混流式转轮偏车平衡配重法
混流式转轮焊接制造技术的发展(下)
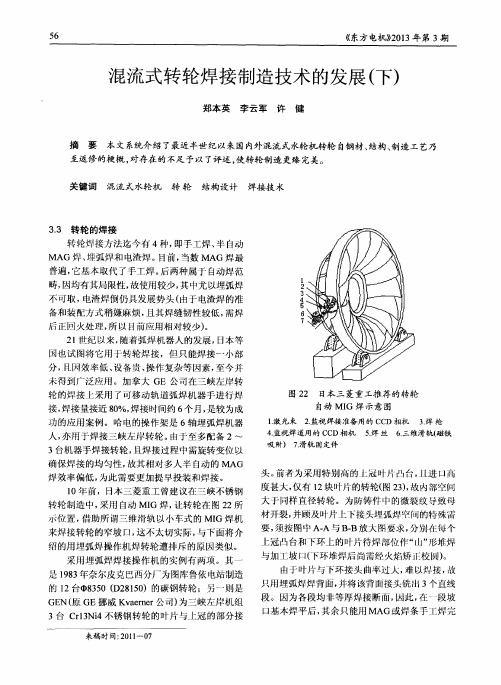
度甚大 , 仅有 l 2块 叶片的转轮( 图2 3 ) , 故 内部空 间
大于 同样 直径转 轮 。为 防铸件 中 的微 裂纹 导致 母 材开裂 , 并顾 及叶片上下 接头埋弧焊 窄问 的特殊 需
要, 须 按 图中 A— A与 B. B放大 图要 求 , 分 别在每 个 上冠 凸台和 下环上 的叶片待焊 部位 作 “ 山” 形堆 焊
2 0余 年后 , G E N( 原G E挪威 K v a e me r 公司 ) 在 三 峡左岸 的 3台 C r 1 3 Ni 4不锈钢 转轮上 , 决 定对叶 片 与上 冠接 头采 用埋 弧焊 , 为此 煞 费苦 心 , 给 予很 大 投资 。一 是 由瑞典 E S AB研 制可 数控 编程 带荧 屏 监视器 以监视熔 池状况 , 可作 曲线单边组 合坡 口 自动 埋弧焊 的双 丝( 2 . 5 ) 焊接 操作机( 共两 台 , 分别 用 于焊 正、 背面 接头) ; 另 一则是 为适应 上冠 接头在 水平 位置作 埋弧焊 的需要 , 使转轮借 助工 具轴 回转 凋位 的大型 翻转 架 。 此外, 还配 制 了两个 供焊 接操 作 工等 上 下 的操作 机支 撑架 ,三 者 布置 方式 见 图 2 4 。 另外 , 为满 足埋 弧 焊焊炬 的操作 需要 , 将 叶 片
与加 工坡 口( 下环 堆焊 后 尚需经火 焰矫 正校 恻) 。 由于 叶片与 下环接 头 曲率过人 , 难 以 接 , 故
只用埋 弧焊焊背 面 , 并将 该背面接头铣 f J J 3 个直 线
绍 的用 埋弧焊 操作 机焊转 轮遭 排斥 的原 因类似 。 采 用埋 弧焊焊 接操 作机 的实 例有 两项 。其 一 足1 9 8 3年奈尔皮 克 巴西分厂 为 图库鲁 依 电站制 造
小型混流式水轮机转轮优化设计及数值模拟

小型混流式水轮机转轮优化设计及数值模拟张洪渠,余波,陈柱(西华大学能源与环境学院,四川I成都610039)摘要:针对某小型混流式水轮发机电组长期受到转轮流道堵塞、出力受阻闻题,提出在基本不改变水轮机原性能参数的条件下.以加大叶片开121为优化目标的转轮流道优化方案,并对优化后的水轮机转轮流道进行数值模拟。
数值模拟及现场运行表明了该转轮优化设计方案的正确性。
关键词:水轮机;转轮;优化设计;数值模拟;水电站O pt i m i z at i on D瞄i和and N um eri cal Si m ul a t i on of Sm a l l Fra nci s T ur bi ne R unn erZ hang H on gqu,Y u B o,C he n Z h u(School of E n er g y a nd E nvi ronm e nt,X i hua U ni ve r s i t y,Che ngdu Si chuan610039)A bs t r a ct:The r u nne r of Fr an ci s t ur bi ne i n a sm al l hydropew er s t at i on i s of t e n bl oc ke d by debr i s.For sol vi ng t he pr obl em,t he r u nne r i s r e des i gne d t o i ncr ease bl a de op e ni ng under t he con di t i on of n o c h a ng e t he basi c per f or m ance and pa r am et er s of t u r bi ne.T h e r u nne r opt i m i zat i on i s als o nu m er i ca l l ysi m ul at ed.T