银基钎料基本知识
第4章钎料解读.
30
第4章 钎料
31
第4章 钎料
32
第4章 钎料
铜基高温钎料:BCuNiSiB(H1CuNi30-2-0.2)
27~30%Ni:提高高温强度,但熔点也增加 1.5~2.%Si、0.2%B:降低熔点,改善润湿性 工作温度可以达到600°C 可以达到与1Cr18Ni9Ti等强度 。
33
第4章 钎料
(4)镉基钎料
镉基钎料是耐热性最好的一种软钎料,工作 温度可达250℃。
•
13
第4章 钎料
• 常见的有Cd-Zn、Cd-Ag、Cd-Zn-Ag系钎料。 • Ag的加入可提高强度,但超过5%Ag使液相线 迅速上升,结晶区间变得很宽,故Ag不宜过高。 • Zn的加入可减少液态钎料的氧化,并使熔点 下降,钎缝可电镀。 • 镉基钎料钎焊铜时,温度过高,时间过长, 钎缝界面将生成脆性的化合物,使性能下降。
铝硅铜2号
铝硅铜锌
余量
余量
9.3~10.7
10±1
3.3~4.7
4±0.7
~
10±1
520~585
516~560
245~294
245~294
16
第4章 钎料
17
第4章 钎料
共晶成分: 12.2%Si; 熔点: 577°C; 缺点:熔点 接近于铝合 金的熔点。
18
第4章 钎料
(2)银基钎料 用途广泛的硬钎料: 1.真空钎焊用钎料 低碳钢、结构钢、不 2.银铜锌钎料 锈钢、高温合金、铜及铜合 3.银铜锌镉钎料 金 ; 难熔金属、陶瓷等; 4.银铜锌锡钎料 导电、导热性能良好、耐介
20
第4章 钎料
21第4Βιβλιοθήκη 钎料22第4章 钎料
钎料

3)耐热性比锡钎钎料好,工作温度不超过150 ℃; 4)焊接的铜和黄铜在潮湿的环境中耐腐蚀性较差;必须 涂敷防潮涂料保护; 5)铅基钎料的成分和性能;
三、常见钎料介绍-镉基钎料
镉基钎料是软钎料中耐热性最好的一种,工作温度可达250℃。 1)国产镉基钎料的成分和性能。 2)Ag的加入能使镉合金的熔点迅速上升,Ag 的含量尽量控制 在5%以内。 3)HL503抗拉强度和延伸率与温度的关系,见图5所示。 4)加如锌可以减轻钎料在 熔化状态下的氧化和降低 熔点。 5)镉基钎料钎焊铜时,加 热温度过高或时间过长, 钎缝界面上将生成脆性铜 镉化合物,降低接头性能。 图5 HL503抗拉强度和延伸率与 温度的关系
车辆工程系
材料教研室:陈银银
钎料
一、对钎料的基本要求 二、钎料的分类和编号 三、常见钎料介绍 四、钎料的选择
一、对钎料的基本要求
钎焊时,焊件是依靠熔化的钎料凝固后连接起来 的,因此,钎焊接头的质量在很大程度上取决于钎料。 为了满足工艺要求和获得高质量的钎焊接头,钎料应 满足以下五点基本要求: 1、钎料应具有合适的熔点。它的熔点至少应比母材的 熔点低几十度。二者熔点过于接近,会使钎焊过程不 易控制,甚至导致母材晶粒长大,过烧,以及局部熔 化。 2、钎料应具有良好的润湿性,能充分的填满钎缝间隙。
二、钎料的分类和编号
1、钎料的分类 1)钎料一般按熔点的高低分为两类: 软钎料(熔点小于450度);硬钎料(熔点高于450度); 注:450度分界线是人为划定的,所以易熔与难熔,软和硬都 是相对的。 2)根据钎料的主要元素把软钎料和硬钎料可以分为各种基的 材料。 如软钎料又可以分为 铋基、铟基、锡基、铅基、 镉基、锌基等类钎料;硬 钎料又可分为铝基、银基、 铜基、锰基、镍基等类钎 料。各种钎料的熔点见右 图1:各种钎料的熔点范围 图。
