金桥焊材产品质量证明书 可 编 辑
02 焊接材料(焊条、焊丝、焊剂)进场质量合格证明文件及外观质量检查记录
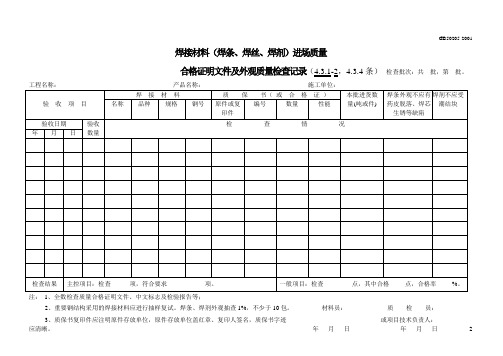
焊接材料(焊条、焊丝、焊剂)进场质量
合格证明文件及外观质量检查记录(4.3.1-2,4.3.4条)检查批次:共批,第批。
工程名称:产品名称:施工单位:
验收项目
焊接材料
质保书(或合格证)
本批进货数量(吨或件)
焊条外观不应有药皮脱落、焊芯生锈等缺陷
焊剂不应受潮结块
名称
品种
规格
钢号
应清晰。年月日年月日2
原件或பைடு நூலகம்印件
编号
数量
性能
验收日期
验收数量
检查情况
年
月
日
检查结果
主控项目:检查项,符合要求项。
一般项目:检查点,其中合格点,合格率%。
注:1、全数检查质量合格证明文件、中文标志及检验报告等;
2、重要钢结构采用的焊接材料应进行抽样复试。焊条、焊剂外观抽查1%,不少于10包。材料员:质检员:
3、质保书复印件应注明原件存放单位,原件存放单位盖红章、复印人签名,质保书字迹或项目技术负责人:
焊材质量证明书(精选8篇)

焊材质量证明书(精选8篇)篇1:焊材质量证明书.1 焊接材料质量证明书应包括9项规定,并在明显部位作出清晰的标志; .2 焊接材料熔敷金属的耐腐蚀性能及铁素体含量等有特殊要求的,就根据双方协议协议内容提供。
焊接材料质量证明书应注明○1标准号○2 规格○3 批号○4熔敷金属的`化学成分○5力学性能○6药皮含水量(或熔敷金属含氢量)○7相关的特殊性能测定○8生产日期○9在明显部位应有清晰的标志GB150.4-制造、检验和验收讲义中提示如下:篇2:焊材质量证明书电焊条牌号及规格:SHJ422 Φ4.0mm报告编号:04-08-2023样品编号(或批号):0报告日期:-08-25(1)药皮焊条外观质量:一、外表质量:合格二、焊条药皮偏心度:合格三、焊接工艺性能:优良(2)熔敷金属及焊接接头机械性能:MPa MPa δs(%) J(0℃)≥330 ≥420 ≥22 ≥27 380 470 32 91 92 (3)熔敷金属化学成分:(%)S≤0.035 P≤0.040 C- Mn- 0.011 0.025 0.06 0.35(4)T型接头角焊缝:合格X射线探伤:合格检验员:检验专用章:某某焊接器材有限公司地址:某某路451号电话:电挂:邮编:篇3:质量证明书格式质量证明书(格式)压力容器产品质量证明书产品名称产品编号质量保证工程师(签章)单位法定代表人(签章)质量检验专用(公章)产品合格证制造单位制造许可证编号产品名称类别设计单位设计批准书编号图号订货单位产品编号制造编号制造完成日期年月日本压力容器产品经质量检验符合《压力容器安全技术监察规程》、设计图样和技术条件的要求。
质量总检验员签字年月日质量检验专用(公章)年月日产品技术特性产品编号产品主要受压元件使用材料一览表审核人:填表人: 年月日共页第页产品焊接试板力学和弯曲性能检验报告产品编号理化责任师:填表人:年月日共页第页质量证明书(格式)压力容器产品质量证明书产品名称产品编号质量保证工程师(签章)单位法定代表人(签章)质量检验专用(公章)产品合格证制造单位制造许可证编号产品名称类别设计单位设计批准书编号图号订货单位产品编号制造编号制造完成日期年月日本压力容器产品经质量检验符合《压力容器安全技术监察规程》、设计图样和技术条件的要求。
【优质文档】焊材质保书-word范文模板 (16页)

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==焊材质保书篇一:焊丝质保书篇二:焊丝质量证明书gb50205-201X焊接材料(焊条、焊丝、焊剂)进场质量合格证明文件及外观质量检查记录4.3.4条)检查批次:共批,第批。
工程名称:产品名称:施工单位:注:1、全数检查质量合格证明文件、中文标志及检验报告等;2、重要钢结构采用的焊接材料应进行抽样复试。
焊条、焊剂外观抽查1%,不少于10包。
材料员:质检员: 3、质保书复印件应注明原件存放单位,原件存放单位盖红章、复印人签名,质保书字迹或项目技术负责人:应清晰。
年月日年月日 2篇二:焊条质量证明文件汇总表焊条质量证明文件汇总表施工单位(公章):制表:监理单位(公章):监理工程师:篇三:压力管道组成件及焊材质量证明文件一览表_-不改篇四:压力管道组成件及焊材质量证明文件一览表 -不改篇五:(碳钢二氧化碳气体保护焊丝1.2mm技术标书(实芯焊丝))设备购置技术标书审批表第一节供货范围、技术规格、参数与要求一、货物需求一览表二、使用环境 1.工作环境1.1周围环境温度:-10℃~35℃。