he si m ul at i on a nd f ield oper at i on s ho w s t hat t he r u nne r r e desi g n i sr eas onable.K e y W ords:t ur bi ne;runne r,opt i m a l des i gn;num er i c al si m ul at i on;hydr opow e r s t at i on中图分类号:TK730.2文献标识码:A文章编号:0559-9342(2010)08-0065-03四川I某水电站安装有3台单机容量为1600kW 的卧式混流式水轮发电机组,电站额定水头91.4m,水轮机型号为H L l60娟U--60,单机额定流量2.3m3/s。
混流式水轮机转轮
A897 转轮
• 构皮滩水电站(Hmax=200.0 m,5×600 MW),水头变 幅并不大,业主对水轮机最高效率要求高,而且要具有高 效宽广的效率圈。全部水力设计由“哈电” 独立完成, 采用创新设计理念,优化设计出A897 转轮,并进行了模 型效率试验。该转轮具有长短叶片,已用于构皮滩水电站, 2009 年首台机组发电。 • A897 转轮模型试验验收分国内和国外两个阶段, 分别在 “哈电”和瑞士洛桑EPFL-LMN 进行,其结论是一致的: 水轮机模型最高效率平均值为95.17%, 换算到原型最高 效率96.65%,原型水轮机加权平均效率为94.7%,水轮机 模型额定点效率平均值为91.5%,换算到原型为93.0%, 均满足合同的要求;在单位飞逸转速、模型各工况点的压 力脉动幅值等方面,均满足合同的要求;水轮机模型在运 行区域内没有出现空化现象。
7ljd399d294d398等转轮?东电自三峡左岸电站vgs水轮机模型验收试验后就在总结这一试验结果的基础上开始了历时4年的三峡右岸电站水轮机的水力开发工作进行了精心的水力设计和大量的模型试验研究水力开发工作围绕着在保持能量空化性能与左岸电站水轮机相当的前提下考虑如何最大限度地提高右岸电站水轮机水力稳定性消除左岸电站水轮机存在的部分负荷压力脉动带
混流式水轮机转轮
混流式水轮机转轮
F13 转轮
富春江水电设备厂为三门峡扩机而于1991 年6 月从 俄罗斯列宁格勒金属工厂引进了PO45/820 转轮技术,并 完成了模型试验及验收,其编号为F13。又将F13 模型机 组的尾水管换成按三门峡水电站实际流道设计的模型进行 了试验研究, 编号为F12。F12 转轮用于三门峡水电站的 6 号、7号机组(最高水头47.7 m,单机容量75 MW,水 轮机型号为HLF12-LJ-550,真机最优效率ηmax=94.2%), 6 号机组于1993 年12 月投产。 在前苏联1982 年重新制定的轴流式和混流式水轮机 型谱中,PO45(PO 表示混流式, 45 表示可供使用的最大 水头( m) ) 是用于最低水头段的混流式水轮机,转轮推 荐使用最大水头为45 m。在JB/T6310—92《中小型轴流 式混流式水轮机转轮系列型谱》中F13 的推荐使用水头 Hmax=50 m。
混流式水轮机

/trade/pay_success.htm?biz_order_id=213979720000462&out_trade_no=T200P213979720000462&dealing=T第一节混流式水轮机结构一、概述混流式水轮机是反击式水轮机的一种,其应用水头范围很广,从20~700m水头均可使用。
它结构简单,制造安装方便,运行可靠,且有较高的效率和较低的空蚀系数。
现以图2-1所示的混流式水轮机为例来介绍这种水轮机结构。
水轮机的进水部件是具有钢板里衬的蜗壳,座环支柱也称固定导叶1,在转轮四周布置着导水机构导叶2。
座环支柱具有坚固的上环a和下环b,蜗壳和上下环焊接在一起。
导叶轴颈用衬套(钢或尼龙材料)支承在底环3和固定于顶盖4的套筒5上。
底环固定于座环的下环上面。
顶盖用螺钉6与座环的上环连接。
