铣叉口两内侧面高速钢镶齿三面刃铣刀40mmΦ8β=︒游标卡尺卡板50 1 0.2mm 0.08mm/r 115r/min 14.4m/min20设计者孟斌指导教师武文革共10 页第6页计算机辅助设计与制造机械加工工序卡片工序名称精铣16x56两侧面工序号70零件名称变速器换挡叉零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35 HBS180铸造设备夹具名称专用工具名称型号卧式铣床X620 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时精铣16x56两侧面高速立铣刀游标卡尺卡板701mm 0.2mm 0.08mm/r/r115r/min 14.426设计者孟斌指导教师武文革共10 页第7 页计算机辅助设计与制造机械加工工序卡片工序名称精铣叉口前后两侧面工序号80零件名称变速器换挡叉零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35 HBS180设备夹具名称专用工具名称型号卧式铣床X620 专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时精铣叉口前后两侧面高速钢镶齿三面刃铣刀225mmΦ8β=︒游标卡尺卡板55 1 0.2mmm 0.08mm/r 29.5r/min 20.8m/min 74设计者孟斌指导教师武文革共10 页第8页计算机辅助设计与制造机械加工工序卡片工序名称精铣16.5x42.9面工序号90零件名称变速器换挡叉零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35 HBS180铸造设备夹具名称专用工具名称型号卧式铣床X620专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时精铣16.5x42.9面高速钢镶齿三面刃铣刀40mmΦ8β=︒游标卡尺卡板55 1 0.2 0.08mm/r 115r/min 14.4m/s 30设计者孟斌指导教师武文革共10 页第9 页计算机辅助设计与制造机械加工工序卡片工序名称攻螺纹M10x1-H7工序号100零件名称变速器换挡叉零件号零件重量同时加工零件数 1材料毛坯牌号硬度型号重量35 HBS180铸造设备夹具名称专用工具名称型号钳工台专用夹具安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时攻螺纹M10x1-H7 M10丝锥27 1 5 1.25mm/r 190r/s 5.97m/s 86设计者孟斌指导教师武文革共10 页第10 页。
变速器工艺卡
专用夹具
切槽刀
高速钢镶齿三面刃铣刀
卡
板
1
1
1
1
55
25
40
55
2
2
2
2
0.15
0.08
0.08
190
165
165
165
8.35
20.7
20.7
20.7
0.38
0.11
0.18
0.25
VI
1
1
精铣叉口两内侧面
卧式铣床
专用夹具
高速钢镶齿三面刃铣刀
卡
板
1
50
0.2
0.08
115
14.4
0.31
VII
115
14.4
0.34
X
1
1
攻螺纹M6x1-H7
M6丝锥
1
27
5
1.25
r/min
190
5.97
1.43
武汉科技学院
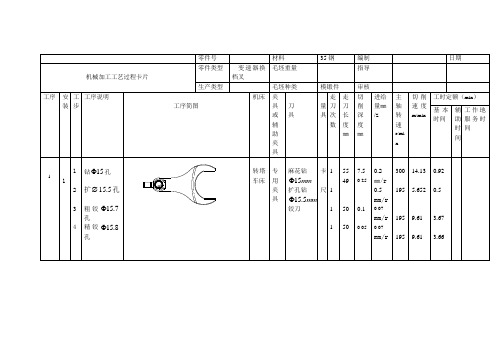
机械加工工艺过程卡片
产品型号
CA10B
产品型号
CA10B(解放汽车)
共1页
产品名称
变速器换挡叉
零件名称
ห้องสมุดไป่ตู้心轴
第1页
材料牌号
35钢
毛坯种类
铸件
毛坯外型尺寸
每毛坯件数
4000
每台
件数
备注
2.6kg
工
序
号
工序
名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
1
铸造
铸造毛坯
2
粗铣
粗铣Φ15、Φ50上,下端面
变速器__完整ppt课件

54
完整版PPT课件
55
4、换档原理
一轴
中间轴
二轴
完整版PPT课件
56
二、两轴式变速器
应用: 发动机前置前轮驱动,发动机后置后轮驱 动的汽车。