1.2设备安装场所海拔高度:不低于1200m。
1.3周围空气相对湿度:95%(在25℃时)。
1.4使用电源:ac380v,50hz 。
1.5使用地点:室内、外使用。
1.6使用焊机:yd-350gr 。
三、技术参数及要求 1.技术参数1.1焊丝类型:实芯。
1.2焊丝型号:er50-6。
1.3焊丝材质:低碳钢(wc ≤ 0.25%)。
1.4焊丝直径:1.2mm。
2. 技术要求2.1焊丝尺寸应符合gb/t 25775的规定。
2.2焊丝使用时容易引弧并能稳定地连续熔化,焊缝形成美观可用于各种空间的焊缝。
2.3焊丝应适合在自动或半自动焊接设备上均匀、连续地送进。
2.4焊丝的药芯应填充均匀,以使焊接工艺性能和熔敷金属力学性能不受影响。
产品质量证明书[3]
![产品质量证明书[3]](https://img.taocdn.com/s3/m/d4a0324bba68a98271fe910ef12d2af90242a8cf.png)
产品质量证明书.产品质量证明书1. 产品信息- 产品名称:X- 生产商:X- 型号:X- 产地:X国家- 生产日期:年月日- 有效期:年月日至年月日2. 产品质量标准本产品严格按照以下质量标准进行设计、生产和检验:- 国家标准X- 行业标准X3. 产品质量管理体系我司拥有完善的产品质量管理体系,确保产品的整个生产过程均符合质量要求。
具体包括以下方面的控制措施:3.1 设计阶段- 由经验丰富的设计团队进行产品设计,确保产品的功能和性能能够满足客户需求。
- 设计团队定期组织产品设计评审会议,及时发现和解决设计问题,并记录会议记要以备查档。
3.2 生产阶段- 生产环境严格按照国家标准和行业要求进行布置,确保生产过程的卫生与安全。
- 生产设备经过定期维护和检修,确保设备的正常运转。
- 拥有专业的操作工人队伍,并定期进行培训和考核,以确保操作规范。
- 在生产过程中实施严格的质量控制措施,包括原材料的验收、生产过程监控和成品抽检等。
- 持续改进生产工艺和制度,提高产品质量和生产效率。
3.3 检验阶段- 产品出厂前进行全面的产品质量检验,确保产品符合国家标准和行业要求。
- 检验过程由专业的质检团队进行,确保检测结果的准确性和可靠性。
- 所有的检验记录均详细记录并妥善保存,以备查档。
4. 产品质量控制我司通过严格的质量控制措施,确保产品质量稳定可靠,并符合国家标准和行业要求。
具体控制措施如下:4.1 原材料控制- 严格按照国家标准和行业要求采购原材料。
- 对原材料进行严格的验收标准,并建立供应商质量评估体系。
- 拥有原材料样品库,确保原材料的追溯性。
4.2 生产过程控制- 设立生产作业指导书,规范生产操作流程。
- 在生产过程中进行过程监控,及时发现和解决生产问题。
- 配置先进的生产设备和工具,以确保生产过程的稳定和一致性。
4.3 产品检验控制- 建立完善的产品检验标准和方法。
- 对产品质量进行全面检查,包括外观、功能和性能等。
焊材质量保证书

焊材质量保证书尊敬的用户:您好!感谢您选择我公司的焊接材料。
在此,我代表公司向您保证,我们生产的焊接材料均严格按照国家相关标准和行业规定进行生产,保证产品质量符合您的要求。
为了进一步确保您的权益,现将我公司生产的焊接材料提供如下质量保证:一、产品质量保证1. 我公司保证焊接材料在出厂前,将严格按照GB/T 15579.1-2016《电弧焊接用焊条》等国家标准进行严格的质量检验,确保产品质量合格。
2. 我公司保证焊接材料在运输过程中,将采取有效的防潮、防尘、防震措施,确保产品在到达您手中时仍保持优良品质。
3. 我公司承诺,自产品安装调试并验收合格后一年内,如产品自身出现质量问题,我公司负责进行免费维修或更换。
如果产品超出了我们的保修期限,我们也会在合理的范围内给您提供相应的有偿服务。
二、不属于免费保修范围的情况1. 超过保修期;2. 不能提供购买凭证的;3. 未按产品使用说明书的要求使用、维修而造成损坏的(特别注意发生进水、摔坏以及人为的损坏);4. 客户擅自维修、拆卸产品的或者客户委托非本公司指定的维修人员维修、拆卸产品的;5. 使用非正规的劣质通信电缆造成的损坏;6. 由于水灾、火灾、雷击、地震等不可抗拒灾害造成产品发生故障或损坏的;7. 其它非产品自身原因造成的故障或损坏。
三、技术支持与服务1. 产品使用过程中出现问题,我公司的技术人员将随时为您提供技术支持,做到有问必答。
2. 属于产品质量问题的,我公司保证在接到维修申请后,第一时间安排技术人员进行处理。