导水的传动机构是由安置在导水叶上轴颈的转臂12,连杆13和控制环14组成。
导叶的开度0a(从导叶出口边端到相邻导叶背部的最短距离)的改变是通过导水机构的两个接力器16和控制环连接的推拉杆15传动控制环来实现的。
图2-1 HL200-LJ-550水轮机剖面图(高度单位:m,尺寸单位:mm)1—固定导叶;2—导叶;3—底环;4—顶盖;5—套筒;6—螺钉;7—主轴法兰;8—主轴;9—上冠;10—下环;11—叶片;12—转臂;13—连杆;14—控制环;15—推拉杆;16—接力器;17—导轴承;18—泄水锥;a19,b19—上,下迷宫环;a—坐环上环;b—坐环下环;20—连接螺栓由于混流式水轮机应用水头较高,导叶承受的弯曲载荷大,因此导叶的相对高度0b与轴流式水轮机比较起来做得短一些,以减小跨度。
此外,随着水头增高,相同功率下水轮机的过流量减小,这样有可能减小流道的过流载面。
0b一般随水头增加而减小。
导叶和水轮机顶盖4及底环3之间的间隙及相邻导叶在关机时的接合面都会有漏水现象。
一般采用橡胶的或金属制成的密封件,可使导水机构关闭时的漏水量最小。
混流式转轮加工工艺守则
工艺文件名称混流式转轮加工工艺守则文件编号设计校核会签审核审定批准1 适用范围本守则适用于中、小型水轮机混流式转轮的加工。
2 使用设备、工夹具、材料1) 设备:普通车床、插床,钻床、镗床、电焊机、吊车、装配平台、卧式平衡架、风动砂轮机2) 工夹具:叶片组合样板、转轮点焊工具,锥度塞规,厚度尺、转轮背面样板、转轮静平衡工具、上冠尺样板,下环R 样板,内圆卡规。
3) 材料:砂轮、抛光轮、红铅油、焊条、棉纱布。
3 上冠、下环、叶片加工3.1 上冠加工:3.1.1 车:按图粗、精车合各尺寸(上冠过流面及转轮叶片点焊用定位孔精车合图);注意事项:对内腔不加工的上冠,加工前参考外型尺寸的同时要找正内腔不加工面,以减少转轮加工后残留不平衡量。
3.1.2 划:划各孔加工线。
3.1.3 镗:镗钻减压孔(注意孔角度及其位置)。
注: 对在转轮组焊后钻减压孔不影响叶片的(减压孔在叶片流道外),可在转轮组焊加工后钻减压孔。
3.2 下环加工:按图粗、精车合图(曲面用样板检查)。
3.3 叶片加工:叶片正、背面过流型面打磨:3.3.1用正面组合样板考核,打磨叶片正面型线(注意背面留有足够加工余量),控制叶片正面型线偏差、叶片过流表面波浪度及表面粗糙度达附表1要求;3.3.2通过叶片正面组合样板划叶片出水边加工线,并打洋冲标记;3.3.3按标记线割除多余边,修磨叶片出水边(利用平台透光检查并修磨出水边平面);3.3.4用组合样板考核,打磨叶片背面型线(正、背面组合样板的组合尺寸根据样板标注尺寸加大0.2% D1),并注意叶片出水边缘厚度尺寸的控制(允差为:-0.2X叶片边缘厚度~+0.5毫米),并使叶片背面型线偏差及表面粗糙度达附表1要求;3.3.5叶片抛光。
4 转轮点焊4.1点焊前准备工作4.1.1上冠、叶片、下环转入组焊前,叶片过流面的铲磨,抛光已完成,并均符合设计图纸要求,上冠下环过流面均已精加工合图,检查上冠内径(点焊用定位孔)与工装定位尺寸相符,并清除锈污和毛刺;4.1.2 所需工艺装备和材料准备齐全,摆焊板按装配图要求正确装配(注意:检查摆焊板叶片出水边定位面是否过转轮中心--是否符合图纸要求?否则夹紧套调头后再把合摆焊板);4.1.3 对直径较大的转轮叶片称重作标记,并将重量相近的叶片对称分布,以减少转轮不平衡量;4.1.4 在下环出水端面,按叶片等分数划等分线并作标记;4.1.5 根据摆焊板高度定位面的位置(不同的转轮可选2、3或4断面),通过叶片组合样板在叶片正面划出该断面定位线,作为叶片点焊时定位高度基准线。
混流式水轮机转轮优化设计浅析
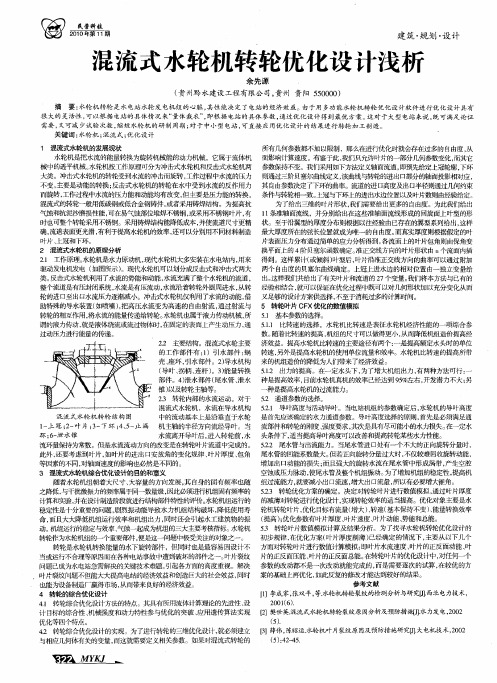