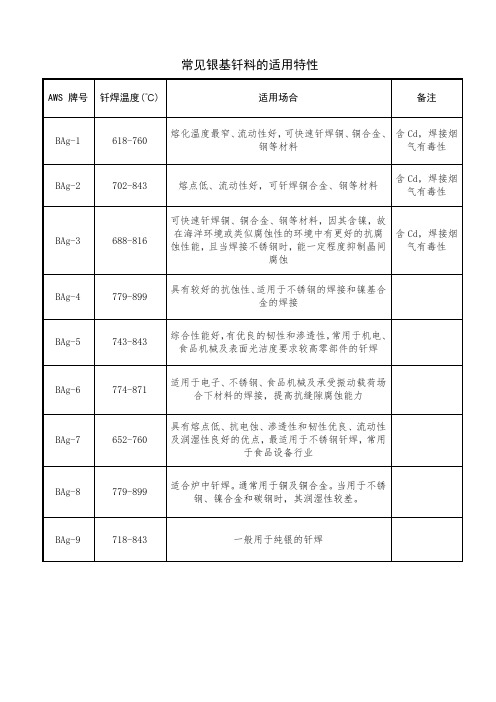
常见银基钎料的适用特性
常见银基钎料的适用特性
AWS 牌号钎焊温度(℃) 适用场合备注
BAg-1 618-760 熔化温度最窄、流动性好,可快速钎焊铜、铜合金、
钢等材料
含Cd,焊接烟
气有毒性
BAg-2 702-843 熔点低、流动性好,可钎焊铜合金、钢等材料含Cd,焊接烟气有毒性
BAg-3 688-816 可快速钎焊铜、铜合金、钢等材料,因其含镍,故
在海洋环境或类似腐蚀性的环境中有更好的抗腐
蚀性能,且当焊接不锈钢时,能一定程度抑制晶间
腐蚀
含Cd,焊接烟
气有毒性
BAg-4 779-899 具有较好的抗蚀性、适用于不锈钢的焊接和镍基合
金的焊接
BAg-5 743-843 综合性能好,有优良的韧性和渗透性,常用于机电、食品机械及表面光洁度要求较高零部件的钎焊
BAg-6 774-871 适用于电子、不锈钢、食品机械及承受振动载荷场合下材料的焊接,提高抗缝隙腐蚀能力
BAg-7 652-760 具有熔点低、抗电蚀、渗透性和韧性优良、流动性及润湿性良好的优点,最适用于不锈钢钎焊,常用
于食品设备行业
BAg-8 779-899 适合炉中钎焊。
通常用于铜及铜合金。
当用于不锈钢、镍合金和碳钢时,其润湿性较差。
BAg-9 718-843 一般用于纯银的钎焊。
银基钎料基本知识
银基钎料基本知识银基钎料基本知识银基钎料通常是以银或银基固溶体为主的合金。
这类钎料具有优异的工艺性能,熔点不高,润湿性能及填缝性能良好,强度、塑性、导电、耐蚀等性能优异,可用来钎焊除铝、镁及其它低熔点金属外的几乎所有黑色金属和有色金属,因而得到广泛的应用。
银基钎料的种类繁多,但常用的银基钎料几乎都含有铜。
为降低熔点和减少银含量,通常加入锌、镍、镉等合金元素,构成三元或多元合金。
B-Ag72Cu是在电真空器件中应用最广泛的共晶型钎料,其熔点低,结晶时没有温度间隔,钎焊工艺性能好,在铜及镍上具有良好的润湿性和流动性,导电性也很好。
但此钎料的脆性大,强度低,对不锈钢、合金钢、高温合金等润湿性极差。
因此,钎焊这类工件时应预先在被钎表面上镀铜或镀镍,以改善钎料的润湿铺展性能。
此钎料还可用于钛及钛合金的前级钎焊。
B-Ag50Cu性能与B-Ag72Cu接近,但银含量较低,使塑性改善。
但熔化温度范围增大,适宜于钎焊宽间隙接头,可用于多级钎焊时的前级钎焊。
B-Ag92Cu流动性好,强度及耐腐蚀性能比前两种有提高。
多用于钎焊钛及钛合金,钛及不锈钢等。
由于熔点较高,可用于分级钎焊的第一级钎焊。
B-AgMn熔点高,高温强度好,可用于钎焊400℃以下工作的不锈钢及钛合金。
B-Ag80Au是一种性能优异的耐热钎料,但由于成本太高而很少使用。
B-Ag90Pd的中温强度高,耐腐蚀性、抗氧化性、润湿性等优异,接头塑性好。
B-Ag80Pd 在强度方面及对低合金钢、不锈钢及高温合金的润湿性能上得到进一步改善。
但由于Pd的价格比Ag还要昂贵,因而在可以满足使用要求的前提下,应尽可能降低Pd的含量,B-Ag95Pd 就是为这一目的研制的。
由于Pd的蒸气压极低,所以银钯钎料特别适合于电真空重要部件或非金属的钎焊。
B-Ag95Al是银基钎料中强度高、抗腐蚀性能及耐热性能均相当优异的钎料。
主要用于钎焊400℃以下使用的受力构件。
当钎焊Ti-11Cr-13V-3Al合金时,室温抗剪强度τ≥150MPa,在400℃时的抗剪强度为τ≥100MPa。
用于汽车空调铝管焊接的钎料