3. 对于不属于免费保修范围的问题,我公司将根据实际情况,在合理范围内为您提供有偿服务。
四、质量承诺我公司始终坚持以质量求生存、以信誉求发展,我们将不断优化生产工艺,提高产品质量,为客户提供更优质的产品和服务。
五、售后服务承诺我公司承诺,在产品销售过程中,严格按照国家相关法律法规和行业规定,提供真实、完整的商品信息,确保消费者的合法权益。
最后,请您在使用过程中,严格按照产品使用说明书进行操作,如有任何疑问,请随时与我公司联系。
可编辑钢材质量证明书
第二条委托权限
2.1委托人授权受托人在办理钢材质量证明书过程中,有权代表委托人与相关部门进行沟通、协调。
2.2受托人应确保办理的钢材质量证明书内容真实、准确、完整,符合相关法律法规及标准要求。
第三条委托期限
3.1本委托书的有效期为____年____月____日至____年____月____日。
3.2如委托期限届满,双方同意续签的,应另行签订书面委托书。
第四条费用承担
4.1受托人办理钢材质量证明书过程中发生的合理费用,由委托人承担。
4.2受托人应向委托人提供费用清单,委托人应在收到费用清单后七个工作日内支付相关费用。
第五条保密条款
5.1双方在办理钢材质量证明书过程中所获悉的对方商业秘密、技术秘密、个人隐私等信息,应予以严格保密。
2.本委托书自双方签字(盖章)之日起生效。
委托人:(盖章)
法定代表人:(签字)
日期:____年____月____日
受托人:(盖章)
法定代表人:(签字)
日期:____年____月____日
特此声明,本委托书内容真实、准确、完整,委托人与受托人双方均无异议。本委托书具有法律效力,任何单位和个人未经双方同意,不得擅自泄露、修改、复制或用于其他用途。
7.2本委托书自双方签字(盖章)之日起生效。
委托人:(盖章)
法定代表人:(签字)
日期:____年____月____日
受托人:(盖章)
法定代表人:(签字)
日期:____年____月____日
第2篇
可编辑钢材质量证明书
鉴于委托人与受托人双方遵循平等、自愿、诚实信用原则,经充分协商,就委托人委托受托人办理可编辑钢材质量证明书相关事宜,特订立本委托书。
天津市金桥焊材产品质量证明书
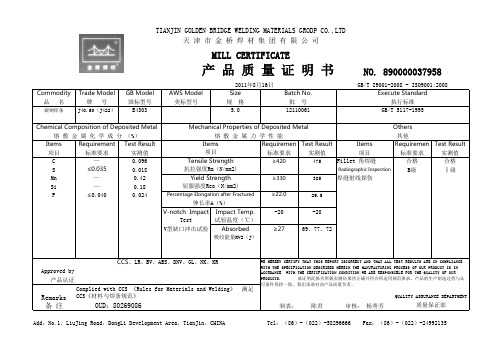
Commodity Trade Model GB Model AWS Model Size 品 名牌 号国标型号美标型号规 格碳钢焊条J40.50(J422)E4303 5.0Items Requirement Test ResultRequiremen Test Result Items Requiremen Test Result 项目标准要求实测值标准要求实测值项目标准要求实测值C —0.096≥420475Fillet 角焊缝合格合格S ≤0.0350.018Radiographic Inspection B级Ⅰ级Mn —0.42≥330385焊缝射线探伤Si —0.18P ≤0.0400.024≥22.029.5V-notch Impact Impact Temp.-20-20Test 试验温度(℃)V型缺口冲击试验Absorbed ≥2769、77、72吸收能量KV2(J)Approved by产品认证Remarks备 注制表:陈君审核: 杨秀芳Add:No.1,LiuJing Road,DongLi Development Area,TianJin,CHINA Tel:(86)-(022)-58296666 Fax:(86)-(022)-24992135Complied with CCS 《Rules for Materials and Welding》 满足CCS《材料与焊条规范》WE HEREBY CERTIFY THAT THIS REPORT ISCORRECT AND THAT ALL TEST RESULTS ARE IN COMPLIANCE WITH THE SPECIFICATION DESCRIBED HEREIN.THE MANUFACTURING PROCESS OF OUR PRODUCT IS IN ACCRDANCE WITH THE CERTIFICATION CONDITION.WE ARE RESPONSIBLE FOR THE QUALITY OF OUR PRODUCTS. 兹证明此报告所载实测结果皆正确并符合所适用规范要求。
产品质量合格证明书

购货单位:
产品名称
管件
生产批号
CT0120311
产品标准
GB12459-2000
材料标准
GB/T8163