特点; 输入轴与输出轴平行,无中间轴。
组成: 输入轴、输出轴、倒档轴、轴承、变速齿 轮、同步器
完整版PPT课件
57
• 结构分析:
• 一轴:一、二档齿轮和倒档齿轮与轴一体;三、四
66
完整版PPT课件
67
完整版PPT课件
68
完整版PPT课件
69
完整版PPT课件
70
完整版PPT课件
71
作业
以桑塔纳轿车为例,画出变速器结构简图, 并分析各档位动力传递路线。
完整版PPT课件
72
1)切薄齿式
挂档方向
跳档方向
传 动 方 向
结合齿圈
结完合整版套PP齿T课件 花键毂
39
2)斜面齿式
结合套齿
传 动 方 向
花键毂
结合齿圈
完整版PPT课件
结合齿圈
40
(4)、齿轮的轴向定位
利用止推环对斜齿轮轴向限位。 (5)、齿轮传动消除间隙装置
齿轮侧面加装薄钢片副齿轮 (6)、润滑与密封
采用飞溅润滑 在1、2轴与轴承盖之间多采用回油螺纹或橡胶 油封 (7)、变速器壳 材料:铸铁、铸铝 底部有放油螺塞。
完整版PPT课件
47
7、操纵杆方向不要装反。
8、装第二轴时,先把二轴
轴承先装到位。再装第一轴。
9、拆装中间轴时先要取下倒
档齿轮和倒档轴。
10、拆倒档轴时,先把中间
轴两端盖子拆开,再把中间
变速箱的装配工艺流程PPT共24页
谢谢你的阅读
❖ 知识就是财富 ❖ 丰富你的人生
71、既然我已经踏上这条道路,那么,任何东西都不应妨碍我沿着这条路走下去。——康德 72、家庭成为快乐的种子在外也不致成为障碍物但在旅行之际却是夜间的伴侣。——西塞罗 73、坚持意志伟大的事业需要始终不渝的精神。——伏尔泰 74、路漫漫其修道远,吾将上下而求索。——屈原 75、内外相应,言行相称。——韩非
变速箱的装配工艺流程
21、没有人陪你走一辈子,所以你要 适应孤 独,没 有人会 帮你一 辈子, 所以你 要奋斗 一生。 22、当眼泪流尽的时候,留下的应该 是坚强 。 23、要改变命运,首先改变自己。
24、勇气很有理由被当作人类德性之 首,因 为这种 德性保 证了所 有其余 的德性 。--温 斯顿. 丘吉尔 。 25、梯子的梯阶从来不是用来搁脚的 ,它只 是让人 们的脚 放上一 段时间 ,以便 让
(整理)变速箱装配工艺.

(整理)变速箱装配工艺.1.倒挡活塞及内外密封环同时装入箱体(铜棒轻敲)2.装入倒挡行星轮架组合件(2.1)行星轮(1个)、滚针(22)和挡圈装配(2个)(2.2)倒档行星架的上线,装行星轮轴(2.3)倒档行星架上装配4个行星轮(2.4)用垫片、螺栓紧固4根行星轮3.装入8张摩擦片(被、主动片各4片,被动片缺口对齐)、摩擦片隔离架,同时箱体侧面装入销子(固定隔离架)4.装入一档油缸体,测量中盖安装间隙,取出一档油缸5.装入一档小总成(太阳轮、内齿圈同时与倒挡行星轮啮合)(5.1)行星轮(1个)、滚针(22)和挡圈装配(2个)(5.2)一档行星架的上线,装入4个行星轮和轮轴(5.3)装入固定行星轮轴的止动盘(5.4)装倒挡齿圈,并用卡圈固定(5.5)装太阳轮(外圈与一档行星架紧配合,铜棒)(5.6)装直接档连接盘,并用螺栓紧固6.一档齿圈和5张摩擦片同时装入箱体(齿圈与一档行星轮啮合),然后装入剩余的3张摩擦片7.装入16根弹簧和16根销子和固定板(隔离架缺口处)8.装入一档油缸体和活塞体合件(铜棒轻敲活塞装入一档油缸体,固定板与油缸体缺口对齐)9.装入配对中盖,紧固8个中盖螺栓(140N.M)(中盖需要现场加工)10.翻转箱体90°,装入输出轴齿轮和输出轴11.装入后支撑轴承6312(铜棒),同时装入孔用挡圈12.翻转箱体-90°,调整轴承内圈与轴配合到位(铜棒)13.装入前输出滚子轴承92312(铜棒),孔用挡圈14.装入骨架油封(铜棒)15.吊装三轴总成(三轴输入端轴承与中盖的紧配合,敲击达到极限)(15.1)吊装中间输出齿轮,装入直接档油缸体(直接档油缸体上需敲入3支定位销)(15.2)在活塞上装入内外旋转油封,活塞体整体装入油缸体内(定位销对孔,铜棒轻敲到位)(15.3)在活塞上方装入盘行弹簧,装入轴用挡圈(15.4)安装输入轴直接档支撑轴承(42204),装入输入轴(铜棒)(15.5)在直接档油缸体上安装受压盘(铜棒)(15.6)安装12根螺栓并紧固(加固150N.M),并用铁丝加固16.