用于汽车空调铝管焊接的钎料第一部分:引言汽车空调系统的发展和普及使得车辆内的舒适度大幅提升,尤其是在炎炎夏日。
这一系统的核心部分之一是铝管,用于输送制冷剂。
为了确保这些管道的可靠性和密封性,必须采用高质量的焊接材料。
本文将深入探讨用于汽车空调铝管焊接的钎料,包括其类型、特性、适用性和未来发展趋势。
第二部分:钎料的类型在汽车空调系统中,常用的钎料主要有两种:铝基钎料和银基钎料。
铝基钎料铝基钎料主要由铝及其合金组成,通常用于焊接铝管。
这种钎料的优点包括高强度、耐腐蚀性以及与铝管的良好相容性。
铝基钎料适用于大多数汽车空调系统,尤其是对于铝制冷器和导管的连接。
其耐高温性质也使其在高温环境下保持稳定。
银基钎料银基钎料由银和其他合金组成,广泛用于铜管和铜铝复合管的焊接。
银基钎料的特点是其导热性和电导率较高,因此适用于需要快速散热的应用。
这使其在汽车空调系统中的应用非常重要,尤其是在冷凝器和蒸发器的制造中。
第三部分:钎料的特性密封性钎料的密封性是决定汽车空调系统性能的关键因素之一。
高质量的钎料能够确保管道的密封,防止制冷剂泄漏。
铝基钎料和银基钎料都具有出色的密封性,能够在高温和高压环境下保持其性能。
强度汽车空调系统中的管道需要承受各种力,包括振动和压力。
钎料的强度至关重要。
铝基钎料和银基钎料都具有出色的强度,可以确保管道在各种条件下保持稳定。
耐腐蚀性汽车空调系统中存在湿度和各种化学物质,这可能导致钎料腐蚀。
铝基钎料和银基钎料都具有出色的耐腐蚀性,能够抵抗湿度和化学物质的侵蚀,从而延长系统的使用寿命。
第四部分:适用性不同类型的钎料适用于不同的汽车空调系统部件。
铝基钎料主要用于与铝管相关的焊接,如铝制冷器和导管的连接。
而银基钎料则更适用于与铜管和铜铝复合管相关的焊接,如冷凝器和蒸发器。
钎料的选择还受到材料成本、可用性和性能需求的影响。
在选择钎料时,制造商需要权衡各种因素,以确保系统的可靠性和经济性。
第五部分:未来发展趋势随着汽车工业的不断发展,汽车空调系统也在不断演进。
银基合金钎料

银基合金钎料银基合金钎料是一种常用的钎接材料,它是由银、铜以及其他金属元素组成的,具有良好的焊接性能和强度。
银基合金钎料广泛应用于电子、航空、汽车、制造业等各个领域,可以用于钎接不同种类的金属以及金属与非金属的连接。
银基合金钎料的组成成分主要包括银、铜、镍、锌等金属元素。
其中银的含量最高,通常在60%以上,而铜的含量则在10%左右,其余的成分不同厂家的产品可能有所不同。
银基合金钎料的成分比例是根据不同的应用场景和焊接要求来设计的,例如对于某些对腐蚀要求比较高的场合,可以将铜的含量降低,增加镍或锌的含量,来提高钎接件的耐腐蚀性能。
银基合金钎料还可以区分为低温钎料和高温钎料。
低温钎料的熔点一般在600℃以下,适用于一些低温设备的维修、加工等场合。
高温钎料的熔点则在800℃以上,可以用于制造高温设备和零件的钎接。
在应用时,需要根据钎接的材料和应用环境的温度,选择相应的银基合金钎料进行钎接操作。
银基合金钎料的优点主要包括以下几个方面:1. 焊接性能好:银基合金钎料可以与多种金属接触反应,形成强韧的金属连接。
与铜的钎接效果尤佳。
2. 强度高:银基合金钎料的强度很高,可以维持钎接结构的完整性和稳定性。
3. 抗腐蚀性能好:银基合金钎料的成分可以根据不同需求来调整,可以得到较好的抗腐蚀性能。
4. 容易加工:银基合金钎料的成分和状态相对稳定,而且易于切割、铣削和加工成不同形状的工件,方便应用于各种不同的钎接操作中。