材质
20#
材料标识
序号
型号
规格
外径
壁厚
数量
机械性能
结论
抗拉强度
屈服强度
延伸度(%)
硬度HB
无损探伤
本产品经检验合格
检验员:
2012年3月11日
1
90E(L)弯头
DN25
32
3
40
4
410
247
26
156
合格
4
偏心异径管
DN150*80
159*89
6
8
410
247
26
156
合格
5
偏心异径管
DN150*125
159*133
6
1
410
247
26
156
合格
6
偏心异径管
DN200*125
219*133
5
14
410
247
26
156
合格
7
偏心异径管
DN200*150
219*159
6
7
410
0.17
0.35
0.035
0.035
3
0.17
0.18
0.35
0.035
0.034
4
0.17
0.18
0.35
0.035
0.034
5
0.17
0.18
0.35
0.035
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Commodity Trade Model GB Model AWS Model Size 品 名
牌 号
国标型号美标型号
规 格碳钢焊条
J40.50(J422)E4303
4.0Items Requirement Test Result Requiremen Test Result Items Requiremen Test Result 项目标准要求实测值标准要求实测值项目标准要求实测值C —0.096
≥420470Fillet 角焊缝合格合格
S ≤0.0350.018
Radiographic Inspection Ⅱ级Ⅰ级
Mn —0.42≥330390焊缝射线探伤Si —0.18
P ≤0.0400.024
≥22.029
V-notch Impact Impact Temp.
-20-20Test 试验温度(℃)
V型缺口冲击试验
Absorbed ≥27
75、72、74
吸收能量KV2(J)
Approved by
产品认证
Remarks 备 注
制表:陈君审核:Add:No.1,LiuJing Road,DongLi Development Area,TianJin,CHINA Tel:(86)-(022)-58296666 Fax:(86)-(022)-24992135
Complied with CCS 《Rules for Materials and Welding》 满足CCS《材料与焊条规范》
WE HEREBY CERTIFY THAT THIS REPORT ISCORRECT AND THAT ALL TEST RESULTS ARE IN COMPLIANCE WITH THE SPECIFICATION DESCRIBED HEREIN.THE MANUFACTURING PROCESS OF OUR PRODUCT IS IN ACCRDANCE WITH THE CERTIFICATION CONDITION.WE ARE RESPONSIBLE FOR THE QUALITY OF OUR PRODUCTS. 兹证明此报告所载实测结果皆正确并符合所适用规范要求。
产品的生产制造过程与认可条件保持一致。
我们承诺对该产品质量负责。
Percentage Elongation after Fractured
伸长率A(%)
CCS、LR、BV、ABS、DNV、GL、NK、KR
QUALITY ASSURANCE DEPARTMENT
OUD:80166906
质量保证部
Items 项目Tensile Strength 抗拉强度Rm(N/mm2)Yield Strength 屈服强度Reo(N/mm2)
Chemical Composition of Deposited Metal
Mechanical Properties of Deposited Metal Others
熔 敷 金 属 化 学 成 分 (%)熔 敷 金 属 力 学 性 能其他Batch No.Execute Standard
批 号执行标准16030325
GB/T 5117-2012
TIANJIN GOLDEN BRIDGE WELDING MATERIALS GRODP CO.,LTD
天 津 市 金 桥 焊 材 集 团 有 限 公 司
MILL CERTIFICATE
产 品 质 量 证 明 书
NO. 890000135489
GB/T I9001-2008 - ISO9001:2008。