2 工作原理。 . 1 水轮机是水力原动机, 现代水轮机大多安装在水电站内, 用来 驱动发电 机发电 ( 如图所示 。 现代水轮机可以划分成反击式和冲击式两大 类。 反击式水轮机利用了水流的势能和动能 , 水流充满了整个水轮机的流道, 整个流道是有压封闭系统, 水流是有压流动 , 水流沿着转轮外圆周进水 , 从转 轮的进 口至出口水流压力逐渐减小。冲击式水轮机仅利用 了水流的动能, 借 助特殊的导水装置( 如喷嘴)把高压水流变为高速的自由射流, , 通过射流与 转轮的相互作用, 将水流的能量传递给转轮。 水轮机也属于液力传动机械, 所 谓的液力传动 , 就是液体绕流或流过物体时, 在固定 的表面上产生动压力 , 通 过动压力进行能量的传递。 2 主要 结构 。混 流式水 轮 主要 . 2 的工作部件有 :)引水部件 : 1 蜗 壳、 座环 , 引水部件。2导水机构 ) ( 导叶、 拐柄 、 连杆 ) ) 。3能量转换 部件。4泄水部件( ) 尾水管 、 泄水 锥) 以及转轮主轴等。 2 转轮内部的水流运动。对于 . 3 混 流式 水轮 机 ,水流 在导 水机 构 混流 式 水 轮机 转轮 结构 图 中 的流 动基 本上 是沿 垂直 于水 轮 1 上冠 ; 一 片 ;一下环 ; 、 ~ 漏 机主轴的半径方向流经导叶。当 一 2叶 3 45 止 环 ;一 6 泄水锥 水流离开导叶后, 进入转轮前, 水 流环量保持为常数。 但是水流流动方向的改变是在转轮叶片流道中完成的。 此外, 还要考虑到叶片, 如叶片的进出口安放角的变化规律 、 叶片厚度 、 包角 等因索的不同, 对轴面速度的影响也必然是不同的。 3 混流式水轮机综合优化设计的目的和意义 随着水轮机组朝着大尺寸、 大容量的方向发展 , 自身的固有频率也随 其 之降低, 与干扰激振力的频率属于同—数量级, 因此必须进行机组固 有频率的 计算和实验 , 并在设计制造阶段就进行结构部件特眭的评价。 水轮机组运行的 稳定性是十分重要的问题, 剧烈振动能导致水力机组结构破坏 , 降低使用寿 命, 而且大大降低机组运行效率和机组出力 , 同时还会引起水工建筑物的振 动。 机组运行的稳定与效率、 气蚀一起成为机组的三大 主 要考核指标。 水轮机 转轮作为水轮机组的 一个重要部件 , 便是这 一 问题中极受关注的对象之一。 转轮是水轮机转换能量的水下旋转部件 , 同时也是最容易因设计不 但 当或运行不合理等原因而在各种电站事故 中 遭到破坏的 部件之一。 叶片裂纹 问题已成为水电 站急需解决的关键技术难题, 引起各方面的高度重视。解决 叶片裂纹问题不但能大大提高电站的经济效益和创造巨大的社会效益, 时 f 司 也能为设备制造厂赢得市场 , 从而带来 良好的经济效益。 4 转 轮的综 合优 化设计 4 转轮综合优化设计方法的特点。其具有所用流体计算理论的先进性、 . 1 设 计目 标的综合 陛、 机械强度和动力特 l 生 参与优化的突破、 应用遗传算法实现 优化等四个特点。 4 转轮综合优化谢 十 . 2 的实现。为了进行转轮的三维优化设计, 就必须建立 与相应几何体有关的变量, 而这就需要定义相关参数。如果对混流理可分为冲击式水轮机和反击式水轮机两 大类。冲击式水轮机的转轮受到水流的冲击而旋转, 工作过程中水流的压力 不变, 主要是动能的转换 ; 反击式水轮机的转轮在水中受到水流的反作用力 而旋转, 工作过程中 水流的压力能和动能均有改变, 但主要是压力能的转换。 混流式的转轮一般用低碳钢或低合金钢铸件 , 或者采用铸焊结构。为提高抗 气蚀和抗泥沙磨损性能, 可在易气蚀部位堆焊不锈钢 , 或采用不锈钢叶片, 有 时也可整个转轮采用不锈钢。采用铸焊结构能降低成本 , 并使流道尺寸更精 确, 流道表面更光滑, 有利于提高水轮机的效率, 还可以分别用不同材料制造
混流式水轮机
/trade/pay_success.htm?biz_order_id=213979720000462&out_trade_no=T200P213979720000462&dealing=T第一节混流式水轮机结构一、概述混流式水轮机是反击式水轮机的一种,其应用水头范围很广,从20~700m水头均可使用。