总之,银基合金钎料是一种广泛应用于各个领域的钎接材料。
其性能稳定、强度高、抗腐蚀等特点是其他钎料所无法替代的,因此在工业制造、维修加工等领域中发挥了重要的作用。
钎料的分类

钎料的分类钎料是一种用于连接金属或非金属材料的材料,广泛应用于焊接、钎焊和硬焊等工艺中。
根据其成分和用途的不同,钎料可以分为多个分类。
一、按成分分类1. 锡基钎料:以锡为主要成分的钎料,常用的有铅锡钎料和银锡钎料。
铅锡钎料具有低熔点、润湿性好的特点,适用于低温钎焊。
而银锡钎料具有高强度、高温性能好的特点,适用于高温环境下的钎焊。
2. 铜基钎料:以铜为主要成分的钎料,常用的有铜锡钎料和铜磷钎料。
铜锡钎料具有良好的润湿性和导热性能,适用于钢、铜、镍等材料的钎焊。
铜磷钎料则适用于钎焊铜合金和铜与钢、铸铁等材料的连接。
3. 镍基钎料:以镍为主要成分的钎料,常用的有镍银钎料和镍铜钎料。
镍银钎料具有高强度、高温性能好的特点,适用于高温环境下的钎焊。
镍铜钎料则适用于钎焊不锈钢和镍合金等材料。
4. 铝基钎料:以铝为主要成分的钎料,常用的有铝锌钎料和铝硅钎料。
铝锌钎料具有低熔点、润湿性好的特点,适用于低温钎焊。
铝硅钎料则适用于钎焊铝合金和铝与钢、铜等材料的连接。
二、按用途分类1. 通用钎料:适用于多种金属和非金属材料的连接,具有润湿性好、强度适中的特点,广泛应用于各个行业的钎焊工艺中。
2. 不锈钢钎料:专用于不锈钢材料的钎焊,具有良好的耐腐蚀性和高温性能,能够确保连接的牢固和密封性。
3. 铸铁钎料:专用于铸铁材料的钎焊,具有良好的润湿性和热膨胀性,能够确保连接的牢固和密封性。
4. 铝合金钎料:专用于铝合金材料的钎焊,具有良好的润湿性和热膨胀性,能够确保连接的牢固和密封性。
5. 铜合金钎料:专用于铜合金材料的钎焊,具有良好的润湿性和导热性能,能够确保连接的牢固和导电性能。
三、按形状分类1. 线状钎料:呈线状的钎料,适用于手工钎焊和自动化钎焊。
2. 板状钎料:呈板状的钎料,适用于大面积的钎焊连接。
3. 粉末钎料:呈粉末状的钎料,适用于特殊形状或难以钎焊的材料。
四、按熔点分类1. 低温钎料:熔点低于450℃的钎料,适用于对材料影响较小或对热敏感的连接。
【焊接知识】银基钎料的应用于存放
【焊接知识】银基钎料的应用与存放银基钎料:以下以河北哈特焊接材料有限公司生产的材料为说明:银基钎料是一种银或银基固溶体的钎料,具有优良的工艺性能、不高的熔点、良好的润湿性和填满间隙的能力,并且强度高、塑性好,导电性和耐蚀性优良,可以用来钎焊初铝、镁及其他低熔点金属外的所有黑色金属和有色金属,因而得到广泛应用。
常用的银钎料都含有银河铜,成为银和铜的可塑性α固溶体组织。
为了降低熔点减少银含量,加入锌、镉、镍等构成三元或多元合金。
其中锌和镉含量不能大于40%~50%,否则钎料中出现极脆的γ相,力学性能会急剧下降。
镍的加入提高了银钎料的耐热性、耐蚀性和润湿能力。
通常银钎料接头的工作温度不宜超过300℃,因为超过300℃后强度急剧下降,含镍的银钎料可工作到400℃左右。
银钎料适用于各种钎焊方法。
除在真空或保护气氛中钎焊以外,一般需要配合银钎焊熔剂使用,方可获得优良的焊缝。
哈特焊接材料有限公司是集科研开发、生产、销售、服务为一体,面向全球的开放型国家高新技术企业!公司生产销售:银基钎料、钴基焊材(司太立)、自保护药芯焊丝、新型铜铝药芯焊丝、堆焊耐磨药芯焊丝、镍基镍合金焊条焊丝、不锈钢焊条焊丝、低温钢、耐热钢、高强钢、铜及铜合金、铝及铝合金、铸铁及耐磨、耐蚀、耐高温的焊条、焊丝、焊带、焊片等十几个系列几百个品种。