清理后端盖,测量后端盖安装面到311轴承位的高度度与箱体的后端面到311轴承的的高度差,选择调整垫片17.清理箱体的后端面,装O行圈和旋转油封18.后端盖涂胶后装密封垫19.装后端盖并用螺栓固定20.翻转箱体90°21.装配2个吊环螺栓并旋紧22.装入进油口圆柱堵头(铜棒)和螺塞23.装后输出轴骨架油封(先图上润滑油,铜棒)24.装后输出轴法兰、o型圈、垫片和自锁螺母并锁紧螺母(450N.M)25.在箱体输入端的孔内装入挡圈,测量倒档行星轮组合件上110轴承端面到箱体上挡圈的间隙26.现场配对加工隔套27.吊装超越离合器总成,使超越离合器安装到极限位置(铜棒)(27.1)在超越离合器的内环凸轮上装入24根螺栓,放在专用的压板上(27.2)在超越离合器的内环凸轮外圈上转入隔离架,装上压盖(27.3)在隔离架的槽内装入24粒滚柱(27.4)吊装外环齿轮上线,并将凸轮组件装入外环齿轮(27.5)测量压盖的三个卡爪与隔离架的间隙,装入3个弹簧(27.6)内孔装入孔用挡圈,并装入中间输入轴(铜棒)(27.7)装入24粒螺母紧固中间输入轴和内环凸轮(27.8)翻转超越离合器180°,装入中间隔套和轴承28.清理箱体变速操纵阀的安装面,涂胶装密封垫29.安装变速分配阀,并紧固13个螺栓(先中间后两边)30.清理变速箱、变矩器安装面,测量超越离合器上211轴承端面到箱体端面高度与变矩器壳体安装面到211轴承安装位端面的高度之间的差值,选择调整垫片31.测量变矩器一级输出齿轮311轴承端面到变矩器壳体端面的高度与变速箱上轴承的支撑端面到变速箱壳体端面高度的差值,选择调整垫片32.装入2个定位销(铜棒),涂胶并装入密封垫33.在各座孔内和轴承上涂机油,吊装变矩器与变速箱合箱(铜棒),装入29个螺栓,紧固(33.1)测量二级涡轮到变矩器壳体二级输出齿轮轴承安装面高度与二级输入齿轮轴承面到花键端面的高度差(33.2)测量选取花键垫片,装配花键垫片;(33.3)安装二级输出齿轮旋转油封和二级输出齿轮(铜棒轻轻敲击到位)(33.4)安装一级输出齿轮旋转油封,安装8111轴承(33.5)安装一级输出齿轮(铜棒轻轻敲击到位)(33.6)安装转向泵齿轮和工作泵齿轮(铜棒敲击到位)34.安装转向泵箱体支撑位轴承(铜棒),安装工作泵箱体支撑位轴承(铜棒)35.清理变速泵箱体安装端面,涂胶安装密封垫36安装变速泵并紧固螺栓37.装订铭牌。
变速器装配工艺__20090921_1.

四、6MT装配工艺 1、装配流程
2)总装工段 ①涂胶; ②合箱; ③合箱紧固; ④装选换挡机构; 3)试验工段 ①气密封试验; ②(磨合) ; ③台架试验; ④散件装配。
人人是老师
人人是学生
吉利汽车研究院
Geely Automobile Institute
吉利汽车研究院
Geely Automobile Institute
人人是老师
人人是学生
三、装配工艺组成 1、变速器装配流程 通过对变速器结构分解,了解其组成 及相互关系,将变速器分解成多个装配层 次,按照以下原则确定装配流程: • • • • 装配层次低的先装配; 装配层次多的先装配; 装配复杂、精度高、时间长的最先装; 同一层次同时装配。
设备:选片仪。
输出2轴 锥轴承选 片 差速器 锥轴承选片
人人是老师
人人是学生
吉利汽车研究院
Geely Automobile Institute
四、6MT装配工艺
⑨后壳体总成分装;
Geely Automobile Institute
四、6MT装配工艺
④差速器总成分装;
设备:压力机。 工具:油枪。工装:专用工装。
要注意孔的 方向,与差 速器的销孔 重合
人人是老师
人人是学生
吉利汽车研究院
Geely Automobile Institute
四、6MT装配工艺
⑤前壳体总成分装;
设备:压力机。 工装:专用工装。
人人是老师
人人是学生
吉利汽车研究院
Geely Automobile Institute
一、变速器结构
• • • • 支撑部分:壳体 传动部分:齿轮、轴、轴承 换挡部分:同步器、拨叉、双离合器(DCT) 控制部分(自动变速器) 液压系统:液压阀、 电控系统:传感器、电磁阀 控制软件:程序、控制策略 其余:螺栓……