SOP标准作业指导书excel模板-1
SOP标准作业指导书样板

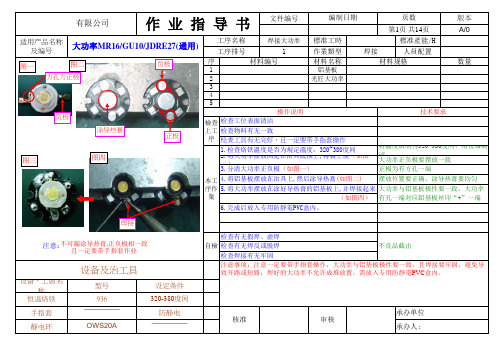
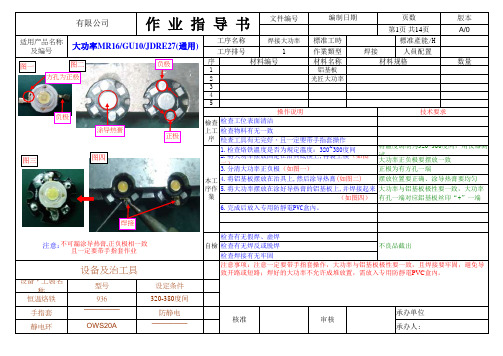
文件编号版本A/0焊接大功率標准工時標准產能/H1作業類型人員配置序号材料名称数量1铝基板2光匠大功率345设备,工装名称型号设定条件恒温烙铁936320-380度间手指套 ̄ ̄ ̄ ̄ ̄防静电承办单位核准审核大功率与铝基板极性要一致,大功率有孔一端对应鋁基板丝印“+”一端设备及治工具注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要牢固,避免导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC 盒內。
自檢检查有无假焊、虚焊检查有无焊反或脱焊检查焊接有无牢固检查工具有无完好、且一定要带手指套操作6.完成后放入专用防靜電PVC盒內。
(如图四)3.分清大功率正负极(如图一)正极为有方孔一端4.将铝基板摆放在治具上,然后涂导热膏(如图二)5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来摆放位置要正确、涂导热膏要均匀1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.将大功率摆放固定在治具底模上,再装上模(如图二)大功率正负极要摆放一致檢查上工序检查工位表面清洁检查物料有无一致操作说明技术要求适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号焊接材料编号材料规格 有限公司作 业 指 导 书编制日期页数第1页 共14页不良品截出本工序作業图一不可漏涂导热膏,正负极相一致且一定要带手指套作业图三图二图四方孔为正极负极涂导热膏正极负极焊接注意:文件编号版本A/0点亮测试標准工時標准產能/H 2作業類型人員配置1人序号材料名称数量12345设备,工装名称型号设定条件直流電源DC0V---30V 3V 手指套 ̄ ̄ ̄ ̄ ̄防静电编制日期页数第2页 共14页适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号测试作 业 指 导 书材料编号材料规格操作说明技术要求檢查上工序检查工位表面清洁检查物料有无一致检查仪器是否完好本工序作業1.直流电源调整到3V (如图一)正负极要一致2.将焊接好的大功率点亮测试,紅表笔接正极、黑表笔电压不可超过3V ,接触要牢固 负极(如图二)3.完成后放入专用防靜電PVC盒內。
SOP标准作业指导书样板
文件编号版本A/0焊接大功率標准工時標准產能/H1作業類型人員配置序材料名称数量1铝基板2光匠大功率345设备,工装名称型号设定条件恒温烙铁936320-380度间手指套 ̄ ̄ ̄ ̄ ̄防静电不良品截出本工序作業 有限公司作 业 指 导 书编制日期页数第1页 共14页适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号焊接材料编号材料规格操作说明技术要求1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.将大功率摆放固定在治具底模上,再装上模(如图二)大功率正负极要摆放一致檢查上工序检查工位表面清洁检查物料有无一致检查工具有无完好、且一定要带手指套操作6.完成后放入专用防靜電PVC盒內。
(如图四)3.分清大功率正负极(如图一)正极为有方孔一端4.将铝基板摆放在治具上,然后涂导热膏(如图二)5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来摆放位置要正确、涂导热膏要均匀大功率与铝基板极性要一致,大功率有孔一端对应鋁基板丝印“+”一端设备及治工具注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要牢固,避免导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC 盒內。
自檢检查有无假焊、虚焊检查有无焊反或脱焊检查焊接有无牢固承办单位核准审核图一不可漏涂导热膏,正负极相一致且一定要带手指套作业图三图二图四方孔为正极负极涂导热膏正极负极焊接注意:文件编号版本A/0点亮测试標准工時標准產能/H 2作業類型人員配置1人序材料名称数量12345设备,工装名称型号设定条件直流電源DC0V---30V 3V 手指套 ̄ ̄ ̄ ̄ ̄防静电设备及治工具注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V ;且不可触碰大功率透镜。
核准审核承办单位:自檢检查有无暗灯、闪灯、死灯、色差等不良品截出检查有无焊反、假焊、脱焊检查仪器是否完好本工序作業1.直流电源调整到3V (如图一)正负极要一致2.将焊接好的大功率点亮测试,紅表笔接正极、黑表笔电压不可超过3V ,接触要牢固 负极(如图二)3.完成后放入专用防靜電PVC盒內。
(完整版)作业指导书SOP模板
序号物料名称用量序号
数量1XXXXX 11PCS
223344551,2,
1,修改人:批准:2,修改人:批准:
自检巡检1目测100%5%2目测100%5%
3
.