它结构简单,制造安装方便,运行可靠,且有较高的效率和较低的空蚀系数。
现以图2-1所示的混流式水轮机为例来介绍这种水轮机结构。
水轮机的进水部件是具有钢板里衬的蜗壳,座环支柱也称固定导叶1,在转轮四周布置着导水机构导叶2。
座环支柱具有坚固的上环a和下环b,蜗壳和上下环焊接在一起。
导叶轴颈用衬套(钢或尼龙材料)支承在底环3和固定于顶盖4的套筒5上。
底环固定于座环的下环上面。
顶盖用螺钉6与座环的上环连接。
导水的传动机构是由安置在导水叶上轴颈的转臂12,连杆13和控制环14组成。
导叶的开度0a(从导叶出口边端到相邻导叶背部的最短距离)的改变是通过导水机构的两个接力器16和控制环连接的推拉杆15传动控制环来实现的。
图2-1 HL200-LJ-550水轮机剖面图(高度单位:m,尺寸单位:mm)1—固定导叶;2—导叶;3—底环;4—顶盖;5—套筒;6—螺钉;7—主轴法兰;8—主轴;9—上冠;10—下环;11—叶片;12—转臂;13—连杆;14—控制环;15—推拉杆;16—接力器;17—导轴承;18—泄水锥;a19,b19—上,下迷宫环;a—坐环上环;b—坐环下环;20—连接螺栓由于混流式水轮机应用水头较高,导叶承受的弯曲载荷大,因此导叶的相对高度0b与轴流式水轮机比较起来做得短一些,以减小跨度。
此外,随着水头增高,相同功率下水轮机的过流量减小,这样有可能减小流道的过流载面。
0b一般随水头增加而减小。
导叶和水轮机顶盖4及底环3之间的间隙及相邻导叶在关机时的接合面都会有漏水现象。
一般采用橡胶的或金属制成的密封件,可使导水机构关闭时的漏水量最小。
水轮机转轮静平衡试验中配重计算的新方法
文献 〔 1 〕 中采 用三次 试
。
由于 转轮 存在 不 平衡 重
, ,
加 上 试重 后
1 )
,
转 轮 下 环 下 沉 值是 由转 轮 不 平
,
。
衡 重和 试重 联 合引 起的
召 值 选取 不 当对 h值
仅 将 试重 代入 式 (
,
中求 几 和 召值是 不 合适 的
0 % 以上 诚然 文献 〔” 中提 到给 定召值后 加 不 同试 重求 出的 几 值 互 不 相 同 误差 达 1
、
(1 4 )
式代 入 式
(7 )
即可求 出配 重 的 大
( 11)
4
结
论
本文 推导 的一 次试 加 重法求 配重 的新 公式 没有 涉及 到滚 动摩 擦系 数 产 和 转轮 重 心 与 支承 球球 心 的距 离 h 度
a :
。
转轮 不平衡 重 与试 重 产生 的合力矩 为 M
则
:
R尸
=
。
+
RP
:
( 2 ) ( 3 )
令 将
M
RF
,
式中 F 为 当量力
( 8 )
F
=
与 X 轴 夹角口 为
( 2 )
。
式代 入
P
o
式有
:
+
P
I
( 4 )
。
即 F 是 不 平衡 重与 试重 的矢量 和 可得
:
由图
2
中
F F
s
e
in
o
s
= 口
,
的计算 有 一 定影 响
,
但 更主要 的原 因是求 h值 时 没有考虑 到 不 平 衡 重
积分法在混流式转轮去重工艺计算中的应用
的处理工艺 , 有不 同的切深 , 一般制造厂 比较常用的 切除工艺是 :以配重处方位相对称的对应点 A作为
1 . 转轮 2 . 静平衡工具 3 . 支座 4 . 配重块
切除最高点 , 以切除深度达 h时, 切除区域正好过上 冠半 圆区域 ( 图二 中 Y轴与 R 、 r 所构成 的区域 ) 为
1 . 转轮上冠 2 . 转轮叶片 3 . 转轮下环 4 . 原配重块
图 2 转轮 去重 计 算 示意 图
1 转轮不平衡质量 的消除方法
水轮机转轮静平衡试验后 ,对超 出许用不平衡 质 量 的处 理方 法 , 主要 有两 种 : 一 种 是实 际不 平衡 质 量与许用不平衡质量偏差较少 ,在结构允许的情况 下, 采取在转轮体 内腔( 轴流式 ) 或上冠非配合斜 面
度, 是提 高偏 车 效率 及转 轮外 观质 量 的关 键 。
=
.