作为国内高端焊材的骨干企业,哈特公司拥有多种自主研发的产品,其中抗硫化氢腐蚀用钢焊材,超低硫磷高纯耐热钢焊材,军工核电用系列焊材,不锈钢及镍基带极堆焊材料,低温储罐用焊材,管线工程专用焊材,海洋工程专用焊材等系列产品的技术水平居国内领先,在军工核电、石油化工、煤化工、输油输气、电站锅炉、钢铁冶金、矿山开发、电力电气、汽车工业等行业中获得了良好的应用,并赢得盛誉。
哈特公司遵循“服务第一,实现价值最大化”的经营宗旨,贯彻“质量是根本,用户是生命”的质量方针。
坚持不懈的实施科技创新、机制创新乃至全面创新,以“铸就高端材料品牌,引领焊接科技未来”为目标,努力成为国内高端焊接技术企业的引领者!斯米克银焊条、斯米克银焊丝、哈里斯银焊条、哈里斯银焊丝、哈里斯磷铜焊料、银焊条价格、银焊条成分、银焊丝价格、银焊丝材质银焊条熔点、银焊条生产厂家、银焊丝生产厂家、银焊丝熔点、银焊丝哪里卖、银焊条多少钱一公斤、银焊条牌号HL301说明:HL301是含银10%的银钎料,价格较低,但熔点高,漫流性差,钎焊接头塑性也较差,因此应用不广。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
银基钎料基本知识银基钎料基本知识银基钎料通常是以银或银基固溶体为主的合金。
这类钎料具有优异的工艺性能,熔点不高,润湿性能及填缝性能良好,强度、塑性、导电、耐蚀等性能优异,可用来钎焊除铝、镁及其它低熔点金属外的几乎所有黑色金属和有色金属,因而得到广泛的应用。
银基钎料的种类繁多,但常用的银基钎料几乎都含有铜。
为降低熔点和减少银含量,通常加入锌、镍、镉等合金元素,构成三元或多元合金。
B-Ag72Cu是在电真空器件中应用最广泛的共晶型钎料,其熔点低,结晶时没有温度间隔,钎焊工艺性能好,在铜及镍上具有良好的润湿性和流动性,导电性也很好。
但此钎料的脆性大,强度低,对不锈钢、合金钢、高温合金等润湿性极差。
因此,钎焊这类工件时应预先在被钎表面上镀铜或镀镍,以改善钎料的润湿铺展性能。
此钎料还可用于钛及钛合金的前级钎焊。
B-Ag50Cu性能与B-Ag72Cu接近,但银含量较低,使塑性改善。
但熔化温度范围增大,适宜于钎焊宽间隙接头,可用于多级钎焊时的前级钎焊。
B-Ag92Cu流动性好,强度及耐腐蚀性能比前两种有提高。
多用于钎焊钛及钛合金,钛及不锈钢等。
由于熔点较高,可用于分级钎焊的第一级钎焊。
B-AgMn熔点高,高温强度好,可用于钎焊400℃以下工作的不锈钢及钛合金。
B-Ag80Au是一种性能优异的耐热钎料,但由于成本太高而很少使用。
B-Ag90Pd的中温强度高,耐腐蚀性、抗氧化性、润湿性等优异,接头塑性好。
B-Ag80Pd 在强度方面及对低合金钢、不锈钢及高温合金的润湿性能上得到进一步改善。
但由于Pd的价格比Ag还要昂贵,因而在可以满足使用要求的前提下,应尽可能降低Pd的含量,B-Ag95Pd 就是为这一目的研制的。
由于Pd的蒸气压极低,所以银钯钎料特别适合于电真空重要部件或非金属的钎焊。
B-Ag95Al是银基钎料中强度高、抗腐蚀性能及耐热性能均相当优异的钎料。
主要用于钎焊400℃以下使用的受力构件。
当钎焊Ti-11Cr-13V-3Al合金时,室温抗剪强度τ≥150MPa,在400℃时的抗剪强度为τ≥100MPa。