返工
标示,隔离
检验方案XXXXX 有 限 公 司
作业指导书
特殊性等级【A】
三、作业步骤:
二、工艺要求
1. 操作人员必须经过培训合格后方可上岗;
2. 按照以上表格标注核对物料和工具名称及数量,并整齐摆放于相应标识框内
3. 按静电防护要求做好静电防护。
(所有接触PCB 的人员必须配戴防静电手套)修改栏
序号检验内容和要求
评价/测量技术工具夹具/辅料名称
反应计划一、作业前的准备:
物料编号/规格XXXXX 图示 :
型号规格
文件编号:产品的型号
适用机型:适用的产品
工序编号:10
标准工时:版本号:A1
产品型号:
工序名称:编制:审核 :批准:
会签:
第1页/共1页。
标准化作业指导书(SOP)模板
可能出现不良点
1卫生工作不到位;
2表面清消不彻底;
3封口不好,有漏粉现象;
品质异常联络
控制重点
1工器具、环境的消毒灭菌;
2包材的消指导书》操作;
2发现异常立即向上一级主管报告;
作业图示
作业步骤
检查项目
内容
内容
可能出现不良点
品质异常联络
作业图示
作业步骤
检查项目
内容
内容
1打开风机、杀菌灯和压缩机,进行空气杀菌30min以上,工作前关闭杀菌机。(维修人员)
2工作前保证现场卫生,工具齐全并按标示位置摆放,消毒用品(酒精、酒精棉球等)齐备,卷膜品种顺序正确,各开关、按钮及插头处于正确位置。(组长)
1卫生是否做到位;
2灭菌消毒设施是否已开启,听罐是否已消毒;
控制重点
职 责
作业图示
作业步骤
检查项目
内容
内容
可能出现不良点
品质异常联络
控制重点
职 责
sop作业指导书模板
sop作业指导书模板Standard Operating Procedure (SOP) Assignment Guide Template。
1. Introduction。
The Standard Operating Procedure (SOP) Assignment Guide is a comprehensive document that provides detailed instructions and guidelines for completing assignments in a consistent and efficient manner. This template is designed to help students understand the expectations and requirements for completing assignments, and to ensure that they are able to produce high-quality work.2. Assignment Overview。
The assignment overview section provides a brief description of the assignment, including the objectives, requirements, and any specific instructions or guidelines that need to be followed. This section should clearly outline the purpose of the assignment and what is expected from the students.3. Assignment Instructions。
This section provides detailed instructions for completing the assignment, including step-by-step guidelines for each task or component of the assignment. It should include information on the format, structure, and content requirements, as well as any specific resources or materials that need to be used.4. Submission Guidelines。
SOP标准作业指导书1

工序名称
五金冲压
工序排号
1
序
材料编号
1
不锈钢
2
标准工时
作业类型 材料名称
SUS301
8H
冲压 材料规格 0.08mm*133.0mm
标准产能/H
人员配置 步距 71.00mm
3600pcs
1人 穴数 一出一
3
4
5
操作说明
技术要求
检查 检查工位表面清洁
上工 检查物料尺寸是否正确,有无划伤、变形。
1人 穴数 一出二
技术要求
检查 检查工位表面清洁;
上工 检查物料尺寸是否正确,有无划伤、变形;
图1
图2
序 检查冲床与模具是否完好;
1.检查冲床各功能是否正常和冲床台面是否整洁。(如图一)
2.装好模具并调整好模具高度。(如图二)
3.将产品原料放入模具并定好位置,用单动模式进行料带送料。
产品多料
本工 4.首件自检合格后送品管测量确认。 序作 5.首件合格后方可正常生产,每小时送检一次。 业
1.检查冲床各功能是否正常和冲床台面是否整洁。(如图一)