则 ( 2 ) 式 = J O " R c 。 s f R 2 s i n £ 。 R c 。 s t d t
亍
: R C 0 C o O s S 2 t " S s i n z t d t : = I R 』 J 0 ( f \ 孚 Z ) / l ‘ d t
准 。而切削深度的确定 比较复杂, 传统的作法是采用 经验估计 , 逐次偏 车 , 每次偏车完成后重做静平衡试 验, 如不平衡量仍 达不到许用值 , 则需反复上机床切 削、 试验 、 直 至合 格 为 止 。用 经 验估 计法 缺 乏理 论 依 据, 不可靠也不准确 , 容易造成生产效率低 , 设备 、 人 力资源 的浪费 ,再者由于估计不准确容易造成过度 切削 , 导致转轮几何结构甚至机械强度受到影响。因 此, 采用上面的偏车工艺 , 如何准确计算确定切削深
改造工程的混流式转轮设计和制造
对 于新 水轮 机性 能 的 预 测 , 从 最 近 1 可 0 a许 多 改 造 工 程 的实践 经 验 中得 出 。通过 模 型试 验 , 字水 流模 拟 和 现场 数 测试 , 专业 技 术不 断 提 高 。 由于 这 是 个 非 常 丰 富 的数 据 库 ,
重 要 。水 力 布 置 的 主 要 目 的 是 考 虑 给 定 的 技 术 、 行 和 经 济 运
2 C D 设计 F
计算 流 体 动 力 学 ( F 广 泛 应 用 于 改 造 工 程 。从 模 型 C D) 试 验和 原 型机运 行 获得 的 资料 数据 , 可靠参 考价 值 。 有
为 了实 现这 些 目标 , 须对 不 同 的改 造 方 案 进 行 评 估 , 以 寻求最 经济 的解 决 方 案 。对 中 型机 组 , 常 只 考 虑 更 换 转 通
维普资讯
;
20 0 2年 7月
一
水 利 水 电 快 报 E WR- II I -
第 2 3卷 第 1 3期
机一 电~
文 章 编 号 :10 —0 1 2 0 ) 1 —0 20 0 60 8 ( 0 2 0 30 2 —3
一
改 造 工 程 的 混 流 式 转 轮 设 计 和 制 造
一
排和组 织 必须 井然 有 序 。混 流式 水 轮 机 转 轮 的 高级 设 计 工
具 的开发 和全 面应 用 , 满 足 这些 要 求 。在改 造 工 程 中 , 能 这 些工 具很 灵活 , 迅 速适 应不 同的几 何边 界 条件 。 能
种 损失 分 析 方 法 和一 种 专 用 软 件 已 经 开 发 并 成 功 应 用 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
得偏车时所采用的偏心距 e 。
2. 3 确定 D 值
圆 o′ 对 AA
轴惯性矩为 πR 3 1
3 R1
阴影部分对 AA′ 轴惯性矩为 π( 阴影部分面积为 π(
2 R1
-
3 R 2)
由上面的推导计算可知公式 2e = CM/ bD 是严格 精确的 , 但是使用此公式的前提是必须首先确定 D 值 , D 是经过图形简化的转轮下环偏车后的直径值 D = 2 R 2 = 2 R 重 min 由图形简化计算不能精确地得到 D 值 , 只有通过 反推法 , 利用公式 2 e = CM / bD 求得 D 值 , 过程如下 : ( 1) 利用 IDASE 软件 , 根据图纸提供的尺寸 ,
1 前言
在水轮机的所有零部件当中 , 转轮占据着举足轻 重的地位 ,对它的制造要求也是相当高的 ,为了消除转 轮因制造误差所引起的静不平衡 , 在制造过程中都要 进行静平衡试验 ,以测得不平衡力矩的大小和方位 ,如 果其值大于图纸 要 求 的 允 许 值 , 就 要 采 取 一 定 的 措施予以消除 ,使残留的不平衡力矩值在允许的 范围内 。 到目前为止 ,对于混流式转轮 ,消除转轮不平衡力 矩的工艺方法共有两种 : 一是增加重量的方法 ,即在转 轮上冠某一指定部位灌铅 ,以达到平衡配重的目的 ; 二 是去除重量的方法 ,即将下环外圆一指定段 ( 非用于止 漏的部分) 偏车掉一部分材质 ,以消除不平衡力矩 。90 年代以前大都采用前一种方法来消除转轮不平衡力 矩 ,如果制造误差较大 , 不平衡力矩就会较大 , 特别是 分瓣式转轮 ,这样就不能仅仅采用灌铅的方法 ,因为加 铅的部位是有限的 ,而要先进行一次月牙型偏车 ,以去 掉一部分不平衡力矩 ,然后再灌铅 ,因为公式关系的推 导非常复杂 ,不能预先精确计算出月牙型偏车所去掉 的不平衡力矩的大小 , 只能大致估算一下其值所在的