B-Ag87Al的熔点比B-Ag95Al低,其性能也与之接近。
主要用于钎焊α钛合金和α+β双相钛合金。
B-Ag94Al(Mn)是在B-Ag95Al的基础上加入了不足1%的锰(质量分数)。
用这种钎料钎焊钛合金可以显著提高接头的抗腐蚀性。
以上银基钎料基本上都是二元合金类型的。
在三元合金类型的银基钎料中,最为常见的是银铜锌系钎料。
B-Agl0CuZn的含银量很低,价格较低。
但其熔点较高,铺展性差,接头的塑性也较差,因而应用不够广泛。
其主要用于钎焊铜及铜合金、钢及硬质合金等。
B-Ag25CuZn与前者相比银的质量分数提高了15%,所带来的效果是熔点明显下降,铺展性能得到了改善,钎缝也比较光洁。
这种钎料常用于钎焊铜及铜合金、钢及不锈钢等。
B-Ag45CuZn是最常用的银钎料。
其熔点低,具有良好的铺展性和填缝能力,钎缝表面光洁。
接头的强度高,耐冲击载荷的能力也很好。
B- Ag50CuZn也具有良好的铺展能力和填缝能力,接头可以承受多次冲击载荷。
这种钎料常制成箔片状使用,可用于铜及其合金和钢等的钎焊,如用于带锯的钎焊。
B-Ag65CuZn的含银量较高,但熔点较低,铺展性较好,钎缝光洁,接头的强度和塑性也很好。
经常用于食品器皿、带锯、仪表以及波导等多种产品的钎焊。
B-Ag70CuZn的含银量更高,接头具有高强度和优良的塑性,并且导电性好。
适用于铜、黄铜及银的钎焊。
常用于钎焊引线及其它要求高导电性的零部件。
银铜钯三元合金系钎料的性能与银钯钎料相近,但其熔化温度要低一些,对不锈钢的润湿性能好,并且其钎焊温度与不锈钢的热处理温度相适应。
这类钎料广泛用于陶瓷材料与金属材料的钎焊。
银铜钯系钎料中,以B-Ag54PdCu的综合力学性能为最好,主要用于航空发动机部件,以代替金镍钎料来钎焊工作温度不高于400℃的组件。
银铜镍系钎料与银铜钎料相比,由于镍的加入,导致了熔化温度的上升,但却使钎料的润湿性能大为提高。
并且钎料的强度、塑性都优于银铜钎料,可用于要求强度较高的低合金钢、不锈钢、钛及钛合金等的钎焊。
银铜铟系钎料(B-Ag61CuIn,B-Ag63CuIn),由于铟的加入而使熔化温度进一步降低,但同时也使结晶温度区间增大。
因而,在钎焊时需要快速加热以避免钎料偏析。
另外,铟的蒸气压极低,适合于真空受静力的器件,特别是α型和α+β型钛合金的钎焊。
在电子工业中被广泛用作为电真空器件的末级钎焊用钎料。
银铜锡钎科对钢和镍的润湿性优异,但强度低,脆性大。
B-Ag42CuSn钎料的熔点很低,可以在600℃以下进行钎焊,多用于受静载的接头。
银钯锰钎料的熔化温度较高,高温性能好,可用于钎焊工作温度在600~700℃的零件。
特别是B-Ag64PdMn钎料钎焊件的工作温度可达到800℃。
但这类钎料钎焊的钎缝在高温下长期工作时会发生成分偏析,使钎缝中出现富银相固溶体,降低接头的力学性能。
这类钎料多用于航空航天发动机的中温高强度部件的钎焊。
银铜锂钎料由于含有锂而使其具有自钎剂作用,因而在使用时可不用钎剂。
三元银钎料的熔化温度普遍在700℃以上,温度较高。
银铜铟的熔化温度虽然较低,但却使用了大量的贵金属铟,因而不宜大量使用。
而银铜锡钎料的熔化温度虽也比较低,但其强度太差。
因此为保证钎料的强度,同时又可以降低钎料的熔点,人们开发了一些四元,甚至五元合金的银基钎料,首要的当为银铜锌镉钎料。
由于镉能溶于银和铜,形成固溶体,在银铜锌钎料中加入适量的镉,即可降低钎料的熔点,改善润湿性,有能保证钎料具有较高的塑性。