2.装好模具并调整好模具高度。(如图二)
3.将产品原料放入模具并定好位置,用单动模式进行料带送料。
此功能面有擦
本工 4.首件自检合格后送品管测量确认。 序作 5.首件合格后方可正常生产,每小时送检一次。 业 6.产品用收料机卷盘包装,每盘2200pcs分装。
1.检查冲床各功能是否正常和冲床台面是否整洁。(如图一)
2.装好模具并调整好模具高度。(如图二)
产品压伤
产品毛边、多料
3.将产品原料放入模具并定好位置,用单动模式进行料带送料。
本工 4.首件自检合格后送品管测量确认。 序作 5.首件合格后方可正常生产,每小时送检一次。 业
(完整版)SOP作业指导书样板

文件编号版本A/0焊接大功率標准工時標准產能/H1作業類型人員配置序材料名称数量1铝基板2光匠大功率345设备,工装名称型号设定条件恒温烙铁936320-380度间手指套 ̄ ̄ ̄ ̄ ̄防静电不良品截出本工序作業 有限公司作 业 指 导 书编制日期页数第1页 共14页适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号焊接材料编号材料规格操作说明技术要求1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.将大功率摆放固定在治具底模上,再装上模(如图二)大功率正负极要摆放一致檢查上工序检查工位表面清洁检查物料有无一致检查工具有无完好、且一定要带手指套操作6.完成后放入专用防靜電PVC盒內。
(如图四)3.分清大功率正负极(如图一)正极为有方孔一端4.将铝基板摆放在治具上,然后涂导热膏(如图二)5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来摆放位置要正确、涂导热膏要均匀大功率与铝基板极性要一致,大功率有孔一端对应鋁基板丝印“+”一端设备及治工具注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要牢固,避免导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC 盒內。
自檢检查有无假焊、虚焊检查有无焊反或脱焊检查焊接有无牢固承办单位核准审核图一不可漏涂导热膏,正负极相一致且一定要带手指套作业图三图二图四方孔为正极负极涂导热膏正极负极焊接注意:文件编号版本A/0点亮测试標准工時標准產能/H 2作業類型人員配置1人序材料名称数量12345设备,工装名称型号设定条件直流電源DC0V---30V 3V 手指套 ̄ ̄ ̄ ̄ ̄防静电设备及治工具注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V ;且不可触碰大功率透镜。
核准审核承办单位:自檢检查有无暗灯、闪灯、死灯、色差等不良品截出检查有无焊反、假焊、脱焊检查仪器是否完好本工序作業1.直流电源调整到3V (如图一)正负极要一致2.将焊接好的大功率点亮测试,紅表笔接正极、黑表笔电压不可超过3V ,接触要牢固 负极(如图二)3.完成后放入专用防靜電PVC盒內。
SOP标准作业指导书模板
文件编号版本A/0焊接大功率標准工時標准產能/H1作業類型人員配置序材料名称数量1铝基板2光匠大功率345设备,工装名称型号设定条件恒温烙铁936320-380度间手指套 ̄ ̄ ̄ ̄ ̄防静电不良品截出本工序作業 有限公司作 业 指 导 书编制日期页数第1页 共14页适用产品名称及编号大功率MR16/GU10/JDRE27(通用)工序名称工序排号焊接材料编号材料规格操作说明技术要求1.检查烙铁溫度是否为規定溫度:320~380度间将温度调制为320~380度间,用仪器测试2.将大功率摆放固定在治具底模上,再装上模(如图二)大功率正负极要摆放一致檢查上工序检查工位表面清洁检查物料有无一致检查工具有无完好、且一定要带手指套操作6.完成后放入专用防靜電PVC盒內。
(如图四)3.分清大功率正负极(如图一)正极为有方孔一端4.将铝基板摆放在治具上,然后涂导热膏(如图二)5.将大功率摆放在涂好导热膏的铝基板上,并焊接起来摆放位置要正确、涂导热膏要均匀大功率与铝基板极性要一致,大功率有孔一端对应鋁基板丝印“+”一端设备及治工具注意事项:注意一定要带手指套操作,大功率与铝基板极性要一致,且焊接要牢固,避免导致开路或短路;焊好的大功率不允许成堆放置,需放入专用防靜電PVC 盒內。
自檢检查有无假焊、虚焊检查有无焊反或脱焊检查焊接有无牢固承办单位核准审核图一不可漏涂导热膏,正负极相一致且一定要带手指套作业图三图二图四方孔为正极负极涂导热膏正极负极焊接注意:文件编号版本A/0点亮测试標准工時標准產能/H 2作業類型人員配置1人序材料名称数量12345设备,工装名称型号设定条件直流電源DC0V---30V 3V 手指套 ̄ ̄ ̄ ̄ ̄防静电设备及治工具注意事项:测试大功率正负极要一致,不可接反,电压不可超过3V ;且不可触碰大功率透镜。
核准审核承办单位:自檢检查有无暗灯、闪灯、死灯、色差等不良品截出检查有无焊反、假焊、脱焊检查仪器是否完好本工序作業1.直流电源调整到3V (如图一)正负极要一致2.将焊接好的大功率点亮测试,紅表笔接正极、黑表笔电压不可超过3V ,接触要牢固 负极(如图二)3.完成后放入专用防靜電PVC盒內。