R 重 = 惯性矩/ 面积
Δ - 0. 0008 Δ2 = 4304. 4 + 10 Δ ( mm) R 重 = 4304. 4 + 10
( 1)
图 2
2. 1 几何形状的简化
从轴向剖面图上看 , 如果所车掉的阴影部分不具 有简单规则的几何形状 , 需要将其简化成对轴心有相
图 3
60
混流式转轮偏车平衡配重法
2. 2 计算公式的推导
= R 1 + R 2 - R 1 R 2/ ( R 1 + R 2)
阴影部分重心到圆心 o 的距离
= R 1 + R 2 - R 1 R 2/ ( R 1 + R 2) - R 1
2 = R 2/ ( R 1 + R 2)
阴影部分对圆心 o 的惯性矩
= = R2 2 π( R 2 1 - R 2) R1 + R2
1998. № 4
大电机技术
59
同惯性矩的等高 、 等厚的矩形 , 以便于计算 , 现以五强 溪水轮机转轮为例进行简化 。图 3 为转轮下环偏车部 分任意一轴向剖面图 。 先将其分解为三部分 : 第一部分对轴心惯性矩 = 面积 × 中心半径 Δ 2 Δ Δ - 150. 5 Δ ( mm) = 301・ ・ 4250 = 1279250 2 第二部分对轴心的惯性矩 Δ・ = 11325・
π ・b ・ 7 . 7 D2 ・ 9. 8
=
CM 2 bD
( 3)
此处定义
8 ×106 4 ( ) π = 3 . 37 ×10 mm/ N 7 . 7 ×9 . 8 × 对于不同的不平衡力矩 M , 通过式 ( 3) 即可简便地求
C =
γ— — — 下环材料的比重 圆o 对
AA′ 轴惯性矩为 πR 3 2
1. 2098204 × 10 2167. 139 25694120 8639. 8
3
9. 0318949 × 10 2165. 182 19164582 8616
6. 0072918 × 10 2163. 163 12734856 8602
2. 9932198 × 10 2 2160. 99 6338951. 7 8582. 7
58
混流式转轮偏车平衡配重法
1998. № 4
混流式转轮偏车平衡配重法
A Method of Static Balancing of Francis Runner Through Deviated - centre Turnning
孙 鹿 刘玉强 杨朝霞
( 哈尔滨电机有限责任公司) Sun L u Liu Yuqiang Yang Zhaoxia ( Harbin Elect rical Machinery Company Limited)
e = 5mm G ( kg) x ( mm) M Z (N mm) D ( mm) e = 4mm
3
( 3) 计算求得各自的重量 、 对 z 轴力 重心 x 坐标 、
矩以及通过式 ( 3) 求得的 D 值 。 计算结果见下表 :
e = 3mm e = 2mm
2
e = 1mm
2
1. 5174745 × 10 2169. 103 32257273 8658. 5
的最大厚度Δ 等于 2 倍偏心距 e , 即圆 o 和 o′ 为内切 圆 , 对于不同的所要消除的不平衡值 M , 相应地改变 偏心距 e , 就可使偏车掉的部分重力矩与 M 相适应 , 以保证残留不平衡力矩小于允许值 , e 在 0 ~ 5mm 间 变化 。
将阴影部分简化成具有相同惯性矩的矩形 , 高度 为 1450mm ( 人为确定的与阴影高度大致相同的整 Δ ,面积为 1450 Δ ,求此矩形相对轴心 数) ,厚度为 1450 的重心半径 :
e = M π ・b ・ γ R2 ・
2
2e =