但含镉量过大时也会产生脆性相。
所以一般情况下,镉和锌的共同加入量不宜超过40%。
又由于镉在银中的溶解度比较大,所以钎料的含银量不能太低,一般在40%~50%为宜。
B-Ag40CdZnCu钎料具有良好的润湿性和填缝能力。
由于其钎焊温度低于一些合金钢的回火温度,因此适合于钎焊淬火合金钢及分级钎焊中末级钎焊。
此外,这种钎料的工艺性能好,强度高,因而越来越多地取代着银铜锌钎料。
B-Ag50CdZnCu钎料与前者相比,含银量稍高一些。
这使钎料的熔点稍高,但强度也有提高。
因此适合于钎焊那些对温度要求不高,而对接头强度要求较高的工件。
B-Ag35CuCdZn钎料的结晶温度区间大,流动性差,适合于用火焰、高频等快速加热方法来钎焊铜及其合金、钢、不锈钢等间隙不均匀的接头。
B-Ag50CdZnCuNi是在B-Ag50CdZnCu钎料中以约3%的镍(质量分数)来代替等量的镉。
镍的加入提高了钎料对硬质合金的润湿性,因而更适合与钎焊硬质合金。
同时镍还可以提高不锈钢钎焊接头的抗腐蚀性。
这种钎料钎焊的不锈钢接头的抗腐蚀性在各种银钎料中几乎是最好的。
含镉的银基钎料虽然具有熔点低,工艺性能好的优点,但镉是有毒元素,其蒸气压很高,钎焊时挥发出来的镉蒸气可能对人体造成危害。
所以,含镉钎料的使用在国内外均受到限制。
而无镉银基钎料也就受到重视和发展。
银铜锌镍钎料是在银铜锌钎料的基础上加入少量的镍。
B-Ag54CuZnNi钎料中锌和镍的含量均不多,熔点较高,钎焊接头的耐热性和耐蚀性好,但钎料铺展性能差。
由于该钎料中的挥发性元素的含量低,所以适合于炉中钎焊。
B-Ag50CuZnNi钎料中的锌和镍的含量要稍多一些,其熔点较低,结晶温度区间较窄。
具有良好的铺展性和填缝能力,适用于不锈钢的钎焊。
银铜锌锡钎料主要是在银铜锌钎料中加入锡来代替镉。
但为避免钎料的塑性明显下降,锡的加入量不能过高。
B-Ag56CuZnSn钎料是一种通用型无镉银钎料,其性能与B-Ag 50CdZnCu 钎料相当,但其含银量较高。
可代替含镉钎料用于铜合金、钢和不锈钢等的钎焊。
接头具有优良的力学性能。
在B-Ag56CuZnSn钎料中加入少量的磷可以使钎料的熔点进一步降低。
但由于磷的存在,所以主要用于加热温度不允许过高的铜及铜合金的钎焊。
B-Ag30CuZnSn钎料的性能与B-Ag50CuZn及B-Ag45CuZn相当,但含银量要低得多,经济性好。
可用于铜及铜合金,钢和不锈钢的钎焊。
在银铜锌锡中加入少量的镍就构成了一些五元的银钎料,如B-Ag40ZnCuSnNi、B-Ag50ZnCuSnNi和B-Ag54CuZnSnNi钎料。
镍的加入可以提高钎料的强度、耐热性和耐蚀性,并改善钎料的润湿性。
其熔点仍维持较低,可以替代B-Ag 50CdZnCu钎料用于铜及不锈钢等的钎焊。
B-Ag65CuMnNi是不含锌和镉的钎料,其高温强度高。
由于锰和镍的含量较高,大大改善了钎料的润湿性能,在硬质合金上具有良好的流动性。
可用于钎焊奥氏体不锈钢和沉淀硬化型高温合金。
镍的质量分数为5%可使钎料不易产生裂纹腐蚀,特别是对马氏体型不锈钢,可在边缘处形成富镍层,从而避免了裂纹腐蚀。
这种钎料在发动机不锈钢零件的钎焊上得到了应用。
B-Ag63CuNiSn钎料是在B-Ag63CuNi的基础上加入锡的质量分数5%,使钎料的熔点进一步降低,而性能无明显差异。
此钎料的润湿性和流动性有所下降,钎焊时要考虑适当增加保温时间。