图 4
8M 2 π ・b ・ γ D ・ 8 ×106 M
ቤተ መጻሕፍቲ ባይዱ
不锈钢比重 γ = 7 . 7 ×10 - 6 ( kg/ mm2 )
2e =
定义参数如下 :
R1 — — — 偏车前转轮下环外圆半径 R2 — — — 偏车后转轮下环外圆半径 e— — — 偏心距 b— — — 偏车部分的高度
25694120 < M < 32257273N mm 时 , 取 D = 8658 . 5mm 。
如果 Gd = 100 t , 则 M d = 50kg mm , 对于这样的允许 不平衡力矩值 , 用整圆型偏车法进行计算偏车是完全 可以满足要求的 。 在五强溪水轮机转轮的制造加工中 , 就应用了整 圆型偏车法对转轮进行计算偏车 , 效果良好 。 根据这次 的偏车经验 , 以及综合考虑计算和加工误差的影响 , 我 们认为当允许不平衡力矩 ≥1 ×10 - 4 Gd ( kg m) , 平衡 装置精度足够高时 , 整圆型偏车法是一种非常好的消 除转轮不平衡力矩的工艺方法 , 为转轮的加工制造提 供了极大的便利 。 如果允许残留不平衡力矩 ≥ 1 × -4 10 G d ( kg m) , 则由于计算误差和加工误差的影响 , 用整圆型偏车法对转轮只进行一次计算偏车不能保证 残留不平衡力矩满足图纸要求 , 而再次偏车又没有可 行性和必要性 , 只有通过增加重量的方法最终保证残 留不平衡力矩符合要求 , 莲花水轮机转轮允许残留不 平衡力矩值为 50N m = 5 . 1kg m < 1 × 10 - 4 G d = 10 .
1998. № 4
Δ2 相对很小 ,可忽略不计 。 0. 0008 由式 ( 1) 和图 2 可知 ,不同的轴向剖面 ,Δ 值不同 , 那么简化矩形的重心半径也就不同 , 在过圆心 o 、 o′ 的 轴向剖面上 , 阴影厚度处于最大值 (Δmax ) , 此时的重 心半径最小 ( R 重 min ) , 在以后的计算中 R 重 min 是一个非 常重要的数据 , 在此先假定 R 重 min 已经确定为一个已 知数 ,具体的确定步骤以后再做详细介绍 。
2
经过上述简化之后 , 在推导计算中就可以认为转 轮下环偏车部分的外圆偏车前和偏车后都是圆柱形 了 ,做此下环轴截面图 ( 图 4) 。
π R2 2 ・ ( R 1 + R 2) ( R 1 - R 2) R1 + R2
2
π( R 1 - R 2 ) = R2 ・ 又由 R 1 - R 2 = e , 得 :
4250 + 441825 -
he
Δ θ cos
θ 2cos 2 Δ Δ ( = 496213 - 578. 7 mm) Δ )・ Δ2 3
第三部分对轴心的惯性矩
( 4418. 25 Δ=
图 1
2 sinθ
Δ2 - 1. 15 Δ3 ( mm) = 15216
以上三部分对轴心力矩之和为 : Δ + 14486. 8 Δ2 - 1. 15 Δ3 ( mm) 6241386
摘要 介绍了采用偏车方法对混流式转轮进行平衡配重的新工艺 ,详细叙述了整圆型偏车方法的计算推导
过程及各系数的意义 ,对以后混流式转轮的加工及平衡有指导作用 。
关键词 混流式转轮 静平衡 Abstract This paper int roduces t he new technological met hod for static balancing of Francis run2 ner t hrough deviated - cent re t urnning ,also present s t he calculating process of circle deviated cent re t urnning in detail ,and t he meaning of every factor. It is inst ructive to machining and static balancing of Francis runner. Keywords Francis runner static balancing